
Abstract
This paper presents the comparative analysis of M-35 high-speed steel tool with the cryogenic and conventional heat treatment process. Phase transformation is an effective way to improve the tool material properties. The investigation observes the influence of the cryogenic process on roughness and tool wear of M35 single point cutting tool. It observed that for a cryogenic tool due to an increase in the hardness, the resistance of the work piece become low. Moreover, scanning and microscopy performed using a scanning electron microscope to analyses the variation in microstructure characteristics. The analysis of variance (ANOVA) technique has employed to investigate the highest contributing factor process parameters with experimental validation. The tool steel electrodes are carried out with heat treatment that gives the desired results. The treatment at a very low temperature at cryogenic state is carried out.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The increasing demand for higher productivity at an affordable cost has formulated for tool materials like cemented carbide, cermets, ceramics, and ultra-hard materials (CBN, PCBN, and PCD). High-speed steel serves this purpose hence widely preferred material for tools in the industry [1]. It has various applications such as, broaches, milling cutters, taps, drills where it has low cutting speed than carbide tools. Modern machining methods evolved for high accuracy of machining, lower surface roughness with increment in chip volume. Presently, hard machinability materials were machined with the regular manufacturing methods that are non-feasible due to greater tool wear and high machining time [2]. The increasing tool life for cutting tools is an important economic factor in the manufacturing industry. Conventional heat treatment is applied to tool steel and high-speed steel (HSS) for increasing the cutting tool life of drills and improving their properties [3]. After conventional heat treatment, the austenite phase is retained in the material’s microstructure [4]. This retained austenite has a very soft phase in the microstructure that hampers wear and fatigue life [5] while cryogenic treatment observed beneficial to reduce the residual stresses and improve fatigue life and wear behavior [6]. Cryogenic treatment becomes a supplementary process to the conventional heat treatment process [7]. Cryogenic treatment performed in two temperatures were used − 63 °C as shallow cryogenic temperature (SGT) and − 185 °C as deep cryogenic temperature (DCT) [8]. Because of this, the formation of carbide particles and their homogeneous distribution takes place to reduce the retained austenite. It observed that that 6.5% austenite retained in the conventional heat treatment. It was reported that the retained austenite reduces to 5.1% after SCT while 2.7% after DCT from 6.5% [9]. Due to this process, the capacity of wear resistance and hardness of HSS tools increases [10, 11]. Implementation of cryogenic treatment of tools for different materials and cutting tools has been increased significantly in recent years due to their additional properties like stress relieving and increasing tool life [12,13,14]. Das et al. [15] proposed the study of wear resistance of cryogenically treated with different soaking times (0–132 h) for steel [AISI D2]. It observed that for a soaking time of 36 h, the maximum wear resistance of cold-worked steel is reported. Huang, et al. found that wear resistance increases due to the homogeneous distribution of carbide particles that formed after cryogenic treatment [16]. It is found recorded that M2 HSS drills while drilling on carbon steel, shows 77% improvement in tool life and 126% improvement in wear resistance for deep cryogenic treatment [6]. In another study, the cryogenic treatment was done on En31 steel that has reported a decrease in wear by 75% for different working conditions [17]. Also, it is found that tool life is improved by 110% for cryogenic treatment which is better than TiN coatings [18]. In a study, it is reported that retained austenite along with the formation of eta-carbide/nano-scale carbides reflects in terms of increase in wear resistance. When cryo-soaked at − 185 °C for 4–48 h and soft tempered to 100 °C, several mechanical properties such as hardness, wear loss, residual stresses, precipitation of carbide, and homogeneous carbide distribution are studied by observing the microstructure of samples. The influence of these parameters on wear behavior is investigated to understand the wear mechanism. The cryo-treated specimens exhibited low wear and subsequent wear stabilization for higher cryo-soaking intervals [19]. Developed the crystal structure with improved adhesive, erosive wear, and corrosion resistance [20]. If the parts are treated up to − 84 °C, it is known as shallow cryogenic treatment and from − 84 °C up to − 196 °C, the process is called deep cryogenic treatment. Deep Subzero treatment is the stress-relieving technique for metals and alloys. The materials are exposed to low temperatures up to − 185 °C for a prolonged period leading to thermal equilibrium as well as equilibrium in phase concentration conditions. The specimens made up of M35 were treated to 1200 °C for hardening, triple tempered at 400 °C, cryo-soaked to − 185 °C for 4 to 48 h, and soft tempered (100 °C), and the wear behavior was investigated [21]. The different characterization techniques namely hardness, residual stresses, wear rates and SEM images were considered for investigation for finding out the cause of failure. It was observed that the amount of cryo-soaking time (4–48 h) governs the kinetics of carbide precipitation. Excessive accumulation of residual stresses at cryogenic temperature is the factor for cracking [22].
The present study reports the effect of cryogenic treatment on M35 HSS single point cutting tool for surface roughness and tool wear in turning of AISI 1018 work piece, as it preferred in industry and exhibits good machinability characteristics. The cryogenic treatment reduces the stresses as per the third law of thermodynamics as the material is subjected to very low temperature and achieves the equilibrium conditions and attains the minimum entropy.
2 Experimental Method
Experiments were performed on the Smarturn CNC lathe machine. It has a maximum turning length of 262 mm and a maximum turning diameter of 200 mm. M35 non-cryo and cryo tools used for the experiment. The work material is a low carbon steel (AISI 1018) of a bar (45 mm × 6 m). Design of experiment plans, design matrix with the desired level of parameters, and ANOVA analyses the influence of parameters on performance parameters with validation of experiment [23, 24]. After the experimentation, surface roughness and tool wear are measured, also SEM analysis has been performed. Finally, an empirical model was proposed and confirmation of the experiment was carried out.
2.1 Sample Preparation
Duly Conventional Heat-treated (CHT) HSS M35 steel tool was selected for experimentation. HSS M35 tool steel contains molybdenum (Mo) as a primary alloying element. Table 1 shows the chemical composition of M35 tool steel.
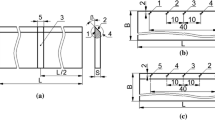
Tool bits of grades conventionally heat-treated (CHT) HSS M35 steel tool was procured from Miranda Tools, Ankleshwar, Gujarat, (India). All tool bits have standard size ½″ × ½″ × 4″ [12.7 mm × 12.7 mm × 101.6 mm]. Pilot experiments were conducted with non-cryo tools (Fig. 1a) and cryo tools (Fig. 1b). As tool bits were procured referring to the standard grades, the heat treatment and the chemical compositions were maintained during the manufacturing stages. The cutting tools used in the machining tests are: These tool bits were subjected to grinding operations for providing the standard single-point tool signature for turning operation. The dimensions of tool geometry provided to the specimen are, back rake angle: 10°, side rake angle: 10°, end relief angle: 10°, side relief angle: 5°, end cutting-edge angle: 8°, side cutting-edge angle: 0°, nose radius: 0.5 mm.

a Non-cryo, b cryo tool and c work piece for experimentation
Commonly used work piece material in turning is the steel from the revised literature, having low or medium carbon content due to its abundance. However, it was decided to select a work piece of low carbon steel material corresponding to AISI 1018. From the available diameter of bar 45 mm × 6 m AISI 1018, the specimens for machining of original diameter of 45 mm and length of 260 mm are prepared on the power hacksaw machine as shown in Fig. 1c.
2.2 Cryogenic Tool Preparation
Table 2 shows the process parameters for cryogenic treatment. Soaking time has varied for each factor of given tool steel.
An additional fourth factor in the case of cryogenically treated tools is soft tempering temperature of 100 °C and soft tempering time of 1 h. By selecting the said values of cryogenic temperature, soaking time, cutting speed, feed, and depth of cut, trials had been conducted using non-cryo tools as well as cryo-treated tools. The complete setup for cryogenic treatment tools has been depicted in Fig. 2. A treatment of cryogenic is performed at − 185 °C with a soaking time in the steps of 8 h, 12 h, 14 h, and 16 h were adopted. It allows a phase transformation followed by tempering at 100 °C. The internal stresses creep in due to the transformation of retained austenite as a result of cryogenic treatment that induces brittleness and volumetric expansion. The brittleness is alleviated to relieve internal stresses and fine carbide specimens are tempered. All the cryo-treated tools were invariably subjected to soft tempering in the muffle furnace (having specifications 3 kW, 230 V AC, 600 ± 5 °C) at 100 °C for 1 h to relieve the cooling stresses. Specimens were cooled at the rate of 20C/min until they reach the final soaking temperature of − 185 °C. Thereafter, the cycle is reversed and the temperature is allowed to ramp up at the rate of 2 °C /min to room temperature.

Schematic diagram for cryogenic process
2.3 Design of Experiments (DOE)
The experiments were designed using the mixed factorial design of the experiment (DOE). DOE has become a useful method for obtaining high-reliability search results, especially because it saves a lot of time and material costs [25, 26].
Table 3 depicted the levels assigned to various factors. The cutting speed, feed, and depth of cut chosen as process parameters for non-cryo tools. Whereas, the soaking time has been considered the fourth process parameter for cryo tools. The individual values of these factors to be assigned at each level are, in general, equispaced. The ratio between the consecutive values of cutting speed has been kept as 1.06 as per ISO: 3685-1993 [27]. The values selected for feed and depth of cut are based on the grades of the material. The ratio of feed to the depth of cut is kept as 4 as per ISO: 3685-1993 [27]. The surface roughness is an indication of close-spaced irregularities present on surface texture [28] and interpreted in microns (µm) and denoted by Ra. If this value drops, the surface becomes smooth, and if it increases it means that the surface is rough. The surface roughness (Ra) value is measured using the surftest sj-210 machine. Toolmakers microscope with magnification × 30 has been used to measure the tool wear (Tw).
3 Results and Discussion
3.1 Analysis of Non-cryo HSS M35 Tools
Analysis of non-cryo HSS M35 tools by using Minitab 17 software empirical models are developed with the data obtained by experimentation with non-cryo- tools. For furnished result, experiment has been performed thrice and average values are calculated. Analysis of variance (ANOVA) formulated for identifying significant factors. The results of performance parameters Tw and Ra, obtained for eight experiments along with the design matrix are summarized in Table 4.
The results of the quadratic model for Tool wear in the form of ANOVA given in Table 5. The fit summary recommended that the quadratic model is statistically significant for the analysis of tool wear. The values of R2 and adjusted R2 are over 95%. This means the regression model focuses on the relationship between process parameters and performance parameters. When the associated P-value for the model is lower than 0.05, indicates that the model is considered to be statistically significant. It generates the equation that describes the relationship between performance and predictor parameters called regression. The effects of various process parameters on the surface roughness (Ra) are analyzed based on Eqs. (1) and (2).
Cutting speed has a considerable influence on tool temperature. The feed has a little effect on temperature because a greater area of the tool is used which will dissipate additional heat. Figure 3 shows the normal probability plot of the residuals for (a) Tw and (b) Ra. It is noticed that the residuals are falling on a straight line, which means that errors are normally distributed.

Normal probability plot tool M35 non-cryo a tool wear b surface roughness
Figure 4a shows the microstructure image of non-cryogenically treated H.S.S and M35 material with × 10,000 magnification. It can be seen the elongated carbides and not abnormal distribution with large carbide size. Figure 4b shows the exact structure of tool wear (0.05405 mm). It can be concluded that tool wear is uneven and affects the tool life.

CHT AISI M35 HSS (Non-Cryo) a SEM image b optical view of tool wear (Flank)
3.2 Analysis of Cryo-Treated HSS M35 Tool
The results obtained from the design of experiments were analyzed using ANOVA to find the significance of each input factor on the measures of process performances. The sixteen experiments were conducted in a triplicate manner and the average values of Tw and Ra along with the design matrix were tabulated in Table 6.
ANOVA models are formulated in Table 7. The results of factor responses are considered by using ‘lower the better’ expectation. ANOVA results show that the confidence level for the Cryo M35 tool is more than 95% [for Tw—99.51%, Ra—99.30%]. P-value represents that Soaking time, cutting speed; feed, and depth of cut are parameters that have a significant contribution. F value demonstrates that the significant parameters are having greatest value, 1342.87, and 606.88 for Tw and Ra. The mathematical relationship was thus obtained for analyzing the influences of the dominant process parameters on performance parameters. Equations (3) and (4) show the regression equation for this model (Cryo M35).
A straight line in a normal probability plot indicates that data does fit a normal probability distribution. Figure 5a and b illustrate that residuals follow an approximately straight line in a normal probability plot for tool wear and surface roughness.

Normal probability plot tool M35 cryo a tool wear, Tw b surface roughness, Ra
Figure 6 shows a microstructure image of Cryogenically Treated H.S.S. M35 material with soaking time 8, 12, 14, and 16 h with × 10,000 Magnification. Most uniformly distributed spherical-shaped carbides are observed in the microstructure of the cryo-treated tool. Little Spherical shaped carbide is seen attached to some irregularly shaped carbide. The carbide size seems to increase at and above 12 h soaking temperature. It has been observed that a homogeneous distribution of carbides due to secondary carbide precipitation. Therefore, the hardness and wear resistance of M35 HSS tools improve significantly. When the specimens were cooled at − 185 °C and tempering at about 100 °C is done, the optimum wear resistance is observed. It is supposed that a large amount of retained austenite is transformed into martensite during cryogenic treatment. Due to the dispersion strengthening mechanism as a result of the formation of fine precipitates of carbides and their uniform distribution in martensite matrix the wear resistance of deeply cryo-treated cutting tool had increased. Figure 7 clearly shows that wear of tool subjected to cryo-treatment with soaking period of 16 h has been seen comparatively less than untreated form as well as 14 and 8 h cryo- treated. However, cry-treated samples for 14 h and 8 h have almost the same volume fraction of retained austenite being transformed as the 16 h treated sample. Nevertheless, the wear resistance of later was superior to the former. It should be inferred that the precipitation of the carbides resulted from the cryogenic treatment is responsible for the improvement of wear resistance. However, the non-cryo-treated single point tool has more tool wear observed.

SEM of Cryo treated M35 a 8 h b 12 h c 14 h d 16 h

Observed tool wear with soaking period a 16 h (Tw 0.07475 mm) b 14 h (Tw 0.069025 mm) c 12 h (Tw 0.061575 mm) d 8 h (Tw 0.05405 mm)
3.3 Validation
Figure 8 depicts the comparison of predicted and experimental performance parameters. Predicted values are calculated by ANOVA-generated regression equations. The reading obtained by machining is in good agreement with the predicted and actual parameters. The genuine results predicted values and calculated percentage error of verification experiments conducted with the process parameters for different responses individually that the prediction error is about less than 5%. It has been discovered from validation experiments that there is a minor percentage error between the predicted and experimental values therefore, the model can be validated.

Validation with experimental and predicted values a and b M35 Non-Cryo, c and d M35 Cryo
4 Conclusions
It can be concluded that the cryogenic treatment is found to have a significant influence on the formation of martensite from retained austenite that provides a homogeneous distribution of carbides due to secondary carbide precipitation. Hence, wear-resistance and hardness for M35 HSS tools improve significantly. M35 cryo-treated tool steel shows a reduction in the tool wear as compared with M35Non-cryo treated tools. Overall, the cryogenic treatment shows a favorable influence on the performance of tools. The proposed treatment would be a suitable alternative that enhances productivity however further optimization of various parameters of the thermal cycle may give better results. M35 cryo-treated tool steel shows a reduction in the tool wear and improvement in surface roughness as compared with M35 non-cryo treated tools. The significant levels of process parameters can be identified for further optimization.
References
SreeramaReddy TV, Sornakumar T, VenkataramaReddy M, Venkatram R (2009) Machinability of C45 steel with deepcryogenic treated tungsten carbide cutting tool inserts. Int J Refract Metal Hard Mater 27:181–185
Khan AA, Ahmed MI (2008) Improving tool life using cryogenic cooling. J Mater Process Technol 196:149–154
Gill SS, Rupinder Singh R, Singh H, Singh J (2009) Wear behaviour of cryogenically treated tungsten carbide inserts under dry and wet turning conditions. Int J Mach Tools Manuf 49:256–260
Silva FJ, Franco SD, Machado AR, Ezugwu EO, Souza AMJ (2006) Performance of cryogenically treated HSS tools. Wear 261:674–685
Preciado M, Bravo PM, Alegre JM (2006) Effect of low temperature tempering prior cryogenic treatment on carburized steels. J Mater Process Technol 176:41–44
Firouzdor V, Nejati E, Khomamizadeh F (2008) Effect of deep cryogenic treatment on wear resistance and tool life of M2 HSS drill. J Mater Process Technol 206:467–472
Das D, Dutta AK, Ray KK (2010) Sub-zero treatments of AISI D2 steel: part I. Microstructure and hardness. Mater Sci Eng A 527:2182–2193
Akhbarizadeh A, Shafyei A, Golozar MA (2009) Effects of cryogenic treatment on wear behavior of D6 tool steel. Mater Des 30:3259–3264
Meng F, Tagashira K, Azuma R, Sohma H (1994) Role of eta-carbide precipitations in the wear resistance improvements of Fe– 12Cr–Mo–V-14C tool steel by cryogenic treatment. ISIJ Int 34:205–210
Molinari A, Pellizzari M, Gialanella S, Straffelini G, Stiasny KH (2001) Effect of deep cryogenic treatment on the mechanical properties of tool steels. J Mater Process Technol 118:350–355
Bensely A, Prabhakaran A, Mohan Lal D, Nagarajan G (2006) Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 45:747–754
Yong AYL, Seah KHW, Rahman M (2006) Performance evaluation of cryogenically treated tungsten carbide tools in turning. Int J Mach Tools Manuf 46:2051–2056
Zhirafar S, Rezaeian A, Pugha M (2007) Effect of cryogenic treatment on the mechanical properties of 4340 steel. J Mater Process Technol 186:298–303
Darwin JD, Lal DM, Nagarajan D (2008) Optimization of cryogenic treatment to maximize the wear resistance of 18% Cr martensitic stainless steel by Taguchi method. J Mater Process Technol 195:241–247
Das D, Dutta AK, Ray KK (2009) Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel. Cryogenics 49:176–184
Huang JY, Zhu TY, Liao XZ, Beyerlein IJ, Bourke MA, Mitchell TE (2003) Microstructure of cryogenic treated M2 tool steel. Mater Sci Eng A 339:241–244
Vimal AJ, Bensely A, Lal DM, Srinivasan K (2008) Deep cryogenic treatment improves wear resistance of en 31 steel. Mater Manuf Process 23:369–376
Muthuraja A, Naik S, Rajak DK, Pruncu CI (2019) Experimental investigation on chromium-diamond like carbon (Cr-DLC) coating through plasma enhanced chemical vapour deposition (PECVD) on the nozzle needle surface. Diam Relat Mater 100:107588
Dhokey NB, Dandawate JV (2012) Study of wear stabilization in cryo processed cobalt–based high speed steel. Trans Indian Inst Met 65(4):405–412
Tated RG, Kajale SR, Kumar I (2006) Improvement in tool life of cutting tool by application of deep cryogenic treatment. In: 7th International tooling conference held at Politecnico di Torino, Itlay, pp 135–141
Rajak DK, Pagar DD, Kumar R, Pruncu CI (2019) Recent progress of reinforcement materials: a comprehensive overview of composite materials. J Mater Res Technol. https://doi.org/10.1016/j.jmrt.2019.09.068
Rajak DK, Wagh PH, Menezes PL et al (2020) Critical overview of coatings technology for metal matrix composites. J Bio Tribo Corros 6:12. https://doi.org/10.1007/s40735-019-0305-x
Prabakaran V (2018) Correction to: wear mechanism and tool performance of TiAlN coated during machining of AISI410 steel. J Bio Tribo Corros 4:67. https://doi.org/10.1007/s40735-018-0184-6
Roy RK (2001) Design of experiments using Taguchi approach: 16 steps to product and process improvement. John Wiley & Sons, New York
Tyagi L, Butola R, Kem L et al (2021) Comparative analysis of response surface methodology and artificial neural network on the wear properties of surface composite fabricated by friction stir processing. J Bio Tribo Corros 7:36. https://doi.org/10.1007/s40735-020-00469-1
Stojko A, Hansen MF, Slycke J, Somers MA (2012) Isothermal martensite formation at sub–zero temperatures. In: 18th International federation for heat treatment and surface engineering, pp 44–56
ISO 3685:1993, International Organization for Standardization, Case Postale 56, CH–1211 Genève 20, Switzerland
Reddy PV, Kumar GS, Krishnudu DM et al (2020) Mechanical and wear performances of aluminium-based metal matrix composites: a review. J Bio Tribo Corros 6:83. https://doi.org/10.1007/s40735-020-00379-2
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Patil, P.I., Patil, M.M. & Baviskar, P.R. Tool Wear and Surface Roughness in M 35 Single Point Cutting Tool Steel Under Non-cryogenic and Cryogenic Condition. J Bio Tribo Corros 7, 115 (2021). https://doi.org/10.1007/s40735-021-00551-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-021-00551-2