
Abstract
Titanium alloy is widely used in the aerospace industry due to many excellent properties such as high strength, low density, and good corrosion resistance. However, it is considered to be difficult to machine owing to their poor machinability, which is characterized by their low thermal conductivity and low chemical stability. To study the influence of cutting feed rate conditions on surface integrity, in this work, the experimental setup for the cutting test was developed with the online monitoring system using the dynamometer and infrared temperature tester. Variable cutting feed rates were applied in the cutting of Ti-6Al-4V alloy. The cutting force and cutting temperature during machining process were analyzed. Additionally, the surface roughness, hardness, residual stress, and microstructure of the machined surface of Ti-6Al-4V alloy were investigated. The cutting force, cutting temperature, and residual stress of workpiece were simulated based on the cutting experiments. The average error of cutting force and temperature between simulation and experiment was less than 10%, which showed a good agreement. The surface roughness exhibited an increasing trend as the feed rate increased. But there is a rapid increase of the surface roughness occurred when the feed rate exceeded 0.1 mm/rev. The compressive residual stress of the machined surface was characterized as increased at first and then decreased, reaching the maximum compressive residual stress value of 358.6 MPa at the feed rate of 0.10 mm/rev. The phase transition analysis was carried out by MATLAB after cutting Ti-6Al-4V. It was found that the α phase was decreasing and the β phase was increasing compared with the Ti-6Al-4V matrix. The transition from α phase to β phase during cutting Ti-6Al-4V could be facilitated by the high stress and rapid heating. The hardness evolution of the machined subsurface of Ti-6Al-4V was also characterized as increased at first and then decreased, reaching a maximum hardness value of 354.64 HV at the feed rate of 0.10 mm/rev. The work hardening-affected layer was about 400 μm. In summary, the high cutting force and high cutting temperature would induce the tool wear and deterioration of surface integrity of the machined workpiece when the feed rate exceeds 0.1 mm/rev. This suggests the existence of an optimal feed rate close to 0.1 mm/rev for the Ti-6Al-4V machining. It could provide a solid foundation for the further high-performance manufacturing of the key components with Ti-6Al-4V alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloy has become the ideal material for many industrial applications due to their unique properties [1], especially in a variety of aerospace applications such as the aircraft structures, engine parts, and space probes. The high strength and low-weight properties of titanium alloy were contributed to make them become widely used in the aircraft fuselage and wing structures [2, 3]. In addition, the corrosion resistance of the titanium alloy is more superior than other metal materials. It could withstand the corrosive effects of the seawater and other corrosion environments. This could result in extending equipment life and decreasing maintenance cost. Thus, the titanium alloy is frequently employed in various kinds of crucial marine engineering equipment [3]. Moreover, the titanium alloy is a biocompatible material for the biomedical area, and it could not cause toxicity or adverse responses. The stability and biocompatibility of titanium alloy could make it widely employed in human implants such as joint replacement, dental implants, and bone nails [4, 5]. As for the machining performance of the titanium alloy, the cutting process is the most commonly used machining method for free-form surface in parts such as propellers and turbine blades. In short, the unique properties of titanium alloys, combined with advances in cutting techniques, continue to make this material a preferred choice for manufacturing high-performance components across diverse industries.
However, the titanium alloy is also a kind of material that is very difficult to cut. This could be due to the poor thermal conductivity, the low deformation coefficient, and the serious work hardening behavior. Besides, the cutting force and cutting temperature are very high during machining titanium alloy, ultimately leading to the rapid tool wear, diminishing the tool life, and degrading the machining quality. As for the high-end equipment manufacturing, the accuracy of the surface integrity is an important element in achieving overall product quality because it is often directly related to the product’s functional performance. Therefore, the correlation between cutting parameter controlling and surface integrity is one of the major influencing factors of the product quality in the machining process.
Zhuang et al. [6] proposed that the feed speed was the most important parameter affecting the surface roughness of lateral milling. The tensile residual stress was observed on the machined surface, and a machining hardened layer was formed under the machined surface. Huang et al. [7] studied an analytical model of residual stresses in Ti-6Al-4V side milling. It was found that the main load comes from the plow effect of the forefront at the final stage of the machined surface generation, when the uncut depth is close to zero. The simulation results indicated that the compressive residual stress tended to appeared in the axial direction of the flank milled surface than that of the feed direction. Zhuang et al. [8] investigated the wear mechanisms of the ceramic cutting inserts and the surface integrity of workpiece under the preheating- and cooling-assisted technologies as well as dry machining of Inconel 718. It showed that the assisted technologies result in better surface integrity and tool wear compared with dry cutting processes. Ghani et al. [9] studied the failure mode of cutting tools during machining titanium alloy. It showed that the cutting speed and depth of cut were identified as the main factors responsible for the failure and fatigue of the coated cemented carbide tools during the milling of titanium alloy. Liu et al. [10] deeply analyzed the variation mechanism of effective working area under the influence of grain geometry and spatial characteristics and revealed the dynamic variation process of grinding force in the grinding zone through numerical simulation. In order to verify the theoretical model, the dry grinding experiment of Ti-6Al-4V was designed. The experimental results show that under different machining parameters, the numerical results agree well with the experimental results, and the minimum error value is only 2.1%. Abboud et al. [11] performed a comprehensive evaluation of surface integrity and showed that the residual compressive stresses generated during the finish machining of titanium alloys interact with the surface roughness of the workpiece. Liu et al. [12] proposed an improved surface roughness prediction model and analyzed the effects of single tooth feed, step ratio, corner radius, and small cutting edge angle on surface roughness by numerical simulation. The face milling test of aerospace aluminum alloy 7075 was carried out. The results show that the surface roughness is nonlinear with the feed rate per tooth and the step ratio and monotonically changes with the corner radius. Patil et al. [13] investigated the effect of cutting heat on surface integrity during machining Ti-6Al-4V. Experimental analysis found that the cutting speed should be less than 90 m/min and the feed rate should be less than 0.3 mm/rev in the case of cutting depth of 1 mm. These cutting parameters could be contributed to obtain the uniform surface integrity, subsurface deformation, and chip microstructure. Wang et al. [14] discussed the correlation analysis of the microstructure evolution effect on the microhardness and residual stress during the cutting of Ti-6Al-4V alloy. The study shows that the microstructure evolution during the cutting process has an important effect on the microhardness and residual stress. Ullah et al. [15] investigated the effect of machining parameters on phase transformation during the high-speed milling of Ti-6Al-4V alloy. It was noted that the peak intensity of β-Ti remained essentially constant while that of α-Ti changed under different cutting conditions. Liang et al. [16] investigated the effect of tool wear on the plastic deformation and grain boundary characteristics of Ti-6Al-4V. The plastic activity in the local deformation layer increased after the tool wear occurred. The grain deformation, elongation, and deformation grain boundaries along the cutting direction were observed, as well as strong plastic activity was observed in the additional flow region below the worn tool. Wang et al. [17, 18] investigated the effect of temperature on the transition process of phase change in Ti-6Al-4V during the high-speed turning. A more detailed analysis of the stress state during shear band formation was carried out using the finite element method. Then, the phase transition model of α phase to β phase based on the stress state was proposed. Duan et al. [19] established a model of instantaneous milling forces of an integral end mill under dry lubrication and minimum lubrication with nanofluids. A single factor experiment is designed to introduce NMQL and milling feed coefficient into instantaneous milling force coefficient. The mean absolute error of NMQL for predicting milling forces in the X, Y, and Z directions is 13.3%, 2.3%, and 7.6%, respectively. Compared with dry milling, NMQL reduces milling forces in the X, Y, and Z directions by 21.4%, 17.7%, and 18.5%, respectively. Liu et al. [20] reviewed the latest advances in low-temperature minimum lubrication (CMQL) technology and clarified the key scientific issues in the research results of low-temperature minimum lubrication. The system summarizes the application forms and process characteristics of CMQL devices in turning, milling, and grinding, from traditional settings to innovative designs. The cooling and lubrication mechanism of CMQL and its influence on material hardness, cutting force, tool wear, and workpiece surface quality during cutting are widely revealed. Sun et al. [21] investigated the machined surface integrity during the orthogonal turning of titanium alloy TB6 under the cutting conditions which are characterized by the cutting speed of 30–90 m/min and feed rate of 0.05–0.10 mm/rev. It was implied that the higher cutting speed and proper feed rate were associated with the better surface integrity, including the features of better surface roughness, fewer surface defects, greater surface residual compressive stress, deeper affected layer, lower degree of the work hardening, and more stable properties of subsurface. Pan et al. [22] investigated an explicitly calculated residual stress prediction model based on grain size growth and phase transformation, which considered the material microstructural properties and successfully predicted the residual stress distribution after Ti-6Al-4V turning. Liu et al. [23] developed a finite element model for predicting the surface residual stresses of workpiece during the orthogonal cutting with the liquid nitrogen cooling. It was indicated that the cryogenic machining could decrease the thermal effect and increase the mechanical effect on the properties of workpiece surface. Rangasamy et al. [24] studied the surface roughness of Ti-6Al-4V machined under different cutting fluid conditions. It was found that the dry machining produced higher surface roughness while the minimal quantity lubrication (MQL) machining using vegetable oil and compressed air produced the lowest surface roughness values. Hariprasad et al. [25] investigated the effect of cutting edge radius on end milling Ti-6Al-4V under minimum quantity cooling lubrication. It was found that the machining condition with the combination of higher cutting speed, edge rounding, and lubricating system could reduce the cutting force, tool-workpiece interface temperature, and rapid tool wear and improve the quality of machined surface and tool life. Peng et al. [26] analyzed the microstructure, surface integrity, and wear behavior of titanium alloy after the high-speed ultrasonic vibration cutting. The results showed that the ultrasonic vibration cutting presented a unique feed movement and motion path. This novel cutting method exhibited a lower surface roughness and superior surface finish compared with the conventional cutting of titanium alloy. Zhuang et al. [27] proposed numerical investigations on machining-induced residual stress in orthogonal cutting of Ti-6Al-4V. The results show that machining Ti-6Al-4V exhibits significant compressive residual stress on machined surface. The residual stress could be more compressive if larger uncut chip thickness or lower cutting speed was employed. Tools with larger edge radius could also provide more compressive residual stress on machined surface. Liang et al. [28] analyzed the initial wear stage, normal wear stage, and rapid wear stage of the whole tool life cycle evolution. The effect of cutting speed on tool wear was greater than that of feed rate during machining Ti-6Al-4V. The corresponding material removed volume increased dramatically due to the cutting speed increasing. Li et al. [29] summarized the effect of tool edge micro-geometry on the cutting performance and surface integrity in metal cutting process. Increasing the edge hone radius, chamfer angle, and tool nose radius could produce a positive effect on the surface microhardness improvement of workpiece. Childerhouse et al. [30] investigated the influence of surface integrity features generated during carbide and high-speed polycrystalline diamond (PCD) machining on the fatigue behavior of coarse and fine-grained Ti-6Al-4V. Compared to WC–Co milling at conventional cutting parameters, high-speed PCD finishing resulted in a 60% reduction in component fatigue life, despite contributing to considerably lower levels of microstructural deformation and surface defects. Patel and Patil [31] investigated the effect of cutting speed and depth of cut on tool wear mechanisms and other performance indicators. The results showed that the main wear mechanisms of the tool were abrasion failure and tool fracture under the conditions of low and high cutting speed or depth of cut, respectively.
In the described investigations, most studies consider the process parameters, cutting conditions, tool wear, and surface integrity to improve the machining performance of Ti-6Al-4V. However, the correlation between the related evaluation indexes has not been established completely. The high-quality cutting process plays a pivotal role in the technology system of high-performance manufacturing, as it could achieve a high surface integrity of the machined workpiece. The objective of this study is to investigate the effect of cutting feed rate on machining performance and surface integrity in cutting process of Ti-6Al-4V alloy. The experimental setup for the cutting test was developed with the online monitoring system using the dynamometer and infrared temperature tester. The cutting force and cutting temperature during machining process were analyzed by the simulation and experiment. The wear behavior of coated tool was studied. Additionally, the surface roughness, hardness, residual stress, and microstructure of the machined surface of Ti-6Al-4V alloy were investigated. The comprehensive analysis and evaluation of the cutting parameters, tool wear, and surface integrity was performed. Finally, according to the experimental results, an optimum cutting condition of Ti-6Al-4V was obtained to improve the machining efficiency and quality. This could provide a solid foundation for the further high-performance manufacturing of the key components with Ti-6Al-4V alloy.
2 Material and experimental methods
2.1 Workpiece material and cutting tools
For this study, the Ti-6Al-4V alloy was selected for the workpiece material. Figure 1 shows the microstructure of Ti-6Al-4V, and it could be observed that the α phase and β phase were characterized by a blocky part and a strip part, respectively. This titanium alloy with the combination of α phase and β phase exhibited the excellent room-temperature strength, good formability, and machinability, which is extensively utilized in the aerospace field. The chemical composition and mechanical properties of Ti-6Al-4V are shown in Table 1 and Table 2. Cutting test of Ti-6Al-4V alloy has been performed by using TiSiN/TiAlN-coated cemented carbide tool. Physical vapor deposition (PVD) method was used to deposit the TiSiN/TiAlN coating on the ISO K10 cemented carbide [32,33,34,35]. The Oerlikon Balzers INNOVENTA mega coating equipment (Oerlikon Balzers Coating Co., Ltd.) was employed. The microstructure of the TiSiN/TiAlN coated tool is shown in Fig. 2. It could be observed that the TiSiN/TiAlN coating has a TiSiN layer deposited on the TiAlN adhesive interlayer. The top layer was prepared as TiSiN with a thickness of 1.91 μm, and the interlayer was prepared as TiAlN with a thickness of 1.26 μm. The hardness and Young’s modulus at room and elevated temperature of TiSiN/TiAlN coating are shown in Table 3. It is apparent that the hardness and Young’s modulus of coating decreased at the high temperature, but the coating could still maintain good mechanical properties. The tool handle with ISO identification SSBCL1616H09 was used, and this provided rake angle of 10°, clearance angle of 7°, and side cutting edge angle of 75° in all the experiments. The geometric parameters of cutting tool are shown in Table 4 and Fig. 3. The chemical compositions of ISO K10 cemented carbide substrate are listed in Table 5. The hardness of the cemented carbide is 1690 HV30. The average grain size of WC is 0.8 μm. The composition of the coating elements is presented in Table 6.

Microstructure of Ti-6Al-4V alloy

Cross-sectional microstructure of the TiSiN/TiAlN-coated tool

Structure diagram of the cutting tool (a) and cutting process (b)
2.2 Cutting tests
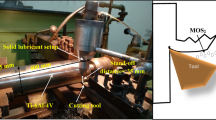
The experimental setup for the cutting test is shown in Fig. 4. The cutting tests were carried out on a CNC CW6163B lathe (Shenyang One Machine CNC Equipment Manufacturing Co., Ltd.). For all cutting experiments, the cutting speed, cutting depth, and cutting distance were kept constant at 60 m/min, 1 mm, and 30 m, respectively. The feed rate was set to 0.05 mm/rev, 0.1 mm/rev, 0.15 mm/rev, and 0.2 mm/rev, respectively. The cutting parameters of the tests are shown in Table 7. During the experiments, a three-component tool dynamometer (type: Kistler 9121) and a data acquisition system were used to measure the cutting force components at sampling rate of 5 kHz. An infrared temperature tester (type: ImageIR 5325 BB25) was used to measure the cutting temperature at frame rate of 1000 fps. A high-speed camera (type: Phantom v2511) was used to monitor the cutting process at sampling rate of 30,000 fps. Additionally, each condition was repeated three times to reduce the influence of random errors. After each cutting test, the wear condition of coated tool was measured. Wear analysis was taken from the rake and flank faces by using SEM.

The experimental setup for cutting test
2.3 Characterization techniques of the machined surface integrity
The surface integrity of machined workpiece includes the surface roughness, microstructure, residual stress, work hardening, and phase change. This is critically important to the service performance and operation life of the key components. The excellent properties and superior surface quality could be achieved by controlling the various performance indicators strictly.
2.3.1 Surface roughness measurement
In order to analyze the 3D microstructure and surface topography of Ti-6Al-4V after cutting, the surface roughness measurements were performed using a laser scanning confocal microscope (ZEISS LSM900). Prior to each measurement, the specimen was ultrasonically cleaned in industrial alcohol to remove any residual oil from the machined surface. A clear image of the specimen was found under the microscope. The surface roughness could be measured. Ten locations were taken for each specimen to ensure the experimental accuracy.
2.3.2 Residual stress detection
The surface residual stress was detected by using the X-ray stress analyzer (Stresstech DR45, Finland). Test parameters were the tube voltage of 27 kV, the tube current of 7.0 mA, the target material of Cu, the diffraction crystal plane of (213), the measurement direction of axial, and the diffraction angle of 134–147°. Before the measurement, calibration was performed to control the error. Three points were measured on the machined surface of Ti-6Al-4V to obtain the residual stresses.
2.3.3 Hardness testing
Microhardness is an important parameter to characterize the work hardening behavior of machined surface layer. The hardness tester (Shimadzu DUH-211S, Japan) was used for the microhardness tests. The Vickers indenters with a diagonal angle of 136° were used. The first microhardness test was performed at the depth of 40 μm below the surface of the workpiece. Then, the interval of adjacent two microindentations was set as 20 μm at the depth from 40 μm to 200 μm below the surface of the workpiece. The interval of adjacent two microindentations was set as 50 μm at the depth from 200 to 600 μm below the surface of the workpiece. The interval of adjacent two microindentations was set as 100 μm at the depth from 600 to 1000 μm below the surface of the workpiece. The microhardness test method is shown in Fig. 5. The indentation load of 1961 mN, loading speed of 70 mN/s, holding time of 10 s, and unloading time of 15 s were employed during microhardness testing. At last, the diamond-shaped indentation was formed. The two diagonal lengths were measured, and the microhardness values were calculated according to the following expressions:

Schematic diagram of the hardness test method
In the formula, \(F\) is the applied load (N), \(\mathrm{HV}\) is the microhardness value, and \(d\) is the average length of the indentation diagonal (mm).
In addition, the nanoindentation was used to investigate the mechanical properties of the plastic deformation layer near the machined surface. The interval of adjacent two nanoindentations was set as 9 μm at the depth from 10 to 37 μm below the surface of the workpiece, as shown in Fig. 5. Nanoindentation was applied by using the Berkovich diamond indenter at the indentation force of 30 mN, the loading speed of 1 mN/s, and the holding time of 10 s and employing the NanoTest Vantage machine from Micro Materials Ltd. The load–displacement curve was obtained during nanoindentation.
2.3.4 Microscopic morphology analysis
The machined subsurface of Ti-6Al-4V was polished by using the sandpaper with the mesh number of 60 #, 500 #, 1500 #, 2000 #, and 4000 # respectively. The polishing time increased with the increasing mesh number of sandpaper. The scratch on the specimen surface was eliminated through microscope observation, meeting the requirements of the metallographic preparation. In order to analyze the phase transition and the grain size change of the plastic deformation layer, the Kroll reagent was used to corrode the metallographic structure of Ti-6Al-4V. The Kroll reagent is a mixed acid corrosion solution of HF, HNO3, and distilled water with a volume ratio of 2%:3%:95% which was used in this experiment. To circumvent the obstruction of titanium-etchant contact by the formation of a dense oxide film during corrosion, a swab-corrosion technique is employed for metallographic preparation. The swab is immersed in the Kroll reagent solution for 5 s and utilized to wipe the specimen surface for 15 s. Following corrosion, the sample is promptly immersed in an alcohol solution for 10 s, rinsed, and dried using an air blower.
For obtaining the high-resolution image of the corrosion-treated sample to characterize the subsurface deformation after machining Ti-6Al-4V, the microscopic morphology was obtained by using the scanning electron microscopy (Phenom-XL, Netherlands). The α phase and β phase of Ti-6Al-4V in the plastic deformation layer could be observed in the microscopic morphology. The areas of α phase and β phase were calculated with the aid of a MATLAB program, as shown in the Appendix.
2.3.5 Finite element analysis
In this paper, a 2D finite element model will be built with commercial software Third Wave AdvantEdge to model the cutting process of Ti-6Al-4V. To make the simulation environment more compatible with the actual machining process, a two-subsequent cutting simulation model is established in this paper. The cutting force, cutting temperature, and residual stress under different feed rates have been obtained. The Ti-6Al-4V alloy and cemented carbide with TiSiN/TiAlN coating have been chosen as the workpiece and cutting tool material, respectively. The thermophysical property and mechanical properties of TiSiN/TiAlN coatings and cemented carbides are presented in Table 8 and Table 9. The two-dimensional model of the cutting process and the mesh division is shown in Fig. 6. The Lagrangian finite element model based on adaptive meshing was used in software AdvantEdge. The connectivity of the finite of element mesh was redefined at regular intervals by six-noded quadratic triangular elements, and mesh smoothing algorithm was employed. AdvantEdge provided a convenient meshing procedure. A parameter designated as mesh grading, which regulated the transition rate from the maximum mesh to the minimum mesh, and the mesh will be automatically partitioned. In this study, the mesh grading was set to 0.4. Moreover, the mesh region near the tip vicinity of the tool and workpiece will be suitably refined with the mesh refinement factor set to 2. The mesh region far from the tip vicinity of the tool and workpiece will be slightly refined with the mesh coarsening factor set to 6. The maximum and minimum element size at the tip vicinity is set to 0.1 mm and 0.02 mm, respectively. This could ensure the accuracy and efficiency of the simulation. The numerical simulation is conducive to investigate the interaction mechanisms between the tool and workpiece during the cutting process. On this basis, the distribution trend of residual stress of the machined workpiece subsurface could be studied by the application of FEM simulation. It is critically important to the service performance of the key components.

Finite element model with mesh
3 Results and discussion
3.1 Cutting temperature and cutting force
Figure 7 shows the cutting temperature of machining Ti-6Al-4V alloy at the cutting feed rates of 0.05 mm/rev, 0.1 mm/rev, 0.15 mm/rev, and 0.2 mm/rev. It was found that the cutting temperature slightly increased with the raise of feed rate. As the feed rate increased during cutting, the severe plastic deformation of material and frictional heat at tool/chip interface were generated. The low thermal conductivity of titanium alloy suppressed the effective dissipation of the heat, and this induced the cutting temperature increasing. Figure 8 shows the cutting forces of machining Ti-6Al-4V alloy at the cutting feed rates of 0.05 mm/rev, 0.1 mm/rev, 0.15 mm/rev, and 0.2 mm/rev. The cutting force measured by the dynamometer is the force resultant in the X, Y, and Z directions, respectively, namely radial thrust force FX, main cutting force FY, and axial thrust force FZ. It could be seen that all three forces were increased with the raise of feed rate. Especially, the raising of feed rate leads to a drastic increase of the main cutting force; this could be due to the strain hardening effect [36, 37]. Figure 9 shows the wear behavior of TiSiN/TiAlN coating tool under different cutting conditions of Ti-6Al-4V. As shown in Fig. 9a and b, under the feed rates of 0.05 mm/rev and 0.1 mm/rev, it could be observed that the coated tool failed slightly due to the coating spalling from the substrate. As the cutting feed rate increased, the coating spalling area expanded greatly. As shown in Fig. 9c and d, under the feed rates of 0.15 mm/rev and 0.2 mm/rev, it could be found that the coated tool exhibited a large flank wear and coating spalling at rake face. The cutting temperature and cutting force increased at a higher feed rate could be associated with the wear failure of the coated tool [38, 39]. Besides, the area of chip contact with the tool increased as the feed rate raised, which could be subjected to a higher pressure, friction, and temperature and produced more severe tool wear. In addition, the Ti-6Al-4V alloy gives rise to serrated chips during cutting, which leads to the cyclic cutting force and cyclic temperature fluctuation. This could induce the mechanical fatigue loads and thermal fatigue loads applied on the coated tool. With the increasing of feed rate, it could be observed that the failure modes of notch wear, wear land, and coating spalling were significantly accelerating deterioration of the coated tool [32,33,34,35]. Moreover, it could be noted that the wear land was distributed uniformly under the cutting feed rate of 0.05 mm/rev. But the wear land would tend to be non-uniform distribution when the cutting feed rate increased. This could induce a negative effect on the surface integrity of Ti-6Al-4V alloy in cutting process.

Cutting temperature of machining Ti-6Al-4V alloy at different cutting conditions

Cutting force of machining Ti-6Al-4V alloy at different cutting conditions

The wear behavior of TiSiN/TiAlN coating tool after different cutting conditions of Ti-6Al-4V: a feed rate of 0.05 mm/rev, b feed rate of 0.1 mm/rev, c feed rate of 0.15 mm/rev, and d feed rate of 0.2 mm/rev
3.2 Simulation analysis during cutting process
The simulation results of cutting Ti-6Al-4V under different feed rates were processed and analyzed by using Tecplot software. The cutting forces, cutting temperature (temperature of free surface of chip and temperature of tool/chip interface), and residual stress in the workpiece could be computed. The cutting temperature and cutting force obtained by simulation are shown in Fig. 10. During the steady stage of cutting process, the mean values of main cutting force, axial thrust force, and temperature of free surface of chip were calculated, as shown in Table 10. As for the cutting temperature, the simulated temperatures of tool/chip interface increased with the raise of feed rate. Comparing the actual cutting temperature in Fig. 8, it could be found that the simulated temperatures of tool/chip interface were significantly higher than the measured cutting temperatures in experiments. In the actual cutting process, the infrared temperature tester could only measure the temperature of free surface of chip. However, the temperature history obtained by simulation was the highest temperature on the cutting tool (i.e. temperature of tool/chip interface). Thus, the temperatures of free surface of chip were extracted and calculated from the contours of simulated temperature with different feed rates. As shown in Table 10, the main cutting force, axial thrust force, and temperature of free surface of chip, which were obtained by FEM, were compared to the practical cutting experiments. The average error of main cutting force was 1.6–9.2%. The average error of axial thrust force was 2.8–7.9%, while the average error of temperature of free surface of chip was 4.3–8.3%. The simulated results showed good agreement with the experimental results.

The contours of cutting temperature and cutting force with different feed rates: a feed rate of 0.05 mm/rev, b feed rate of 0.1 mm/rev, c feed rate of 0.15 mm/rev, and d feed rate of 0.2 mm/rev
Residual stress fields in the machined Ti-6Al-4V alloy were characterized by simulation in terms of the implemented cutting feed rates, as shown in Fig. 11. The residual stress values were extracted along the subsurface at the same position of the machined workpiece under different feed rates in Fig. 11a–d. Then, the results of residual stress field simulation of the machined subsurface after different cutting conditions of Ti-6Al-4V are shown in Fig. 11e. For all four cutting feed rates used, a compressive layer of residual stress was observed. It was found that the compressive residual stress increased gradually from surface to the subsurface. However, when reaching a certain depth of subsurface, the compressive residual stress decreased gradually. Finally, the tensile residual stress occurred at the larger depth of subsurface. Some characteristic parameters of the residual stress distribution curve are employed in Fig. 11e, including the mean compressive residual stress (σavg) of the shallow surface layer (i.e. subsurface depth no more than 20 μm), maximum compressive residual stress (σmax), depth of maximum compressive residual stress (Dmax), and depth of compressive residual stress layer (D0). The mean compressive residual stress (σavg) was approximately 277.585 MPa at the feed rate of 0.05 mm/rev. This value increased to 346.887 MPa when using the cutting feed rate of 0.1 mm/rev. Then, this value decreased to 269.262 MPa and 205.398 MPa when using the feed rate of 0.15 mm/rev and 0.2, mm/rev respectively. Additionally, the maximum compressive residual stress (σmax) was approximately 536.005 MPa at the feed rate of 0.05 mm/rev. This value increased to 620.425 MPa when using the cutting feed rate of 0.1 mm/rev. Then, this value decreased to 578.426 MPa and 580.92 MPa when using the feed rate of 0.15 mm/rev and 0.2 mm/rev, respectively. Based on the results of cutting force and temperature between simulation and experiment, it could be claimed that the cutting force and cutting temperature improved when increasing the feed rate. Under the effect of a high cutting force and temperature, a part of tensile stress could be generated in the subsurface layer of workpiece, which leads to the reduction of compressive residual stress [14].

The contours of residual stress in the machined workpiece with different feed rates: a feed rate of 0.05 mm/rev, b feed rate of 0.1 mm/rev, c feed rate of 0.15 mm/rev, and d feed rate of 0.2 mm/rev. e Residual stress field simulation of the machined subsurface after different cutting conditions of Ti-6Al-4V
3.3 Surface roughness analysis
The surface morphologies for the machined surface of Ti-6Al-4V under different feed rates are shown in Fig. 12. It could be clearly observed that the peaks and valleys formed on the machined surface due to the cutting tool paths. The relationship between the feed rate and surface roughness could also be illustrated by the residual height of the feed trace [40]. As shown in Fig. 12, the residual height of the feed trace was more distinct when the higher feed rate was employed. This is an important factor which affecting the machined surface roughness.

Surface morphologies for the machined surface of Ti-6Al-4V under different cutting conditions
The surface roughness of the machined surface of Ti-6Al-4V under different feed rates could be obtained by the three-dimensional shape section inspection calculation, as shown in Fig. 13. The surface roughness increased with the raise of feed rates. Besides, it could be noted that the surface roughness increased slightly when the feed rate raised from 0.05 to 0.1 mm/rev. However, a rapid increase of the surface roughness occurred when the feed rate raised from 0.1 to 0.15 mm/rev. After that, the machined surface quality was continuing declined as the feed rate increased. The cutting force analysis showed that by increasing the feed rate, the cutting forces increased considerably. Moreover, the extra heat was produced in the cutting area. The thermo-mechanical coupling effect was contributed to increase the tool wear, and this finally led to the surface finish degradation [41]. In summary, for obtaining a better surface roughness and machining efficiency, the feed rate of 0.1 mm/rev under the cutting speed of 60 m/min and cutting depth of 1 mm should be chosen in cutting Ti-6Al-4V.

Surface roughness for different cutting conditions of Ti-6Al-4V
3.4 Microstructure of the machined subsurface
The microstructure distribution at the machined subsurface layer with different feed rates is shown in Fig. 14. The subsurface microstructure was divided into plastic deformation layer and matrix layer. In addition, the plastic deformation layer could be divided into two regions (i.e. P1 and P2). Near the surface region of workpiece, the top-layer material suffered intense flow and severe tensile deformation, which was defined as P1 area. Under this area, the material flow and tensile deformation were gradually reduced until reached the matrix material, which was defined as P2 area. The deformation angle and the depth of plastic deformation zone in the severe tensile deformation region were quantified. As shown in Fig. 14, the deformation angle decreased from 12.8 to 9.1°, and the depth of plastic deformation zone increased from 20.3 to 23.8 μm as the feed rate raised from 0.05 to 0.2 mm/rev. This could be because the surface layer of workpiece was subjected to an increasing cutting force when the feed rate raised, thus leading to the strong shear-tensile effect and increasing the depth of deformation layer [42].

SEM pictures of microstructure distribution at the machined subsurface layer with different feed rates: a feed rate of 0.05 mm/rev, b feed rate of 0.1 mm/rev, c feed rate of 0.15 mm/rev, and d feed rate of 0.2 mm/rev
In this paper, the influence of Ti-6Al-4V cutting on its properties is understood from the microscopic point of view by studying the phase transition. In Fig. 14, the α and β phases can be clearly observed. In order to investigate the transformation of α phase and β phase in the plastic deformation region of the machined subsurface of Ti-6Al-4V, the MATLAB program is used to binarize the image of plastic deformation region, as shown in Fig. 14. Finally, the proportion of α phase and β phase in the plastic deformation zone after different cutting conditions is calculated, as shown in Fig. 15. As the feed rate increased from 0.05 to 0.2 mm/rev, the content of α phase decreased from 86.33 to 82.65%m and the content of β phase increased from 13.67 to 17.45%. The mechanisms of phase change during the cutting process were mainly attributable to the following: (1) mechanical loading and severe plastic deformation, (2) rapid heating and cooling processes, and (3) heat transfer between the machined surface and the environment [43]. The transition from α phase to β phase during cutting Ti-6Al-4V could be facilitated by the high stress and rapid heating [44]. The cutting force and cutting temperature gradually increase as the feed rate raised, and this was contributed to the phase transition in Ti-6Al-4V.

Phase transition of α phase and β phase in the plastic deformation zone after different cutting conditions of Ti-6Al-4V
3.5 Residual stress analysis
The mechanical-thermal coupling was considered to be the main cause of residual stress in machined surface. Therefore, the residual stress could be decomposed into mechanical stress and thermal stress [45]. Figure 16 shows the residual stress at the machined surface after different cutting conditions of Ti-6Al-4V. It could be found that the measured residual stresses on the machined surface were all compressive residual stresses. Besides, the variation trend of residual stress value after different cutting feed rates between the experimental measurement and numerical simulation was consistent. The errors between the simulated results and the experimental data of the residual stress on the workpiece surface under the cutting feed rate of 0.05 mm/rev, 0.1 mm/rev, 0.15 mm/rev, and 0.2 mm/rev were about 5.9%, 3.3%, 5.95%, and 6.9%, respectively. The compressive residual stress of the machined surface increased as the feed rate raised from 0.05 to 0.1 mm/rev. This could be due to the increased mechanical stress which is caused by the increased cutting force and plastic strain between the tool and workpiece. Although an increased cutting temperature could contribute to the tensile residual stresses, the mechanical stresses could be a dominant position during this cutting process [45, 46]. However, the compressive residual stress of the machined surface decreased as the feed rate raised from 0.1 to 0.2 mm/rev. The thermal stresses could be a dominant position during this cutting process, resulting in a gradual reduction in the compressive residual stresses. Due to the poor thermal conductivity of titanium alloy, it could be noted that the cutting temperature reached more than 700℃ when the feed rate exceeded 0.1 mm/rev, as shown in Fig. 10. This could induce the release of compressive residual stress. Besides, the tensile stress could be generated during the cooling process from high temperature after cutting. This also could wipe out and decrease the compressive residual stress.

Residual stress characteristics at the machined surface after different cutting conditions of Ti-6Al-4V
3.6 Hardness analysis of the machined subsurface
In order to examine the influence of feed rate on the mechanical behaviors, the microhardness variation of the machined subsurface after different cutting conditions of Ti-6Al-4V was investigated, as shown in Fig. 17. It could be observed that the microhardness value tends to remain constant in the subsurface depth from 40 μm to 200 μm. Then, the microhardness begins to decrease in the subsurface depth from 200 to 400 μm, until it reaches the matrix hardness. So it implied that the affected layer was about 400 μm. The load–displacement curves of various machined subsurface depths during microhardness measurement under the cutting condition of feed rate with 0.10 mm/rev are shown in Fig. 17b. A continuous record of load and indenter displacement was made as an indenter was pushed into and removed, and the mechanical properties of the various subsurface depths of machined workpiece could be extracted. It is apparent that the indenter penetrates less at the subsurface depth of 40 μm and penetrates larger at the subsurface depth of 800 μm. This is consistent with the results of the microhardness of machined subsurface. The microhardness of the work hardening layer increased significantly as the feed rate raised from 0.05 to 0.1 mm/rev. Also, the work hardening layer obtained from feed rate of 0.1 mm/rev exhibited the highest microhardness under different cutting conditions. This could be due to the increase of the cutting removal rate and cutting force [47, 48]. In addition, the extrusion deformation and grain stretching of the machined surface made the work hardening phenomenon more obvious [15]. As shown in Fig. 14, the phenomenon of grains being stretched and twisted could be observed. However, it was found that the microhardness of the work hardening layer decreased as the feed rate raised from 0.1 mm/rev to 0.2 mm/rev. This could be because the high cutting temperature induced the softening effect of the machined subsurface exceeding the hardening effect of the machined subsurface. These results were similar to the evolution of compressive residual stresses of the machined surface described above.

a Microhardness variation of the machined subsurface after different cutting conditions of Ti-6Al-4V. b Load–displacement curves of various machined subsurface depths during microhardness measurement under the cutting condition of feed rate with 0.10 mm/rev
Moreover, the further in-depth research of the hardness of machined shallow surface layer which is defined as the subsurface depth was no more than 40 μm by using the nanoindentation. Figure 18 shows the hardness of the machined shallow surface layer after different cutting conditions of Ti-6Al-4V. It could be observed that the hardness near the top surface (i.e. subsurface depth of 10 μm) was less than the matrix hardness of Ti-6Al-4V. After that, there is a significant hardening effect at the subsurface depth more than 20 μm. The load–displacement curves of various machined shallow surface layer depths during nanoindentation under the cutting condition of feed rate with 0.10 mm/rev are shown in Fig. 18b. A continuous record of load and indenter displacement was made as an indenter was pushed into and removed, and the mechanical properties of the various shallow surface layer depths of machined workpiece could be extracted. It is apparent that the indenter penetrates larger at the subsurface depth of 10 μm and penetrates less at the subsurface depth of 37 μm. This is consistent with the results of the nanohardness of machined shallow surface layer. Some researches have shown that high cutting temperature has a significant effect on the softening depth. The cutting heat leads to the thermal softening and hardness decreasing of the machined surface of workpiece [49]. Thus, the hardness evolution of the machined subsurface of Ti-6Al-4V was characterized as increased at first and then decreased.

a Hardness of the machined shallow surface layer after different cutting conditions of Ti-6Al-4V. b Load–displacement curves of various machined shallow surface layer depths during nanoindentation under the cutting condition of feed rate with 0.10 mm/rev
4 Conclusions
In this paper, the experimental setup for the cutting test was developed with the online monitoring system using the dynamometer and infrared temperature tester. Variable cutting feed rates were applied in the cutting of Ti-6Al-4V alloy. The cutting force and cutting temperature during machining process were analyzed by the simulation and experiment. The wear behavior of coated tool was studied. The surface roughness, hardness, residual stress, and microstructure of the machined surface of Ti-6Al-4V alloy were investigated. The comprehensive analysis and evaluation of the cutting parameters, tool wear, and surface integrity was performed. The conclusions are as follows:
-
(1)
The raising of feed rate leads to a drastic increase of the main cutting force and a slight increase of cutting temperature. This could be associated with the strain hardening effect and the wear failure of the coated tool. The main cutting force, axial thrust force, and temperature of free surface of the chip, which were obtained by FEM, were compared to the practical cutting experiments. The average error of cutting force and temperature between simulation and experiment was less than 10%, which showed a good agreement.
-
(2)
For different cutting feed rates used in machining Ti-6Al-4V, a compressive layer of residual stress was observed. The compressive residual stress evolution of the machined subsurface of Ti-6Al-4V was characterized as increased at first and then decreased. Finally, the tensile residual stress occurred at the larger depth of subsurface. The maximum compressive residual stress was approximately 620.425 MPa of the machined subsurface under the cutting feed rate of 0.1 mm/rev. The maximum depth of compressive residual stress layer could reach to 134 μm by the simulation analysis. Besides, the variation trend of residual stress value after different cutting feed rates between the experimental measurement and numerical simulation was consistent. The errors between the simulated results and the experimental data of the residual stress on the workpiece surface under different cutting feed rates were less than 7%.
-
(3)
The surface roughness increased with the raise of feed rates. It could be noted that the surface roughness increased slightly when the feed rate raised from 0.05 to 0.1 mm/rev. But a rapid increase of the surface roughness occurred when the feed rate raised from 0.1 to 0.15 mm/rev. The thermo-mechanical coupling effect was contributed to increase the tool wear, and this finally led to the surface finish degradation. For obtaining a better surface roughness and machining efficiency, the feed rate of 0.1 mm/rev under the cutting speed of 60 m/min and cutting depth of 1 mm should be chosen in cutting Ti-6Al-4V.
-
(4)
The deformation angle and the depth of plastic deformation zone of machined subsurface were quantified. The deformation angle decreased from 12.8 to 9.1°, and the depth of plastic deformation zone increased from 20.3 to 23.7 μm as the feed rate raised from 0.05 to 0.2 mm/rev. This could be because the surface layer of workpiece was subjected to an increasing cutting force when the feed rate raised, thus leading to the strong shear-tensile effect and increasing the depth of deformation layer. As the feed rate increased from 0.05 to 0.2 mm/rev, the content of α phase decreased from 86.33 to 82.65%, and the content of β phase increased from 13.67 to 17.45%. The transition from α phase to β phase during cutting Ti-6Al-4V could be facilitated by the high stress and rapid heating. The cutting force and temperature gradually increase as the feed rate raised, and this was contributed to the phase transition in Ti-6Al-4V.
-
(5)
The hardness evolution of the machined subsurface of Ti-6Al-4V was characterized as increased at first and then decreased. It could be observed that the hardness near the top surface (i.e. subsurface depth of 10 μm) was less than the matrix hardness of Ti-6Al-4V. This could be due to the thermal softening of the machined surface. After that, there is a significant hardening effect at the subsurface depth more than 20 μm. The work hardening affected layer was about 400 μm. The maximum microhardness value was approximately 354.64 HV of the machined subsurface under the cutting feed rate of 0.1 mm/rev. The microhardness of the work hardening layer decreased as the feed rate raised from 0.1 to 0.2 mm/rev. This could be because the high cutting temperature induced the softening effect of the machined subsurface exceeding the hardening effect of the machined subsurface.
References
Boyer RR (2010) Attributes, characteristics, and applications of titanium and its alloys. The Journal of The Minerals. Met Mater Soc (TMS) 62:21–24
Zhao QY, Sun QY, Xin SW et al (2022) High-strength titanium alloys for aerospace engineering applications: a review on melting-forging process. Mater Sci Eng: A 845:143260
Zha XM, Yuan Z, Qin H et al (2023) Coupling mechanisms of static and dynamic loads during the ultrasonic impact strengthening of Ti-6Al-4V. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11676-8
Elias CN, Lima JHC, Valiev R et al (2008) Biomedical applications of titanium and its alloys. J Miner Met Mater Soc (TMS) 60:46–49
Baltatu MS, Vizureanu P, Sandu AV et al (2021) New titanium alloys, promising materials for medical devices. Materials 14(20):5934
Zhuang KJ, Zhang XM, Ding H (2015) Evaluation of cutting forces and surface integrity in flank milling of heat-resistant-super-alloys with coated cemented carbide tools. Int Robot Appl Springer Int Publ 9245:651–663
Huang XD, Zhang XM, Ding H (2015) An analytical model of residual stress for flank milling of Ti-6Al-4V. Procedia CIRP 31:287–292
Zhuang KJ, Zhang XM, Zhu DH et al (2015) Employing preheating- and cooling-assisted technologies in machining of Inconel 718 with ceramic cutting tools: towards reducing tool wear and improving surface integrity. Int J Adv Manuf Technol 80(9):1815–1822
Ghani JA, Haron CHC, Hamdan SH et al (2013) Failure mode analysis of carbide cutting tools used for machining titanium alloy. Ceram Int 39(4):4449–4456
Liu MZ, Li CH, Zhang YB et al (2022) Analysis of grinding mechanics and improved grinding force model based on randomized grain geometric characteristics. Chin J Aeronaut 36(7):160–193
Abboud E, Attia H, Shi B et al (2016) Residual stresses and surface integrity of Ti-alloys during finish turning-guidelines for compressive residual stresses. Procedia CIRP 45:55–58
Liu DW, Li CH, Dong L et al (2022) Kinematics and improved surface roughness model in milling. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-022-10729-8
Patil S, Jadhav S, Kekade S et al (2016) The influence of cutting heat on the surface integrity during machining of titanium alloy Ti6Al4V. Procedia Manuf 5:857–869
Wang ZY, Ren JX, Zhou JH et al (2023) Correlation analysis of microstructure evolution on microhardness and residual stress for cutting Ti-6Al-4V titanium alloy. Proc Inst Mech Eng Part B: J Eng Manuf 237(6–7):885–898
Ullah I, Zhang S, Zhang Q et al (2021) Microstructural and mechanical property investigation of machined surface layer in high-speed milling of Ti-6Al-4V alloy. Int J Adv Manuf Technol 116(5–6):1707–1719
Liang XL, Liu ZQ, Wang QQ et al (2020) Tool wear-induced microstructure evolution in localized deformation layer of machined Ti-6Al-4V. J Mater Sci 55(8):3636–3651
Wang QQ, Liu ZQ, Yang D et al (2017) Metallurgical-based prediction of stress-temperature induced rapid heating and cooling phase transformations for high speed machining Ti-6Al-4V alloy. Mater Des 119:208–218
Wang QQ, Liu ZQ, Wang B et al (2017) Stress-induced orientation relationship variation for phase transformation of α-Ti to β-Ti during high speed machining Ti-6Al-4V. Mater Sci Eng: A 690:32–36
Duan ZJ, Li CH, Zhang YB et al (2023) Mechanical behavior and semiempirical force model of aerospace aluminum alloy milling using nano biological lubricant. Front Mech Eng 18(1):4
Liu MZ, Li CH, Zhang YB et al (2021) Cryogenic minimum quantity lubrication machining: from mechanism to application. Front Mech Eng 16(4):649–697
Sun JF, Huang S, Wang TM et al (2018) Research on surface integrity of turning titanium alloy TB6. Procedia CIRP 71:484–489
Pan ZP, Liang SY, Garmestani H (2019) Finite element simulation of residual stress in machining of Ti-6Al-4V with a microstructural consideration. Proc Inst Mech Eng Part B: J Eng Manuf 233(4):1103–1111
Liu HB, Wang CX, Liu ZH (2021) Numerical prediction of machining-induced surface residual stress for TC4 cryogenic turning. Int J Adv Manuf Technol 114(5–8):131–144
Rangasamy N, Rakurty CS, Balaji AK (2022) A multiscale study on machining induced surface integrity in Ti-6Al-4V alloy. Procedia CIRP 108:787–792
Hariprasad B, Selvakumar SJ, Samuel Raj D (2022) Effect of cutting edge radius on end milling Ti-6Al-4V under minimum quantity cooling lubrication-chip morphology and surface integrity study. Wear 498–499:204307
Peng ZL, Zhang XY, Liu LB et al (2023) Effect of high-speed ultrasonic vibration cutting on the microstructure, surface integrity, and wear behavior of titanium alloy. J Market Res 24:3870–3888
Zhuang KJ, Huang YJ, Weng J et al (2022) Numerical investigations on residual stresses in orthogonal cutting of Ti-6A1-4V. Procedia CIRP 108:199–204
Liang XL, Liu ZQ, Wang B et al (2023) Progressive mapping surface integrity and multi-objective optimizing surface quality of machining Ti-6Al-4V based novel tool failure criterion. CIRP J Manuf Sci Technol 42:81–94
Li BX, Zhang S, Du J et al (2022) State-of-the-art in cutting performance and surface integrity considering tool edge micro-geometry in metal cutting process. J Manuf Process 77:380–411
Childerhouse T, M’Saoubi R, Franca L et al (2022) The influence of machining induced surface integrity and residual stress on the fatigue performance of Ti-6Al-4V following polycrystalline diamond and coated cemented carbide milling. Int J Fatigue 163:107054
Patel H, Patil H (2022) Tribological performance based machinability investigations of Al2O3-ZrO2 ceramic cutting tool in dry machining of Ti-6Al-4V alloy. Tribol Int 176:107776
Zha XM, Chen FB, Jiang F, Xu XP (2019) Correlation of the fatigue impact resistance of bilayer and nanolayered PVD coatings with their cutting performance in machining Ti-6Al-4V. Ceram Int 45:14704–14717
Zha XM, Jiang F, Xu XP (2018) Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf Coat Technol 344:689–701
Zha XM, Wang TX, Chen FB et al (2022) Investigation the fatigue impact behavior and wear mechanisms of bilayer micro-structured and multilayer nano-structured coatings on cemented carbide tools in milling titanium alloy. Int J Refract Metal Hard Mater 103:105738
Zha XM, Wang TX, Guo BC et al (2023) Research on the oxidation resistance and ultra-high frequency thermal fatigue shock failure mechanisms of the bilayer and multilayer nano-coatings on cemented carbide tools. Int J Refract Metal Hard Mater 110:106043
Mia M, Khan MA, Dhar NR (2017) High-pressure coolant on flank and rake surfaces of tool in turning of Ti-6Al-4V: investigations on surface roughness and tool wear. Int J Adv Manuf Technol 90:1825–1834
Koné F, Czarnota C, Haddag B, Nouari M (2013) Modeling of velocity-dependent chip flow angle and experimental analysis when machining 304L austenitic stainless steel with groove coated-carbide tools. J Mater Process Technol 213(7):1166–1178
Smart EF, Trent EM (1975) Temperature distribution in tools used for cutting iron, titanium and nickel. Int J Prod Res 13:265–290
Ezugwu EO, Bonney J (2005) Finish machining of nickel-base Inconel 718 alloy with coated carbide tool under conventional and high-pressure coolant supplies. Tribol Trans 48(1):76–81
Hua Y, Liu ZQ (2018) Effects of cutting parameters and tool nose radius on surface roughness and work hardening during dry turning Inconel 718. Int J Adv Manuf Technol 96:2421–2430
Agrawal C, Khanna N, Pruncu CI et al (2020) Tool wear progression and its effects on energy consumption and surface roughness in cryogenic assisted turning of Ti-6Al-4V. Int J Adv Manuf Technol 111(5–6):1319–1331
Pratap A, Divse V, Goel S et al (2022) Understanding the surface generation mechanism during micro-scratching of Ti-6Al-4V. J Manuf Process 82:543–558
Liang XL, Liu ZQ (2017) Experimental investigations on effects of tool flank wear on surface integrity during orthogonal dry cutting of Ti-6Al-4V. Int J Adv Manuf Technol 93(5–8):1617–1626
Wan ZP, Zhu YE, Liu HW et al (2012) Microstructure evolution of adiabatic shear bands and mechanisms of saw-tooth chip formation in machining Ti6Al4V. Mater Sci Eng: A 531:155–163
Liu H, Wang C, Liu Z (2021) Numerical prediction of machining-induced surface residual stress for TC4 cryogenic turning. Int J Adv Manuf Technol 114:131–144
Elsheikh AH, Shanmugan S, Muthuramalingam T et al (2022) A comprehensive review on residual stresses in turning. Adv Manuf 10:287–312
Hou GM, Li AH, Song XH et al (2018) Effect of cutting parameters on surface quality in multi-step turning of Ti-6Al-4V titanium alloy. Int J Adv Manuf Technol 98(5–8):1355–1365
Hou GM, Li AH (2021) Effect of surface micro-hardness change in multistep machining on friction and wear characteristics of titanium alloy. Appl Sci 11(89):7471
Xu MR, Li CP, Kurniawan R et al (2022) Study on surface integrity of titanium alloy machined by electrical discharge-assisted milling. J Mater Process Technol 299:117334
Funding
This work was supported by the National Natural Science Foundation of China (No. 52205466), Natural Science Foundation for the Science and Technology Project of Fujian Province (No. 2021J05167), Foundation of State Key Laboratory of Digital Manufacturing Equipment and Technology (Grant No. DMETKF2022002), Education Research Project of Young and Middle-aged Teacher of Fujian Province (Project number: JAT200233), and Initial Scientific Research Fund Project of Jimei University (No. ZQ2021029).
Author information
Authors and Affiliations
Contributions
XZ: conceptualization, methodology, validation, resources, writing-review and editing, project administration, funding acquisition. HQ: formal analysis, data curation, writing-original draft. ZY: conceptualization, methodology, resources. LX: conceptualization, methodology, resources. TZ: investigation, supervision. FJ: conceptualization, resources, supervision, project administration.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix. MATLAB program
Appendix. MATLAB program
Image1 = imread (['Graphics file location']);
imshow(image1)
[x, y] = ginput (2);
x = round(x);
y = round(y);
x1 = min(x);
x2 = max(x);
y1 = min(y);
y2 = max(y);
image2 = image1(y1: y2 x1: x2);
imshow(image2)
[xx, yy] = size(image2);
figure (2)
mmax = max(max(image2));
mmin = min(min(image2));
image4 = image2-188;
imshow(image4)
figure (3)
pcolor(image4)
colormap('jet')
shading flat
set(gca,'YDir','reverse')
for i = 1:xx
for j = 1:yy
if image4(i,j) > 0
image4(i,j) = 1;
else
image4(i,j) = 0;
end
end
end
sumwiter = sum(sum(image4));
ratio = sumwiter/(xx*yy);
disp('The β-phase ratio is: ')
ratio
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zha, X., Qin, H., Yuan, Z. et al. Effect of cutting feed rate on machining performance and surface integrity in cutting process of Ti-6Al-4V alloy. Int J Adv Manuf Technol 131, 2791–2809 (2024). https://doi.org/10.1007/s00170-023-12458-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12458-y