
Abstract
Titanium alloys are well known as difficult-to-machine materials due to their chemical affinity, low thermal conductivity, and low modulus of elasticity, causing premature wear of the tool, compromising the machining quality and increasing costs. Several solutions have been followed to improve the machinability of these alloys: development of new machining techniques, tool geometries, and protection of tools’ surface with coatings, to yield high productivity, good surface finish of the work piece, and extended tool life. In this paper, the contact phenomenon between tool and workwise used for machining operation in various machine tools is simulated to estimate the coefficient of friction (COF), friction force (FF), and wear rate of titanium alloy grade 5 (Ti–6Al–4V). In this work, the experiments are performed on a pin-on-disk apparatus to estimate tribological features of titanium alloy for different speeds and loading conditions. Pins were mounted in a pin holder and fed against a rotating disk at required speeds. The trials were performed on a titanium alloys for duration of 5, 7.5, and 10 min for load of 5 kg, 6 kg, 7 kg, 8 kg, 9 kg, and 10 kg with disk speeds of 400 rpm, 500 rpm, 600 rpm, 700 rpm, 800 rpm, and 900 rpm. The results show that the COF varies with duration of rubbing, normal load, and speeds. In general, COF decreases continuously for certain duration of rubbing and after that it remains constant for the rest of the experimental time. The wear of titanium alloys significantly increases initially as load varies from 7 to 10 kg due to more contents of Al and vanadium. Hence, it becomes imperative to analyze the wear characteristics of different types of titanium alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The first Ti–6Al–4V alloy was successfully produced in 1954 in the United States. Ti–6Al–4V alloy is provided with heat resistance, strength, plasticity, toughness, formability, weld-ability, corrosion resistance, and biocompatibility, so it has been widely used in various fields. Many other titanium alloys can be regarded as modified Ti–6Al–4V alloy. At present, hundreds kinds of titanium alloys have been developed in the world, and the most famous alloys consist of 20–30 types. Ti–6Al–4V titanium alloy’s consumption accounted for the 75–85% among all kinds of titanium alloys. Titanium and its alloys are widely used in many biomedical applications, areas of aerospace, marine, chemical, power, machine tools, automotive industries, etc. Ti–6Al–4V is a grade 5 titanium alloy with good mechanical properties, excellent corrosion resistance, and low density [1]. However, the grade 5 titanium alloys have poor tribological properties since it has poor wear resistance, lower hardness, and high coefficient of friction [2]. Therefore, the improvement of these properties is required to increase the performance of the engineering components and to extend their life service without any un-anticipated failure. One of the methods to meet this requirement is to perform the hard surface coating onto this alloy using ceramic particles on the surface melted with TIG torch technique.
This section presents a literature review of titanium alloy and its potential applications in engineering components, surface modification techniques, titanium aluminum nitride (TiAlN) coating, aluminum chromium nitride (AlCrN) coating, Chromium interlayer for an improved bonding strength, and molybdenum disulphide (MoS2) coating. This section also reviews the tribological testing methods such as scratch test, pin-on-disk test, and reciprocating tribometer test. Boyer [2] reported the applications of titanium and its alloys in aerospace industry. It has high strength-to-weight ratio, excellent corrosion resistance, and compatibility with composite structure, but its usage is strongly limited by its higher cost compared to aluminum alloys and steels. About 80–90% used in aircraft structure is Grade 5 alloy (Ti–6Al–4V). It is used in all sections of aircraft such as aircraft fuselage, nacelles, landing gear, wing, fin deck, and empennage. Buytoz [3] investigated the effects of tungsten inert gas arc-processing (TIG) parameters on the microstructure and micro-hardness of SiC coatings and observed that microstructures consist dendrites. Wang [4] discussed the applications of Ti–6Al–4V in medical applications. Pure titanium and Ti–6Al–4V are the extensively used titanium alloys for medical applications. Titanium and its alloys are poor in wear resistance and it is not suitable for bearing surface applications such as hip heads and femoral knees without a coating or surface treatment. Long and Rack [5] reviewed the applications of titanium alloy in total joint replacement arthroplasty. Titanium alloys were used as a bio-material due to their superior biocompatibility, enhanced corrosion resistance, and lower elastic modulus as compared to cobalt-based alloys and stainless steels. The biomedical use of titanium alloys has been limited due to their poor wear resistance and shear strength. The improved biocompatibility and reduced modulus of elasticity in biomedical alloys were achieved based on solution treatment. The wear resistance of β-Ti alloys shows some improvement when compared to α + β alloys. Dong and Bell [6] reported that untreated Ti–6Al–4V is not suitable under sliding conditions even with lubrication because of its severe adhesive wear tendency. The authors also studied the wear resistance of untreated and thermal oxidation-treated Ti–6Al–4V surfaces by rolling–sliding motion. Thermal oxidation treatment enhances the wear resistance of the titanium alloy by reducing the adhesive wear. Thermally treated titanium alloy surfaces improve the wear life by two orders of magnitude than the untreated alloy. Long and Rack [7] investigated the friction and surface behavior of metastable β titanium alloys and two-phase Ti–6Al–4V while reciprocating with sliding motion against hardened steel counter body. The lower shear resistance and increased material transfer occurred with increasing number of cycles on the single-phase alloys relative to the α + β alloy. The surface deformation of metastable β alloy pins higher than the Ti–6Al–4V pins, plow being representative of surface damage for the two-phase α + β alloy. The surface damage and titanium transfer increased with increased contact stress and are always greater for the metastable β alloys than for the two-phase Ti–6Al–4V. The surface roughness of the worn surfaces was approximately two orders of magnitude greater than the initial polished surfaces. The roughness of the metastable β alloy surfaces was higher than the Ti–6Al–4V. Choubey et al. [8] studied the friction and wear performance of biomaterials under fretting contact conditions against 8 mm diameter bearing steel counter body. The important bio-metallic alloys, CP Titanium, Ti–5Al–2.5Fe, Ti–13Nb–13Zr, Ti–6Al–4V, Ti–13Nb–13Zr, and Co–28Cr–6Mo were selected for the fretting wear test at 80 μm stroke, 10 Hz frequency, and 10 N normal load. Hank’s balanced salt solution was used to evaluate the performance of the materials in simulated body fluid (physiological) solution. The lowest coefficient of friction of 0.3 was observed for Ti–5Al–2.5Fe/steel couple, while for other Ti-based alloys, coefficient of friction was in the range of 0.46–0.50. The smooth surface along with the non-existence of cracking and deep abrasive grooves on the owned surface of Ti–5Al–2.5Fe is responsible for the low coefficient of friction. For CP titanium, Ti–13Nb–13Zr, and Ti–6Al–4V, material removal occurs through the formation of non-protective tribochemical oxide layer. The cracking and spalling of the tribolayer leads to severe wear of these materials. The major wear mechanism of the titanium alloys was found to be tribomechanical abrasion, transfer layer formation, and cracking. Qu et al. [9] studied the friction and wear of titanium alloys using pin-on-disk experiment against polymer, metal, and ceramic counterfaces. Two different titanium alloy (Ti–6Al–4V and Ti–6Al–2Sn–4Zr–2Mo) disks were slide against fixed bearing balls of diameter 9.53 mm composed of 440C stainless steel, silicon nitride, alumina, and polytetrafluoroethylene (PTFE) at two speeds: 0.3 and 1.0 m/s. Similar friction and wear performance were achieved on both Ti alloys, even though their grain structures and compositions are different. At higher sliding speed, the coefficient of friction and wear rate were lower. The higher wear rate tendency was observed on ceramics than steel and this trend is contrary in relation to their hardness but proportional relation with their corresponding fracture toughness. The tendency of Ti alloys to transfer material to their counterfaces suggested possible tribochemical reactions between the ceramic balls and Ti alloy disks. These reaction products, which stick to the ceramic sliders, may degrade the mechanical properties of the contact areas and result in high wear. Cui et al. [10] investigated the wear behavior of Ti–6Al–4V under reciprocating sliding with different normal load conditions. Dry and lubricated surface conditions produced “W” (scar with multiple valleys) and “U” (scar with single valley)-shaped scars on both specimen and pad, respectively. The wear volume was linearly proportional to cumulative product of contact load and relative slip as well as to the total dissipated energy. These correlations suggest that linear relationships exist to characterize the fretting wear of a material which is independent of the contact load, relative slip, contact geometry, lubrication, and applied cyclic load on the substrate (specimen). The microscopy image of wear scars showed that the wear was caused by both adhesion and abrasion processes.
From literature review of “tribological behavior of uncoated titanium alloys” it is observed that the attractive properties such as superior biocompatibility and better corrosion resistance possessed by Ti–6Al–4V (α + β alloy) lead to its higher usage in structural and automobile field. Among the α + β alloys, Ti–6Al–4V is the most popular titanium alloy. More than 50% of all the alloys in use today are of this composition. About 80–90% alloys used in aircraft structure are Grade-5 alloys (Ti–6Al–4V). Titanium and its alloys are poor in wear resistance and it is not suitable for bearing surface applications without a coating or surface treatment [12, 13]. Untreated Ti–6Al–4V is not suitable under sliding conditions even with lubrication because of its severe adhesive wear tendency. Hence, in this paper, the contact phenomenon in between tool and workwise used for machining operation in various machines tool is simulated to estimate the coefficient of friction (COF), frictional force (FF), and wear rate of titanium alloy with grade 5 (Ti–6Al–4V).
2 Experimental Methodology
2.1 Test Method
Standard test method is carried out on a pin-on-disk apparatus for wear testing. The wear rate in various systems will rely on conditions such as applied load, speed, environment, sliding distance, and material characteristics because the pin-on-disk test method will not attempt to duplicate all the conditions that may be experienced in service, for example, lubrication, load, pressure, contact geometry, removal of wear debris, and presence of corrosive environment.
2.2 Disk
The minimum speed of disk is 200 rpm and maximum speed is 1800 rpm. The material used for disk is EN-31 hardened to 60 HRC and 1.6 Ra (surface roughness). The diameter of disk is about 30 mm to 100 mm. The thickness is in between 2 and 10 mm. The diameter of wear track is varied between 50 and 160 mm.
2.3 Sample Preparation
Pins are manufactured as per the requirement of cutting tools suitable for machine. The pins are machined with diameter 10 mm and 30 mm length to fulfill the norms of G 99 [11]. Titanium alloy is tested for chemical composition (Table 1).
2.4 Load
Various trials are performed on a titanium alloys with minimum track diameter of 50 mm for duration of 5, 7.5, and 10 min for loads of 5 kg, 6 kg, 7 kg, 8 kg, 9 kg, and 10 kg with disk speeds of 400 rpm, 500 rpm, 600 rpm, 700 rpm, 800 rpm, and 900 rpm. The different loads and the speeds are selected as per the requirements of cutting tool. At different loads and speed variation of wear, friction force and COF with duration of rubbing are compared and investigated.
2.5 Experimental Setup
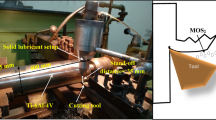
Figure 1 shows the pin-on-disk apparatus with microcontroller unit. Figure 2 shows the schematic representation of the used experimental setup. The main component of pin-on-disk apparatus is pin and rotating disk. The pin-on-disk apparatus is equipped with load cell and LVDT to measure the frictional force and vertical displacement of pin. The disk is rotated by motor at different speeds in such a way that vibration does not affect the test. The specimen holder is attached to the lever arm which has pivot. The pin specimens to be tested are of cylindrical shape. The material for the disk is EN-31 and the pin is fed against the rotating disk by applying dead-weight-load on pin due to which the wear of pin takes place. Machine is equipped with a controller, data acquisition system, and WINDUCOM 2010 software to obtain the required results. Tribological characteristics are determined on pin-on-disk apparatus for different pin materials and loading conditions. The friction force was induced between pin and disk, and this friction force is sensed by load cell.

Experimental setup

Schematic representation of pin-on-disk machine
The minimum speed of disk is 200 rpm and maximum speed is 1800 rpm. The material used for disk is EN-31 hardened to 60 HRC and 1.6 Ra (surface roughness). The diameter of disk is about 30 mm to 100 mm. The thickness is between 2 and 10 mm. Various tests are conducted in a load ranging from 5 to 10 kg. At various loads and sliding velocities, tribological behavior of Ti–6Al–4V is studied and investigated.
The pin which is to be tested is clamped in a pin holder and is bought in contact with disk as shown in Fig. 3. The wear track of 50 mm was fixed as per application. The speed of disk was varied from 400 to 900 rpm. The time duration for each trial were fixed as 5 min, 7.5 min, and 10 min. The readings were directly displayed in a digital display. The load applied on the pin was varied as 5 kg, 6 kg, 7 kg, 8 kg, 9 kg, and 10 kg, respectively. All the specimens of 10 mm diameter are tested on pin-on-disk machine to study the effect of vanadium and aluminum content also on tribological behavior on cutting tool alloy Ti–6Al–4V.

Schematic diagram of pin-on-disk apparatus
2.6 Wear Test
-
The disk surface is cleaned by emery paper and spraying acetone.
-
The pin specimen which is to be tested is mounted on a pin holder by Allen key.
-
The speed, load, and duration of test are decided as per design and testing condition.
-
Before starting wet test, it is ensured that the required coolant level is maintained in the chamber.
-
The disk portion covered with oil cap and ensured proper supply of coolant.
-
The test conducted and the behavior of wear, coefficient of friction, and frictional force are investigated and compared.
3 Results and Discussion
The aim of the experiment was to study the effect of Ti as well as V and Al contents on friction and wear on behavior of Ti–6Al–4V. The experiments are carried out for Titanium alloys at varying load conditions of 5 kg to 10 kg at different sliding speeds varying from 400 to 900 rpm. The tests are conducted on pin-on-disk machine with lubrication for time duration of 5, 7.5, and 10 min. The Lubricant used is regular coolant used for metal cutting process which is more suitable for turning process. The results obtained are summarized in Table 2.
3.1 Variation of Wear, FF, and COF (5 min Duration)
Table 2 shows the measured values of wear rate, frictional force, and coefficient for time period of 5 min with different loads and speeds on pin-on-disk apparatus. Figure 4 shows the variation in the wear for Ti–6Al–4V under the loads varying from 50 to 100 N for wet test condition. From Fig. 4 it is observed that there is continuous increase in wear with some fluctuations as load increases from 50 to 90 N and then wear remains almost constant after 90 N for 5 min test duration, whereas there is increase in FF (Fig. 5) with respect to load and speed which continues till 70 N, after that it nearly becomes constant with little fluctuations. Also COF (Fig. 6) increases rapidly at beginning of test, but after 70 N it undergoes continuous little fluctuations, and then it remains almost constant. From this it was observed that sliding velocity is one of the most influential parameters affecting the wear, friction force, and coefficient of friction. However, the variation in pressure distribution along the pin face was observed to be very less.

Variation of wear for Ti–6Al–4V

Variation of friction force for Ti–6Al–4V

Variation of coefficient of friction for Ti–6Al–4V
3.2 Variation of Wear, FF, and COF (7.5 min Duration)
Table 3 shows the measured values of wear rate, frictional force, and coefficient for time period of 7.5 min with different loads and speed. Figure 7 shows the variation in the wear for Ti–6Al–4V under the loads varying from of 50 to 100 N for wet test condition. From Fig. 7 it is observed that there is continuous increase in wear with some fluctuations as load increases from 50 to 90 N and then wear remains almost constant after 90 N for 5 min test duration (Fig. 4), whereas there is marginally decrease in FF (Fig. 8) with respect to load and speed which continues till 70 N, after that it nearly becomes constant with little fluctuations. Also, COF increases (Fig. 9) rapidly and decreases at the beginning of test, but after 70 N, it undergoes continuous little fluctuations, and then it remains almost constant.

Variation of wear for Ti–6Al–4V

Variation of friction force for Ti–6Al–4V

Variation of COF for Ti–6Al–4V
3.3 Variation of Wear, FF, and COF (10 min Duration)
Table 4 shows the measured values of wear rate, frictional force, and coefficient of friction for time period of 7.5 min with different loads and speeds. Figure 10 shows the variation in the wear for Ti–6Al–4V under the loads varying from 50 to 100 N for wet test condition. From Fig. 10, it is observed that there is continuous increase in wear with little fluctuations as load increases from 50 to 90 N and then wear remains almost constant after 90 N for 10-min test duration. However, there are marginal increases in FF (Fig. 11) with respect to load and speed which continues till 100 N. Also, COF decreases (Fig. 12) rapidly deceasing at the beginning (up to 70 N), but after 70 N, it undergoes continuous little fluctuations, then it remains almost constant.

Variation of wear for Ti–6Al–4V

Variation of FF for Ti–6Al–4V

Variation of CoF for Ti–6Al–4V
4 Conclusions
The objective of this work is to simulate the contact phenomenon in between tool and workwise used for machining operation in various machines tools to estimate the coefficient of friction (COF), friction force (FF), and wear rate of grade 5 titanium alloy (Ti–6Al–4V). The tests are performed on a titanium alloys for duration of 5, 7.5, and 10 min for load of 5 kg, 6 kg, 7 kg, 8 kg, 9 kg, and 10 kg with disk speeds of 400 rpm, 500 rpm, 600 rpm, 700 rpm, 800 rpm, and 900 rpm. It is observed that COF decreases continuously for certain duration of rubbing and after that it remains constant for the rest of the experimental time. The wear of titanium alloy significantly increases initially as load varies from 7 to 10 kg due to more contents of Al and vanadium.
Change history
05 August 2023
A Correction to this paper has been published: https://doi.org/10.1007/s40735-023-00789-y
References
Dewidar M (2006) Improvement of hardness and wear resistance of Ti-6Al-4V alloy by thermal oxidation for biomedical application. J Eng Sci 34(6):1941–1951
Boyer R, Welsch G, Collings EW (1994) Titanium alloys. ASM International, Materials Park. ISBN 978-0-87-170481-8
Buytoz S (2006) Microstructural properties of SiC based hard facing on low alloy steel. Surf Coat Technol 200(12–13):3734–3742
Wang K (1996) The use of titanium for medical applications in the USA. Mater Sci Eng A 213(1–2):134–137
Long M, Rack HJ (1998) Titanium alloys in total joint replacement—a materials science perspective. Biomaterials 19(18):1621–1639
Dong H, Groll EA, Bell T (1999) Potential of improving tribological performance of UHMWPE by engineering the Ti6Al4V counterfaces. Wear 225–229(2):874–884
Long M, Rack HJ (2001) Friction and surface behavior of selected titanium alloys during reciprocating-sliding motion. Wear 249(1–2):157–167
Choubey A, Basu B, Balasubramania R (2005) Tribological behaviour of Ti-based alloys in simulated bodyfluid solution at fretting contacts. Trends Biomater Artif Organs 18(2):141–147
Qu J, Blau PJ, Watkins T, Kulkrani NS (2005) Friction and wear of titanium alloys sliding against metal, polymer, and ceramic counterfaces. Wear 258(9):1348–1356
Cui XH, Mao YS, Wei MX, Wang SQ (2012) Wear characteristics of Ti-6Al-4V alloy at 20–400°C. Tribol Trans 55(2):185–190
ASTM standards test method for wear testing with a pin-on-disk apparatus, designation G99-95a (reapproved 2000)
Kumar D, Deepak KB, Muzakkir SM, Wani MF, Lijesh KP (2018) Enhancing tribological performance of Ti-6Al-4V by sliding process. Tribol Mater Surf Interfaces. https://doi.org/10.1080/17515831.2018.1482676
Din SH, Shah MA, Sheikh NA (2018) Tribological performance of titanium alloy Ti–6Al–4V via CVD–diamond coatings. J Superhard Mater 40(1):26–39
Funding
This work is not supported fully or partially by any funding organization or agency.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was corrected: The spelling of Ch. Ratnam’s name was corrected.
Rights and permissions
About this article

Cite this article
Santhosha Rathnam, G., Ratnam, C. Experimental Investigations on Tribological Characteristics of Ti–6Al–4V Under Wet Conditions. J Bio Tribo Corros 6, 19 (2020). https://doi.org/10.1007/s40735-019-0314-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-019-0314-9