
Abstract
This experimental study is an attempt to investigate the comparative hot corrosion performance of different ceramics coatings on boiler tube steel. The different coatings have been deposited by high velocity oxy fuel technique by mixing 10, 20 and 35 wt% of Cr3C2 in NiCr. The coated samples were tested in simulated boiler environment of molten salt at 800 °C temperature. The kinetics of corrosion has been analysed by weight gain measurements. The surface of corroded specimens has been studied by X-ray diffraction analysis, scanning electron microscopy and energy dispersive spectroscopy techniques. All the coatings on ASME SA213 T-22 used for investigation have proved resistant to corrosion in aggressive environment. The better corrosion resistance of 90NiCr–10Cr3C2 and NiCr coated steel alloys may be attributed to the improvement of thin layer of protective oxides of chromium and nickel.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Hot corrosion is an accelerated corrosion that occurs in the presence of various salt contaminants such as NaCl and Na2SO4 that join and form molten deposits, which cause damage to the protective oxide layers [1,2,3,4]. It mainly happens due to heating of materials at high temperature ranging between 700 and 900 °C in the presence of contaminants like sulphate deposits. These sulphate deposits come from the reaction that occurs between sodium chloride and compounds of sulphur present in the gaseous environment [5,6,7]. These sulphate deposits start melting at high temperature, which further starts deteriorating the surface layer of the material thus causing damage to super alloys. Such damage is called “hot corrosion”. Another salts and their combination like vanadates or sulphate-vanadate mixtures can also cause high-temperature corrosion [8]. Sulphur and sulphate present in combustion system reacts together to form Na2SO4. Further, Vanadium combines with oxygen and results in formation of V2O5 throughout ignition of the fuel whose melting point is 670 °C [9, 10]. These components result in formation of a layer on the outer face of materials and facilitates high-temperature corrosion or ‘hot corrosion’ in the system. As the gas environment consists of high sulphur and low oxygen and also contains significant amount of salt, hot corrosion is projected as serious problem in high-temperature applications [11, 12].
Thermal spray coating technique is the effective way to counter hot corrosion problem [13,14,15,16,17]. Many researchers in the past have used thermal spray coatings to enhance the corrosion resistance of boiler tube steels. Sidhu and Prakash [18] studied the erosion–corrosion behaviour of plasma as sprayed and laser remelted stellite-6 coatings on the surface of boiler tube steels. The experiment was carried out in the platen superheater at 755 °C. Plasma sprayed stellite-6 coating proved to be higher resistant to erosion–corrosion. Maximum resistance was shown by coated T-11 steel succeeded by laser remelted one. Subhash Kamal et al. [19] investigated the hot corrosion performance of bare and detonation sprayed Cr3C2–25%NiCr coated Ni and Fe-based superalloy in molten salt of Na2SO4–60%V2O5 and Na2SO4–25%K2SO4 environment at 900 °C. The authors concluded that Na2SO4–25%K2SO4 salt environment coated 718 alloy was having better corrosion resistance than other materials. Sidhu and Prakash [20] studied the behaviour of plasma sprayed Ni3Al over the surface of T-11, T-22 and Gr A1 in air and molten salt environment. They carried out the experiment for 50 cycles at the temperature of 900 °C. The Ni3Al coated T-11 and Gr A1 shows maximum resistance to corrosion both in air and molten salt environment, while T-22 showed slight proficiency. Sidhu et al. [21] studied the behaviour of both uncoated and HVOF sprayed Wc–Co, Cr2C3–NiCr, stellite-6 and NiCr coatings over the surface of ASTM-SA210 GrA1. They carried out the experiment under cyclic conditions in molten salt environment at 900 °C. It was observed that HVOF coated samples showed better resistance to corrosion as compared to uncoated ones. The X-Ray Diffraction test of samples detected the occurrence of Fe2O3 which could be considered as a cause of severe spalling.
In the simulated condition experiments, HVOF coated T91 samples were exposed to Thermal cycling furnaces in the presence of Na2SO4 + V2O5 salt mixture and again the Chromium-rich coatings were found to perform better with oxides and spinel oxides of Ni and Cr making the positive difference [22, 23].
Goyal et al. [24] studied about the consequences of ZrO2 inhibitor on high-temperature corrosion behaviour for Superfer 800H, Superni 75, Superco 605 under molten salt environment at high temperature of 900 °C for every 50 cycles. It was concluded that in all the alloys, ZrO2 had been able to provide resistance to corrosion to all the alloys. It provided maximum resistance in case of Superni 75, succeeded by Superco 605. It provided slight resistance to Superfer 800H. Rajasekaran et al. [25] explained the explosion gun spraying that is capable of producing high hardness having minimum residual stresses. As the lower heat as well as shorter duration in the deposition process, the D-gun spraying reduces the degradation of the feedstock power. During deposition, after comparing plasma spray with high velocity oxygen fuel spray process, several advantages came across, such as bond strength, higher hardness and lower porosity.
Among Ni-based alloys, Ni–Cr-based, NiCrBSi, and Ni–Ti-based have attracted more attention due to their excelled corrosion resistance [26, 27]. Ni–20%Cr coating possesses good corrosion resistance due to the formation of Cr2O3 protective oxide layer. Cr2O3 oxide layer has a high melting point, stable, which provides hot corrosion resistance up to 900 °C [12].
HVOF spraying has been important technique to develop Cr-based coating as a substitution to chrome plating due to lower porosity, low oxidation, high bond strength. Most of Cr-based thermal spray coatings are having relatively high level of porosity in comparison to other materials, there is scope to reduce the porosity of these coatings by developing composite coatings, and this is interesting topic for further research on Cr-based coatings. Therefore, in this research work, it was decided to develop NiCr-based composite coatings by reinforcing different amounts of Cr3C2. Mixing different amounts of Cr3C2 may reduce porosities of NiCr coating matrix. The reinforcements in conventional coatings may help to block porosities to block the penetration of aggressive oxides to attack substrate steel. Therefore, the current work is an attempt to study the comparative corrosion performance of different Cr3C2 reinforced NiCr coatings on boiler tube steel. The different coatings have been deposited by mixing 10, 20 and 35 wt% of Cr3C2 in NiCr. The coated samples were tested in simulated boiler environment (molten salt environment) at 800 °C temperature. The kinetics of corrosion has been analysed by weight gain measurements. The surface of corroded specimens has been studied by X-ray diffraction analysis (XRD), scanning electron microscopy (SEM) and energy dispersive spectroscopy techniques (EDS).
2 Materials and Methods
2.1 Substrate Materials
For the current research work, ASME SA213 T-22 boiler steel had been selected as the substrate material. ASME SA213 T-22 steel alloy is widely used as boiler steel and it is also used in various superheaters and heat exchangers. Hollow tube of this alloy was procured from Guru Nanak Dev Thermal Power Plant located at Bathinda in Punjab (India). The chemical composition of this steel alloys is illustrated in Table 1.
From the hollow boiler tube, each sample of dimensions 20 mm × 15 mm × 5 mm approximately was cut and then mirror polished using emery papers of grit sizes 220, 600, 800 and 1000. Each and every sample was manually prepared and special care was taken in preparation so as to prevent any deterioration in the structure/dimension of the samples. Thereafter, each sample was grit blasted with alumina powder and finally, coatings were deposited on the samples by the means of High Velocity Oxy Fuel technique (HVOF).
2.2 Development of Coatings
Deposition of coatings on the surface of samples was done at Metallizing Equipment Co. Pvt. Ltd. Jodhpur, Rajasthan. High Velocity Oxy Fuel technique was implements for the deposition of coatings 65NiCr–Cr3C2, 80NiCr–Cr3C2, 90NiCr–Cr2C3 and NiCr. Standard spray parameters were used and maintained constant throughout the whole process of deposition of coating. Table 2 shows the type of coating and its chemical composition.
2.3 Hot Corrosion Studies
The hot corrosion study was performed in the laboratory with the help of furnace at the temperature of 800 °C in highly aggressive environment of molten salt consisting Na2SO4-60 wt% V2O5. The purpose of implementing cyclic conditions was to increase aggressiveness of the corrosion attack [28]. Molten salt consisting Na2SO4–60%V2O5 has been chosen to carry out the research because of the fact that sodium and vanadium are common contaminants in low-grade fuels. Ceramic boats were utilized for placing the samples in the furnace for carrying out heat treatment and corrosion studies.
Each sample was placed in alumina boat and the boat containing sample was inserted into the heating zone of furnace with the help of tong. The temperature of the heating zone of furnace was maintained at 800 °C. The sample was allowed to heat in the furnace for 1 h followed by 20 min of cooling in the air. After every cycle, the sample is weighed using electronic weighting machine. Each sample was exposed to hot corrosion environment for 50 cycles. The scale removed from the sample and felled into the boat was also considered for measuring the weight change.
The kinetics of corrosion has been analysed by weight gain measurements. The surface of corroded specimens has been studied by X-ray diffraction analysis (XRD), scanning electron microscopy (SEM) and energy dispersive spectroscopy techniques (EDS).
3 Results
3.1 Visual Examination of Corroded Samples
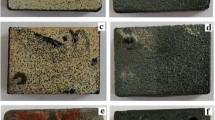
The macrographs for samples of uncoated T-22 steel alloy and HVOF sprayed 65NiCr–35Cr2C3, 80NiCr–20Cr3C2, 90NiCr–10Cr2C3 and NiCr coatings on T-22 after exposing them to aggressive environment of Na2SO4–60%V2O5 at 800 °C inside the heating zone of furnace for 50 h are shown in Fig. 1.

Macrographs of the HVOF sprayed T-22 specimen: a Uncoated T-22 b 65NiCr-Cr3C2 c 80NiCr-20Cr3C2, d 90NiCr-10Cr3C2, e NiCr after hot corrosion
For uncoated T-22 steel (Fig. 1a), the scale formation was noticed at the end of second cycle at 800 °C and swelling of scale was observed at the end of 16th cycle during experimentation. Minor spalling with cracks started appearing at the end of 21st cycle and the scale formation continued till 50th cycle. In the case of 65NiCr–35Cr2C3, coated T-22 as shown in Fig. 1b, the colour of the sample turned greenish black after the 9th cycle and minor cracks appeared in the coating after 44th cycle. The macrographs of 80NiCr–20Cr3C2 coated T-22 steel samples are shown in Fig. 1c, the cracks appeared after 44th cycle of study. No crack was observed in case of 90NiCr–10Cr2C3 and NiCr coated specimens even after 50th cycle of study as shown in Fig. 1d–e.
3.2 Change in Weight
To analyse and compare the effect of hot corrosion on coated and uncoated samples of T-22 boiler steel, the graph of Weight change per unit area vs. Number of cycles (for both uncoated and coated samples of T-22 boiler steel) is plotted, which is illustrated in Fig. 2.

Weight gain per unit surface area for Coating1 = 65NiCr–35Cr3C2, Coating2 = 80NiCr–20Cr3C2, Coating3 = 90NiCr–10Cr3C2, Coating4 = NiCr
A higher weight change indicates higher rates of corrosion. In case of hot corrosion of uncoated T-22 steel at 800 °C, the weight gain was slow for first 10 cycles, which increased at higher rate after 10th cycle and continued to increase till the end of 50 cycles. The cumulative weight gain/unit area for 65NiCr–Cr3C2, 80NiCr–Cr3C2, 90NiCr–Cr2C3 and NiCr coated T-22 steel after hot corrosion at 800 °C for 50 cycles was found to be 17.04 mg/cm2, 68.96 mg/cm2, 5.79 mg/cm2 and 2.12 mg/cm2, respectively. Therefore, 90NiCr–Cr2C3 and NiCr coating on T-22 steel reduced cumulative weight gain of T-22 significantly as compared to other coatings.
Another graph depicting (Weight change per unit area)2 vs. Number of cycles (for both uncoated and coated samples of T-22 boiler steel) is plotted, which is illustrated in Fig. 3.

(Weight change per unit area)2 vs. Number of cycles plot for all samples (Coating1 = 65NiCr–35Cr3C2, Coating2 = 80NiCr–20Cr3C2, Coating3 = 90NiCr–10Cr3C2, Coating4 = NiCr)
From the above-mentioned graphs, it can be easily observed that uncoated T-22 had undergone maximum weight gain per unit area, while NiCr coated T-22 had undergone minimum weight gain succeeded by 90NiCr-10Cr3C2 coated T-22 boiler steel.
3.3 X-Ray Diffraction (XRD) Analysis
Patterns of X-ray diffraction analysis for corroded uncoated and HVOF coated T-22 are shown in Fig. 4. After exposing the samples to highly aggressive molten salt environment at the temperature of 800 °C for 50 h under cyclic conditions, the uncoated T-22 sample had shown the presence of Fe2O3 scale over its surface. It can be attributed that due to formation of this scale, intense spalling had occurred in case of uncoated sample. After undergoing XRD analysis, the peaks generated while analysing 65NiCr–35Cr3C2 coated T-22 confirmed the presence of α-Ni, β-Cr, γ-NiC and δ-Cr3C2 elements. The same elements had been traced in 80NiCr–20Cr3C2, 90NiCr–10Cr3C2 and NiCr coated T-22 samples. Although the mentioned elements had been traced in every coated samples, maximum peaks are formed in 90NiCr–10Cr3C2 and NiCr coated T-22 samples. As the elements of the peaks are protective in nature, i.e. they provide resistance to oxidation of the material; therefore it can be concluded that 90NiCr–10Cr3C2 and NiCr coated T-22 samples had shown maximum resistance to corrosion.

XRD analysis of samples after undergoing corrosion: a Uncoated T-22, b 65NiCr–35Cr3C2, c 80NiCr–20Cr3C2, d 0NiCr–10Cr3C2, e NiCr coated T-22
3.4 Surface Analysis
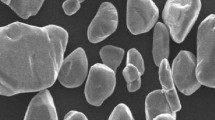
The surface analysis of the samples was carried out using Scanning Electron Microscope along with EDS analysis, and are shown in Fig. 5. It shows the surface morphology of the sample at specific points and it also identifies the elements located at that particular point including their composition. The morphology of the coated as well as uncoated samples and composition of elements present at certain points on their surface after expositing them to molten salt environment at 800 °C under cyclic conditions for 50 cycles is illustrated in Fig. 5. The EDS analysis of uncoated steel shows the scale mainly consisted of Fe, and O, along with Cr and Ni.

Surface morphology and EDS analysis of a uncoated T-22, b 65NiCr–35Cr3C2, c 80NiCr-20Cr3C2, d 90NiCr–10Cr3C2, e NiCr coated T-22 after 50 cycles
4 Discussion
In the present investigation, it can be observed that all the coatings on T-22 alloy steel have shown better resistance to corrosion as compared to uncoated steel. The macrograph of uncoated T-22 underwent intense spalling of the surface which indicated that uncoated T-22 had suffered intense corrosion. During the hot corrosion studies, the corrosion rate of uncoated sample increases at a comparatively higher rate during initial cycles, which might be attributed to formation of cracks in the oxide scale. The cracks appeared on the surface of sample after initial cycles of experimentation. This can be attributed to the quick development of Fe2O3 scale over the surface of material. The porous nature of the scale, as observed from the macrographs, can be considered as a cause of intense hot corrosion. The higher weight gain value and the formation of non-protective Fe2O3 during hot corrosion studies in molten salt environment have also been revealed by Singh et al. [29], Goyal et al. [30], Rani et al. [31] and Goyal et al. [24], and was also confirmed by XRD spectrum and SEM/EDAX analysis at selected points. The cross-sectional EDAX analysis also showed Fe and O elements in its oxide scale, authenticating the formation of Fe2O3. Further the formation of oxides of Fe has been authenticated by X-ray mapping analysis. In case of corrosion in molten salt environment of Na2SO4 and 60% V2O5, these salts reacted to form NaVO3 at a temperature of 800 °C with the following reaction:
The NaVO3 is in liquid state and has melting point of nearly 610 °C. This element is highly corrosive and had caused the corrosion attack in the form of scale spallation of the uncoated steel. This has led to the formation of loosely bound Fe2O3 scales, which resulted in a huge mass gain of 113.86 mg/cm2 after 50 cycles [32].
It is clear from the macrographs that 90NiCr–10Cr3C2 and NiCr coatings had remain intact even after exposing them to extremely aggressive environment of molten salt at 800° C for 50 cyclic hours. The scale developed over the surface of other coated samples was also found to be intact. All the coated samples of T-22 boiler steel had been successful in resisting the corrosion attack. This fact was further confirmed by weight gain graphs of all the samples. Both of the graphs depicts that gaining of weight for all the coated samples was less than that of uncoated one. The least gain of weight among all the samples was noticed in case of NiCr coated T-22 sample succeeded by 90NiCr–10Cr3C2 coated T-22 sample. The X-Ray Diffraction analysis of all the coated samples had confirmed the presence of α- Ni, β- Cr, γ-NiC and δ- Cr3C2 elements over the surface of each sample. However, β and γ elements were more abundant in case of NiCr coated T-22 sample followed by 90NiCr–10Cr3C2 coated T-22 sample. There was no indication of spalling in the Ni–Cr composite coatings after exposed to corrosive environment. Ni- and Cr oxides were detected in the EDS results of the both coatings after corrosion test which illustrated formation of the passive layer. The existence of Cr3C2, Ni and Cr elements over the surface of the sample was also observed by Shi et al. [33], Shankar et al. [34] and Goyal and Goyal [35]. It was observed that developed oxide scales were a combination of small round grains and several large nodules. In case of 65NiCr–Cr3C2 and 80NiCr–20Cr3C2 coating localized corrosion in the form of cracking was only noticed on the top layer. Neither crevice corrosion nor pitting was found. Danyluk and Park [36] has reported that these cracks might appear due to mismatch of thermal coefficients of expansion of coatings.
The presence of these elements was further confirmed when SEM/EDS analysis of the samples was conducted. The SEM/EDS confirmed the presence of Ni, Cr, O and C as key elements present over the surface of all the coatings. The slightly poor performance of 80NiCr–20Cr3C2 was might be due to formation of porous NiO scale at the surface of the coating. Such behaviour of NiO was also observed by Sidhu et al. [37]. The resistance to highly corrosive environment was might be offered by Cr3C2 and oxides of Ni and Cr present at the surface of coated samples. The shielding nature of Cr3C2 and oxides of Ni and Cr may have prevented the base metal from interacting with the corrosive elements present in the highly aggressive environment [38,39,40,41].
5 Conclusions
-
1.
HVOF spraying techniques has been used to deposit 65NiCr–35Cr2C3, 80NiCr–20Cr3C2, 90NiCr–10Cr2C3 and NiCr coated T-22 coatings on ASME SA213 T-22 steel alloy. The formation of all the coatings over the surface of substrate was consistent and dense.
-
2.
The severe corrosion of uncoated steel was due to the quick development of Fe2O3 scale over the surface of material. The porous nature of the scale, as observed from the macrographs, can be considered as a cause of intense hot corrosion.
-
3.
In case of 65NiCr–Cr3C2 and 80NiCr–20Cr3C2 coating localized corrosion in the form of cracking was only noticed on the top layer. Neither crevice corrosion nor pitting was found.
-
4.
The protective oxides, including NiC, Cr3C2, and spinel formations, enhanced the corrosion resistance of the alloy surface.
-
5.
All the coatings on ASME SA213 T-22 used for investigation have proved resistant to corrosion in aggressive environment of Na2SO4–V2O5 in the furnace when exposed for 50 h at 800 °C. Their observed order of resistance to hot corrosion was as follows:
$${\text{NiCr }} \to { 9}0{\text{NiCr}} - {1}0{\text{Cr}}_{{2}} {\text{C}}_{{3}} \to {\text{ 65NiCr}} - {\text{35Cr}}_{{2}} {\text{C}}_{{3}} \to { 8}0{\text{NiCr}} - {2}0{\text{Cr}}_{{3}} {\text{C}}_{{2}}$$
6 Limitation and Future Scope
This experimental study was performed in molten salt environment in laboratory at 800 °C. The specimens were exposed to simulated boiler environment in silicon carbide furnace. This study can be extended to evaluate the hot corrosion behaviour of these coatings in actual boiler environment of thermal power plant.
In this study, high-temperature hot corrosion was evaluated at 800 °C temperature, the study can be extended to evaluate the low-temperature hot corrosion behaviour by exposing the specimens in the temperature range of 550–650 °C.
These coatings may be sprayed with other thermal spraying methods and their hot corrosion behaviour may be compared with present work.
References
Goyal R, Sidhu BS, Chawla V (2018) Improving the high-temperature oxidation resistance of ASME-SA213-T11 boiler tube steel by plasma spraying with CNT-reinforced alumina coatings. Anti-Corros Methods Mater 65(2):217–223
Sidhu VPS, Goyal K, Goyal R (2017) An investigation of corrosion resistance of HVOF coated ASME SA213 T91 boiler steel in an actual boiler environment. Anti-Corros Methods Mater 64(5):499–507
Sidhu VPS, Goyal K, Goyal R (2017) Hot corrosion behaviour of HVOF-sprayed 93 (WC-Cr3C2)-7Ni and 83WC-17Co coatings on boiler tube steel in coal fired boiler. Australian J MechEng 17:127–132
Somasundaram B, Kadoli R, Ramesh M, Ramesh C (2016) High temperature corrosion behaviour of HVOF sprayed WC-CrC-Ni coatings. Int J Surf Sci Eng 10(4):400–413
Fantozzi D, Matikainen V, Uusitalo M, Koivuluoto H, Vuoristo P (2017) Chlorine-induced high temperature corrosion of Inconel 625 sprayed coatings deposited with different thermal spray techniques. Surf Coat Technol 318:233–243
Keyvani A, Bahamirian M (2016) Oxidation resistance of Al2O3-nanostructured/CSZ composite compared to conventional CSZ and YSZ thermal barrier coatings. Mater Res Express 3(10):105047
Shukla V, Jayaganthan R, Tewari V (2016) Degradation behaviour and microstructural characterisation of HVOF-sprayed Cr3C2-NiCr cermet coatings in molten salt environment. Int J Mater Prod Technol 53(1):15–27
Cai J, Gao C, Lv P, Zhang C, Guan Q, Lu J, Xu X (2019) Hot corrosion behaviour of thermally sprayed CoCrAlY coating irradiated by high-current pulsed electron beam. J Alloy Compd 784:1221–1233
Verdian M (2014) Characterisation and corrosion performance of HVOF sprayed Ni–10 wt-% Ti coatings. Surf Eng 30(9):670–674
Kurz R, Meher-Homji C, Brun K, Moore JJ, Gonzalez F (2013) Proceedings of the 42nd Turbomachinery Symposium, Texas A&M University. Turbomachinery Laboratories, 2013.
Bhatia R, Singh H, Sidhu BS (2014) Hot corrosion studies of HVOF-sprayed coating on T-91 boiler tube steel at different operating temperatures. J Mater Eng Perform 23(2):493–505
Muthu S, Arivarasu M (2020) Investigations of hot corrosion resistance of HVOF coated Fe based superalloy A-286 in simulated gas turbine environment. Eng Fail Anal 107:104224
Sharma P, Majumdar JD (2012) Microstructural characterization and properties evaluation of Ni-based hardfaced coating on AISI 304 stainless steel by high velocity oxyfuel coating technique. Metall Mater Trans A 44:372–380
Bala N, Singh H, Prakash S (2010) High temperature corrosion behavior of cold spray Ni-20Cr coating on boiler steel in molten salt environment at 900 C. J Therm Spray Technol 19(1–2):110–118
Swadzba L, Formanek B, Maciejny A (1993) Modified heat–resistance for protective coatings for nickle–based superalloys. Int J Mater Prod Technol 8(2–4):155–169
Sapra PK, Singh S, Prakash S, Arivazhagan N (2009) Performance of Al2O3-3% TiO2 Detonation gun coated ferritic steels in coal fired boiler. Int J Surf Sci Eng 3(1–2):145–156
Sampath S (2009) Thermal sprayed ceramic coatings: fundamental issues and application considerations. Int J Mater Prod Technol 35(3–4):425–448
Sidhu BS, Prakash S (2006) Studies on the behaviour of stellite-6 as plasma sprayed and laser remelted coatings in molten salt environment at 900 C under cyclic conditions. J Mater Process Technol 172(1):52–63
Kamal S, Jayaganthan R, Prakash S, Kumar S (2008) Hot corrosion behavior of detonation gun sprayed Cr3C2–NiCr coatings on Ni and Fe-based superalloys in Na2SO4–60% V2O5 environment at 900° C. J Alloy Compd 463(1–2):358–372
Sidhu BS, Prakash S (2005) Degradation behavior of Ni 3 Al plasma-sprayed boiler tube steels in an energy generation system. J Mater Eng Perform 14(3):356–362
Sidhu HS, Sidhu BS, Prakash S (2006) The role of HVOF coatings in improving hot corrosion resistance of ASTM-SA210 GrA1 steel in the presence of Na 2 SO 4–V 2 O 5 salt deposits. Surf Coat Technol 200(18):5386–5394
Jonda E, Łatka L, Pakieła W (2020) Microstructure and selected properties of Cr3C2–NiCr coatings obtained by HVOF on magnesium alloy substrates. Materials 13(12):2775
Singh J, Vasudev H, Singh S (2020) Performance of different coating materials against high temperature oxidation in boiler tubes—a review. Mater Today Proc 26:972–978
Goyal A, Singh R, Singh G (2017) Study of high-temperature corrosion behavior of D-gun spray coatings on ASTM-SA213, T-11 steel in molten salt environment. Mater Today Proc 4(2):142–151
Rajasekaran B, Raman SGS, Joshi S, Sundararajan G (2009) Effect of grinding on plain fatigue and fretting fatigue behaviour of detonation gun sprayed Cu–Ni–In coating on Al–Mg–Si alloy. Int J Fatigue 31(4):791–796
Galedari SA, Mahdavi A, Azarmi F, Huang Y, McDonald A (2019) A comprehensive review of corrosion resistance of thermally-sprayed and thermally-diffused protective coatings on steel structures. J Therm Spray Technol 28(4):645–677
Balashadehi MM, Nourpour P, Aghdam ASR, Allahyarzadeh M, Heydarzadeh A, Hamdi M (2020) The formation, microstructure and hot corrosion behaviour of slurry aluminide coating modified by Ni/Ni-Co electrodeposited layer on Ni-base superalloy. Surf Coat Technol 402:126283
Kaushal G, Singh H, Prakash S (2011) High temperature corrosion behaviour of HVOF-sprayed Ni-20Cr coating on boiler steel in molten salt environment at 900° C. Int J Surf Sci Eng 5(5–6):415–433
Singh G, Kumar S, Kumar R (2020) Comparative study of hot corrosion behavior of thermal sprayed alumina and titanium oxide reinforced alumina coatings on boiler steel. Mater Res Express 7(2):026527
Goyal K, Singh H, Bhatia R (2020) Behaviour of carbon nanotubes-Cr2O3 thermal barrier coatings in actual boiler. Surf Eng 36(2):124–134
Rani A, Bala N, Gupta C (2017) Characterization and hot corrosion behavior of D-gun sprayed Cr2O3-75% Al2O3 coated ASTM-SA210-A1 boiler steel in molten salt environment. Anti-Corros Methods Mater 64(5):515–528
Singh G, Bala N, Chawla V (2020) Microstructural analysis and hot corrosion behavior of HVOF-sprayed Ni-22Cr-10Al-1Y and Ni-22Cr-10Al-1Y-SiC (N) coatings on ASTM-SA213-T22 steel. Int J Miner Metall Mater 27(3):401–416
Shi M, Xue Z, Liang H, Yan Z, Liu X, Zhang S (2020) High velocity oxygen fuel sprayed Cr3C2-NiCr coatings against Na2SO4 hot corrosion at different temperatures. Ceram Int 46(15):23629–23635
Shankar R, Balasubramanian K, Sivapirakasam S (2020) Hot corrosion behavior of nanostructured and conventional HVOFCr3C2NiCrBSi coatings on superalloy. Mater Today Proc. https://doi.org/10.1016/j.matpr.2020.04.005
Goyal K, Goyal R (2019) Improving hot corrosion resistance of Cr3C2–20NiCr coatings with CNT reinforcements. Surf Eng 36:1200–1209
Danyluk S, Park J (1979) Corrosion and grain boundary penetration in type 316 stainless steel exposed to a coal gasification environment. Corrosion 35(12):575–576
Sidhu T, Prakash S, Agrawal R (2006) Hot corrosion studies of HVOF sprayed Cr 3 C 2–NiCr and Ni–20Cr coatings on nickel-based superalloy at 900° C. Surf Coat Technol 201(3):792–800
Padhy M, Saini R (2011) Study of silt erosion on performance of a Pelton turbine. Energy 36(1):141–147
Bala N, Singh H, Parkash S (2011) Comparative performance of cold sprayed Ni-20cr and Ni-50cr coatings on T22 boiler steel in different aggressive environments. Int J Surf Eng Mater Technol 1(1):12–16
Kaur M, Singh H, Prakash S (2009) High-temperature corrosion studies of HVOF-sprayed Cr3C2-NiCr coating on SAE-347H boiler steel. J Therm Spray Technol 18(4):619–632
Kamal S, Jayaganthan R, Prakash S (2009) Evaluation of cyclic hot corrosion behaviour of detonation gun sprayed Cr 3 C 2–25% NiCr coatings on nickel-and iron-based superalloys. Surf Coat Technol 203(8):1004–1013
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Singh, A., Goyal, K., Goyal, R. et al. Hot Corrosion Behaviour of Different Ceramics Coatings on Boiler Tube Steel at 800 °C Temperature. J Bio Tribo Corros 7, 21 (2021). https://doi.org/10.1007/s40735-020-00461-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-020-00461-9