
Abstract
The significant fraction of manganese ores available across the globe is ferruginous with high gangue content. About 30% of these types of ores occur as fines (< 1 mm) and are dumped at the mines site, considering it as waste. Different methods have been tried to utilize these ores by 5–15% in the charge mix of submerged arc furnace by briquetting in roller press or by extrusion. A high amount of dust generation during charging limited its use. In this research work, a 30 kW DC extended arc plasma reactor is employed to extract FeMn from such a lean grade ore without performing any agglomeration. Flux is added targeting two different slag systems, CaO–Al2O3–SiO2 (CAS) and CaO–Al2O3–MgO–SiO2 (CAMS), to optimize the working temperature. FeMn20 alloy with a maximum manganese recovery of about 80% is achieved by following discard slag practice. The effect of basicity ratios on alloy yield and Mn recovery is studied; CaO/SiO2 ratio higher than 2.5 in charge composition shows a negative effect on Mn recovery. In the CAS system, less slag is generated than the charges adjusted to the CAMS system. However, in the CAMS system, the energy consumption is much lower than in the CAS system. The produced metal and slag are characterized by phase, composition, and microstructural analyses.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Steel production involves a sequence of processes viz. iron making, steel making by ferroalloys addition, and refining processes; it varies as per the type of steel. Manganese ferroalloys, viz. FeMn, SiMn, and FeSiMn are used as deoxidizers and to impart strength and hardenability to steel [1, 2]. The current manganese ferroalloy industries follow rich slag and discard slag practices; the slag in the former route (MnO > 30%) is further used as a charge feed for silicomanganese production. Different basicity ratios, viz. CaO/SiO2, (CaO + MgO)/SiO2, CaO/(Al2O3 + SiO2), and (CaO + MgO)/(Al2O3 + SiO2) in charge compositions result in altered recovery rates of Mn, Fe, and Si [3, 4].
Ferromanganese production is an electrical energy-intensive process, i.e., 2500–3000 kW h/t of alloy, where the raw ore costs about 30–40% of the total alloy production cost. The depletion of naturally occurring high-quality ore minerals is challenging for metallurgical industries in the future. As an alternative, the beneficiation of lean and ferruginous ores produces a charge feed of lowered gangue and iron content. The enhancement in the Mn/Fe ratio favors ferromanganese production, i.e., increases Mn content in FeMn alloy [4, 5]. The gravity separation, hydrometallurgy, and reduction roasting-magnetic separation are the basic techniques adopted in the current scenario.
Gravity separation of ore partially eliminates gangues of low density, viz. alumina and silica, where particle size has a more significant impact. The hydrometallurgy route, involving acid leaching of ore, often finds restriction from an economic point of view. The high magnetic field applied to ore particles results in maximum manganese recovery of about 50–60%, which needs improvement [6,7,8,9,10,11]. The upgrading of ferruginous ores involves partial reduction, milling, and magnetic separation processes in sequence. Several factors, viz. firing temperature, reducing atmosphere condition, ore/reductant ratio, and firing duration, affect the process efficiency; the greater quantity of iron oxide free form gangue improves yield. After partial reduction, the desired phase magnetite easily separates, leaving manganese-rich tailing [12,13,14,15,16,17,18,19,20].
In the case of lean ores, gangue, particularly in the complex form, pose difficulty in separation. Reduction firing of the ferruginous-type ores with a high gangue (alumina and silica) leads to fayalite, manganese silicate, hercynite, galaxite, and almandine phases which have low reducibility even at high temperature. Moreover, in this case, Fe, Al, and Si contents in non-magnetic parts sharply increase, reduce FeMn recovery. As the lean ore with tailing is in the form of fines, there is a restriction for its direct use in the submerged arc furnace. Many plants in India attempted to briquette these fines in roller press partially using with rich ore by 5–15%, but could not succeed due to a high generation of fines during use and in the feed clogging passage of flue in the submerged arc furnace. Also, briquetting the fines in roller press is very tedious. The fines were also briquetted by stiff extrusion to control the problems mentioned above but could not overcome completely. More complexity arises for fines generated during the extensive mining to fulfill higher steel demand, which is often found unsuitable for use as direct charge feed for ferroalloys production. Such ore fines often do not respond to beneficiation and cannot be used directly in the submerged arc furnace; the efficiency of gangue separation is limited to 50% maximum. Instead, these are discarded and dumped at the mines site, creating an environmental hazard. These secondary resources need to be utilized for value addition, conserve the resources, and environmental safety.
Since plasma processing has no constraint on particle size, charge composition, and or operating temperature, the present investigation aims to extract FeMn from such type of a high gangue containing mining and process waste (fines) directly through the thermal plasma, avoiding agglomeration. The advantage of plasma processing is that the processing time is short, and the heat is directly focused onto the charge feed with less reductant consumption. Furthermore, to optimize the working temperature and increase the yield, different slag chemistry in CaO–Al2O3–SiO2 and CaO–Al2O3–MgO–SiO2 systems have endeavored.
Materials and Experiments
Materials
For the present study, a lean manganese ore that is being discarded at the mines site, Joda-Barbil valley, Odisha, India, was collected. Different physical, chemical, and mineralogical evaluations are performed to characterize the ore. Table 1 gives the sieve analysis (IS 460) result; the ore is in fine form, and most of the particles lie in the range of 0.2–0.09 mm. The XRD pattern of ore, Fig. 1, shows six mineral phases, viz. hematite, pyrolusite, bixbyite, gibbsite, quartz, and cryptomelane.

XRD pattern of manganese ore
Table 2 gives the chemical assay of ore obtained through wet chemical analysis. The ore is iron oxide rich with low manganese content and gangue rich, noticeably high Al2O3 and SiO2. In the present study, carbon black is the reductant which is very fine (< 2 μm, Orient Black N110 grade) and imported from Phillips Carbon Black Limited, India. High-purity MgO, Al2O3, hydrated lime, and SiO2 are used as fluxes to adjust the slag chemistry in charge compositions. The chemical analysis of magnesia, alumina, hydrated lime, and silica is given in Table 2. All the ingredients were thoroughly mixed in a Hobart mixer for 15 min according to the compositions.
Experimental Setup
In the present work, the smelting tests were carried out by employing a 30 kW DC extended arc plasma reactor and described elsewhere [21]. The whole setup comprises a power supply with a control unit, a gas supply system with a gas flow control unit, and a furnace. The furnace contains a graphite crucible, hollow cylindrical shape, with an outer diameter 145 mm, wall thickness 15 mm, and 300 mm high, serves as an anode. A graphite electrode of 400 mm in length with a 5 mm hole runs coaxially, and the outer diameter of 35 mm acts as the cathode. The electrode (cathode) is in pencil form for better electron transmission; ionizing gas flows through the coaxial hole. Crucible is enclosed in a steel casing, having refractory lining at its inner side. Bubble alumina was filled in-between graphite crucible and steel casing refractory lining for insulation. Before commencing the arc, the reaction chamber (crucible) is properly cleaned, and the ionizing gas is purged for 1–2 min. The charge mix to be processed is fed into the graphite crucible, and the plasma arc is initiated by striking the cathode onto anode with the flow of ionizing gas. The arc length increases by lifting the cathode suitably to heat the charge placed inside the crucible.
Design of Experiments
The smelting tests of ore were carried out by adding carbon black as the reductant, 12% by weight to 1.0 kg of ore, and fluxes targeting the composition of the final slag. Fluxes were added to adjust the slag chemistry to two different slag systems, viz. CaO–Al2O3–SiO2 and CaO–Al2O3–MgO–SiO2. Temperature operation as measured by optical pyrometer for smelting charge without any flux addition, charges in CAS and CAMS systems, are 1820–1850 °C, 1690–1705 °C, 1580–1600 °C, respectively. Table 3 provides the calculated composition of initial slags designed for the smelting tests.
Primary smelting of ore (Test-1) was carried out without adding any flux. Lime addition in Tests-2, 3 and 4, (CAS system) was aimed to alter the C/A ratios in the final slag as 1.0, 1.2, and 1.6, respectively. Flux addition in Tests-5, 6, 7, and 8 (CAMS system) was targeted to change the slag chemistry as a function of high alumina and C/S ratios. Table 3 also indicates the different basicity ratios calculated for each charge composition.
For plasma smelting tests, argon was used as the ionizing gas and supplied at a flow rate of 2.5 L/min; the voltage and current values maintained in the course of smelting were 50 V and 250 A, respectively. The smelting duration for the charge without any flux addition, charges in the CAS system and CAMS system, are 43 min, 25–29 min, 19–25 min, respectively. After smelting the charge, the fused mass in all tests was cooled in the furnace; metals were separated from slag by crushing of fused mass and subjected to suitable characterizations.
Results and Discussion
Alloy–Slag Analysis
Table 4 provides a detailed analysis of alloys and slags obtained after smelting all compositions. The amount of MnO loss into slag varies from 5 to 21%. The highest FeO and MnO loss into slag occurs in Test-1, where no flux is added in charge composition. In the CAS system, the amount of FeO and MnO loss is lowered by increasing the C/A ratio up to 1.2; further, an increase in the C/A ratio to 1.6 slightly increases the losses. In the CAMS system, higher FeO and MnO losses account for the charges with increased alumina in initial slag composition (34%). The Mn percentage in FeMn alloy obtained by smelting ore without flux is the least, i.e., 13%. For smelting the ore with flux additions, the Mn content in the FeMn alloy increases to about 20%. The carbon content in the alloys is about 1.5% except for Test-8, i.e., 4.3%; it may be due to erosion of graphite electrodes, which acts as an additional carbon source for reduction and carburization processes.
Alloy Yield
Alloy yield is calculated as the ratio of the weight of alloy obtained after the smelting test to the cumulative weight of Fe and Mn present in the charge feed; Fig. 2 shows the alloy yield for all smelting tests.

Alloy yield in smelting tests
The alloy yield of smelting ore without flux addition (Test-1: acidic slag) is the lowest, i.e., 57.2%, corroborates the highest FeO and MnO loss into the slag as indicated in Table 4. Further adjustment of slag chemistry to CAS and CAMS systems, the alloy yield increases due to increased basicity. The alloy yield varies as a function of Mn and Fe recovered in alloys; Mn recovery is more sensitive to the basicity ratios. For the CAS slag system, the alloy yield increases with the increase in the C/A ratio up to 1.2, then it decreases slightly. In the CAMS slag system, alloy yield decreases for charges with higher alumina in initial slag composition (34%); there is no definite relationship between alloy yield and any basicity ratio. In both the slag systems, the alloy yield decreases when the C/S ratio is higher than 2.5.
Effect of Basicity on Mn Recovery
The amount of Mn recovered in the alloys is calculated as the ratio of the weight of Mn recovered in alloys to the weight of Mn present in charge composition.
The recovery rate of manganese in the alloys ranges from 30 to 83%; the highest recovery accounts for the charge composition with a C/A ratio equals 1.2 in the CAS system. For the smelting of ore without external addition of flux, the Mn recovery is minimum, i.e., 30%. The absence of basic oxides in the charge (acidic slag) attributes to this poor Mn recovery; the activity of silica and alumina becomes high and favors the formation of stable Fe/Mn-silicates, Fe/Mn-aluminates, and or complex/eutectic mixture phases. Hence flux is essential to increase activities of MnO and FeO in the slag by lowering activities of silica and alumina, which in turn minimizes the loss of FeO and MnO into the slag [5, 22, 23]. So, in Tests-2 to 8, fluxes are added to change the slag chemistry targeting CAS and CAMS slag systems.
Figure 3 shows the effect of basicity ratios in the CAS system on Mn recovery; numbers enclosed in brackets correspond to the test numbers. The Mn recovery of 65% is achieved by adjusting the C/A ratio equals to 1.0 in charge composition. For an increase in C/A ratio from 1.0 to 1.2, Fig. 3d, Mn recovery increases from 65 to 83%. With a further increase in C/A ratio to 1.6, it shows the opposite effect, i.e., Mn recovery decreases to 76%. The discrepancy in Mn recovery at a higher C/A ratio equals 1.6 can be attributed to the formation of high-temperature silicate, particularly with a high C/S ratio, as illustrated in Fig. 3a. The C/S ratio in Test-4 becomes too high (3.31), which may result in the formation of high-melting-highly viscous Ca-silicates, which preferably lowers the reducibility of MnO in the bath. The effect of the C/S ratio dominates over the other basicity ratios, viz. C/(A + S) and (C + M)/(A + S), indicating no new trend in Mn recovery.

Effect of basicity ratios on Mn recovery in CaO–Al2O3–SiO2 system
Flux additions in Tests-5, 6, 7, and 8 (CAMS system) are aimed to change the slag chemistry as a function of high alumina and C/S ratios. Figure 4 shows the effect of basicity ratios on Mn recovery in the CAMS system. For low alumina (30%) and low C/S ratio (1.95) in the initial slag composition, Fig. 4a, the Mn recovery attains the highest value of 80% (Test-7). Further, with an increase in C/S ratio to 2.25 with identical alumina (30%), the recovery rate drops down to 77%, maybe due to the formation of high melting Ca-silicates.

Effect of basicity ratios on Mn recovery in CaO–Al2O3–MgO–SiO2 system
With increased alumina (34%) in initial slag compositions (Tests-5 and 6), the Mn recovery decreases. The Mn recovery lowers by 7% for the charge composition with increased alumina (34%) with a similar C/S ratio (2.0), i.e., Test-5 recovers less Mn than Test-7. On the other hand, for identical alumina equals 34% in the initial slag composition (Test-5) with a lower C/S ratio (2.0) recovered more Mn in the alloy than the composition (Test-6) with a higher C/S ratio (2.8).
Figure 4b shows the effect of the C/(A + S) ratio on Mn recovery, where the discrepancy in recovery trend is observed. Despite the higher C/(A + S) ratio (0.9) for Test-6 than Test-5 (0.74), a lower Mn recovery rate is achieved for Test-6. As both charge compositions contain identical Al2O3 (34%), the decrease in Mn recovery attributes to the higher C/S ratio (2.8) in Test-6 than for Test-5 (C/S = 2.0). Similarly, Mn recovery in Test-7 (Al2O3 = 30%, C/S = 1.95) attains higher than the charge compositions with higher Al2O3 and or C/S ratios, viz. Tests-6 and 8. For identical C/(A + S) ratio (0.9), the initial slag composition with lower alumina and C/S ratio, i.e., Test-8 (Al2O3 = 30%, C/S = 2.25) recovers more Mn than the composition with higher alumina and C/S ratio, i.e., Test-6 (Al2O3 = 34%, C/S = 2.8). Earlier studies reported that the increase in alumina content in the charge increases Mn recovery by modifying Ca–Si–O structure to Ca–Al–Si–O and/or Ca–Al–O network, which lowers the viscosity of slag [24,25,26,27,28]. Here, the declined recovery for Test-6 is attributed to the too-high C/S ratio (2.8). The effect of (C + M)/(A + S), Fig. 4c, shows a similar trend in recovery rates. Although the increase in the C/A ratio improves the recovery rate, Fig. 4d shows a dissimilar trend due to the change in alumina content and C/S ratio; a higher C/S ratio shows the dominant effect.
The above discussions can be seen in context with CaO–Al2O3–SiO2 ternary and CaO–Al2O3–MgO–SiO2 quaternary phase diagrams (ACerS-NIST) shown in Fig. 5. The slag composition of Test-1, Fig. 5a falls into a high melting zone, i.e., corundum, the viscosity of such slag is highest among all tests. Further, with the increase in C/A ratios up to 1.2, slag composition shifts from corundum to a lower melting gehlenite zone; the higher Mn recovery for Test-3 is due to a higher C/(A + S) ratio. The charge composition with the highest C/A ratio (1.6) enters into a higher isotherm, i.e., dicalcium silicate zone for which Mn recovery is lowered.

Phase diagrams a CaO–Al2O3–SiO2, b 35%Al2O3–CaO–MgO–SiO2, c 35%Al2O3–CaO–MgO–SiO2
The initial slag of Test-7, with 30% alumina, Fig. 5c, enters into the melilite region lowering the viscosity and increases Mn recovery. For the same alumina content of 30%, when the C/S ratio is high, apart from melilite, dicalcium silicate is formed, resulting in a higher viscosity of the slag, which lowers the Mn recovery. When the alumina content increases to 35%, Fig. 5b, it enters into a higher isotherm which falls in the akermanite–gehlenite region making the slag viscous, which lowers the Mn recovery.
For thorough understanding, these samples are further subjected to phase and microstructural analyses.
Phase Analysis (XRD)
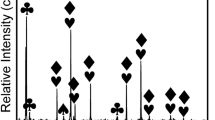
Figure 6 shows the X-ray diffractograms of alloys obtained after all smelting Tests. For the smelting of ore–coke mixture without any flux (Test-1), Fig. 6a, the metal oxides reduce to Fe0.95Mn0.08. The X-Ray diffractogram of alloy obtained by maintaining the C/A ratio equals 1.0 (Test-2) detects two phases Mn and Fe1.92Mn0.08. Similar two phases are also identified in the alloy obtained by smelting charge with C/A ratio equals 1.6. The intensity of peaks corresponds to Mn is comparatively small as the Mn content in the ore is low, i.e., 12%. Figure 6b shows the X-ray diffractograms of alloys obtained after Tests-5, 6, 7, and 8, similar two phases Mn and Fe1.92Mn0.08, are detected except in Test-8. The X-ray diffractogram of alloy in Test-8 reveals the formation of ferromanganese carbide (low Mn); corroborates the erosion of the graphite electrode, which adds extra carbon to the reduction and carburization processes.

XRD patterns of alloys obtained after smelting Tests
Figure 7 shows the X-ray diffractograms of slags obtained after Tests-1, 2, and 4. The X-ray diffractogram of the slag obtained in Test-1 (ore without flux) shows corundum (Al2O3), hercynite (FeAl2O4), galaxite (MnAl2O4), and spessartine (Al2Fe0.4Mn2.6Si3O12) phases. The melting point of spessartine is comparatively low; however, the presence of hercynite, galaxite, and corundum phases makes the slag highly viscous. This high viscous slag is responsible for a high FeO and MnO loss into the slag. Moreover, these stable Fe/Mn-silicates/aluminates do not reduce at ease.

XRD patterns of slags for Tests 1, 2, and 4
By adjusting the C/A ratio to 1.0 in charge composition (Test-2), the MnO phase appears in the diffractogram. The addition of lime lowered the activities of silica and alumina towards MnO, for which newly formed gehlenite (Ca2Al2SiO7) and johannsenite (CaMnSi2O6) phases appeared in the diffractogram. The melting temperature and viscosity of slag containing such phases become lower than the phases formed in slag for smelting the ore without the addition of flux. As the activity of MnO increases, it favors Mn metallization. The MnO retained in slag may be due to the insufficient reductant in the molten bath and or higher viscosity of the slag.
The Mn recovery in Test-4 was lower than in Test-2 despite a high C/A ratio (1.6) in charge composition. The X-Ray diffractogram of slag for Test-4 shows dicalcium silicate as the major phase with a relatively higher intense MnO peak. The melting temperature and viscosity of C2S (Dicalcium silicate) are higher than CAS (Calcium–Aluminum–Silicate), for which MnO loss into the slag is comparatively higher.
Figure 8 shows the X-ray diffractogram of slags obtained after Tests-5, 6, 7, and 8. The X-Ray diffractogram of slag for Test-5 shows gehlenite (CAS) as the major phase along with akermanite–gehlenite (Ca–Al–Mg–Si-oxide), merwinite (Ca–Mg–silicate), hercynite, and manganosite phases. The composition of this charge feed contains 34% alumina with C/S equals 2.0.

XRD patterns of slags for Tests 5–8
For an increase in the C/S ratio (2.8) with identical alumina content (34%), the dicalcium silicate (C2S) is identified as the major phase. The CAS phase detected in the previous slag disappeared with the evolution of CaAl2O4 (CA) and Ca3SiO5 (C3S) phases. MnO loss in the slag increases further due to the high viscosity as the result of the formation of high melting phases C2S and C3S in slag. The dicalcium silicate identified in the XRD pattern is in two forms, viz. β-Ca2SiO4 and γ-Ca2SiO4. As explained earlier, the high-temperature phases present in slag corroborate the change in recovery rates with the change of the C/S ratio.
For the charge composition with lower alumina (30%) and C/S ratio equals 1.95 (Test-7), the XRD pattern shows mayenite (Ca12Al14O33), gehlenite, C2S, hedenbergite (CaFeSi2O6), and Fe–Mn–O phases. For this composition, Mn recovery is highest in the CAMS system and ascribed to the formation of a low-melting-low-viscous melilite phase. The discrepancy in phases detected in the XRD pattern may be due to cooling and or crystallization rates. Further, with the increase in C/S ratio to 2.25, the X-Ray diffractogram shows C2S as the major phase. The phase shift to dicalcium silicate (C2S) lowers the Mn recovery rate.
SEM Study
Figure 9 shows the BSE images of alloys with four different microstructures. Figure 9a displays two phases, from light to dark gray showing lamellar structure; the dark gray phase shows a high degree of exsolution. The micrograph, Fig. 9b, shows two similar types of phases formed as dendrites. Figure 9c shows the microstructure containing alternative layers of light gray and dark gray phases in the form of lamellae. Figure 9d shows two similar types of phases that appear as alternative layers; the difference in the size of phases may be attributed to the cooling rate, which shows porphyritic texture. All the alloys obtained after smelting tests show similar microstructure, as shown in Fig. 9.

Backscattered SEM images of FeMn alloys
The BSE images of slags obtained after Tests-1, 2, and 4 are shown in Fig. 10. For smelting the ore without any flux addition (Test-1), Fig. 10a1−2, the microstructure contains four phases indicated as 1, 2, 3, and 4. The composition of phase-2 (Table 5) is similar to spessartine and the other phases as complex/eutectic mixture differing in composition.

Backscattered SEM images of slags a ore without flux, b C/A = 1.0, and c C/A = 1/6
The BSE image of slag with C/A ratio equals 1.0, Fig. 10b-1, evidence two phases dark gray and off white marked as 5 and 6. These two phases are complex Ca–Al–Mn-silicates containing < 10% Mn. Further, the BSE image of such slag under high magnification, Fig. 10b-2, shows five phases with different contrast appeared in the microstructure and are indicated as 7, 8, 9, 10, and 11. From EDS analysis, phase-7 may be regarded as a mixture of Ca-silicate and spessartine phases; phase-10 also contains similar constituents differing in composition. The phase marked as 8 is the Mn-rich Mn–Ca–Al–Si-oxide complex containing 36% Mn. The composition of phases marked as 9 and 11 are similar to gehlenite and spessartine, respectively.
The BSE image of slag with a C/A ratio equal to 1.6, Fig. 10c-1, shows the exsolution of light globules in a dark matrix. At higher magnification, Fig. 10c-2, these phases appeared more clearly and indicated as 12 and 13. Most of the white globules are present in the grain boundary of dark gray phases; some show porphyritic texture. Also, white metal prills are observed, EDS analysis validates the light globule and dark matrix as MnO and Ca-silicate incorporating a few percentages of other constituents.
Figure 11 displays the BSE images of slag obtained after Test-5, where the C/S ratio and alumina were kept as 2.0 and 34%, respectively, in the charge composition.

Backscattered SEM images of slag for Test-5
Figure 11a evidences bright metals prills entrapped in the matrix containing two phases designated as 1 and 2. The composition of these phases by EDS analysis, Table 6, regards these as a complex mixture. Further, at higher magnification, Fig. 11b shows the entrapment of MnO globules (phase-3) entrapped in gehlenite (phase-4), which corroborates the effect of increased lime addition.
After smelting Test-6, it was observed that the slag scattered into fine powders upon cooling. It is due to the thermal inversion of larnite (β-Ca2SiO4) into (γ-Ca2SiO4), resulting in massive volume expansion and scattering/dusting [29, 30]. The scattering/ dusting occurs for slags containing a high amount of γ-Ca2SiO4.
The energy consumption for smelting charge without flux addition, charges in CAS and CAMS systems, are 9.0 kW h/Kg, 5–6 kW h/Kg, and 4–5 kW h/Kg, respectively. The energy consumption in the present study is higher; however, on a pilot scale, it will be lowered. Although the CAS system generates less slag volume, the CAMS system is preferable considering energy consumption. In the present study, the MnO loss into slag is limited to 10% for smelting the lean ore in thermal plasma, with increased alumina such as 30–35% and a higher C/S ratio (> 1.5). Although the operating temperature is comparatively higher, the cost of lean ores is several times less than high-grade ores; hence can contemplate the optimization in the cost sheet. For such type of lean ores, two-step smelting, i.e., initial rich slag practice for FeMn alloy and discard slag practice for SiMn alloy, the melting of huge slag volume and heat loss between separate processes is high. Moreover, the loss of MnO in industrial SiMn production from ferromanganese slag is about 15–20%; hence, single-step smelting of the high gangue-bearing mine’s waste with discard slag practice is beneficial for the value addition.
Conclusions
The present investigation reveals the extraction of FeMn20 alloy from lean ore (fines) directly through the thermal plasma with Mn recovery of about 80% by following discard slag practice. In the CAS system, less slag generates than for charges adjusted to CAMS systems. In the CAMS system, the energy consumption is much lower as it forms melilite with a lower melting temperature than the CAS system, which forms gehlenite. High alumina in slag has shown a low impact on Mn recovery with sufficient CaO in slag; a C/S ratio higher than 2.5 indicates a negative gradient on recovery rate in both the slag systems.
References
Seetharaman S (2014) Treatise on process metallurgy. Elsevier, Oxford. https://doi.org/10.1016/C2010-0-66691-0
Gasik MM (2013) Handbook of ferroalloys. Elsevier, Oxford. https://doi.org/10.1016/C2011-0-04204-7
Samuratov Ye, Baisanov AMT (2010) Complex processing of iron-manganese ore of central kazakhstan. In: Vartiainen A (ed) The twelfth international ferroalloys congress. Outotec Oyj, Finland, pp 517–520
Eissa M, Ghali S, Ahmed A, El-Faramawy H (2012) Optimum condition for smelting high carbon ferromanganese. Ironmak Steelmak 39:419–430. https://doi.org/10.1179/1743281211y.0000000062
Eissa M, El-Faramawy H, Ahmed A et al (2012) Parameters affecting the production of high carbon ferromanganese in closed submerged arc furnace. J Miner Mater Charact Eng 11:1–20. https://doi.org/10.4236/jmmce.2012.111001
Tripathy SK, Banerjee PK, Suresh N (2015) Effect of desliming on the magnetic separation of low-grade ferruginous manganese ore. Int J Miner Metall Mater 22:661–673. https://doi.org/10.1007/s12613-015-1120-0
Singh V, Ghosh TK, Ramamurthy Y, Tathavadkar V (2011) Beneficiation and agglomeration process to utilize low-grade ferruginous manganese ore fines. Int J Miner Process 99:84–86. https://doi.org/10.1016/j.minpro.2011.03.003
Rao GV, Mohapatra BK, Tripathy AK (1998) Enrichment of the manganese content by wet high intensity magnetic separation from Chikla manganese ore, India. Magn Electr Sep 9:69–82. https://doi.org/10.1155/1998/45169
Mishra PP, Mohapatra BK, Mahanta K (2009) Upgradation of low-grade siliceous manganese ore from Bonai-Keonjhar Belt, Orissa, India. J Miner Mater Charact Eng 08:47–56. https://doi.org/10.4236/jmmce.2009.81005
Zhang X, Tan X, Yi Y et al (2017) Recovery of manganese ore tailings by high-gradient magnetic separation and hydrometallurgical method. JOM 69:2352–2357. https://doi.org/10.1007/s11837-017-2521-5
Wu Y, Shi B, Ge W et al (2015) Magnetic separation and magnetic properties of low-grade manganese carbonate ore. JOM 67:361–368. https://doi.org/10.1007/s11837-014-1212-8
Mpho M, Samson B, Ayo A (2013) Evaluation of reduction roasting and magnetic separation for upgrading Mn/Fe ratio of fine ferromanganese. Int J Min Sci Technol 23:537–541. https://doi.org/10.1016/j.ijmst.2013.07.012
Kivinen V, Krogerus H, Daavittila J (2010) Upgrading of Mn/Fe ratio of low-grade manganese ore for ferromanganese production. In: Proceedings of the 12th international ferroalloys congress: sustainable future, pp 467–476
Liu B, Zhang Y, Lu M et al (2019) Extraction and separation of manganese and iron from ferruginous manganese ores: a review. Miner Eng 131:286–303. https://doi.org/10.1016/j.mineng.2018.11.016
El-Geassy AA, Nasr MI, Yousef MA et al (2003) Behaviour of manganese oxides during magnetising reduction of Baharia iron ore by CO–CO 2 gas mixture. Ironmak Steelmak 27:117–122. https://doi.org/10.1179/030192300677417
Gao Y, Olivas-Martinez M, Sohn HY et al (2012) Upgrading of low-grade manganese ore by selective reduction of iron oxide and magnetic separation. Metall Mater Trans B 43:1465–1475. https://doi.org/10.1007/s11663-012-9731-6
Nurjaman F, Amarela S, Noegroho A et al (2017) Beneficiation of two different low-grade Indonesian manganese ores to improve the Mn/Fe ratio. AIP Conf Proc. https://doi.org/10.1063/1.4978094
Yi L, Huang Z, Jiang T et al (2017) Carbothermic reduction of ferruginous manganese ore for Mn/Fe beneficiation: morphology evolution and separation characteristic. Minerals. https://doi.org/10.3390/min7090167
Gao L, Liu Z, Chu M et al (2019) Upgrading of low-grade manganese ore based on reduction roasting and magnetic separation technique. Sep Sci Technol (Philadelphia) 54:195–206. https://doi.org/10.1080/01496395.2018.1504795
Rath SS, Tripathy SK, Rao DS, Biswal SK (2018) Characterization and reduction roasting studies of an iron rich manganese ore. Trans Indian Inst Met 71:861–872. https://doi.org/10.1007/s12666-017-1218-3
Samal SK, Mishra B, Mishra SC (2020) Carboaluminothermic production of ferrotitanium from ilmenite through thermal plasma. J Sustain Metall. https://doi.org/10.1007/s40831-020-00292-5
Cengizler H, Eric RH (1992) Thermodynamic activity of manganese oxide in ferromanganese slags, and the distribution of manganese between the metal and slag phases. Infacon 6:167–174
Çardakli IS, SevInç N, Öztürk T (2011) Production of high carbon ferromanganese from a manganese ore located in Erzincan. Turk J Eng Environ Sci 35:31–38. https://doi.org/10.3906/muh-1009-6
Woo DH, Kang YB, Lee HG (2002) Thermodynamic study of MnO-SiO2-Al2O3 slag system: liquidus lines and activities of MnO at 1823 K. Metall Mater Trans B 33:915–920. https://doi.org/10.1007/s11663-002-0075-5
Yan Z, Lv X, Liang D et al (2017) Transition of blast furnace slag from silicates-based to aluminates-based: viscosity. Metall Mater Trans B 48:1092–1099. https://doi.org/10.1007/s11663-016-0676-z
Tang K, Olsen S (2007) The effect of alumina in ferromanganese slag. In: Innovations in the ferro alloy industry—Proceedings of the XI international conference on innovations in the ferro alloy industry, Infacon XI, pp 335–343
Sohn I, Min DJ (2012) A review of the relationship between viscosity and the structure of calcium-silicate-based slags in ironmaking. Steel Res Int 83:611–630. https://doi.org/10.1002/srin.201200040
Eom CH, Lee SH, Park JG et al (2016) Thermodynamic behavior of manganese oxide in lime-based manganese smelting slags. ISIJ Int 56:37–43. https://doi.org/10.2355/isijinternational.ISIJINT-2015-243
Insley H, Frechette VD (1955) Microscopy of ceramics and cements. Elsevier, New York. https://doi.org/10.1016/C2013-0-12053-3
Yang Q, Engström F, Björkman B, Adolfsson D (2009) Modification study of a steel slag to prevent the slag disintegration after metal recovery. In: 8th international conference on Molten slags, fluxes and salts—MOLTEN 2009
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
The contributing editor for this article was Mansoor Barati.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Samal, S.K., Mishra, S., Mishra, B. et al. Effect of Slag Chemistry on Plasma Production of Ferromanganese from Alumina-Rich Ferruginous-Type Manganese Ore. J. Sustain. Metall. 7, 932–946 (2021). https://doi.org/10.1007/s40831-021-00376-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40831-021-00376-w