
Abstract
Investment casting (IC) process is one of the oldest and most advanced to manufacture components with excellent surface finish, close dimensional tolerance and complex shape. The property of the final cast part depends upon the property of the wax pattern. The present study investigated the development of wax blend pattern by using various waxes, namely paraffin wax, microcrystalline wax, beeswax, polyethylene wax and carnauba wax. The injection parameters were injection temperature (IT), die temperature (DT), injection flow rate (IFR) and holding time (HT), while output process parameters were surface roughness (SR), needle penetration (NP), linear shrinkage (LS) and volumetric shrinkage (VS). A L27 orthogonal array with grey-fuzzy logic was used to optimize the injection process parameter with multiple output characteristics. The results indicated that the optimized process parameters significantly improved the properties of the wax blend pattern used in the investment casting process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Investment or lost wax casting has been broadly used as a manufacturing process to produce components with close dimensional accuracy and excellent surface finish for several centuries. This process can produce near net-shaped product with excellent surface finish. This technology had a great evaluation during the Second World War because traditional manufacturing processes were unable to produce the components with complex geometry1. This process has been used for ages, and the advancement of this technology made it more versatile and applicable almost in all areas such as automobile, aerospace. In ancient period, the people were using the beeswax pattern to produce their tools. The material quality of wax is the key to the final cast part. Various types of waxes have been used by the researchers which include animal type wax, vegetable type wax, mineral type wax, and petroleum type wax. A wax pattern must have lower thermal expansion, sufficient strength, good surface finish, very low ash content and be hard enough at room temperature2, 3. Soybean oil and some chemicals are used as an additive to improve the above-mentioned characteristics of the wax pattern4. Shen et. al5 stated that properties of wax pattern depend upon injection parameters such as injection pressure, injection temperature, injection time and injection speed. Later, Singh et. al6 investigated that the process parameters such as wax injection temperature, die temperature, injection time and holding time greatly influence the properties such as surface finish, shrinkage and dimensional accuracy of a wax pattern. The other process parameters such as room temperature, noise factors, humidity and airflow rate were constant throughout the process. Wang et. al7 investigated the influences of injection parameters on the dimensional stability of the wax pattern. They found that packing pressure and holding time influenced greatly the final-dimensional stability of the wax pattern. The gate geometrical feature also influences the dimensional accuracy of the wax pattern7. Gebelin et. al8 suggested that the accuracy of the final investment cast product depends upon the accuracy of the wax pattern used in IC process. The properties of wax pattern depend upon the wax flow rate, wax solidification shrinkage and heat transfer rate between wax and die. Bonilla et. al9 also investigated that injection process parameters show a key role to produce a best wax pattern. By controlling the injection parameters such as injection temperature, injection flow rate, cycle time, die temperature and injection pressure, the shrinkage rate of the wax pattern can be eliminated and dimensional accuracy can be achieved. Omkar et. al10 prepared blend wax pattern by using paraffin wax, beeswax, montan wax and carnauba wax and optimized the input process parameters by Taguchi method. Wang et. al11 used pattern made by rapid prototyping process to optimize the process parameters. Sabau12 studied the phenomena of thermal expansion–contraction and hot deformation in pattern wax. During pattern preparation, the dimension of the pattern changes due to thermal expansion–contraction, which resulted in the dimension change in the corresponding cast part. They used various additives for making investment casting wax pattern and found the effects of these additives on dimensional deviations between the wax pattern and its corresponding cast part during the process. Sabau and Viswanathan13 used numerical simulation to predict the shrinkage of wax pattern during solidification stage. They also determined the heat transfer coefficient between wax pattern and metallic die. Taguchi method has been most commonly used method to optimize a single-output performance14. It is also very important to establish a relation between wax shrinkage rate and pouring temperature of the wax. Some researcher had tried to establish the relation between heat transfer coefficient between wax pattern and metallic die15. Taguchi method is commonly used to optimize the process parameters. However, this method is not dealing in a better way with multiple output parameters characteristics16,17,18,19,20. In this work, an attempt has been made to enhance the properties of blend wax pattern by using paraffin wax, microcrystalline wax, beeswax, polyethylene wax and carnauba wax. The main purpose of making waxes blend is to enhance the properties of pattern. Various wax proportions were used to prepare the blends, and their properties were evaluated and compared each other to find the best waxes blend. The technique of grey-fuzzy logic has been applied to optimize the injection process parameters with several output characteristics. The input injection parameters taken in this study are injection temperature (IT), die temperature (DT), injection flow rate (IFR) and holding time (HT). The output performance characteristics are surface roughness (SR), needle penetration (NP), linear shrinkage (LS) and volumetric shrinkage (VS). Grey-fuzzy response table and graph are studied to find out the optimum process parameters in this study. The optimized process parameters significantly improved the properties of blend wax pattern.
Experimental Work
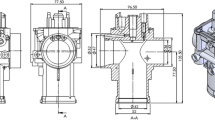
The experiments were conducted on a hydraulic wax injection machine. The hydraulic wax injection machine is shown in Figure 1a, and geometry of the pattern is shown in Figure 1b. The ingredients of each wax blend were melted together in a container of wax injection machine with constant agitation in order to get a homogeneous mixture.

(a) Wax injection machine, (b) geometry of wax pattern, (c) wax blend patterns.
The molten wax was injected into an aluminium die. After solidification of the wax pattern, it was removed from the die. The wax blend patterns are shown in Figure 1c.
Development of Wax Blend
The wax patterns were developed by mixing five types of waxes, namely paraffin wax, microcrystalline wax, beeswax, polyethylene wax and carnauba wax. Paraffin wax was selected to enhance the surface properties of the wax pattern. Microcrystalline wax gives the cohesiveness to the pattern. Beeswax also called natural wax gives the better surface finish to the pattern. Polyethylene wax has good fluidity and better surface properties. Carnauba wax gives good dimensional accuracy to the pattern. The proportions of these waxes are shown in Table 1.
The blend wax was prepared by melting these waxes in a container of wax injection machine with constant agitation. Hydraulic wax injection machine was used to inject the semisolid wax at constant process parameters into an aluminium die. After solidification of the wax blend pattern, it was removed from the aluminium die. The response parameters of the blend wax pattern were surface roughness, needle penetration, linear shrinkage and volumetric shrinkage. Surface roughness of each blend wax pattern was measured by Veeco WYKO NTI 100. 2-D and 3-D images of surface roughness are shown in Figure 2.

2-D and 3-D images of surface roughness.
The needle penetration test was used to measure the hardness of wax pattern. In needle penetration test, a standard needle was penetrated inside the wax pattern for 5 sec under a load of 100 gm and corresponding depth of needle penetration was measured. Linear shrinkage is the difference between die dimension and pattern dimension. Volumetric shrinkage was calculated by filling the die cavity with water and measured its volume VD with the help of measuring flask. Then another measuring flask is filled with water and taken its initial reading Vi. Finally, pattern was dipped inside the flask and final reading Vf was taken. The following formula was used to calculate the volumetric shrinkage.
The wax pattern properties are shown in Table 2. After conducting the experiments, it was observed that wax blend first gives best properties. The wax blend first has minimum surface roughness, penetration, linear shrinkage and volumetric shrinkage. Therefore, wax blend first was taken to be the best wax blend among all the blends, containing 40 % paraffin wax, 30 % microcrystalline wax, 20 % beeswax, 10 % polyethylene wax and 0 % carnauba wax. Hence, further experiments were conducted by using wax blend first to get the effect of various injection process parameters such as injection temperature, die temperature, injection flow rate and injection time on surface roughness, hardness, linear shrinkage and volumetric shrinkage.
Selection of Process Parameter and Orthogonal Array
Taguchi L27 design of experiment technique was applied to wax blend first. The selection of process parameter was based on literature review and subsequent pilot experimentation. Injection process parameters such as IT, DT, IFR and HT are taken as the variable process parameters. The other process parameters like ambient temperature and cooling rate were fixed throughout the whole investigation. The range and levels of the injection process parameters were chosen by conducting the trial experiments with one factor at a time approach. The range and levels of injection process parameters for wax blend first are shown in Table 3.
The complete experimental outline matrix for Taguchi L27 orthogonal array is given in Table 4. The technique of fuzzy logic is utilized to optimize the injection process parameters, and results were investigated for analysis of variance (ANOVA). The surrounding temperature during blend pattern preparation was in the range of (26–32) °C. The average values of SR, NP, LS and VS for each trial experiment are shown in Table 4.
Grey-Fuzzy Logic Approach
Grey-fuzzy logic is used with grey relational analysis to find out the optimal injection process parameters in the investment casting process.
Grey Relational Analysis
Grey relational analysis (GRA) is applied to determine the interrelationships between the multiple input and output process parameters effectively. In GRA system, the experimental data are normalized in a range from 0 to 1 to diminish the inconsistency. This process is called grey relational generation. These data are used to determine the grey relational coefficient. There are various methodologies used in grey relational analysis.
For lower-the-better criterion, the data can be expressed as:
For higher-the-better criterion, the data can be expressed as:
where xi(k) is the value after grey relational generation, min yi(k) is kth smallest response value, and max yi(k) is the kth largest response value.
The grey relational coefficient ξi(k) can be expressed as:
Here, \(\Delta_{0i} \left( k \right) = \left\| {x_{0} \left( k \right) - x_{i} \left( k \right)} \right\|\) is the difference of absolute value x0(k) and xi(k), Ψ is a distinguishing coefficient \(0 \le \Psi \le 1, \, \Delta_{\min } = Vj^{\min } \varepsilon iVk^{\min } \left\| {x_{0} \left( k \right) - x_{i} \left( k \right)} \right\|\) is the smallest value of ∆0i, and \(\Delta_{\max } = Vj^{\max } \varepsilon iVk^{\max } \left\| {x_{0} \left( k \right) - x_{i} \left( k \right)} \right\|\) is the largest value of ∆0i. The value of Ψ is taken as 0.5. The grey relational coefficient is used to represent the correlation between optimal and actual normalized results 18. The experimental result will be closed to optimal normalized result for larger value of grey relational coefficient.
Grey-Fuzzy Logic
Grey relational analysis has various criterion such as lower-the-better criterion, higher-the-better criterion and nominal-the-better criterion of each output response in a multiple objective problem. A fuzzy logic unit has fuzzifier, membership functions, fuzzy rule base, interface engine and defuzzifier21. In fuzzifier, membership functions were fuzzified by using grey relational coefficient. The membership value of a membership function is between 0 and 1. Interface engine is used to generate a fuzzy value based on fuzzy rules. At last, the defuzzifier is used to generate the fuzzy value into grey-fuzzy reasoning grade (GFRG).
In this study four-input-one-output fuzzy logic unit is applied to determine the optimal injection process parameters as shown in Figure 3. The input parameters of this fuzzy design are the grey relational coefficients for surface roughness x1, needle penetration x2, linear shrinkage x3 and volumetric shrinkage x4. The output characteristics variable is the grey-fuzzy reasoning grade y0. Membership functions are used to convert input and output characteristics into linguistic fuzzy subsets.

Structure of four-input-one-output fuzzy logic.
A fuzzy rule base system is working on if-then mechanism to show the correlation between input and output. A linguistic fuzzy Mamdani system is termed as:
where Ai, Bi, Ci, Di and Ei are the fuzzy subsets specified by corresponding membership functions, i.e. µAi, µBi and µCi.
Fuzzy interface engine is the brain of fuzzy logic. It solved the problem by simulating the input values with fuzzy reasoning system. At last, defuzzification is used to determine the fuzzy inference output into a non-fuzzy reasoning grade. Higher value of GFRG shows that the experimental value is nearer to optimal normalized value.
Proposed Methodology
The schematics representation of proposed grey-fuzzy logic methodology is as shown in Figure 4.

Grey-fuzzy logic methodology.
Results and Discussion
Grey Relational Coefficients
In this study, the smaller the values of surface roughness, needle penetration, linear shrinkage and volumetric shrinkage; better is the properties of blend wax pattern. Therefore, smaller the better criterion is selected for this study. The experimental data are normalized by using Eqn. 1. The grey relational coefficient is calculated for each output characteristics by using Eqn. 3. Table 5 shows the data preprocessing of experimental results and grey relational coefficients for surface roughness, needle penetration, linear shrinkage and volumetric shrinkage. The experiment nos. 9, 12, 12 and 9 show the best output response for surface roughness, needle penetration, linear shrinkage and volumetric shrinkage, respectively. But, to improve the quality of output performance, fuzzy logic technique is further used.
Grey-Fuzzy Reasoning Grade (GFRG) Analysis
Grey-fuzzy reasoning grade (GFRG) is determined by using MATLAB. Grey relational coefficients calculated from surface roughness, needle penetration, linear shrinkage and volumetric shrinkage are used as inputs for fuzzy logic system. In this study, a triangular membership function is applied for grey relational coefficient. A systematics grey-fuzzy logic design is shown in Figure 5. The grey relational coefficients have divided into three subsets, i.e. small (S), medium (M) and large (L). The output response is divided into five fuzzy subsets, i.e. very small (VS), small (S), medium (M), large (L) and very large (VL).

Schematic fuzzy logic plot for input and output values.
Formulation of rules was done by using Mamdani system. Graphical demonstration of GFRG for experiment no. 1 is shown in Figure 6. The rows denote twenty-seven rules, and columns denote four input and one output. The position of triangle shows the fuzzy sets for every input and output value. The darkened area of each triangle indicates the membership value of that fuzzy set. For experiment no. 1, the input values of grey reasoning coefficients of surface roughness, needle penetration, linear shrinkage and volumetric shrinkage are 0.333, 0.889, 0.395 and 0.348, respectively. The value of GFRG for experiment no. 1 is 0.502 as shown in Figure 6. The value of GFRG and corresponding rank for all the twenty-seven investigations are shown in Table 5.

Fuzzy logic rule viewer.
Highest value of GFRG shows the best optimal injection process parameters. Table 5 and Figure 7 show that experiment no. 27 has the highest value of GFRG with best multiple performance characteristics among all the twenty-seven experiments. Therefore, injection temperature is 75 ˚C, die temperature 45 ˚C, injection flow rate 3 lbm.

GFRG verses experiment no.
ANOVA
ANOVA is applied to determine the best role of each input process parameters on the multiple output characteristics. Figure 8 shows the GFRG vs. injection process parameters. Therefore, based on response graph as shown in Fig. 8 and Table 6, A2, B3, C3 and D1, i.e. injection temperature 70 °C, die temperature 45 °C, injection flow rate 3 lbm and holding time 5 sec, are the best optimal injection process parameters.

Response graph for every level of input process parameters.
The difference between higher and lower value of GFRG grade indicated the influence of that parameter on the multiple output characteristics. Higher the difference of maximum and minimum fuzzy reasoning grade shows higher the influence of that parameter on the output characteristics among all the parameters. Table 6 shows that die temperature has the most significant influence on the output performance parameters.
Fisher’s F test indicates that which input process parameter has the most significant effect on output characteristics. Usually, higher value of F ratio shows that the change of that input process parameter makes the most significant change on the output performance. Table 7 shows that the impact of die temperature disturbing SR, NP, LS and VS significantly followed by injection temperature, holding time and flow rate, respectively.
Therefore, optimal injection process parameters are A2, B3, C3 and D1, and die temperature is the most influencing process parameter among all the injection process parameters. These results proved that grey-fuzzy approach applied successfully to decide the optimal injection process parameters with multiple output performance and with limited number of experiments in the IC.
Conclusion
In this investigation, an investment casting wax blend has been developed into a pattern wax by adding different varieties of waxes, namely paraffin wax, microcrystalline wax, beeswax, polyethylene wax and carnauba wax. L27 orthogonal array design is used to prepare wax blend patterns. Injection temperature, injection flow rate, die temperature and holding time were used as input process parameters, and surface roughness, needle penetration, linear shrinkage and volumetric shrinkage were used as output performance characteristics. Further, the optimization of injection process parameters was done by using grey-fuzzy logic. The following conclusions are made from the study.
-
The wax blend first was selected as the best wax blend among all the blends, containing 40% paraffin wax, 30% microcrystalline wax, 20% beeswax, 10% polyethylene wax and 0% carnauba wax. Thus, blend 1 was further used to optimize the process parameters through Taguchi method.
-
It can also be concluded that blended wax pattern has higher quality as compared to the single wax pattern.
-
Grey-fuzzy logic showed that injection temperature 70 °C, die temperature 45 °C, injection flow rate 3 lbm and holding time 5 sec are the best optimal combination of input parameters.
-
ANOVA statistics exposed that die temperature is the most influencing parameter in effecting the output performance characteristics.
-
Hence, it is concluded that the optimized process parameters significantly improved the properties of blend wax pattern.
References
S. Pattnaik, D.B. Karunakar, P.K. Jha, Developments in investment casting process—a review. J Mater Process Technol 212(11), 2332–2348 (2012)
R.G. Craig, J.D. Eick, F.A. Peyton, Properties of natural waxes used in dentistry. J Dent Res 44(6), 1308–1316 (1965)
A. Borcherding, T. Luck. Application of plant proteins as thermoplastics. In Plant Proteins from European Crops, Springer, Berlin, 313–318 (1998). https://doi.org/10.1007/978-3-662-03720-1_52
S. Taşcıoğlu, N. Akar, A novel alternative to the additives in investment casting pattern wax compositions. Mater Des 25(6), 499–505 (2004)
Y.K. Shen, J.J. Liu, C.T. Chang, C.Y. Chiu, Comparison of the results for semisolid and plastic injection molding process. Int Commun Heat Mass 29(1), 97–105 (2002)
B. Singh, P. Kumar, B.K. Mishra, C-22 optimization of injection parameters for making wax patterns to be used in ceramic shell investment casting. Proc Asian Symp Mater Process (2006). https://doi.org/10.1299/jsmeasmp.2006.69
D.H. Wang, B. He, F. Li, B.D. Sun, The influence of injection processing on the shrinkage variation and dimensional stability of wax pattern in investment casting. Adv Mat Res 538, 1217–1221 (2012)
J.C. Gebelin, M.R. Jolly, Modelling of the investment casting process. J Mater Process Technol 135(2), 291–300 (2003)
W. Bonilla, S.H. Masood, P. Iovenitti, An investigation of wax patterns for accuracy improvement in investment cast parts. Int J Adv Manuf Tech 18(5), 348–356 (2001)
O. Bemblage, D.B. Karunakar, A study on the blended wax patterns in investment casting process. Proc World Congr on Eng 1, 6–8 (2011)
D. Wang, A. Dong, G. Zhu et al., Rapid casting of complex impeller based on 3D printing wax pattern and simulation optimization. Int J Adv Manuf Technol 100, 2629–2635 (2019). https://doi.org/10.1007/s00170-018-2736-9
A.S. Sabau, S. Viswanathan, Material properties for predicting wax pattern dimensions in investment casting. Mater Sci Eng A 362(1), 125–134 (2003)
A.S. Sabau, S. Viswanathan, Prediction of wax pattern dimensions in investment casting. AFS Trans. 110, 733–746 (2002)
S. Pattnaik, D.B. Karunakar, P.K. Jha, Multi-characteristic optimization of wax patterns in the investment casting process using grey–fuzzy logic. Int J Adv Manuf Technol 67(5–8), 1577–1587 (2013)
A.S. Sabau, S. Viswanathan, Temperature measurements in wax patterns and wax-die interfacial heat transfer coefficients in investment casting. AFS Trans. 111, 463–472 (2003)
M.H.C. Li, S.M. Hong, Optimal parameter design for chip-on-film technology using the Taguchi method. Int. J Adv Manuf Tech 25(1–2), 145–153 (2005)
J. Ming-der, T. Yih-fong, Optimisation of electron-beam surface hardening of cast iron for high wear resistance using the Taguchi method. Int J Adv Manuf Tech 24(3–4), 190–198 (2004)
S. Kumar, D.B. Karunakar, Characterization and properties of ceramic shells in investment casting process. Inter Metalcast 15, 98–107 (2021). https://doi.org/10.1007/s40962-020-00421-6
M.S. Varfolomeev, G.I. Shcherbakova, Interaction of a ceramic casting mold material of the Al2O3–Al2O3 composition with a nickel-based superalloy. Inter Metalcast (2021). https://doi.org/10.1007/s40962-020-00557-5
X. Su, Z. Feng, F. Wang et al., Effect of pouring and mold temperatures on hot tearing susceptibility of WE43 magnesium alloy. Inter Metalcast (2020). https://doi.org/10.1007/s40962-020-00493-4
A.V. Vyas, M.P. Sutaria, Investigation on influence of the cast part thickness on interfacial mold-metal reactions during the investment casting of AZ91 magnesium alloy. Inter Metalcast (2020). https://doi.org/10.1007/s40962-020-00530-2
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
The online version contains supplementary material available at https://doi.org/10.1007/s40962-021-00655-y.
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Kumar, S., Karunakar, D.B. Development of Wax Blend Pattern and Optimization of Injection Process Parameters by Grey-Fuzzy Logic in Investment Casting Process. Inter Metalcast 16, 962–972 (2022). https://doi.org/10.1007/s40962-021-00655-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-021-00655-y