
Abstract
In tube hydroforming, a desired shape is obtained by applying internal pressure and axial feeding instantaneously. To yield the material, the internal pressure offers the stress required, whereas axial feeding facilities metal flow which help to produce a part without crinkles and with even wall thickness. Pressure hydroforming applies loading path with fluctuating pressures. In this research work, hydroforming with high pressure is used to manufacture metal expansion bellows experimentally. Four process parameters are selected in pressure loading path to decide most dominating parameter. Using Taguchi DOE (design of experiments) with four parameters and three levels for each parameter, 9 experiments are conducted to study the effects of pressure parameters on the parts defects with shape accuracy. S/N ratio and ANOVA (analysis of variance) are applied to regulate the important process parameters affecting the final part in terms of wear rate and COF (coefficient of friction) for three different materials such as SS304, SS316, and SS316L. Three linear regressions without any interaction between the parameters are extracted for three quality responses and are evaluated through three extra experiments. The results show reasonable agreement between the experimental and linear regression models. The results of the present study could be used as a basis of designing a new type of the metal bellows manufactured by tube hydroforming.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
THF (tube hydroforming) is a non-conventional metal-forming process where an initial tube can be converted into a preferred shape within a die using internal pressure and feeding instantaneously [1]. Tube hydroforming has several advantages such as high structural and weight integrity of the product and reduces production cost, material saving, less joining processes, improvement in product reliability, and high load carrying capacity of structures with uniform wall thickness. Study of different process parameters is required to obtain the optimum pressure and thickness of the tube wall in tube hydroforming [2].
Based on the hydroforming results, there are three main categories of parameters which include geometric, material, and process parameters. The quality of the final part is mainly based on process parameters. High internal pressure leads to uneven wall thickness during the process and in some cases may result in bursting of the tube. Hence in order to prevent the bursting of tube, axial feeding is always preferable. On the other hand, excessive axial feeding may lead to undesired loss of material and COF (coefficient of friction). The occurrence of the undesired material loss during the process can be reduced by precise path of the internal pressure with exact axial feeding. Numbers of researches are performed to study the effect of internal pressure and axial feeding on the quality of the produced components in terms of the variation in thickness and defect such as the bulge height, wrinkling, buckling, necking, and so on [3]. Imaninejad et al. [4] used FEM (finite element method) to enhance loading pathways in closed-die and T-joint THF. Ray et al. [5] estimated the optimum loading paths for X- and T-branches by using FEA (finite element analysis) and fuzzy load control algorithm to avoid any failure due to defects like bursting, etc.
Shinde et al. [6] performed optimization of tube hydroforming process without axial feeding by using FEA (finite element analysis) whereas Ahmadi-Brooghani [7] enhanced loading path in T-joint by RSM (response surface model) and FEM using the pulsating pressure to surge the formability of the tube. Hama et al. [8] examined the formability of automotive part with the pulsating pressure using FEM and appealed that a well filling of die corner could be acquired with reduced COF. Loh-Mousavi et al. [9] examined the effect of oscillations in the internal pressure on tube wall thickness and die corner filling in the pulsating hydroforming of T-shape tubes using FEA and extensive experimentation. Xu et al. [10] verified pulsating THF to prevent the thickness of tube wall thinning and obtain a uniform expansion, which helps to enhance the hydro-formability. Consequently, it is imperative in the study of the pulsating hydroforming to diagnose the effects of these parameters on the formability of the tube. Roy [11] performed experimental studies with many parameters and observed that a design method with the least runs is desirable. The Taguchi method uses a set of special orthogonal arrays with a small number of experimental runs to analyze the effects of parameters on the quality characteristics. Park and Kim [12] performed simulations of cup drawing and the Yoshida buckling test using ABAQUS and studied the effects of various factors on the stamping formability of sheet materials by experiments designed according to the orthogonal array of the Taguchi method, whereas Lee [13] used Taguchi method to study the forming parameters of the metal bellows and applied FEA and explicit time integration method to study and analyze the tube-bulging, folding, and springback. Kim et al. [14] applied Taguchi method to optimize the manufacturing parameters of a brake lining and examined various physical properties, tribological properties to develop the relationship between these two properties. Yang and Tarng [15] employed an orthogonal array, the signal-to-noise (S/N) ratio, and the analysis of variance (ANOVA) to obtain optimal cutting parameters for turning operations. Duan and Sheppard [16] studied the influence of rolling parameters on the subgrain size through the permutation of FEM with the Taguchi method. Taguchi method was also used in conjugation with other methods to determine robust condition for minimization of out of roundness error of workpieces for centerless grinding operation [17] and to optimize the process parameters [18, 19]. Li et al. [20] studied the tube wall thinning ratio and the bulge ratio induced due to process parameter effects by means of Taguchi DOE (design of experiments).
In this work, four process parameters affecting the loading path in THF are considered. Some experiments are performed on these process parameters to show their effect on the wear rate and COF. Other parameters such as geometric and material parameters are kept to be fixed or constant. In this work, Taguchi DOEs is used to decrease the number of runs in order to estimate the key parameters affecting the product characteristics. Using SNR (signal-to-noise ratio) and ANOVA (analysis of variance), the important process parameters are defined. For every quality characteristic, a linear regression model was extracted. A combination of the best parameter levels is defined for each material for minimum wear rate and COF so as to get the required quality. Some additional experiments with these levels are also performed and the results are compared.
2 Experimental Work
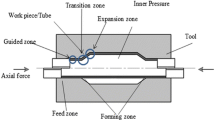
To study the THF experimentally, it is necessary to design the hydroforming set and tools according to the geometry and material properties of the part being manufactured. To determine the wear rate and COF, a number of tests are performed on THF machine (Fig. 1) for various process conditions as inner pressure, material characteristics, and initial tube geometry. The final tube geometrical parameters are measured and used as input data. Three different materials such as SS304, SS316, and SS316L are considered. The experiments are performed on THF machine as shown in Fig. 1. The material selected for bellows are SS304, SS316, and SS316L with three different set of geometrical parameters with constant outer diameter of tube da = 33.40 mm from ASME database [21]. The mechanical properties of the tube material were obtained by the tensile test.

Experimental setup of hydroforming machine
2.1 Experimental Procedure
The tube was cut to the required initial length. From mathematical model [22], the optimized values of inner pressure (pi) and initial tube thickness (S0) are known. First, no lubricant was applied to the outer surface of the tube. Tube was placed into the die and simultaneous axial loading was applied on the tube by the moving punch and applying inner pressure. As seen from the experimental setup, one punch was movable and other was fixed representing the upsetting procedure corresponding to the mathematical model. After hydroforming operation, the component (metal bellows) is taken out from the die and tube thickness along the tube length was measured. During hydroforming, the inner pressure was measured by the control unit attached to the unit as shown in Fig. 1. Analytical and experimental verification of inner pressure (pi) and initial tube thickness (S0) and COF (µ) was done using mathematical model [22]. The same experimental procedure is carried out to the tube of same geometrical data with application of uniform lubrication on the outer surface of the tube. Five different lubricants were applied, namely Enklo68, Enklo46, Enklo32, Enklo100, and ethylene glycol.
2.2 Products’ Defects
The complex shapes are obtained using THF from a blank tube in a die cavity without any kind of the forming instability such as bursting, necking, wrinkling, and buckling, and so on. The defects in bellows THF part commonly seem in the following forms:
-
Material loss or wear rate
-
Coefficient friction
-
Uneven thickness
In this research work, two part quality characteristics are considered as wear rate and COF. For the wear rate, a quantity that measured is original or optimized tube thickness (So). Coefficient friction (μ) was measured using hydroforming pressure. The effect of four parameters on these two quantities is investigated. DOE has been used to reduce the number of runs as well as experiments.
3 Taguchi and Design of Experiments (DOE)
3.1 Taguchi Method
DOE (design of experiments) is an organized technique for studying any situation that involves a response that varies as a function of one or more independent variables. The technique of defining and investigating all possible conditions in an experiment involves multiple factors such as:
-
The process of planning the experiment so that appropriate data can be analyzed by statistical methods.
-
Establish the best or the optimum condition for a product or a process.
-
Estimate the contribution of individual factors.
There are two aspects to any experimental problem, the design of experiments, and the statistical analysis of the data. When many factors control the performance of any system, then it is essential to find out significant factors which need special attention either to control or to optimize the system performance. In this study, Taguchi’s L9 orthogonal array is designated over the four parameters and the three levels. For each experiment, three quality characteristics are measured. The results of the experiments are analyzed to obtain the following objectives:
-
To establish the optimum operating conditions by means of SNR analysis.
-
To estimate the contribution of individual parameters using ANOVA to screen the most important parameters.
-
Linear regression analysis for two characteristics over the four parameters.
3.2 Process Parameters’ Levels
Here, Taguchi method is used for perform the DOE. For that the parameters which effect on the hydroforming process and their levels have been decided as shown in Table 1. Taguchi orthogonal L9 (3^4) arrays were used in experimental designs with total of 9 experiments as shown in Table 2.
3.3 S/N Ratio and ANOVA
For each experiment, the coefficient of friction is estimated and signal-to-noise (S/N) ratio is obtained considering the coefficient of friction as response and S1, S2, S0, and pi are the responses. As per Taguchi method, we need to select any between ‘larger is better,’ ‘nominal is best,’ and ‘smaller is better,’ so our objective is to minimize the coefficient of friction; hence, ‘smaller is better’ is selected for the calculation, which is mathematically written as follows.
Table 3 shows the values of S/N ratio which is obtained using the coefficient of friction as a response.
Response for signal-to-noise ratio was obtained and it has been observed that delta value is greater in pi which indicates the most influencing factor in the hydroforming process after that S1, S0, and S2. Rank also helps us to identify the factors which are influencing on the hydroforming process, which shows Rank 1 for the pi and Rank 2,3, and 4 for the S1, S0, and S2, respectively. The same table were obtained for the mean value as shown in Tables 4 and 5.
4 Results and Discussion
4.1 ANOVA for Signal-to-Noise (S/N) Ratio
ANOVA is the statistical method which was developed by Sir Ronald Fisher in the 1930s as a way to interpret & analyze the variances between group means and their associated procedures from the experimental data and to make the necessary decision. In this experiment, the factors are S1, S2, S0, and pi, and the response is S/N ratio (Fig. 2). Result obtained by ANOVA is shown in Table 6. In percentage contribution, it shows that pi has the highest contribution (33.25%) of S/N ratio, whereas S2 has the lowest contribution (11.76%).

Main effects plot for S/N ratio
To know how effectively model fits the data, S, R-sq, adjusted R, and predicted R-sq helped us for the same. These values can help to select the model with the best fit. Table 7 shows the model summery of COF data, S is 3.8884, R-sq is 84.49% and R-sq(adj) is 68.99%. R-sq(pred) is 0.00% which shows 0.0% variations when we used it for predictions. ANOVA generates the linear regression model for S/N ratio which is shown by Eq. 2 for SS 304.
4.2 Analysis of Variance (ANOVA) for the Coefficient of Friction
The objective of this investigation is to reduce and control the coefficient of friction for various materials. Later decisions must be made concerning which parameters affect the performance of a hydroforming process. In this experiment, the factors are S1, S2, S0, and pi, and the response is µ.
Result of ANOVA is shown in Table 8 (µ versus S1 (mm), S2 (mm), S0 (mm), and pi (N/mm2)). In percentage contribution, it shows that pi has the highest contribution (43.12%) on the coefficient of friction (µ), after that the S1 has contribution (30.09%) on the coefficient of friction (µ), whereas S0 has the lowest contribution (0.69%). F test is used to determine the p-value. In the analysis, the effects of S1, S2, S0, and pi by coefficient of friction interaction are assessed. Superciliously, the generally chosen a-level of 0.05 was selected, and the results indicate the p-value for the interaction term (0.675 and 0.127) is greater than 0.05. Thus, the interaction of the S2 and S0 is not significant and the p-value for the pi factor is given as 0.023. This means that the actual p-value is less than 0.05. Since this is less than the chosen a-level of 0.05, it means the effect of pi on COE is significant. In other words, the mean COE is different for the different subject areas. The p-value for S1 is also less than 0.05, indicating that there is also a significant effect of S1 on COF.
Table 9 shows the model summery of coefficient of friction data, S is 0.0225111, R-sq is 86.43%, and R-sq(adj) is 72.86%. R-sq(pred) is 0.00% which shows 0.0% variations when it is used it for predictions. ANOVA generates the linear regression model for material SS 304 shown as per Eq. 3. Similarly, for the other materials, SS316 as well as SS316L ANOVA test has been performed and the linear regression model has been developed as shown in Eqs. 4 and 5. Figure 3 shows the interaction plot and patterns of all combined factors with response; it helps to understand how this interaction affects the response. In row 1, blue line (S1 = 5.1 mm) decreases as S2, S0, and pi increase. If the lines are parallel, there is no interaction. The greater the lines depart from being parallel, the greater the strength of the interaction. Similarly, one can see from the Fig. 3, there is a significant interaction between the factors and response.

Interaction plots
Again Fig. 4 shows the graph of the main effect plot which is one of the significant plot and it is utmost useful when one has quite a lot of factors. In this study, there are three levels for every factor; at each level, the factors S1, S2, S0, and pi compared for each level. From Fig. 4, for the factor S1 mean of the COF values are increasing as level increase. Exactly opposite behavior can be seen from the factors S2 and S0 ; as level increased, the mean of the coefficient of friction values decreased. For the most significant factor pi, it shows that as levels of pi increased, the mean of the coefficient of friction decreased.

Main effect plots for the coefficient of friction
Using analytical, experimental, and regression analysis, the coefficient of friction for all the material SS304, SS316, and SS316L is obtained without lubricating oil as shown in Table 10 and comparison of data has been plotted as shown in Fig. 5. From Fig. 5, it is observed that increase in the pressure results in decrease in coefficient of friction. Figure 5 shows variation of COF (µ) as a function of inner pressure (pi) for SS304, SS316, and SS316L materials obtained analytical, experimental, and regression analysis approach. It is seen that the optimized COF (µ) decreases with increase in inner pressure (pi). COF (µ) is minimum obtained analytically for SS316L varies from 0.0944 to 0.0903 for inner pressure (pi) 12 MPa to 19 MPa for different initial thickness of tube (S0). COF (µ) is maximum for SS3304 and varies from 0.1102 to 0.1053 for inner pressure (pi) 12 MPa to 19 MPa for different initial thickness of tube (S0). And COF (µ) is minimum obtained experimentally for SS316L varies from 0.1691 to 0.1608 for inner pressure (pi) 12 MPa to 19 MPa for various initial thickness of tube (S0). COF (µ) is maximum for SS304 varies from 0.1923 to 0.1769 for inner pressure (pi) 12 MPa to 19 MPa. From Fig. 5, it is observed that the COF obtained by analytical and experimental approach shows a closed match with regression analysis for different values of original thickness and internal pressure.

Comparison of analytical, experimental, and regression analysis for SS304, SS316, and SS316L
5 Conclusions
The objective of this work was to verify the proposed mathematical model [22, 23] for determination of optimized coefficient of friction in tube hydroforming using tube-upsetting method. The objective is achieved with the help of initial statistical analysis and extensive analytical and experimental work. Following conclusions are drawn from statistical analysis, analytical and experimental investigations.
-
From Taguchi and ANOVA analysis in percentage contribution, it is seen that pi has the highest contribution (33.25%) on the coefficient of friction µ, after that the S0 has more contribution (19.91%) on the coefficient of friction (µ) for SS304. Hence, pi and S0 are more dominating parameters affecting wear rate and coefficient of friction significantly as compared to geometric and material parameters. Hence, further analytical and experimental analysis was based on pi and S0.
-
It is seen that the optimized COF (µ) decreases with increase in inner pressure (pi). COF (µ) is minimum obtained analytically for SS316L and varies from 0.0944 to 0.0903 for inner pressure (pi) 12 MPa to 19 MPa for different initial thickness of tube (S0). COF (µ) is maximum for SS3304 and varies from 0.1102 to 0.1053 for inner pressure (pi) 12 MPa to 19 MPa for different initial thickness of tube (S0). And COF (µ) is minimum obtained experimentally for SS316L varies from 0.1691 to 0.1608 for inner pressure (pi) 12 MPa to 19 MPa for various initial thicknesses of tube (S0). COF (µ) is maximum for SS304 varies from 0.1923 to 0.1769 for inner pressure (pi) 12 MPa to 19 MPa. The COF obtained by analytical and experimental approach shows a closed match with regression analysis for different values of original thickness and internal pressure.
Abbreviations
- S 0 :
-
Initial tube thickness (mm)
- S 1 :
-
Wall thickness at the side of movable punch (mm)
- S 2 :
-
Wall thickness at the side of fixed punch (mm)
- d a :
-
Initial outer diameter of the tube (mm)
- di :
-
Initial inner diameter of the tube (mm)
- d i1 :
-
Final inner diameter of the tube at the side of movable punch (mm)
- d i2 :
-
Final inner diameter of the tube at the side of fixed punch (mm)
- h 0 :
-
Initial height of tube (mm)
- H :
-
Final height of tube after deformation (mm)
- C :
-
Strength coefficient (MPa)
- N :
-
Strength hardening exponent
- pi :
-
Inner pressure of tube (MPa)
- µ :
-
Coefficient of friction
References
Koç M, Altan T (2001) An overall review of the tube hydroforming (THF) technology. J Mater Process Technol 108(3):384–393
Dohmann F, Bieling P (1991) Theoretical basis and applications of high pressure forming. Bleche Rohre Profile 38(5):379–385
Ashrafi A, Khalili K (2016) Investigation on the effects of process parameters in pulsating hydroforming using Taguchi method. Proc Inst Mech Eng B 230(7):1203–1212. https://doi.org/10.1177/0954405415597831
Imaninejad M, Subhash G, Loukus A (2005) Loading path optimization of tube hydroforming process. Int J Mach Tool Manu 45:1504–1514
Ray P, Mac Donald BJ (2004) Determination of the optimal load path for tube hydroforming processes using a fuzzy load control algorithm and finite element analysis. Finite Elem Anal Des 41:173–192
Shinde RA, Patil BT, Joshi KN (2016) Optimization of tube hydroforming process (without axial feed) by using FEA simulations. Procedia Technol 23:398–405
Ahmadi-Brooghani SY, Khalili K, Eftekhari Shahri SE (2014) Loading path optimization of a hydroformed part using multilevel response surface method. Int J Adv Manuf Technol 70:1523–1531
Hama T, Asakawa M, Fukiharu H, Makinouchi A (2004) Simulation of hammering hydroforming by static explicit FEM. ISIJ Int 44(1):123–128
Loh-Mousavi M, Bakhshi-Jooybari M, Mori KI, Hyashi K (2008) Improvement of formability in T-joint hydroforming of tubes by pulsating pressure. Proc IMechE B 222(9):1139–1146
Xu Y, Zhang SH, Cheng M et al (2015) Formability improvement of austenitic stainless steel by pulsating hydroforming131: 47–53. Proc IMechE B 229:609–615
Roy R (1990) A primer on the Taguchi method, 2nd edn. Society of Manufacturing Engineers, Dearborn, pp 14–18
Park K, Kim Y (1995) The effect of material and process variables on the stamping formability of sheet materials. J Mater Process Technol 51:64–78
Lee SW (2002) Study on the forming parameters of the metal bellows. J Mater Process Technol 130–131:47–53
Kim SJ, Kim KS, Jang H (2003) Optimization of manufacturing parameters for a brake lining using Taguchi method. J Mater Process Technol 136:202–208
Yang WH, Tarng YS (1998) Design optimization of cutting parameters for turning operations based on the Taguchi method. J Mater Process Technol 84:122–129
Duan X, Sheppard T (2002) Influence of forming parameters on the final subgrain size during hot rolling of aluminium alloys. J Mater Process Technol 130–131:245–249
Ko D-C, Kim D-H, Kim B-M (1999) Application of artificial neural network and Taguchi method to preform design in metal forming considering workability. Int J Mach Tool Manuf 39:771–785
Dhavlikar MN, Kulkarni MS, Mariappan V (2003) Combined Taguchi and dual response method for optimization of a centerless grinding operation. J Mater Process Technol 132:90–94
Huh H, Heo JH, Lee HW (2003) Optimization of a roller levelling process for Al7001T9 pipes with finite element analysis and Taguchi method. Int J Mach Tool Manuf 43:345–350
Li B, Nye TJ, Metzger DR (2006) Multi-objective optimization of forming parameters for tube hydroforming process based on the Taguchi method. Int J Adv Manuf Technol 28:23–30
ASME data base for nominal sizes of tube. https://www.engineeringtoolbox.com/asme-steel-pipes-sizes-d_42.html
Rudraksha SP, Gawande SH (2017) Optimization of process parameters to study the influence of the friction in tube hydroforming. J Bio Tribo-Corros 3(4):1–7. https://doi.org/10.1007/s40735-017-9
Rudraksha SP, Gawande SH (2020) Study on influence of friction on process parameters in tube hydroforming. J Bio Tribo Corros 6(3):1–13. https://doi.org/10.1007/s40735-020-00374-7
Funding
This work is not supported fully or partially by any funding organization or agency.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rudraksha, S.P., Gawande, S.H. Effect of Process Parameters on Coefficient of Friction in Tube Hydroforming. J Bio Tribo Corros 7, 9 (2021). https://doi.org/10.1007/s40735-020-00443-x
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-020-00443-x