
Abstract
In Cu-14.3Al-4.1Ni (wt%) shape memory alloy, aging thermal treatments above room temperature in parent β phase increase martensitic transformation temperatures and decrease transformation stresses, thus affecting Clausius-Clapeyron diagrams. γ phase precipitation and ordering processes (until their culmination) are the most probable phenomena responsible for these modifications. After aging, a recovery thermal treatment was performed, which was able to restore the original martensitic transformation stresses and temperatures of the alloy. However, microstructural observations of samples submitted to the recovery thermal treatment reveal a high density of dislocations, which is evidence that the recovery process was not able to fully restore the material to its initial state. We show how the high density of defects in recovered samples affects electrical resistance measurements, even when macroscopic properties such as transformation temperature and stresses are unaltered.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cu-Al-Ni shape memory alloys are potential candidates for real life engineering applications, especially at relatively high temperatures. Several metallurgical factors have an impact on the shape memory effect, such as: martensitic transitions, crystallographic ordering, microstructural defects, precipitation, etc. Moreover, complex interactions may affect the behavior of these alloys, such as interactions between martensitic transitions and microstructural defects, among others. These phenomena are not completely understood and significant research effort is still devoted to these alloys. Recent works about Cu-Al-Ni have focused on simulations [1, 2], effects of heat treatments [3, 4], thermodynamics [5], tribology [6], and performance comparison with other shape memory alloys [7]. Studies from the last decade include in situ transmission electron microscopy [8], and phase transformations [9]. Alloys with compositions close to Cu-14Al-4Ni (wt%) undergo martensitic reversible transformations between a parent β phase and a martensitic phase. The high temperature β phase can be obtained in a metastable state at room temperature (RT) after a quenching treatment. During this treatment, the bcc phase undergoes two successive ordering processes, and becomes an ordered L21 structure. Martensitic transformation can be induced either by cooling the alloy below some critical temperature, called TIM (Thermally Induced Martensitic) transformations, or by applying stress, called SIM (Stress Induced Martensitic) transformations [10,11,12,13,14].
In Cu-14.3Al4.1Ni (wt%), γ´ is obtained in TIM and β’ is induced by applying stress at temperatures above room temperature. Thermoelastic martensitic transformations in aged CuAlNi shape memory alloys have been studied by many authors [15,16,17,18,19].
It is well known that isothermal aging of the β phase above RT shifts transformation temperatures and transformation stresses. These changes of the thermomechanical properties of the alloys are probably caused by a combination of two effects: ordering of the β phase is usually incomplete and may increase [18,19,20], and precipitation of stable phases (γ,α) can occur [21,22,23,24,25,26].
In the early stages of aging, critical temperatures for TIM transformations increase until they reach an asymptotic value for larger periods of aging. For SIM transformations, critical stresses values decrease during the first step of aging and an asymptotic behavior is reached for long aging periods. It is possible to return martensitic transformation stresses and temperatures to their original values with a recovery thermal treatment (RTT). This consists in annealing at 1203 K followed by quenching in a mix of ice and water. However, due to the complexity of the metallurgical processes involved (ordering, precipitation/precipitate dissolution, and martensitic phase transformations), it is not clear whether the RTT is able to fully restore the initial state of the alloy, i.e., its original microstructure, physical, and mechanical properties.
The aim of this paper is to study whether the RTT is able to fully restore the original properties of the alloy. Thermo-mechanical properties and microstructure defects are analyzed and a comparison is drawn between virgin and recovered samples which were aged until an asymptotic state was reached.
Materials and Methods
A Cu-14.3Al-4.1Ni (wt%) alloy was obtained by a two-step procedure: 99.99% Cu and 99.99% Ni were melted in an induction furnace in a controlled Ar atmosphere. The CuNi binary alloy was then melted in an electric resistance furnace with 99.99% Al in Ar atmosphere to reach the final composition of the ternary shape memory alloy. Single crystals were grown by the Bridgman method as detailed in [27] and submitted to an annealing treatment at 1203 K for 1 h, followed by quenching in a mix of water and ice (virgin sample). This thermal treatment (including annealing and quenching) is called Q in this work and results in metastable ordered β phase at room temperature. The nominal martensitic start temperature (Ms) calculated as in [12] was 215 K.
Different aging treatments at 473 K were performed in samples (20 × 3x1) mm3 cut longitudinally from the single crystals. Electrical resistance versus temperature was measured in order to determine the characteristic temperatures for TIM transformations: Ms, Mf (martensitic finish temperature), As (austenite start temperature), and Af (autenite finish temperature) vs. aging time.
For measurements related to SIM transformations, specimens were prepared as detailed in [28]. Tensile tests were carried out in an EMIC-DL1000 machine, under well controlled temperature conditions. The elongation was calculated based on initial sample length and crosshead displacement. All pseudoelastic cycles were performed at temperatures above room temperature and at a crosshead speed equal to 3.10–6 m/s, to measure the transformation stress σc vs. aging time.
Recovery thermal treatments were performed to restore β phase at RT in aged samples, and consisted in a Q treatment performed in samples aged until the asymptotic state.
Table 1 shows the different aging treatments and the samples studied.
Specimens were observed by transmission electron microscopy (TEM) using a TECNAI F20 G2 microscope operating at 200 kV. Images were taken using zero-loss peak energy filtering (ZLP) in a Gatan imaging filter (GIF) system, i.e., an Electron Energy Loss Spectroscopy (EELS) system operating in imaging mode. This technique filters out inelastically scattered electrons, which greatly improves the sharpness of images obtained in relatively thick zones of the sample. This is especially beneficial when imaging certain microstructural defects such as dislocations [29]. TEM samples were prepared as detailed in [19].
Results and Discussion
We first present thermoelastic results for TIM and SIM transformations in aged and aged + recovered samples. Then, the results will be correlated with microstructural observations.
In order to study TIM transformations, the martensitic transformation temperatures were measured for each sample after different aging times. Figure 1 shows a plot of ΔMs = Ms(t)—Ms (0) as a function of aging time, where Ms(0) is the transformation temperature measured after quenching and Ms(t) are the critical temperatures obtained after aging crystals A, B, and C for a time t at 473 K. In all cases, two stages can be noted. During the first stage ΔMs increases until it reaches an asymptotic value.

ΔMs vs. Aging time at 473 K, for different samples. In all samples, Ms increases asymptotically with aging time
Samples A4 and B4 were aged 249 h before the recovery treatment. Figure 2 compares the electrical resistance vs temperature cycles for the sample A4 before aging treatments (virgin) with the sample after the recovery thermal treatment. In the virgin sample, the large hysteresis (between 20 and 40 K) indicates that the γ´ (2H) martensite is obtained [30, 31]. This is in agreement with the expected martensite obtained after a TIM transformation for the actual Cu-Al-Ni composition [31]. The crystal structure of the γ´ martensite is orthorhombic (Pmmn space group). [32, 33].

Electrical resistance vs. temperature of a virgin sample (a) and a recovered sample (b). Curves are similar, but noise is significantly higher in the recovered sample
Both the critical temperature Ms and hysteresis width are quite similar in Fig. 2. A visual comparison of both curves reveals that noise is significantly higher in the recovered sample. These measurements were repeated several times to verify whether experimental variables were responsible for higher noise levels. However, we obtained the same results, i.e., noise is consistently higher in recovered samples compared to virgin samples. Once we verified experimentally that higher levels of noise in recovered samples were not an experimental artifact, we hypothesized that different noise levels in measurements were actually caused by microstructural differences between virgin and recovered samples. This hypothesis was later confirmed by TEM observations, which revealed that the dislocation density is significantly higher in the recovered sample. This result is unexpected and we discuss it in more detail below.
To study the SIM transformation, tensile pseudoelastic cycles were performed in sample D at temperatures above RT. Table 2 shows the shift of critical stress transformation (σc) values at 313 K as aging time increases. The recovered sample is in the last line of the table.
Uncertainty was determined from the fluctuation of the critical stress of the virgin sample, measured on different days.
As [18] reported, σc decreases as aging time increases. The sample reaches an asymptotic value at 39.5 h. Results show that the recovery thermal treatment is an effective way to restore σc as, after the treatment, it overlaps with the uncertainty range of the virgin state σc. Figure 3 compares the pseudoelastic cycles for the virgin sample performed at 314.9 K with the pseudoelastic cycle for the sample after recovery treatment performed at 314.0 K.

Pseudoelastic cycles for the virgin sample (performed at 314.9 K) and after recovery treatment (performed at 314.0 K)
With the aim of studying the microstructure of aged samples with and without recovery treatment, samples were observed in TEM after the corresponding critical transformation temperatures were measured.
In Fig. 4 two bright field images of γ precipitates in samples B2 (a) and B3 (b) can be observed. In Fig. 4 (b), there are also dislocations located around γ precipitates. Similar behavior was observed by [19]. As γ precipitates are approximately cuboidal, their size was determined by taking the average of two perpendicular edges, with Image J software. Those values are shown in Table 3:

TEM bright field images of samples B2 (a) and B3 (b). Precipitate size increases with aging time
It can be noted that mean precipitate size increases as aging time increases, as expected.
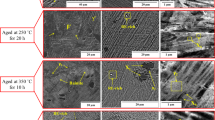
The microstructure of a sample after the recovery thermal treatment is shown in Fig. 5. In these samples, we observed that most precipitates were dissolved, as expected. However, we found a significantly high density of dislocations in recovered samples, which is not observed in the virgin sample. This result is unexpected and indicates that the recovery thermal treatment is unable to fully restore the original state of the sample.

Microstructure of a sample A4 (a) and sample B4 (b) after the recovery thermal treatment. A high density of dislocations is observed in both cases
This is a remarkable result because critical martensitic transformation temperatures in the virgin state, i.e., before aging, and after the recovery thermal treatment are quite similar. However, the microstructural observations provide evidence that a significant number of dislocations remain after the recovery treatment. A possible explanation for this phenomenon is that the recovery treatment itself frees dislocations which were previously locked at the matrix/precipitate interface [34], by a mechanism related to the dissolution of precipitates. Furthermore, we hypothesize that these dislocations are the cause of the noise observed in the electrical resistance curves. This is a very interesting example where the noise in the measurement of a physical property is not merely an artifact by actually conveys useful information about the sample.
One simple way to quantify noise is through its RMS (Root Mean Square) value, obtained for each linear part of the electrical resistance curve (Fig. 6). First, the signal baseline, i.e., the theoretical value that would be measured in the absence of noise, needs to be determined. In this alloy, in the absence of phase transformations we know that electric resistance varies approximately linearly with temperature. Thus, we used linear fits before and after the martensitic transition to establish our signal baseline in different parts of the curve. Once the signal baseline was established, noise RMS was calculated considering that any deviation from the linear baseline was caused by noise. This method was applied to virgin samples and also to samples after the recovery thermal treatment. Results are shown in Table 4.

Method used to calculate the RMS value of the noise. A linear fit was performed in different parts of the curve (before and after the martensitic transition) to determine the local signal baseline
In the recovered sample, noise in electrical resistance measurements during TIM transformations is almost one order of magnitude greater than in the virgin sample. Noise was consistently high in all measurements obtained from recovered samples and, as mentioned before, it was verified that it was not an experimental artifact.
Recovered and virgin samples have also very similar mechanical behavior, i.e., stress vs. strain curves are almost identical, in SIM transformations. The evidence shows that there are higher noise levels during electrical resistance measurements in samples with higher density of dislocations. Even though the recovery thermal treatment was unable to fully restore the initial state of the sample, as many dislocations remained in it, the presence of these dislocations does not seem to have a strong impact on the stress vs. strain curves obtained in the conditions studied, i.e., up to partial martensitic transformation.
Moreover, no significant difference was found in the Clausius-Clapeyron relationships studied.
As the elastic limit of the samples is not reached during the stress tests—and it is not clear if the samples would tolerate macroscopic plastic deformation before fracture—it was not possible to verify whether the higher dislocation density in the recovered sample results in a higher yield point. Nevertheless, our results provide evidence that the martensitic transitions studied are not greatly affected by these defects.
Conclusion
As the alloy accumulates aging time at 473 K an increase in Ms temperature and a decrease in σc are observed, reaching an asymptotic state similarly to [18, 19]. Samples with recovery treatment carried out after reaching the asymptotic behavior present critical temperatures and stresses similar to the virgin samples. After the recovery treatment, the macroscopic properties of the alloy are restored to their initial values, but microstructural defects are still observed in TEM. A high dislocation density, which affects electrical resistance vs. temperature measurements, is correlated to the noise RMS level in the curves. We found that noise in recovered samples is approximately one order of magnitude greater than noise in virgin samples. We can conclude that although the recovery treatment restores the macroscopic properties of the alloy to their original values, the original microstructure is not restored because recovered samples present a high density of microstructural defects that cannot be removed by the recovery treatment used.
References
Ko WS, Choi WS, Xu G, Choi PP, Ikeda Y, Grabowski B (2021) Dissecting functional degradation in NiTi shape memory alloys containing amorphous regions via atomistic simulations. Acta Materialia. https://doi.org/10.1016/j.actamat.2020.10.070
Tůma K, Rezaee-Hajidehi M, Hron J, Farrell PE, Stupkiewicz S (2021) Phase-field modeling of multivariant martensitic transformation at finite-strain: computational aspects and large-scale finite-element simulations. Comput Methods Appl Mech Eng. https://doi.org/10.1016/j.cma.2021.113705
Ivanić I, Kožuh S, Kosel F, Kosec B, Anžel I, Bizjak M, Gojić M (2017) The influence of heat treatment on fracture surface morphology of the CuAlNi shape memory alloy. Eng Fail Anal. https://doi.org/10.1016/j.engfailanal.2017.02.020
Vrsalović L, Ivanić I, Kožuh S, Gudić S, Kosec B, Gojić M (2018) Effect of heat treatment on corrosion properties of CuAlNi shape memory alloy. Trans Nonferrous Metals Soc China (Eng Edit). https://doi.org/10.1016/S1003-6326(18)64752-1
Liu Q, Su Y, Song K, Wang X, Gao P, Wang C, Xiao Y, Jian X, Qian P (2020) Influence of composition and size on the thermodynamic stability and structural evolution of CuAlNi nanoclusters. Prog Nat Sci: Mater Int 30(4):477–484. https://doi.org/10.1016/j.pnsc.2020.07.001
Doan DQ, Fang TH, Chen TH (2020) Influences of grain size and temperature on tribological characteristics of CuAlNi alloys under nanoindentation and nanoscratch. Int J Mech Sci. https://doi.org/10.1016/j.ijmecsci.2020.105865
Jayachandran S, Akash K, Mani Prabu SS, Manikandan M, Muralidharan M, Brolin A, Palani IA (2019) Investigations on performance viability of NiTi, NiTiCu, CuAlNi and CuAlNiMn shape memory alloy/Kapton composite thin film for actuator application. Compos Part B: Eng 176:e107182. https://doi.org/10.1016/j.compositesb.2019.107182
Zárubová N, Gemperlová J, Gemperle A, Dlabáček Z, Šittner P, Novák V (2010) In situ TEM observation of stress-induced martensitic transformations and twinning processes in CuAlNi single crystals. Acta Materialia. https://doi.org/10.1016/j.actamat.2010.05.046
Kazanc S, Ahmet Celik F, Ozgen S (2013) The investigation of solid-solid phase transformation at CuAlNi alloy using molecular dynamics simulation. J Phys Chem Solids. https://doi.org/10.1016/j.jpcs.2013.07.016
Otsuka K, Sakamoto H, Shimizu K (1979) Successive stress-induced martensitic transformation and associated transformation pseudoelasticity in Cu-Al-Ni. Acta Metall 27:585–601
Sakamoto H, Shimizu K, Otsuka K (1985) A detailed observation on successive stress-induced martensitic transformations in Cu–Al–Ni alloy single crystals above. Trans JIM 26(9):638–645
Pops H, Ridley N (1970) Influence of aluminum on the martensitic transformation of beta phase CuZn alloys. Met Trans 1:2653–2655
Novák V, Sittner P, Vokoun D, Zárubová N (1999) On the anisotropy of martensitic transformations in Cu-base alloys. Mat Sci Eng A 280:273–275
Gastien R, Corbellani CE, Sade M, Lovey FC (2005) Thermal and pseudoelastic cycling in Cu-14.1Al-4.2Ni (wt%) single crystals. Acta Mater 53:1685–1691
Kennon NF, Dune DP, Middlenton L (1982) Aging effects in copper-based shape memory alloys. Metall Trans A 13:551–555
Roqueta DO, Lovey FC, Sade M (1997) Hysteresis evolution in the martensitic transformation cycling in β-Cu-Zn-Al samples with γ-phase precipitates. Scr Mater 36:385–391
Gastien R, Corbellani CE, Bozzano PB, Sade M, Lovey FC (2010) Low temperature isothermal ageing in shape memory CuAlNi single crystals. J Alloys Compd 31(495):428
Gastien R, Corbellani CE, Araujo VEA, Zelaya E, Beiroa JI, Sade M, Lovey FC (2013) Changes of shape memory properties in CuAlNi single crystals subjected to isothermal treatments. Mat Char 84:240–246
Araujo VEA, Gastien R, Zelaya E, Beiroa JI, Corro I, Sade M, Lovey FC (2015) Effects on the martensitic transformations and the microstructure of CuAlNi single crystals after ageing at 473K. J Alloys Compd 641:155–161
Recarte V, Lambri OA, Pérez-Sáez RB, Nó ML, San Juan J (1997) Ordering kinetics in Cu Al-Ni shape memory alloys. Appl Phys Lett 70(26):3513–3515
Cingolani E, Van Humbeeck J, Ahlers M (1999) Stabilization and two-way shape memory effect in Cu-Al-Ni single crystals. Metall Mater Trans A 30:493–499
Singh J, Chen H, Wayman CM (1986) Transformation squence in a Cu-Al-Ni shape memory alloy at elevated temperatures. Metall Trans A 17:65–72
Zarubova N, Gemperle A, Novak V (1997) Initial stages of γ2 precipitation in an aged Cu-Al-Ni shape memory alloy. Mater Sci Eng A 222:166–174
Kuwano N, Wayman CM (1984) Some effects of parent phase aging on the martensitic transformation in a Cu- AI- Ni shape memory alloy. Metall Trans A 15:621–626
Picornell C, Pons J, Cesari E (1997) Effects of thermal ageing in beta-phase in Cu-Al-Ni single crystals. J Phys IV France 7(C5):323–328
Zarubova N, Gemperle A, Novak V (1997) Ageing phenomena in a Cu-Al-Ni alloy. J Phys IV France 7(C5):281–286
Guilemany JM, Gil FJ, Miguel JR (1988) preparation and caracterization of single crystals of copper based shape memory alloys. Rev Metal Madrid 24(3):175–179
Gastien R, Corbellani CE, Álvarez Villar HN, Sade M, Lovey FC (2003) Pseudoelastic cycling in Cu-14.3Al-4.1Ni (wt%) single crystals. Mater Sci Eng A 349:191–196
Williams DV, Carter CB (2009) Transmission Electron Microscopy. Springer, Boston
Gastien R, Corbellani CE, Sade M, Lovey FC (2005) Thermal and pseudoelastic cycling in Cu-14.1Al-4.2Ni(wt%) single crystals. Act Mat 53:1685–1691
Recarte V, Pérez-Sáez RB, Bocanegra EH, Nó ML, San Juan J (1999) Dependence of the martensitic transformation characteristics on concentration in Cu-Al-Ni shape memory alloys. Mater Sci Eng A 273–275:380–384
Ye J, Tokonami M, Otsuka K (1990) Crystal structure analysis of γ’1 Cu-Al-Ni martensite using conventional X-rays and synchrotron radiations. Metall Trans A 21:2669–2678
Ibarra A, Caillard D, San Juan J, Nó ML (2007) Martensite nucleation on dislocations in Cu-Al-Ni shape memory alloys. Appl Phys Lett 90:e101907
Porter DA, Easterling KE, Sherif ME (2009) Phase Transformations in Metals and Alloys. CRC Press, Florida
Acknowledgements
The authors thank to M.Sade for his helpful comments. The financial support from ANPCyT (PICT-2017-0427 and PICT-2017-2198) are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mosquera Panizo, M., de Castro Bubani, F., Condó, A. et al. Microstructure and Thermo-Mechanical Properties after Recovering Treatments in Aged CuAlNi Shape Memory Alloys. Shap. Mem. Superelasticity 7, 414–420 (2021). https://doi.org/10.1007/s40830-021-00341-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40830-021-00341-2