
Abstract
The smelting behavior of waste chromite ore fines containing Cr and Ni to produce crude Fe–Cr–Ni–N alloy was investigated in this study. In the experiments, for each heat, liquid steel melt (metal pool 1 kg) was prepared in a 3--capacity laboratory-scale electric arc furnace for the absorption of reduced metals like chromium, nickel, etc., under hydrogen and nitrogen plasma atmosphere at ~ 1600 °C temperature. The result shows the formation of crude alloy containing ~ 13% Cr, ~ 3% Ni along with ~ 500 ppm nitrogen. The highest recovery level of chromium was achieved ~ 63% in 20-min nitrogen plasma exposure. A negligible amount of chromium recovery (14.73%) in case of only hydrogen plasma and improved recovery (60%) for a combination of carbon and hydrogen plasma was observed. Suitable nitrogen level in the Fe–Cr melt can replace the required nickel content for making austenitic stainless steel. Hence, smelting reduction of chromite ore fines in the plasma arc furnace could be feasible to produce crude Fe–Cr–Ni–N alloy. This alloy could be used for making austenitic stainless steel after adopting suitable decarburization techniques.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Stainless steel is used in various applications by different sectors due to their excellent corrosion properties [1]. Chromium is the major alloying element which is responsible for good corrosion resistance properties in the stainless steel. Older route of stainless steel making through the blast furnace hot metal (before 1952) was replaced by electric arc furnace (EAF) route. Nowadays, stainless steel is generally manufactured by EAF-AOD/VOD route, utilizing steel scrap and ferroalloys [2].
Chromite—FeO.Cr2O3 (68%Cr2O3, 32%FeO)—is the primary mineral of chromium. Around 40% of Indian chromite ore reserves are suitable for metallurgical use, 33% for refractory bricks making, and remaining 27% for chemical industries [3,4,5]. The addition of the chromium in stainless steel has been done in the form of ferrochrome because the melting point of pure chromium is very high (1875 °C). About 60–70% of the mined chromite is utilized in the production of ferrochrome for metallurgical use where around 65% of this ferrochrome goes into the manufacturing of stainless steels. Production of the ferrochrome by EAF requires a large amount of electric power 2.4–4.8 MWH/ton. Slag produced during the production of ferrochrome has carcinogenic hexavalent chromium (Cr6+) which affects the environment significantly [6, 7]. Ahmed et al. [8] studied the feasibility of making direct chromium alloy by smelting reduction using chromite ore in the electric arc furnace. They proposed that the production of high-chromium iron and steel alloys are feasible by the smelting route of chromite ore at the higher temperature after suitable decarburization by secondary refining.
Hu et al. [9] studied the direct alloying of steel with chromium by using briquettes made from chromite ore, mill scale, and petroleum coke. They found that the steel scrap can be alloyed with chromium by the chromite ore present in the briquettes. Chromium yield from the chromite ore increases with the increases in mill scale addition into the briquettes. The maximum chromium yield from the chromite ore is 99.9% when the Cr to (Cr + Fe) ratio in briquettes is 0.05, while it is only 67.1% when the Cr to (Cr + Fe) ratio is 0.20. In this study, the reduction of chromite ore is promoted by the solid-state reduction mechanism. Lot of work have been done by researchers in the field of reduction of stable oxides by the plasma technology [10, 11]. Plasma processing of metal oxide is an interdisciplinary field which requires deep knowledge of both physics behind the plasma and metallurgical engineering. Hydrogen plasma provides thermodynamic advantages for reduction of oxides because of the presence of atomic, ionic, as well as excited hydrogen species that are energetically much more effective for reducing metal oxides compared to molecular hydrogen. Kinetic barrier associated with hydrogen plasma reduction processes can be removed because of higher local temperature generated due to plasma-assisted reactions. The activation energy of the plasma-assisted reaction is lower compared to the corresponding standalone reaction. Hydrogen plasma processing to reduce oxide minerals provides a potential future option [12]. Plasma technology is known as sustainable process because it is eco-friendly due to the generation of less noise and emission [13, 14]. Therefore, this technology is gaining popularity day by day for the smelting reduction of stable oxides [15]. Cobalt oxide can be successfully reduced by low-temperature (823–1039 K) hydrogen plasma. The activation energy of the process is found to be 26.2 kJ/mol for Co3O4–CoO reaction and 13.3 kJ/mol for CoO–Co reduction. These lower values of activation energy open up new possibilities of in-flight reduction by low-temperature hydrogen plasma for mass production [16]. Use of hydrogen plasma provides the reducing atmosphere whereas nitrogen plasma provides the inert atmosphere around the melt [17]. 2–4% nickel can be replaced under nitrogen plasma for making austenitic stainless steel by introducing 1500 ppm nitrogen [18]. Nitrogen not only replaces the nickel content but also improves the mechanical and corrosion resistance (especially pitting corrosion) properties of steel significantly [19, 20].
The aim of this work is to develop crude Fe–Cr–Ni–N alloy by smelting process of waste chromite ore fines using plasma smelting route. The subject of this work is to study the effect of plasma environment, charge chemistry, and plasma exposure time on the recovery of chromium and nickel from chromite ore and absorption of nitrogen from the plasma environment.
2 Experimental
2.1 Materials
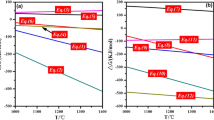
The chromite ore fines were used for smelting study, procured from Sukinda mines, Odisha, India. Mild steel was used for making pool of liquid iron melt. Coke powder was used as a reducing agent with lime powder which maintains the required basicity of slag. The chemical composition of raw materials was analyzed with the help of XRF, Foundry master, and proximate analysis, reported in Table 1. The Cr2O3 content of chromite ore was 52.3% along with minor amount of NiO (0.14%). The total content of other impurities like Al2O3, P2O5, TiO2, and V2O5 was ~ 20%, which formed a good amount of slag in the refining step of stainless steel. Therefore, the smelting process of chromate ore fines by adjusting the slag chemistry was crucial for obtaining the Fe–Cr–Ni alloy. Due to the presence of lower amount of nickel content in the chromite ore fines, extra nickel addition or nickel replacement by other elements like Mn or nitrogen was required to achieve the targeted composition of stainless steel. Figure 1 shows the phase analysis (XRD) of chromite ore. Phase analysis shows chromium present as FeCr2O4 in the ore. Chromium does not exist in the free form.

Phase analysis (XRD) of chromite ore: chromium iron oxide (Cr0.75Fe1.25) O3, bayerite (H3Al1O3), iron chromate (Cr2FeO4), magnetite (Fe3O4)
2.2 Methods
In the smelting experiments, for each heat, liquid steel melt pool was prepared in a 3-kg-capacity laboratory-scale plasma arc furnace to act as a liquid metal bath for absorption of reduced metals like chromium and nickel from the chromite ore. The addition of charge mix was made in the metal pool under hydrogen/nitrogen plasma atmosphere at ~ 1600 °C temperature. Hydrogen or nitrogen was introduced in the furnace from the top with the help of hollow graphite rod to create the plasma by ionizing process. Figure 2 shows the schematic sectional view and isometric diagram of the furnace setup used in the present study. Three types of charge material were prepared for melting. Table 2 shows the details of the charge mix composition used for the present study. Charge Mix-1 did not contain carbon. It was used to determine the effect of hydrogen on the reduction of chromite ore. Charge Mix-2 contained carbon. It was used to determine the effect of combination of carbon and hydrogen as well as carbon and nitrogen on the reduction behavior of chromite ore. Charge Mix-3 contained the double amount of chromite ore, carbon, and ferrosilicon to study the effect of charge quantity on the reduction behavior of chromite ore.

Diagram of furnace used to melt the material: a schematic diagram of cross sectional view and b isometric diagram
After complete melting of charge mix, samples were taken out at 10, 20, and 30 min from the metal pool. Samples of each heat were analyzed for their chemical composition using Foundry Master (model WAS, 01J0054). The detailed analysis of samples is shown in Table 3.
Table 3 explains the chemical composition of the samples which was achieved after 30-min time exposure for each heat. There were four heats taken to understand the behavior of chromite ore reduction under different conditions. In the case of the first heat, Charge Mix-1 was added in the melt pool under hydrogen atmosphere to determine the effect of hydrogen on the reduction of chromite ore. For the second heat, Charge Mix-2 was used to determine the effect of combination of carbon and hydrogen on the reduction behavior. For the third heat, Charge Mix-2 was used to determine the effect of combination of carbon and nitrogen atmosphere on the reduction behavior of chromite ore. In the fourth heat, Charge Mix-3 containing the double amount of chromite ore, carbon, and ferrosilicon was used to study the effect of charge quantity on the reduction behavior of chromite ore. In Table 3, data of the fourth heat show chemical composition of sample at different time intervals. It was used to determine the effect of exposure time on the reduction behavior with absorption of nitrogen. From Table 3, it is very clear that with increasing time of exposure, carbon content decreases and chromium, nickel, nitrogen content increases in the melt.
3 Results and Discussion
3.1 Effect of Reductant on the Recovery of Chromium
The chromium recovery at 30-min exposure time under hydrogen plasma and by addition of carbon under hydrogen plasma is shown in Fig. 3a. It is observed that no significant recovery (14.73%) of chromium has occurred in the case of hydrogen plasma without carbon, whereas it improves significantly (60%) for the carbon addition. This behavior may have happened due to the carbothermic reduction at high temperature which reduces the iron chromate efficiently and increases the recovery of chromium. The reaction between carbon and Cr2O3 occurs below 1573 K [2]. Thermodynamic and kinetics study of the chromite ore reduction with carbon shows the following type reactions [21].

Effect of smelting process parameters on grade and recovery of chromium; a reductant (with and without reductant in a hydrogen atmosphere), b atmosphere (reducing and neutral atmosphere), c charge material quantity (single and double)
Chromite ore is always found in the combined form. The following reactions occur:
It is assumed that in all cases, carbon is in the excess amount. Although hydrogen plasma creates the reducing atmosphere, due to the absence of carbon, no more recovery is observed in the case of only hydrogen plasma. Therefore, carbon is necessary for the reduction of chromite ore at a higher temperature. Carbon content in metal greater than 5% and temperature greater than 1600 °C have been identified as the main key factors for the maximum recovery of chromium (90%) for the stainless steel making [21].
3.2 Effect of Atmosphere on the Recovery of Chromium
The recovery from chromite ore at 30 min exposure time using different plasma atmosphere with carbon is shown in Fig. 3b. In case of hydrogen plasma atmosphere, recovery of chromium is observed as 60%, while in case of nitrogen plasma atmosphere, it is 63%. Hydrogen plasma creates a reducing atmosphere, but recovery is observed to be slightly higher in the case of nitrogen plasma. Nitrogen plasma creates the inert atmosphere which protects the re-oxidation loss of the chromium from the melt, while hydrogen plasma consumes the carbon at a higher temperature and retard the activity of the carbon in the melt pool [15]. The amount of absorbed nitrogen is ~ 500 ppm during the nitrogen plasma exposure. It can promote the saving of the nickel for making austenitic stainless steel [17]. The nitrogen absorption by melt does not obey the regular fashion because absorption and desorption phenomena of nitrogen may take place in a short time interval. The amount of nitrogen absorption can reach up to 2000 ppm which can save ~ 4% nickel during stainless steel making [13, 17].
3.3 Effect of Charge Chemistry on the Recovery of Chromium
The recovery of chromium at 30 min exposure time by the addition of different quantity of charge material is shown in Fig. 3c. In the first set, mixture of 500 g chromite ore and 200 g coke has been charged, while in the case of the second set, mixture of 900 g chromite ore and 400 g coke has been charged. In the first, chromium content and recovery of chromium are 10 wt% and 63%, respectively, while in the second case, it is 13.2 wt% and 61% respectively (Table 3).
Chromium content more than 10% promotes this route for stainless steel making. There are no significant changes in the recovery of chromium on an increasing amount of chromite ore addition but increased the content of chromium a little bit in the alloy at constant time (30 min). It can be possible to increase the amount of chromium recovery by increasing the exposure time. Basicity is a major factor used to control the slag foaming. It is recommended that complex basicity between 2 and 2.5% is used for the reduction of chromite ore [21].
3.4 Effect of Exposure Time on the Recovery of Chromium
The recovery of chromium with respect to time and rate of chromium recovery are shown in Fig. 4. From the previous experiment, it is clear that the recovery of chromium is highest in the nitrogen plasma environment. Samples have been taken out after complete melting of charged materials for nitrogen plasma exposure of 10-min interval to determine the kinetics of the reaction. Figure 4a shows the percentage of chromium present in the total melting pool at different interval of time and their recovery from the chromite ore. Figure 4a shows that the amount and recovery of chromium, both increase up to 20 min and then remain almost constant. It means that after 20 min exposure time, recovery becomes very slow. Figure 4b shows that average rate of recovery is increased up to ~ 10-min exposure time. In the initial stage, amount available for the reaction is more; that is why more product formation takes place. After 10 min time, amount available for the reaction decreases, so rate of reaction also decreases. From Fig. 4b, it can be seen that in the first 10 min, maximum recovery takes place. In next 10 min, means during the 10–20 min time, recovery decreases drastically, and this shows that the amount available for the reaction decreases. In next 20–30 min, time exposure recovery becomes very slow. This indicates that reduction of Cr2O3 is almost completed in 20 min [2].

Recovery and rate of chromium in the process: a Cr (wt%) and %Recovery; b average and instantaneous rate of recovery
Two mechanisms have been proposed by which the recovery of chromium from the chromite ore can be correlated. The grains of chromite ore dissolved into the slag matrix can react with solid carbon particles [22, 23]. The second mechanism is based on the ionic diffusion model. According to this mechanism, CO diffuses inside the chromite matrix and by diffusion, a different variety of ion comes outside. In the first stage, iron-containing minerals are reduced first by the CO gas. Once the reduction of iron-bearing materials is complete, then the reduction of chromite ore takes place [24, 25]. It can be due to the carbothermic reduction. In the starting, carbon reacts very fast with the chromite ore and produces chromium, but after 10 min, the amount of both carbon and chromium decreases which makes the process slower, but still it is continued up to 30 min. Due to the high arc plasma pressure, it may form the bubbles, which increases the surface area for the reduction of chromite ore. It may be another reason for increased chromite reduction in plasma. Chromium and contents of the metallic phase increase with the temperature and time of the reduction. Finally, Cr/Fe ratio increases with higher reduction temperature and residence time [6].
4 Conclusion
The following conclusions can be drawn based on the present study:
Chromite ore can directly be used for the production of crude Fe–Cr–Ni–N alloy.
Suitable nitrogen absorption and manganese addition in the Fe–Cr melt can replace the required nickel content for making austenitic stainless steel.
This process can be used to eliminate the step of production of ferrochrome to produce stainless steel after refining.
References
Raghavan V, Physical Metallurgy Principles and Practice. (PHI Learning, New Delhi, 2008).
Zhan D, Zhan Y, Jiang Z, Wang D, and Zhang H, J Iron Steel Res Int23 (2016) 867.
Tripathy S K, Singh V, and Ramamurthy Y, Int J Min Eng Miner Process1 (2012) 101.
Varma O P, Jaipuria A M, and Chatterjee S C, in Symp Strateg Miner India (1976), pp. 271–291.
Murthy Y R, Tripathy S K, and Kumar C R, Miner Eng24 (2011) 375.
Hu X, Wang H, Teng L, and Seetharaman S, J Min Met Sect B-Metall49 (2013) 207.
Raj H, Jha S K, and Paswan D, IJERT5 (2016) 509.
Ahmed A, Fawkhry M E, Eissa M, and Shahain S, Iron Mak Steel Mak42 (2015) 648.
Hu X, Sundqvist Okvist L, Eriksson J, Yang Q, and Bjorkman B, Steel Res Int5 (2017) 88.
Sabat K C, Paramguru R K, and Mishra B K, Plasma Chem Plasma Process37 (2017) 979.
Sabat K C, and Murphy A B, The Minerals, Metals and Materials Society. (ASM International, 2017).
SabatK C, Rajput P, Paramguru R K, Bhoi B, and Mishra B K, Plasma Chem Plasma Process34 (2014) 1.
Sinha O P and Gupta R C, ISIJ Int33 (1993) 903.
Sinha O P and Gupta R C, ISIJ Int34 (1994) 295.
Mandal A K and Sinha O P, Metall Mater Trans B Process Metall Mater Process Sci47 (2016) 19.
Sabat K C, Paramguru R K, Pradhan S, Mishra B K, Plasma Chem Plasma Process35 (2015) 387.
Mandal A K, Dishwar R K, and Sinha O P, Plasma Sci Technol 20 (2018) 035506.
Sinha O P and Gupta R C, ISIJ Int33 (1993) 567.
Gupta R C and Sinha O P, Tool Alloy Steel23 (1989) 333.
Bayoumi F M and Ghanem W A, Mater Lett59 (2005) 3311.
Treadgold C, The Production of Stainless Steel through Smelting Reduction of Chrome Ores Using Coal and Oxygen (1990).
Katayama H G, Satoh M, and Tokuda M, Tetsu-to-Hagane74 (1988) 2361.
Masaki F, Katayama Hiroyuki S C, Masatoshi K, and Ishikawa Hidetake K H, Tetsu-to-Hagane74 (1988) 680.
Rankin J R, Arch Eisenhuttenwes50, 373 (1979).
Perry K P D, Finn C W P, and King R P Metall Trans B19 (1988) 677.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dishwar, R.K., Agrawal, S., Mandal, A.K. et al. Smelting Process of Chromite Ore Fines to Produce Crude Fe–Cr–Ni–N Alloy. Trans Indian Inst Met 73, 537–542 (2020). https://doi.org/10.1007/s12666-020-01861-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-01861-8