
Abstract
Aluminum matrix hybrid composites (AMHCs) in the current generation materials category are becoming a potential for many advanced engineering applications requiring customized properties. The selection of an acceptable reinforcement agent for the chosen aluminum alloy matrix, as well as a suitable processing approach and conditions, allows for customization of the attributes of these materials. As a result, hybrid composites have gained increasing attention more than traditional aluminum matrix composites with single reinforcement due to their ability to achieve superior custom properties. In addition, hybrid composites can be processed utilizing traditional metal matrix composite processing procedures and equipment, which has the advantage of lowering production costs while achieving superior qualities. The investigations have given the derived properties for the use of several reinforcement agents accessible on the commercial market, to achieve the goal of developing AMHCs. The purpose of this study is to show that it is possible to make AMHCs with improved mechanical and tribological properties and to stimulate their use on the characteristics of AMHCs manufactured using the stir casting method, as well as the processing obstacles are critically examined and presented.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
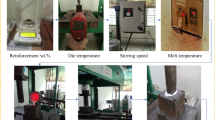
Aluminum matrix composite (AMC) materials have grown in popularity in recent decades as a means of producing a wide range of structural components that require high wear resistance, lightweight, and high strength [1, 2]. With the suitable selection of one or more reinforcement agents for the specific aluminum matrix alloy, such a combination of physical, microstructural, mechanical, and tribological properties can be achieved with AMCs [3]. Al2O3 [4,5,6,7], SiC [8,9,10,11,12], WC [13, 14], TiC [15, 16], TiB2 [17,18,19,20], Si3N4 [21, 22], B4C [23, 24], graphite [25, 26], fly ash [27, 28], boron nitride [29], ZrO2 [30, 31], carbon nanotube [32, 33], carbon fiber [34], WS2 [35], and MoS2 [36] are the most commonly used reinforcement agents in the development of aluminum-based composite materials in the literature. Aluminum matrix hybrid composites (AMHCs) are comprised of two different reinforcements with a single matrix alloy designed to achieve the combination of properties for multifunctional applications that AMCs cannot accomplish [37]. The standard equipment required for processing AMCs includes a casting furnace, stirring mechanism, casting die, and die preheating systems. AMHCs have two or more reinforcement phases, which offer a variety of qualities to the composite, whereas AMCs with simplex reinforcement can only offer a restricted set of properties when compared to AMHCs. The processing technology and equipment needed to make AMHCs are the same as those needed to make AMCs. As a result, AMHCs have a clear advantage over AMCs in terms of producing components with greater attributes while using the same equipment and manufacturing methods [37,38,39,40]. The most often utilized processes for processing AMHCs are powder metallurgy as a solid-state processing approach [41], stir casting as a liquid-state processing technique [42, 43], and squeeze casting as a semi-liquid-state processing technique [44].
Stir casting is a well-established technology for producing bulk composites in large quantities because it is easy, cost-effective, and adaptable. The current state-of-the-art in advanced materials research is to design materials to meet the ever-changing functional characteristics requirements for components in high-performance applications. As a result, recent research into the production of innovative materials has focused on the processing of AMHCs. The research and studies were carried out on the derivable properties of the chosen aluminum matrix alloys with the addition of various combinations of reinforcing agents available on the commercial market [45,46,47,48,49,50,51]. This study aims to emphasize the viability of creating AMHCs with improved mechanical and tribological properties to encourage their growing use in widespread industrial applications, based on reported studies in such investigations. Recent experimental discoveries on the characteristics of AMHCs manufactured using the stir casting method, as well as the problems encountered during the process, are critically examined and presented. The compressive review in this study looked at several reinforcing agent combinations utilized in the processing of AMHCs to improve their mechanical and tribological properties, as well as the effect of such reinforcement combinations on improved qualities.
During the previous decade, a significant increase in the number of publications on the creation of aluminum matrix hybrid composites has been documented, as shown in Fig. 1. This demonstrates the critical necessity of research into the creation of such composites for industrial uses. Figure 2 shows that 46.07 percent of papers were published as original research articles, 57.76 percent of papers were published as conference proceedings, and 2.17 percent of papers were published as review articles. Also, as shown in Fig. 1, there is still a need for more information on processing and characterization in the field of aluminum matrix hybrid composites research.

Research articles on aluminum matrix hybrid composites processed through stir casting approach: a total number of publications in year wise during the past decade, b percentage breakdown of publications

Al 6351 composites show the formation of particle agglomerations for the addition reinforcement from mono to hybrid [98]
2 Reinforcement Particle Dispersion and Particle–Matrix Interfacial Bonding
With the processing of metal matrix composites in liquid state fabrication, reinforcing particle agglomerations and cluster formations are unavoidable problems. One of the primary aspects that has a considerable influence on the uniformity of particle dispersion is compatibility in physical and chemical properties, i.e., matrix-reinforcement wettability [52,53,54]. The uniform distribution of reinforcement in the matrix, on the other hand, has a direct impact on the composites' ability to achieve the desired properties improvement. Particle agglomerations and clusters have been regarded as particularly difficult to eliminate, even though they are necessary for defect-free composite material manufacturing. Pradeep et al. [55] demonstrated reasonably distributed reinforcement particles with strong interfacial bonding using a ball-milled blend of silicon nitride (Si3N4) and graphite (Gr) particles for better dispersion of reinforcement in the aluminum matrix alloy. Cast composites, on the other hand, produced much smaller clusters due to the density differential between the reinforcing particle mixture and the matrix aluminum alloy. Up to 5% weight of (Al2O3 + TiO2) ceramic reinforcement in Al2218 aluminum matrix alloy resulted in acceptable particle dispersion, but above that weight, it tended to form agglomerations due to segregations and rejection of the particles, resulting in agglomerations [56]. To allow a larger weight percentage of ceramic reinforcement, they proposed increasing the stirring duration to a faster stirring speed. Manikandan et al. [57] In the hybrid Al7075/(B4C + CDA) composite, the temperature mismatch between matrix and ceramic particles is the most important factor in the development of reinforcement particle clusters. The thermal mismatch causes the reinforcement-matrix alloy slurry to solidify at a slower rate, resulting in particle clusters in the matrix. For Al7075/Al2O3/SiC hybrid composites, adding magnesium during the stirring process was recommended to improve interfacial bonding between the reinforcements and matrix, reduce cluster formation, and improve wettability [58]. The wettability of the matrix and reinforcement is improved by the reaction between reinforcement and magnesium. As a result, adding a little amount of magnesium to the composite while stirring improves the wettability of the reinforcement particles with the matrix alloy. Satish et al. [59] and Kumar et al. [60] both found similar results in their investigations. The high moisture content of the Fe2O3 and B4C reinforcements in liquid metal allows for effective interfacial bonding with the Al6061 matrix alloy [61]. Up to 5% of each reinforcement’s addition, Bhasha et al. [62] reported uniform distribution of TiC and RHA particles, but beyond that, Rice husk ash (RHA) promotes agglomeration in the composite, resulting in low strength and porosity. The agglomeration is caused by a substantial amount of RHA, a pore-filling element that fills the gap between bonding elements such as grain boundaries [63]. The inclusion of magnesium in the Al6061 aluminum alloy influenced the graphite distribution homogeneity in the Al6061/TiC/Gr hybrid composite [64]. In a hybrid metal matrix composite, the creation of a solid solution of TiO2 and MoS2 improves the bonding between the reinforcement and the matrix alloy LM13 [65]. The inclusion of ceramic reinforcement leads to the formation of particle clusters from mono reinforcement to hybrid reinforcement, as seen in Fig. 2. As seen in Fig. 3, the reinforced particles are consistently dispersed throughout the matrix after being stir cast.[66].

a SEM micrograph of Al þ SiC (5%) þ muscovite or hydrated aluminum potassium silicate (2%) composition, b (3%) composition, and c (4%) composition [66]
Using ideal parameters such as temperature, time, stirring speed, and reinforcement particle preheating temperature, the reinforced particles are equally dispersed throughout the matrix. Magnesium in composites lowers agglomeration and porosity while also providing great bonding between the matrix and reinforced particles.
3 Mechanical Properties
AMCs’ mechanical qualities are essentially determined by the mechanical properties of its integral materials, such as the aluminum matrix and reinforcement agents. The hardness of a composite with tougher reinforcement, for example, is superior to that of a composite with soft reinforcement. The inclusion of a large number of ceramic particles in a matrix provides additional resistance to deformation due to applied loads, causing the composite's tensile strength and hardness to be increased to the maximum extent possible, but at the expense of its elongation [67,68,69,70]. However, the inclusion of SiC/B4C reinforcement increased the strength and hardness by up to 20%, and further reinforcement resulted in a drop in tensile strength due to the production of a high level of particle agglomerations and porosity [71]. Shirvani Moghaddam et al. [72] indicate the best amount of reinforcement for achieving maximum strength, and they found that raising the reinforcement percentage over the optimal values resulted in lower strength. When the composite material consisted of particle agglomerations and porosity, the ductility of the composite was also negatively impacted by the resistance to flowability [73]. Keneth et al. [74] found that adding rice husk ash (RHA) as reinforcement into the Al–Mg–Si alloy matrix improved tensile strength and ductility, but that increasing RHA % and reducing Al2O3 lowered tensile strength and hardness in hybrid composites. The presence of Al2O3 particles as barriers to dislocation movement in the Al6061/Al2O3/graphite hybrid composite helped to boost the composite’s hardness [75].
According to Mohammed et al. [76], adding Bagasse-ash as reinforcement to the Al7075 matrix alloy increased mechanical strength while causing a large slag formation during casting since Bagasse-ash contains carbon and oxygen. As a result, the authors reinforced graphite as a secondary reinforcement to reduce the production of slag with the addition of Bagasse-ash and observed a favorable effect of increased wear resistance. Improved mechanical properties with the addition of SiC and fly ash to the Al–Zn alloy. They also detected the creation of fly ash particle clusters, which resulted in increased porosity in the composite, lowering its mechanical characteristics [77]. Ambigai et al. [78] investigated Al–Gr/Si3N4 composites and found that hybrid composites had better characteristics than single-reinforced composites. Because of the soft nature of the reinforcements compared to the ceramic reinforcement agents, the hardness of the composite is lowered when Kumar et al. [79] and Prasad Reddy et al. [80] add red mud particles to Al6061 alloy. In the examination of Baradeswaran et al. [81] for the development of Al7075/Al2O3/5 wt% Gr. hybrid composites with beneficial results, Al2O3 particles as hard ceramic agents were included together with the soft reinforcements to counteract the drop in hardness.
Pardeep et al. [82] found that using composites reinforced with ball-milled ceramic particles improved hardness and tensile characteristics significantly, as illustrated in Figs. 4 and 5.

The effect of (Si3N4 + Gr) reinforcement on Microhardness of AA6082 stir cast hybrid composites [82]

The effect of (Si3N4 + Gr) reinforcement on ultimate tensile strength of AA6082 stir cast hybrid composites [82]
The enhanced hardness and tensile properties of the composite are due to the evenly dispersed ceramic hard particles, which contributed to the composites’ strength improvement via several strengthening mechanisms. However, because of the additional reinforcement, the ductility of the composites was reduced, resulting in a lower elongation percentage, as seen in Fig. 6. In the experiment of Mummoorthi et al. [61], a similar trend in tensile characteristics improvement was obtained with the Al/Fe2O3/B4C composite, as shown in Fig. 7.

The effect of (Si3N4 + Gr) reinforcement on elongation percentage of AA6082 stir cast hybrid composites [82]

The variation of tensile properties of aluminum matrix composite for increased percentage of (Fe2O3/B4C) reinforcement [61]
The ductility of the composites was lowered because of the increased reinforcement, resulting in a lower elongation %, as seen in Fig. 6. The Al/Fe2O3/B4C composite showed a similar trend in tensile properties improvement in Mummoorthi et al. [61] experiment, as illustrated in Fig. 7.
4 Tribological Properties
To improve wear resistance, the presence of highly wear-resistant hard ceramic particles with the soft matrix alloy is studied [83]. The chemical and mechanical properties of both the reinforcement and matrix materials, as well as the application of the load, speed, sliding distance, and surrounding atmospheric and sliding conditions, all influence the improved wear properties of AMCs with ceramic particle reinforcement. The wear experiments were utilized to investigate the tribological properties of hybrid AMCs under a variety of wear conditions, including applied load, sliding velocity, sliding distance, sliding time, and sliding speed [84,85,86]. Kaushik et al. [87] utilized SiC and Gr as wear-resistant reinforcing agents to improve the wear resistance of Al6082 alloy. When compared to the base alloy, the wear resistance of the hybrid composite improved by 16.4% and 27 percent in the as-cast and heat treatment conditions, respectively. This indicates the increased wear resistance that comes with age [88]. Siddesh et al. The inclusion of nanosized B4C + MoS2 into AA2219 alloy increased wear resistance by forming a lubricant-rich tribo-layer between pin and disk. The combined effect of Al2O3 + Gr in AlSi 10 Mg matrix composite results in improved wear resistance due to the strong Al2O3 ceramic resistance to wear and graphite particles delaying the transition from mild to harsh wear under working conditions, according to Radhika et al. [89]. The improved wear resistance can be attributable to the reinforcements’ improved hardness, strength, and uniform distribution [90], as illustrated in Fig. 8.

The effect of applied load and sliding distance on weight loss during dry sliding of AA6063/Al2O3/TiC hybrid composite [90]
Krishna et al. [91] investigated the wear loss of an Al7075/WC/Cobalt hybrid composite under different loads, speeds, and sliding distances, as well as variable reinforcement weight percentages. In comparison to composites, the soft nature of matrix alloy causes higher wear loss and adhesive wear, according to the researchers. Abrasive wear is caused by the hardness of reinforced particles, which minimizes wear loss. The influence of load, sliding velocity, and sliding distance on wear loss is shown in Figs. 9, 10, and 11. The formation of a mechanically mixed layer acts as an intermediate lubricant layer between the rubbing surfaces, reducing wear loss as the sliding speed increases, while the longer contact time during rubbing raises the temperature between the sliding surfaces, increasing the sliding distance and thus increasing wear loss.

Graph showing the wear rate of Al7075 alloy and Al7075—6 and 9wt% of WC–co composite under different loading conditions [91]

Graph showing the wear rate of Al7075 alloy and Al7075—6 and 9 wt% of WC–co composite under variable speeds [91]

Graph showing the wear rate of Al7075 alloy and Al7075—6 and 9 wt% of WC–co composite under different sliding distance [91]
As demonstrated in Fig. 12, 5 weight percent of reinforcement in Al2218/Al2O3/TiO2 hybrid composite has greater wear resistance than matrix, 2 weight percent, and 7 weight percent of reinforcement. The composite had a better particle dispersion, less porosity, and enhanced particle retention at 5 wt% reinforcement [56]. Due to the increasing contact pressure between the mating surfaces, the wear loss of the Al–Mg–Si-T6/SiC/muscovite-hybrid metal matrix composites has shown a declining trend as illustrated in Fig. 13 [66] for varied load situations.

Wear rate versus normal loads for all particle additions [56]

Wear loss of various compositions at different loading conditions [66]
During wear testing, the inclusion of SiC reinforcement particles creates a mechanically mixed hard layer and graphite acting as a solid lubricant. In comparison to a composite consisting of a single reinforcement and an unreinforced alloy, the combined action of SiC and graphite reinforcement with the matrix alloy improves overall wear performance [92, 93]. According to Prasat et al. [94], increasing the weight percentage of fly ash while keeping the graphite constant reduces wear loss in AlSi10Mg/Fly Ash/Graphite hybrid composites by wearing out the reinforcements and forming a mechanically mixed layer between the pin and disk surfaces that acts as a solid lubricant.
Singh et al. [95] reported that: (i) increased normal load causes increased wear loss, (ii) increased sliding speed causes increased wear loss because heat development is greater at higher speeds, and (iii) at lower track diameter, the formation of a non-uniform tribo-layer throughout the specimen caused an increase in wear loss. The combination of SiC and MWCNT reinforcements to LM13 alloy reduces wear rate due to an increase in micro-hardness, resulting in increased hybrid composite strength [96]. In conjunction with Al2O3 and RHA, graphite played a significant effect in increasing wear resistance [97]. The presence of graphite resulted in the formation of a solid lubricant layer at the rubbing surfaces’ interface. However, increasing the proportion of graphite reduces wear resistance because of graphite’s brittle nature, which reduces hardness [83]. Due to the formation of clusters, the wear resistance of the hybrid composite Al 6351/Al2O3/SiC is higher than that of Al 6351/Al2O3 [98]. Due to an increase in hardness, the wear resistance of the Al6061 hybrid composite is increased up to 1.2 wt% SiC and 0.5 wt% graphite reinforcement for all applied loads. The wear rate increased as the weight percent of SiC rose from 1.2 to 1.6 due to the agglomeration of hard ceramic SiC particles [99]. This is owing to the soft SiC obstructing dislocation movement, and sheared graphite particles acting like a protective layer between the contacting surfaces. With the inclusion of carbon-based materials, the wear resistance was enhanced, and a protective layer will form between the mating surfaces that will act as a lubricant [100]. For the Al/Al2O3/TiO2 hybrid composite, the worn surface morphology resulted in deeper grooves, wear debris, rough surface, and greater delamination at the minimum % of reinforcement due to adhesive wear, as illustrated in Fig. 14 [101]. Palanikumar et al.[102] reported similar results in Al6061/B4C/Mica Hybrid Composites.

SEM micrograph of the worn surface of specimen a Pure Al b Al with 5% reinforcement c Al with 10% reinforcement d Al with 15% reinforcement e Al with 20% reinforcement at 20 N load and 250 × magnification [101]
For higher stress due to increased plastic flow at the interface of the sliding surfaces, Elango et al. [103] observed increasing breadth and depth of the grooves. Due to the creation of a mechanically mixed hard layer and a solid lubricant between the pin and counter disk, the wear characteristics of composites improve as the weight % increases.
5 Strengthening Mechanisms
There have been few studies that have looked at the various strengthening methods of AMCs for the addition of hard ceramic reinforcement agents. The commonly mentioned strengthening mechanisms are highlighted in this article. The strength of the composite is evaluated using the resultant grain size in the Hall patch strengthening method [104, 105]. The strength of the composite is determined using the interaction between the reinforced particles within the composite structure and the grain dislocations in the Orowan strengthening process. According to this process, the rate of blockage to grain dislocations is determined by the degree of dispersion of the reinforcing particles. However, it has been observed that when the particle size is greater than 1 m, the Orowan mechanism cannot be used to estimate the strength of the composite because the inter-particle distance is greater [106, 107]. The difference in thermal expansion coefficients between the reinforcement and matrix alloys causes residual stresses in the composite, which induce dislocation near the reinforced particles and increase the composite’s strength [108]. The thermal mismatch strengthening mechanism is the name of the mechanism. The homogeneous distribution of reinforced particles in matrix alloy induced strength enhancement due to load transmission from matrix alloy to reinforcement, according to the load-bearing strengthening mechanism [109,110,111,112].
Gautam et al. [113] investigated Al5052/Al3Zrmp/ZrB2np hybrid composites and found that, as shown in Fig. 15, the matrix grain size was continually lowered to increase the volume percentage of second-phase reinforcement particles. Secondary reinforcing in the hybrid composite limited grain formation during solidification while enhancing ultimate tensile strength and hardness qualities. However, for a lesser proportion of secondary reinforcement, the percentage of elongation increased, and its further increase had a detrimental effect. The theoretical strength of the dislocation, Orowan, grain refinement, and solid solution strengthening mechanisms has been found to be 5–8% higher than the experimental values.

Grain size distribution curves of matrix in a AA5052 base alloy, b hybrid composite with 10% Al3Z and 1% ZrB2, and c hybrid composite with 10% Al3Z and 3% ZrB2 [113]
Mechanical properties of Al7075/CNT/GNP composites were investigated by Siavash et al. [114] at various weight percentages. Higher reinforcements increase the hardness and yield strength of the composites due to increased dislocation density. In terms of increasing yield strength, the load transfer strengthening mechanism contributes more than the Orowan and CTE mismatch mechanisms. The Hall–Petch mechanism has no effect on the increase in yield strength owing to grain refinement during 400 °C accumulative roll bonding.
Because of the reduced free zones in the matrix alloy [115], the grain size of the Al6061/B4C composite dropped from 5 to 20 wt% with the addition of B4C reinforcement particles, resulting in improved mechanical properties. Increased reinforcing reduced grain size and the yield strength of the composite calculated using the hall patch mechanism matched the experimental values. The inclusion of B4C reinforcement particles increased the strength of the material due to grain refinement, higher density, and obstruction of grain dislocation reinforcement at grain borders. Because the thermal expansion coefficient between the matrix and reinforced particle increases with an increase in temperature, which increases dislocation density, the dislocation strengthening mechanism is more dominant in increasing volume fraction and decreasing particle size as shown in Fig. 16 than the other mechanisms.

Comparison of strength contribution from different mechanisms as a function of volume fraction for the average [115]
The addition of TiB2 in Al alloy reduced grain size, according to Chen et al. [116], because the hard ceramic particles surrounding the grain prevented its expansion during solidification. The enhanced yield strength for the increasing percentage of reinforcement due to the smaller grain size and obstruction of the grain dislocation for uniform distribution of reinforcement particles was also demonstrated by the strength evaluated using the Hall patch and Orowan processes. In research on the Al7075/TiB2 composite, Prasanna et al. [117] found comparable results. According to N Kumar et al. [118], the higher number of nucleations generated by the increased proportion of ZrB2 particles added to the AA5052 aluminum alloy resulted in improved grain growth resistance. Due to increased grain refinement and the presence of hard reinforced particles, the mechanical characteristics of the composite improved when the reinforcement percentage was raised. The strengthening processes also showed that reduced grain size, increased dislocation, and interaction between the dislocation and reinforcement boosted composite strength. In the research of Bembalge et al. [119], however, the size reduction of the ceramic reinforcement particle (SiC) improved the mechanical properties of the Al6063 matrix composite. The smaller particle size allows for more space at the dendrite's grain boundary, limiting grain dislocation under loading conditions. This boosted the composite's strength but had a negative impact on its elongation. Higher strength due to grain refining, load transmission, and increased density of dislocation led to a rise in the composite's strength, according to the strengthening process. The contribution of various strengthening processes is proportional to the size of the reinforcement particles, as shown in Fig. 17 [120]. The role of Orowan loops was not examined due to the coarseness of the reinforcement particles in Gupta et al. [121]. analysis, which found that thermal mismatch was the primary cause of strengthening.

Influence of reinforcement particle size on strength enhancement due to various strengthening mechanisms [120]
While Baburao [122] found that Orowan loops strengthen composites, and that solid solution has a major role in increasing composite strength. With increasing percentages of reinforcement content in the composite, the strengthening contributions of dislocations interactions between matrix-reinforcement particles, grain refinement, and load transfer mechanism grew monotonically.
By considering several characteristics such as grain size, grain dislocation, coefficient of thermal expansion, and thermal mismatch, the above-mentioned mechanisms play a vital role in the enhancement of mechanical properties. Tables 1, 2, 3, and 4 summarize the improvement in various features of various grades of aluminum alloys as a matrix with the refinement of various combinations of particulate agents treated using the stir casting technique.
6 Conclusions
A thorough overview of the microstructural, mechanical, and wear aspects of aluminum metal matrix hybrid composites treated using liquid state processing is presented in this article, along with a complete collection of recently published research findings. The presentation of numerous debates on various strengthening mechanisms recognized as the primary causes for the development of such qualities with metal matrix composites has received specific attention.
The findings of the review demonstrate that,
-
(1)
The most important elements in stir casting for the effective fabrication of sound aluminum matrix hybrid composites are stirring speed, time, and temperature, reinforcement particle preheating temperature, and matrix-reinforcement slurry transferring temperature.
-
(2)
The consistently dispersed reinforcement particles increased grain refinement, indicating effective reinforcement-to-matrix alloy bonding. While particle agglomeration and cluster formation can be reduced by carefully managing process parameters during composite manufacture.
-
(3)
When compared to simplex reinforcement, the mechanical properties of hybrid composites such as tensile, yield, compressive, flexural strength, and hardness are considerably improved due to the involvement of numerous reinforcing phases. The use of numerous reinforcements, on the other hand, significantly reduced ductility due to the increased limitation imposed by the larger volume of hard ceramic particles.
-
(4)
For the addition of reinforcements, the increase in wear characteristics is proportionate to the increase in hardness. Due to their inclination to generate a protective layer at the mating surfaces that acts as a lubricant, the wear resistance was substantially enhanced with the inclusion of carbon-based materials.
-
(5)
The wear characteristics of composites were improved with the inclusion of hard ceramic particles by forming a matrix-reinforcement mechanically mixed layer and a tribe layer between the contacting surfaces. The addition of hard ceramic particles, on the other hand, increased the coefficient of friction of composites.
-
(6)
The addition of hard ceramic reinforcement particles improved the strength by reducing grain size, grain refinement caused by the thermal mismatch between the matrix alloy and reinforcement, and load transfer from matrix alloy to reinforcement, according to the studies on strengthening mechanisms.
7 Future Scope
The described investigations did not reveal the best processing conditions for fabricating hybrid composites with good mechanical and tribological properties. In addition, only a few studies have been published on the fundamental knowledge of the role of various reinforcements in the hybrid composite idea. For the development of hybrid aluminum matrix composites, promising research in this sector remains unexplored. Extensive industrial-oriented research, as well as hybrid manifestations, should be conducted on these factors.
Data Availability
There are no data associated with this investigation.
References
Megahed M, Attia MA, Abdelhameed M, El-Shafei AG (2017) Tribological characterization of hybrid metal matrix composites processed by powder metallurgy. Acta Metall Sin (Engl Lett) 30(8):781–790. https://doi.org/10.1007/s40195-017-0568-5
Fattah-Alhosseini A, Naseri M, Alemi MH (2017) Effect of particles content on microstructure, mechanical properties, and electrochemical behavior of aluminium-based hybrid composite processed by accumulative roll bonding process. Metall Mater Trans A 48(3):1343–1354. https://doi.org/10.1007/s11661-016-3933-5
Gangwar S, Singh RK, Yadav PC, Sahu S (2021) Physical, mechanical, and tribological properties of industrial waste fly ash reinforced AA5083 composites fabricated by stir casting process. J Bio- Tribo-Corrosion 7(3):1–14. https://doi.org/10.1007/s40735-021-00560-1
Kishore G, Parthiban A, Krishnan AM, Krishnan BR, Vijayan V (2021) Experimental investigation of mechanical and wear properties of AL7075/Al2O3/MICA hybrid composite. J Inorg Organomet Polym Mater 31(3):1026–1034. https://doi.org/10.1007/s10904-020-01749-6
Agarwal M, Srivastava R (2019) Influence of fine Al2O3 and aluminium nano-particles on the 6061 aluminium alloy near the grain boundary of the semi-solid cast microstructure. Trans Indian Ceram Soc 78(2):94–100. https://doi.org/10.1080/0371750X.2019.1615847
Bharath V, Auradi V, Nagaral M, Boppana SB, Ramesh S, Palanikumar K (2022) Microstructural and wear behavior of Al2014-alumina composites with varying alumina content. Trans Indian Inst Met 75(1):133–147. https://doi.org/10.1007/s12666-021-02405-4
Rajesh AM, Kaleemulla M, Doddamani S, Bharath KN (2019) Material characterization of SiC and Al2O3–reinforced hybrid aluminium metal matrix composites on wear behavior. Adv Compos Lett 28:1–10. https://doi.org/10.1177/0963693519856356
Parikh VK, Badheka VJ, Badgujar AD, Ghetiya ND (2021) Fabrication and processing of aluminium alloy metal matrix composites. Mater Manuf Process 36(14):1604–1617. https://doi.org/10.1080/10426914.2021.1914848
Surya MS, Gugulothu SK (2021) Fabrication, mechanical and wear characterization of silicon carbide reinforced aluminium 7075 metal matrix composite. SILICON. https://doi.org/10.1007/s12633-021-00992-x
Yadav PK et al (2021) Effect of different reinforced metal-matrix composites on mechanical and fracture behaviour of aluminium piston alloy. J Bio- Tribo-Corrosion 7(2):1–12. https://doi.org/10.1007/s40735-021-00478-8
Samal P, Surekha B, Vundavilli PR (2021) Experimental investigations on microstructure, mechanical behavior and tribological analysis of AA5154/SiC composites by stir casting. SILICON. https://doi.org/10.1007/s12633-021-01115-2
Rao TB (2018) An experimental investigation on mechanical and wear properties of Al7075/SiCp composites: effect of SiC content and particle size. J Tribol. https://doi.org/10.1115/1.4037845
Sam M, Radhika N, Pavan Sai K (2020) Effect of heat treatment on mechanical and tribological properties of aluminium metal matrix composites. Proc Inst Mech Eng C 234(22):4493–4504. https://doi.org/10.1177/0954406220922253
Ravikumar K, Kiran K, Sreebalaji VS (2017) Characterization of mechanical properties of aluminium/tungsten carbide composites. Meas J Int Meas Conf 102:142–149. https://doi.org/10.1016/j.measurement.2017.01.045
Kar C, Surekha B (2021) Characterisation of aluminium metal matrix composites reinforced with titanium carbide and red mud. Mater Res Innov 25(2):67–75. https://doi.org/10.1080/14328917.2020.1735683
Ravi Kumar K, Kiran K, Sreebalaji VS (2017) Microstructural characteristics and mechanical behavior of aluminium matrix composites reinforced with titanium carbide. J Alloys Compd 723:795–801. https://doi.org/10.1016/j.jallcom.2017.06.309
Ali KSA, Mohanavel V, Ravichandran M, Arungalai Vendan S, Sathish T, Karthick A (2021) Microstructure and mechanical properties of friction stir welded SiC/TiB2 reinforced aluminium hybrid composites. SILICON. https://doi.org/10.1007/s12633-021-01114-3
Poria S, Sutradhar G, Sahoo P (2021) Abrasive wear behavior of Al-TiB2 and Al-TiB2-nano-graphite metal matrix composites. Proc Inst Mech Eng L 235(5):1146–1159. https://doi.org/10.1177/1464420721991582
Jayavelu S, Mariappan R, Rajkumar C (2018) Wear characteristics of sintered AA2014 with alumina and titanium di-Boride metal matrix composites. Int J Ambient Energy. https://doi.org/10.1080/01430750.2018.1530140
Parasuraman S, Elamvazuthi I, Kanagaraj G, Natarajan E, Pugazhenthi A (2021) Assessments of process parameters on cutting force and surface roughness during drilling of aa7075/tib2 in situ composite. Materials (Basel). https://doi.org/10.3390/ma14071726
Ul Haq MI, Anand A (2018) Dry sliding friction and wear behavior of AA7075-Si3N4 composite. SILICON 10(5):1819–1829. https://doi.org/10.1007/s12633-017-9675-1
Kumar GBV, Panigrahy PP, Nithika S, Pramod R, Rao CSP (2019) Assessment of mechanical and tribological characteristics of silicon nitride reinforced aluminium metal matrix composites. Compos B 175:107138. https://doi.org/10.1016/j.compositesb.2019.107138
Rajesh GL, Auradi V, Kori SA (2016) Mechanical behaviour and dry sliding wear properties of ceramic boron carbide particulate reinforced Al6061 matrix composites. Trans Indian Ceram Soc 75(2):112–119. https://doi.org/10.1080/0371750X.2016.1168318
Nagaral M, Kalgudi S, Auradi V, Kori SA (2018) Mechanical characterization of ceramic nano B4C- Al2618 alloy composites synthesized by semi-solid state processing. Trans Indian Ceram Soc 77(3):146–149. https://doi.org/10.1080/0371750X.2018.1506363
Joshi AG, Manjaiah M, Basavarajappa S, Suresh R (2021) Wear performance optimization of SiC-Gr reinforced Al hybrid metal matrix composites using integrated regression-antlion algorithm. SILICON 13(11):3941–3951. https://doi.org/10.1007/s12633-020-00704-x
Deaquino-Lara R et al (2014) Structural characterization of aluminium alloy 7075-graphite composites fabricated by mechanical alloying and hot extrusion. Mater Des 53:1104–1111. https://doi.org/10.1016/j.matdes.2013.08.005
Rajan TPD, Pillai RM, Pai BC, Satyanarayana KG, Rohatgi PK (2007) Fabrication and characterization of Al-7Si-0.35Mg/fly ash metal matrix composites processed by different stir casting routes. Compos Sci Technol 67(15–16):3369–3377. https://doi.org/10.1016/j.compscitech.2007.03.028
Rao RG, Ghosh M, Ganguly RI, Bose SC, Sahoo KL (2020) Mechanical properties and age hardening response of Al6061 alloy based composites reinforced with fly ash. Mater Sci Eng A 772:138823. https://doi.org/10.1016/j.msea.2019.138823
Chen C, Guo L, Luo J, Hao J, Guo Z, Volinsky AA (2015) Aluminium powder size and microstructure effects on properties of boron nitride reinforced aluminium matrix composites fabricated by semi-solid powder metallurgy. Mater Sci Eng A 646:306–314. https://doi.org/10.1016/j.msea.2015.08.081
Abdizadeh H, Baghchesara MA (2013) Investigation on mechanical properties and fracture behavior of A356 aluminium alloy based ZrO2 particle reinforced metal-matrix composites. Ceram Int 39(2):2045–2050. https://doi.org/10.1016/j.ceramint.2012.08.057
Hemanth J (2009) Development and property evaluation of aluminium alloy reinforced with nano-ZrO2 metal matrix composites (NMMCs). Mater Sci Eng A 507(1–2):110–113. https://doi.org/10.1016/j.msea.2008.11.039
Liu Q et al (2021) Reinforcement with intragranular dispersion of carbon nanotubes in aluminium matrix composites. Compos B 217:108915. https://doi.org/10.1016/j.compositesb.2021.108915
Srinivas V, Jayaraj A, Venkataramana VSN, Avinash T, Dhanyakanth P (2020) Effect of ultrasonic stir casting technique on mechanical and tribological properties of aluminium–multi-walled carbon nanotube nanocomposites. J Bio- Tribo-Corrosion 6(2):1–10. https://doi.org/10.1007/s40735-020-0331-8
Daoud A (2005) Microstructure and tensile properties of 2014 Al alloy reinforced with continuous carbon fibers manufactured by gas pressure infiltration. Mater Sci Eng A 391(1–2):114–120. https://doi.org/10.1016/j.msea.2004.08.075
Huang SJ, Peng WY, Visic B, Zak A (2018) Al alloy metal matrix composites reinforced by WS2 inorganic nanomaterials. Mater Sci Eng A 709:290–300. https://doi.org/10.1016/j.msea.2017.10.041
Joseph JSD, Kumaragurubaran B, Sathish S (2019) Effect of MoS2 on the wear behavior of aluminium (AlMg0.5Si) composite. SILICON. https://doi.org/10.1007/s12633-019-00238-x
Velavan K, Palanikumar K, Natarajan E, Lim WH (2021) Implications on the influence of mica on the mechanical properties of cast hybrid (Al+10%B4C+Mica) metal matrix composite. J Mater Res Technol 10:99–109. https://doi.org/10.1016/j.jmrt.2020.12.004
Feng YC, Geng L, Zheng PQ, Zheng ZZ, Wang GS (2008) Fabrication and characteristic of Al-based hybrid composite reinforced with tungsten oxide particle and aluminium borate whisker by squeeze casting. Mater Des 29(10):2023–2026. https://doi.org/10.1016/j.matdes.2008.04.006
Prakash S, Sasikumar R, Natarajan E (2018) Superior material properties of hybrid filler-reinforced aluminium MMC through double-layer feeding technique adopted in bottom tapping stir casting. High Temp Mater Process 22(4):249–258. https://doi.org/10.1615/HighTempMatProc.2018028877
Reddy PV, Kumar GS, Krishnudu DM, Rao HR (2020) Mechanical and wear performances of aluminium-based metal matrix composites: a review. J Bio- Tribo-Corrosion 6(3):1–16. https://doi.org/10.1007/s40735-020-00379-2
Dayanand S, Babu S, Virupaxi B, Madeva A, Udaya NM, Bharath R (2021) Evaluation of wear properties of heat—treated Al–AlB 2 in-situ metal matrix composites. J Bio- Tribo-Corrosion 7(2):1–11. https://doi.org/10.1007/s40735-021-00476-w
Manjunath R, Kumar D, Kumar A (2021) A review on the significance of hybrid particulate reinforcements on the mechanical and tribological properties of stir—cast aluminium metal matrix composites. J Bio- Tribo-Corrosion 7(3):1–11. https://doi.org/10.1007/s40735-021-00558-9
Stanley N, Vinod EB, Satya H (2021) Corrosion behaviour of bamboo leaf ash—reinforced nickel surface—deposited aluminium metal matrix composites. J Bio- Tribo-Corrosion 7(2):1–7. https://doi.org/10.1007/s40735-021-00510-x
Alizadeh A, Khayami A, Karamouz M, Hajizamani M (2021) Mechanical properties and wear behavior of Al5083 matrix composites reinforced with high amounts of SiC particles fabricated by combined stir casting and squeeze casting; a comparative study. Ceram Int. https://doi.org/10.1016/j.ceramint.2021.09.093
Korpe NO, Ozkan E, Tasci U (2017) Production of aluminium–fly ash particulate composite by powder metallurgy technique using boric acid as a foaming agent. Adv Mater Process Technol 3(1):145–154. https://doi.org/10.1080/2374068X.2016.1254004
Afkham Y, Azari R, Rahimpour S (2017) Enhanced mechanical properties of in situ aluminium matrix composites reinforced by alumina nanoparticles. Arch Civ Mech Eng 18(1):215–226. https://doi.org/10.1016/j.acme.2017.06.011
Shalaby EAM, Churyumov A, Abou El-Khairb M, Daoud A (2018) Thermal conductivity and wear resistance of A359/(SiC + Si3N4) hybrid composites prepared by squeeze casting. Refract Ind Ceram 59(2):199–206. https://doi.org/10.1007/s11148-018-0206-4
Surappa MK (1997) Microstructure evolution during solidification of DRMMCs (discontinuously reinforced metal matrix composites): state of art. J Mater Process Technol 63(1–3):325–333. https://doi.org/10.1016/S0924-0136(96)02643-X
Arulraj M, Palani PK (2018) Parametric optimization for improving impact strength of squeeze cast of hybrid metal matrix (LM24–SiCp–coconut shell ash) composite. J Braz Soc Mech Sci Eng 40(1):1–10. https://doi.org/10.1007/s40430-017-0925-3
Balaji VS, Kumaran S (2013) Synthesis and characterization of Ti/(TiB + TiC) hybrid in-situ composites by spark plasma sintering. Trans Indian Inst Met 66(4):339–341. https://doi.org/10.1007/s12666-013-0266-6
Chandrakanth RG, Rajkumar K, Aravindan S (2010) Fabrication of copper-TiC-graphite hybrid metal matrix composites through microwave processing. Int J Adv Manuf Technol 48(5–8):645–653. https://doi.org/10.1007/s00170-009-2474-0
Hashim J, Looney L, Hashmi MSJ (1999) Metal matrix composites: production by the stir casting method. J Mater Process Technol 92–93:1–7. https://doi.org/10.1016/S0924-0136(99)00118-1
Zhang H, Geng L, Guan L, Huang L (2010) Effects of SiC particle pretreatment and stirring parameters on the microstructure and mechanical properties of SiCp/Al–6. 8Mg composites fabricated by semi-solid stirring technique. Mater Sci Eng A 528(1):513–518. https://doi.org/10.1016/j.msea.2010.09.046
Akbari MK, Baharvandi HR, Mirzaee O (2013) Nano-sized aluminium oxide reinforced commercial casting A356 alloy matrix: evaluation of hardness, wear-resistance and compressive strength focusing on particle distribution in the aluminium matrix. Compos B 52:262–268. https://doi.org/10.1016/j.compositesb.2013.04.038
Ahamad N, Mohammad A, Rinawa ML (2021) Correlation of structural and mechanical properties for Al-Al2O3–SiC hybrid metal matrix composites. J Compos Mater. https://doi.org/10.1177/00219983211011537
Tirth V (2018) Dry sliding wear behavior of 2218 Al-Alloy-Al2O3(TiO2) hybrid composites. J Tribol 140:1–9. https://doi.org/10.1115/1.4037697
Manikandan R, Arjunan TV, Akhil AR (2020) Studies on microstructural characteristics, mechanical and tribological behaviors of boron carbide and cow dung ash reinforced aluminium (Al 7075) hybrid metal matrix composite. Compos B 183:107668. https://doi.org/10.1016/j.compositesb.2019.107668
Suresh S, Gowd GH, Kumar MLSD (2019) Mechanical and wear behavior of Al 7075/Al2O3/SiC/mg metal matrix nanocomposite by liquid state process. Adv Compos Hybrid Mater. https://doi.org/10.1007/s42114-019-00101-y
Kumar TS, Subramanian R, Shalini S, Angelo PC (2015) Microstructure, mechanical properties and corrosion behavior of Al-Si–Mg alloy matrix/zircon and alumina hybrid composite. Forsch Im Ingenieurwesen/Eng Res 79(3–4):123–130. https://doi.org/10.1007/s10010-016-0198-5
Kumar S, Panwar RS, Pandey OP (2013) Effect of dual reinforced ceramic particles on high-temperature tribological properties of aluminium composites. Ceram Int 39(6):6333–6342. https://doi.org/10.1016/j.ceramint.2013.01.059
Mummoorthi D, Rajkumar M, Ganesh Kumar S (2019) Advancement and characterization of Al-Mg-Si alloy using reinforcing materials of Fe2O3 and B4C composite produced by stir casting method. J Mech Sci Technol 33(7):3213–3222. https://doi.org/10.1007/s12206-019-0616-3
Chinnamahammad Bhasha A, Balamurugan K (2019) Fabrication and property evaluation of Al 6061 + x% (RHA + TiC) hybrid metal matrix composite. SN Appl Sci. https://doi.org/10.1007/s42452-019-1016-0
De Souza Rodrigues C, Ghavami K, Stroeven P (2010) Rice husk ash as a supplementary raw material for the production of cellulose-cement composites with improved performance. Waste Biomass Valoriz 1(2):241–249. https://doi.org/10.1007/s12649-010-9017-7
Gowrishankar TP, Manjunatha LH, Sangmesh B (2019) Mechanical and wear behavior of Al6061 reinforced with Graphite and TiC Hybrid MMC’s. Mater Res Innov 00(00):1–7. https://doi.org/10.1080/14328917.2019.1628497
Jojith R, Radhika N (2018) Mechanical and tribological properties of LM13/TiO2/MoS2 hybrid metal matrix composite synthesized by stir casting. Part Sci Technol. https://doi.org/10.1080/02726351.2017.1407381
Sharma S et al (2021) Investigation on mechanical, tribological and microstructural properties ofAl-Mg-Si-T6/SiC/muscovite-hybrid metal-matrix composites for high strength applications. J Mater Res Technol 12:1564–1581. https://doi.org/10.1016/j.jmrt.2021.03.095
Varol T, Canakci A (2013) Effect of particle size and the ratio of B4C reinforcement on properties and morphology of nanocrystalline Al2024-B4C composite powders. Powder Technol 246:462–472. https://doi.org/10.1016/j.powtec.2013.05.048
Arivukkarasan S, Dhanalakshmi V, Stalin B, Ravichandran M (2018) Mechanical and tribological behavior of tungsten carbide reinforced aluminium LM4 matrix composites. Part Sci Technol 36(8):967–973. https://doi.org/10.1080/02726351.2017.1331285
Sharma P, Paliwal K, Dabra V, Sharma S, Singh G (2018) Influence of silicon carbide/graphite addition on properties of AA6082 reinforced composites. Aust J Mech Eng 00(00):1–9. https://doi.org/10.1080/14484846.2018.1505995
Baradeswaran A, Vettivel SC, Elaya Perumal A, Selvakumar N, Franklin Issac R (2014) Experimental investigation on mechanical behavior, modeling, and optimization of wear parameters of B4C and graphite reinforced aluminium hybrid composites. Mater Des 63:620–632. https://doi.org/10.1016/j.matdes.2014.06.054
Singh G, Goyal S (2016) Microstructure and mechanical behavior of AA6082-T6/SiC/B4 C-based aluminium hybrid composites. Part Sci Technol. https://doi.org/10.1080/02726351.2016.1227410
Shirvanimoghaddam K et al (2016) Effect of B4C, TiB2 and ZrSiO4 ceramic particles on mechanical properties of aluminium matrix composites: experimental investigation and predictive modeling. Ceram Int 42(5):6206–6220. https://doi.org/10.1016/j.ceramint.2015.12.181
Murugan SS, Jegan V, Velmurugan M (2018) Mechanical properties of SiC, Al2O3 reinforced aluminium 6061–T6 hybrid matrix composite. J Inst Eng Ser D 99(1):71–77. https://doi.org/10.1007/s40033-017-0142-3
Alaneme KK, Akintunde IB, Olubambi PA, Adewale TM (2013) Fabrication characteristics and mechanical behavior of rice husk ash—alumina reinforced Al–Mg–Si alloy matrix hybrid composites. J Mater Res Technol 2(1):60–67. https://doi.org/10.1016/j.jmrt.2013.03.012
Premnath AA, Alwarsamy T, Rajmohan T, Prabhu R (2014) The influence of alumina on mechanical and tribological characteristics of graphite particle reinforced hybrid Al-MMC. J Mech Sci Technol 28(11):4737–4744. https://doi.org/10.1007/s12206-014-1040-3
Imran M, Khan ARA, Megeri S, Sadik S (2016) Study of hardness and tensile strength of aluminium-7075 percentage varying reinforced with graphite and bagasse-ash composites. Resour Technol 2(2):81–88. https://doi.org/10.1016/j.reffit.2016.06.007
Rama U, Srinivasa P, Gopi M (2018) Mechanical behavior of fly ash/SiC particles reinforced Al-Zn alloy-based metal matrix composites fabricated by stir casting method. Integr Med Res. https://doi.org/10.1016/j.jmrt.2018.06.003
Ambigai R, Prabhu S (2017) Optimization of friction and wear behavior of Al–Si3N4 nanocomposite and Al–Gr–Si3N4 hybrid composite under dry sliding conditions. Trans Nonferrous Met Soc China 27(5):986–997. https://doi.org/10.1016/S1003-6326(17)60116-X
Kumar M, Murugan AM (2017) Tribological characterization of Al6061/alumina/graphite/red mud hybrid composite for brake rotor application Tribological characterization of Al6061/alumina/graphite/red mud hybrid composite for brake rotor application. Part Sci Technol. https://doi.org/10.1080/02726351.2017.1367747
Reddy AP, Krishna PV (2019) Two-body abrasive wear behavior of AA6061–2SiC-2Gr hybrid nanocomposite fabricated through ultrasonically assisted stir casting. J Compos Mater. https://doi.org/10.1177/0021998318822723
Baradeswaran A, Elaya Perumal A (2014) Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid composites. Compos B 56:464–471. https://doi.org/10.1016/j.compositesb.2013.08.013
Sharma P, Sharma S, Khanduja D (2017) Production and characterization of AA6082-(Si3N4 + Gr) stir cast hybrid composites. Part Sci Technol 35(2):158–165. https://doi.org/10.1080/02726351.2016.1143066
Sharma P, Paliwal K, Garg RK, Sharma S, Khanduja D (2017) A study on wear behavior of Al/6101/graphite composites. J Asian Ceram Soc 5(1):42–48. https://doi.org/10.1016/j.jascer.2016.12.007
Uyyuru RK, Surappa MK, Brusethaug S (2006) Effect of reinforcement volume fraction and size distribution on the tribological behavior of Al-composite/brake pad tribo-couple. Wear 260(11–12):1248–1255. https://doi.org/10.1016/j.wear.2005.08.011
Deaquino-Lara R, Soltani N, Bahrami A, Gutiérrez-Castañeda E, García-Sánchez E, Hernandez-Rodríguez MAL (2015) Tribological characterization of Al7075-graphite composites fabricated by mechanical alloying and hot extrusion. Mater Des 67:224–231. https://doi.org/10.1016/j.matdes.2014.11.045
Poria S, Sahoo P, Sutradhar G (2016) Tribological characterization of stir-cast aluminium-TiB2 metal matrix composites. SILICON 8(4):591–599. https://doi.org/10.1007/s12633-016-9437-5
Kaushik NC, Rao RN (2016) The effect of wear parameters and heat treatment on two-body abrasive wear of Al–SiC–Gr hybrid composites. Tribol Int 96:184–190. https://doi.org/10.1016/j.triboint.2015.12.045
Siddesh Kumar NG, Ram Prabhu T, Shiva Shankar GS, Basavarajappa S (2016) Dry sliding wear properties of unhybrid and hybrid Al alloy based nanocomposites. Tribol Mater Surf Interfaces 10(3):138–149. https://doi.org/10.1080/17515831.2016.1247132
Radhika N, Subramanian R (2013) Effect of reinforcement on wear behavior of aluminium hybrid composites. Tribol Mater Surf Interfaces 7(1):36–41. https://doi.org/10.1179/1751584X13Y.0000000025
Aziz MA, Mahmoud TS (2006) Heat treatment and wear characteristics of Al2 O3 and TiC particulate reinforced AA6063 Al alloy hybrid composites. J Tribol 128:891–894. https://doi.org/10.1115/1.2345416
Krishna UBG, Vasudeva B, Auradi V, Nagaral M (2021) Effect of percentage variation on wear behaviour of tungsten carbide and cobalt reinforced Al7075 matrix composites synthesized by melt stirring method. J Bio- Tribo-Corrosion 7(3):1–8. https://doi.org/10.1007/s40735-021-00528-1
Basavarajappa S, Chandramohan G, Mahadevan A, Thangavelu M, Subramanian R, Gopalakrishnan P (2007) Influence of sliding speed on the dry sliding wear behavior and the subsurface deformation on hybrid metal matrix composite. Wear 262(7–8):1007–1012. https://doi.org/10.1016/j.wear.2006.10.016
Basavarajappa S, Chandramohan G, Paulo Davim J (2007) Application of Taguchi techniques to study dry sliding wear behavior of metal matrix composites. Mater Des 28(4):1393–1398. https://doi.org/10.1016/j.matdes.2006.01.006
Prasat SV, Subramanian R, Radhika N, Anandavel B (2011) Dry sliding wear and friction studies on AlSi10Mg—fly ash—graphite hybrid metal matrix composites using Taguchi method. Tribol - Mater Surf Interfaces 5(2):2–11. https://doi.org/10.1179/1751584X11Y.0000000009
Singh S, Garg M, Batra NK (2015) Analysis of dry sliding behavior of Al2 O3/B4 C/gr aluminium alloy metal matrix hybrid composite using taguchi methodology. Tribol Trans 58:37–41. https://doi.org/10.1080/10402004.2015.1015757
Yadav BN, Verma G, Muchhala D, Kumar R, Mondal DP (2018) Effect of MWCNTs addition on the wear and compressive deformation behavior of LM13-SiC-MWCNTs hybrid composites. Tribol Int 128:21–33. https://doi.org/10.1016/j.triboint.2018.07.013
Alaneme KK, Sanusi KO (2015) Microstructural characteristics, mechanical and wear behavior of aluminium matrix hybrid composites reinforced with alumina, rice husk ash, and graphite. Eng Sci Technol Int J 18(3):416–422. https://doi.org/10.1016/j.jestch.2015.02.003
Show BK, Mondal DK, Maity J (2014) Dry sliding wear behavior of aluminium-based metal matrix composites with single (Al2O3) and hybrid (Al2O3 + SiC) reinforcements. Metallogr Microstruct Anal 3(1):11–29. https://doi.org/10.1007/s13632-013-0113-5
Manivannan I, Ranganathan S, Gopalakannan S, Suresh S (2018) Mechanical properties and tribological behavior of Al6061–SiC–Gr self-lubricating hybrid nanocomposites. Trans Indian Inst Met. https://doi.org/10.1007/s12666-018-1321-0
Zhou MY et al (2020) Progress in research on hybrid metal matrix composites. J Alloys Compd. https://doi.org/10.1016/j.jallcom.2020.155274
Ahamad N, Mohammad A, Sadasivuni KK, Gupta P (2021) Wear, optimization and surface analysis of Al-Al2O3-TiO2 hybrid metal matrix composites. Proc Inst Mech Eng J 235(1):93–102. https://doi.org/10.1177/1350650120970432
Palanikumar K, Eaben Rajkumar S, Pitchandi K (2019) Influence of primary B4C particles and secondary mica particles on the wear performance of Al6061/B4C/mica hybrid composites. J Bio Tribo Corrosion 5(3):1–12. https://doi.org/10.1007/s40735-019-0267-z
Elango G, Raghunath BK, Palanikumar K, Thamizhmaran K (2014) Sliding wear of LM25 aluminium alloy with 7.5% SiC+2.5% TiO2 and 2.5% SiC+7.5% TiO2 hybrid composites. J Compos Mater 48(18):2227–2236. https://doi.org/10.1177/0021998313496592
Sanaty-Zadeh A (2012) Comparison between current models for the strength of particulate-reinforced metal matrix nanocomposites with emphasis on consideration of Hall-Petch effect. Mater Sci Eng A 531:112–118. https://doi.org/10.1016/j.msea.2011.10.043
Reddy AP, Krishna PV, Rao RN (2019) Strengthening and mechanical properties of SiC and graphite reinforced Al6061 hybrid nanocomposites processed through ultrasonically assisted casting technique. Trans Indian Inst Met 72(9):2533–2546. https://doi.org/10.1007/s12666-019-01723-y
Krishna NN, Sivaprasad K, Susila P (2014) Strengthening contributions in ultra-high-strength cryorolled Al-4%Cu-3%TiB2 in situ composite. Trans Nonferrous Met Soc China 24(3):641–647. https://doi.org/10.1016/S1003-6326(14)63106-X
Zhang Z, Chen DL (2006) Consideration of orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: a model for predicting their yield strength. Scr Mater 54:1321–1326. https://doi.org/10.1016/j.scriptamat.2005.12.017
Akbarpour MR, Torknik FS, Manafi SA (2017) Enhanced compressive strength of nanostructured aluminium reinforced with SiC nanoparticles and investigation of strengthening mechanisms and fracture behavior. J Mater Eng Perform. https://doi.org/10.1007/s11665-017-2871-8
Li Q et al (2018) Fabrication, microstructure refinement and strengthening mechanisms of nanosized SiCP/Al composites assisted ultrasonic vibration. Mater Sci Eng A. https://doi.org/10.1016/j.msea.2018.08.060
Wang M et al (2014) Mechanical properties of in-situ TiB2/A356 composites. Mater Sci Eng A 590:246–254. https://doi.org/10.1016/j.msea.2013.10.021
Sajjadi SA, Ezatpour HR, Torabi Parizi M (2012) Comparison of microstructure and mechanical properties of A356 aluminium alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater Des 34:106–111. https://doi.org/10.1016/j.matdes.2011.07.037
Guo B et al (2018) Ameliorated mechanical and thermal properties of SiC reinforced Al matrix composites through hybridizing carbon nanotubes. Mater Charact 136:272–280. https://doi.org/10.1016/j.matchar.2017.12.032
Gautam G, Kumar N, Mohan A, Gautam RK, Mohan S (2016) Strengthening mechanisms of (Al3Zrmp + ZrB2np)/AA5052 hybrid composites. J Compos Mater 50(29):4123–4133. https://doi.org/10.1177/0021998316631811
Ghazanlou SI, Eghbali B, Petrov R (2021) Microstructural evolution and strengthening mechanisms in Al7075/ graphene nano-plates/ carbon nano-tubes composite processed through accumulative roll bonding. Mater Sci Eng A 807:140877. https://doi.org/10.1016/j.msea.2021.140877
Raj R, Thakur DG (2019) Effect of particle size and volume fraction on the strengthening mechanisms of boron carbide reinforced aluminium metal matrix composites. Proc Inst Mech Eng C 233(4):1345–1356. https://doi.org/10.1177/0954406218771997
Chen F, Chen Z, Mao F, Wang T, Cao Z (2015) TiB 2 reinforced aluminium based in situ composites fabricated by stir casting. Mater Sci Eng A 625:357–368. https://doi.org/10.1016/j.msea.2014.12.033
Sahoo BP, Das D, Chaubey AK (2021) Strengthening mechanisms and modeling of mechanical properties of submicron-TiB2 particulate reinforced Al 7075 metal matrix composites. Mater Sci Eng A 825:141873. https://doi.org/10.1016/j.msea.2021.141873
Kumar N, Gautam G, Gautam RK, Mohan A, Mohan S (2017) A study on mechanical properties and strengthening mechanisms of AA5052/ZrB2 in situ composites. J Eng Mater Technol Trans ASME 139(1):1–8. https://doi.org/10.1115/1.4034692
Bembalge OB, Panigrahi SK (2018) Development and strengthening mechanisms of bulk ultrafine-grained AA6063/SiC composite sheets with varying reinforcement sizes ranging from nano to microdomain. J Alloys Compd 766:355–372. https://doi.org/10.1016/j.jallcom.2018.06.306
Nampoothiri J, Balasundar I, Raghu T, Ravi KR (2020) Structural and mechanical behavior of Al-4.4Cu/2TiB2 in-situ nanocomposites fabricated by post-in-situ reaction ultrasonic processing. Metall Mater Trans B 51(1):149–160. https://doi.org/10.1007/s11663-019-01713-x
Gupta R, Chaudhari GP, Daniel BSS (2018) Strengthening mechanisms in ultrasonically processed aluminium matrix composite with in-situ Al3Ti by salt addition. Compos B 140:27–34. https://doi.org/10.1016/j.compositesb.2017.12.005
Rao TB (2020) Microstructural; mechanical; and wear properties characterization and strengthen; mechanisms of Al7075/SiCnp composites processes; assisted stir-casting. Mater Sci Eng A 805:140553. https://doi.org/10.1016/j.msea.2020.140553
Sabry I, Ghafaar MA, Hamid A, Mourad I, Idrisi AH (2020) Stir casted SiC—Gr/Al6061 hybrid composite tribological and mechanical properties. SN Appl Sci. https://doi.org/10.1007/s42452-020-2713-4
Gowrishankar MC, Hiremath P, Shettar M, Sharma S (2020) Experimental validity on the casting characteristics of stir cast aluminium composites. Integr Med Res 9(3):3340–3347. https://doi.org/10.1016/j.jmrt.2020.01.028
Reddy TP (2020) Development and wear behavior investigation on aluminium-7075/B 4 C/fly ash metal matrix composites. Adv Compos Hybrid Mater. https://doi.org/10.1007/s42114-020-00145-5
Basavarajappa S, Chandramohan G, Mukund K, Ashwin M, Prabu M (2006) Dry sliding wear behavior of Al 2219/SiCp-Gr hybrid metal matrix composites. J Mater Eng Perform 15(6):668–674. https://doi.org/10.1361/105994906X150803
Kanayo K, Oluwatosin M, Awe AA (2016) Microstructure, mechanical and fracture properties of groundnut shell ash and silicon carbide dispersion strengthened aluminium matrix composites. J King Saud Univ. https://doi.org/10.1016/j.jksues.2016.01.001
Acknowledgements
Not applicable.
Funding
This investigation has no financial sources, according to the authors.
Author information
Authors and Affiliations
Contributions
JKR: Data collection, investigation, writing—original draft, resources. RM: Investigation, writing—review, and editing, resources. TBR: Investigation, writing—review, and editing, resources.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Ethical Approval
As an expert scientist, I submitted the work with full responsibility, following the proper ethical protocol, and there is no duplication, fraud, plagiarism, or worries regarding animal or human experiments.
Consent to Participate
We all agreed to take part in this research project of our own choice.
Consent for Publication
We have all agreed willingly to have this research study published in the Journal of Bio- and Tribo-Corrosion.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rao, J.K., Madhusudhan, R. & Rao, T.B. Recent Progress in Stir Cast Aluminum Matrix Hybrid Composites: Overview on Processing, Mechanical and Tribological Characteristics, and Strengthening Mechanisms. J Bio Tribo Corros 8, 74 (2022). https://doi.org/10.1007/s40735-022-00670-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-022-00670-4