
Abstract
Proper design and manufacturing of biodegradable composites containing natural fibers is highly demanded to improve its functional properties and reduce effects of the mechanical-thermal degradation at the same time. Therefore investigation of poly(butylene adipate-co-terephthalate) (PBAT) modified with coconut fiber (CF) was performed to analyze changes in selected properties of the modified polymer, occurring upon various amounts of CF and different conditions of processing of blends composed of PBAT and CF. Changes in basic parameters of the extrusion process occurring upon two different plasticizing systems, as well as in mass flow rate, mechanical properties, and structure of PBAT/CF composites were examined. It was found that the design of a plasticizing system essentially influenced energy consumption and stability of the processing procedure as well as properties of manufactured materials. Increase in the weight fraction of CF introduced into the polymer matrix caused increase in rigidity and hardness of the composite and reduction in its strength and ability to deform. No effect of the processing conditions on adhesion at the phase boundary was found. All the prepared composites showed strong adhesion between components. Moreover, based on MFR results it was found occurrence of the mechanical-thermal degradation of both phases, especially the dispersed phase.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Polymeric composites are more and more commonly used and applications of them are wide. This results from, e.g., great possibilities for adaptation of the composites’ properties to market demands, which at the same time causes significant quantitative and qualitative increase in manufacture of these materials. As to the natural environment protection, this increase is not beneficial, and high complexity of the composite materials, associated with their composition and structure, contributes to growing problems concerning recycling of these materials. Larger and larger environmental load, connected with processes of the composites’ manufacture and waste created by post-consumer products, leads to development of novel materials, such as biodegradable composites (also called green composites), that are meant to minimize their unfavorable influence on the environment [1,2,3,4]. Composites based on biodegradable polymers and natural fibers are group of especially interesting materials [5,6,7,8,9,10,11,12].
In this article, results of investigation of processing parameters and selected properties of biodegradable composites consisting of poly(butylene adipate-co-terephthalate) (PBAT) as a matrix and coconut fibers (CF) as a dispersed phase are presented. PBAT is a recognized biodegradable polymer manufactured by BASF [13,14,15,16,17]. Relatively high price and low mechanical strength are main limitations to wider application of that polymer. Reduction in these limitations may be achieved by manufacture of suitable composites containing PBAT. Coconut fiber is now one of the most common growing media used in horticulture or applied as a component of the horticultural growing media. It is also utilized as a semi-finished product for manufacture of mats, mattresses, and everyday items [18,19,20,21,22,23].
Most of the composites containing conventional polymers can be recycled in a limited way only. They are mostly being subjected to energetic recycling or are being dumped into landfills. Thus, undertaking of research works concerning manufacture of the PBAT/CF-based biodegradable composites may constitute a significant issue associated with the natural environment protection. Both components used in this work (i.e. PBAT and CF) are easily biodegradable. Thus, composites prepared of them are also fully biodegradable. In addition, CF come from renewable natural sources and biodegrade much faster than PBAT. Therefore, their addition to the PBAT matrix should additionally accelerate the biodegradation process of such composites. Moreover, better understanding of influence of various amounts of CF and different processing conditions determined by two different plasticizing systems on selected properties of PBAT would be beneficial because of cognitive and utilitarian reasons. Therefore, authors of this article carried out investigation aimed at comparison of changes in (i) selected parameters of the extrusion process, (ii) mass flow rate, (iii) mechanical properties and (iv) surface geometric structure of composite fractures, occurring in pristine PBAT and PBAT composites.
2 Experimental
2.1 Materials
Within these studies the PBAT, type FBlend C1200 with melt flow rate (MFR) of 4.0 g/10 min (2.16 kg, 190 °C), density of 1.25 g/cm3 and the number-average molecular mass of ca. 36,000 Da was purchased from BASF (Germany). CF (Fig. 1) of the 2.5 mm maximum length, 0.3 mm thickness, 1.42 g/cm3 density, and ca. 9.3% moisture content were supplied by the Institute of Natural Fibers and Medicinal Plants in Poznan (Poland).

Coconut fibers (CF) structure
2.2 Apparatus
Processing of the PBAT/CF composites, preparation of both the granulated materials and the molded shapes intended for examinations as well as determination of properties of the composites were carried out by using the following machines and research instruments:
-
Co-rotating twin screw extruder, type BTSK 20/40D (Bühler, Germany), equipped with screws of 20-mm diameter and L/D ratio of 40, intended to produce granulated PBAT composites. The extruder was equipped with two types of screws. Specific characteristics of the screws have been described in Sect. 2.3.
-
Screw injection molding machine, type Battenfeld Plus 35/75 (Battenfeld GmbH, Germany), equipped with a screw of 22-mm diameter and L/D ratio of 17, designed to produce standard dumbbell- and bar-shaped specimens.
-
Capillary plastometer, type LMI 4003 (Dynisco, USA), intended for determination of the mass flow rate.
-
Tensile testing machine, type TIRAtest 27025 (TIRA Maschinenbau GmbH, Germany), designed to examine mechanical properties under static tension and static three-point bending.
-
Pendulum Impact Tester, type IMPats–15 (ATS FAAR, Italy), intended for determination of Charpy impact strength.
-
Shore hardness tester, type D (Zwick, Germany) meant to determine the changes of composites hardness.
-
Scanning electron microscope, type Hitachi SU8010 (Hitachi, Japan), meant to examine surface geometrical structure of samples fractures.
2.3 Sample Preparation
Samples of the granulated pristine PBAT and PBAT composites were prepared with the use of a co-rotating twin screw extruder. Temperatures of the particular barrel heating zones were 150, 155, 160, and 160 °C. Temperature of the extrusion die-head was 155 °C. The screw rotation speed was constant, being equal to 200 min−1. PBAT and CF were introduced into the extruder feed zone by using two volumetric metering feeders that enabled to obtain composites of strictly defined compositions. Prior to the processing, CF was dried at 100 °C for 24 h. PBAT was not subjected to drying. The extruded composites were intensively cooled in the air stream and then granulated.
The extrusion process was carried out with the use of two types of screws, differing in design of some segments, which led to different ways of plasticizing. The screws of one type (screws 1) were of a relatively simple design; they were composed of only conveying segments, differing merely in the compression ratio (Fig. 2, Scheme A). The screws of the second type (screws 2) were of a more complex design; they consisted of conveying segments, reverse segments and kneading segments, including elements providing intensive dispersive mixing and intensive distributive mixing (Fig. 2, Scheme B).

Design of screws of a co-rotating twin screw extruder; Scheme A: screws 1; Scheme B: screws 2 (a conveying segments of 40-mm length and 40-mm pitch, b conveying segments of 30-mm length and 30-mm pitch, c conveying segments of 20-mm length and 20-mm pitch, d kneading segments of 30-mm length, providing intensive distributive mixing, e reverse kneading segments of 30-mm length, providing intensive distributive mixing, and f kneading segments of 30-mm length, providing intensive dispersive mixing)
Screws 1 were applied in order to carry out the extrusion process under relatively mild conditions, i.e., when PBAT and CF would not be subjected to intense shear forces, but only be rapidly transported and slightly mixed. It was assumed that, under these conditions, the mechanical-thermal degradation of both components being processed should be smaller and, at the same time, mixing of them should be weaker.
The use of screws 2 of a more complex geometry was intended to perform the extrusion under conditions essentially differing from those concerning the processing with the use of screws 1. In this case, it was expected that the processed materials would be subjected to intense shear forces and considerable mixing. The reverse segments of these screws should provide longer residence time of the materials within the plasticizing system. This should enable more accurate mixing of the components, but it might lead to an increase in the mechanical-thermal degradation of the materials being processed.
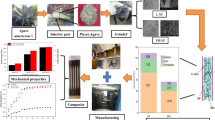
During the course of the extrusion, basic parameters of this process were recorded. They included: (i) extruder motor torque (M), (ii) energy consumption (P) by the extruder drive system, (iii) temperature (TD) of the material in being processed, measured in the extruder die-head, and (iv) pressure (PD) of the material being processed, measured in the extruder die-head. Scheme of manufacturing of the PBAT-based green composites modified by coconut fibers is shown in Fig. 3.

Scheme of manufacturing of the PBAT-based green composites modified by coconut fibers
Samples of the granulated composites were designated with appropriate symbols. Those prepared by using screws 1 (type I composites) were denoted as I–BC5, I–BC15, I–BC25, and I–BC35, where B means PBAT, C, coconut fiber, and the number following C, weight percentage of the fiber in a composite. Samples of the granulated composites prepared by using screws 2 (type II composites) were denoted analogously: II–BC5, II–BC15, II–BC25, and II–BC35. Reference samples, being pristine PBAT extruded with the use of screws 1 and screws 2, were denoted as I–B and II–B, respectively.
Standard dumbbell- and bar-shaped specimens were prepared according to a relevant standard (PN-EN ISO 527-2:1998) by using an injection molding machine (Battenfeld Plus 35/75, Germany). Temperatures of the barrel plasticizing zones I and II were 155 and 160 °C, respectively, and that of the extruder die-head, 165 °C. Temperature of the injection mold varied over the range of 20–50 °C and the injection pressure, over the range of 90–160 MPa, depending on the composite kind.
2.4 Methodology of Research
Mass flow rate was measured according to the PN-EN ISO 1133:2006 standard (190 °C, 2.16 kg). Tensile strength (σM), longitudinal modulus of elasticity (Mt) and elongation at break (εB) were evaluated according to the PN-EN ISO 527-1:2012 standard, using the extension rate of 10.0 mm/min. Flexural stress at conventional deflection (σfc) and flexural modulus (Ef) were measured by the three-point bend test, at the bending deflection rate of 5.0 mm/min. The measurements were carried out in accordance with the PN-EN ISO 178:2011/A1 standard. Impact strength (acN) was evaluated according to the PN-EN ISO 179-1:2010 standard. Hardness tests were performed by Shore method according to the PN-EN ISO 868:2005 standard. The surface geometrical structure of the sample fractures and distribution of the dispersed phase was determined by the SEM with the use of the secondary electron (SE) detector and accelerating voltage of 10 kV. The fractures were made in liquid nitrogen. A 5-nm thick gold layer was sputtered on all the samples to be analyzed by the SEM. For that purpose, a cathode sputtering apparatus was used, which was equipped with a coating thickness gauge based on a quartz crystal of varying conductivity.
3 Results and Discussion
3.1 Processing Parameters and Mass Flow Rate
Changes of the basic parameters of the extrusion process of PBAT and its composites are presented in Fig. 4.

Parameters of the extrusion process for samples of type I and II: a extruder motor torque (M); b energy consumption (P); c temperature (TD) of the extruded samples, measured in the extruder die-head; d pressure (PD) of the extruded samples, measured in the extruder die-head
These changes point out two essential issues. One of them concerns direction of changes in the observed parameters of the extrusion process while the second one deals with stability of that process.
In the case of the type I composites, reductions in the values of M (Fig. 4a) and P (Fig. 4b) are observed as the weight fraction of CF increases by at most 41 and 42%, respectively. On the contrary, the values of M and P for the type II composites increase by at most 30%. Decrease in the M and P values relating to the extrusion of the type I composites results from lesser energy input in the case of plasticizing the composites of lower percentage of PBAT. Increase in the weight fraction of CF does not cause increase in the M and P values because fibers dispersed within the plasticized PBAT are easily being conveyed together with the matrix towards the extruder die-head.
Increase in the M and P values concerning the extrusion of the type II composites is caused by additional energy input necessary for dispersive and distributive mixing as well as for conveying the plasticized composite towards both the metering zone (the extruder die-head) and, partially, the feed zone (due to application of the reverse segments). In this case, the increase in the weight fraction of the coconut fiber that does not undergo plasticization is essential. Transportation of the fibers is, to some extent, being hindered mostly by the reverse segments and, thus, larger force is necessary to convey the fibers towards the extruder die-head. This, in turn, causes larger energy consumption (P) and leads to greater values of M.
The data from Fig. 4c indicate that the values of PD for the composites of both types increase with the increasing weight fraction of CF. However, the patterns of the PD growth are different in the two cases. As to the type I composites, the values of pressure in the extruder die-head are much larger in relation to those in the case of the type II composites. The PD values increase by at most 457 and 157% for the composites of types I and II, respectively. Larger pressure in the extruder die-head and faster pressure increase in the case of the type I composites result from lack of barriers hindering the material being conveyed, which reaches the extruder die-head in significant amounts. When screws of a more complex design are used (screws 2), the reverse segments and kneading segments including intensive mixing constitute some barriers to the material transportation. Hindering the transportation towards the extruder die-head leads to smaller pressure that occurs there.
Large differences between the PD values observed for the extrusion of particular composites of type I are especially an unfavorable phenomenon. For example, PD varies from 29 to 39 MPa during extrusion of sample I-BC35. Such large variations in pressure are not observed in the case of the composites of type II. This results solely from the design of a plasticizing system and indicates some drawbacks of simpler systems, leading to instability of the processing and its some limitations.
The values of TD (Fig. 4d) for the composites of both types also increase with the increasing weight fraction of CF. The rise in TD is larger in the case of the type I composites (by 7 °C compared to 3 °C for the type II composites). However, higher absolute temperatures of the processed material are observed for the type II composites and for the II-B reference sample. The reason for this is that the time of residence within the plasticizing system is longer in the case of samples of type II than that of samples of type I. Moreover, the former samples are subjected to much larger shear forces and friction than the latter ones.
Except for the PD values, all the remaining parameters dealing with the extrusion process are larger in the case of the type II composites than those for the type I composites. As indicated above, this results exclusively from application of a more complex design of screws (screws 2) as parts of the plasticizing system. The specific energy consumption by the extruder drive system is also larger in this case, providing constant process yield. The type of the used plasticizing system affects properties of the PBAT composites as well, including the values of MFR, the changes in which are shown in Fig. 5.

Mass flow rate (MFR) of the studied samples
The data presented in Fig. 5 point out two factors that essentially influence flow of the studied composites. One of them concerns the filler itself, mainly its structure, amount, and adhesion to the polymer matrix, whereas the other one is associated with conditions of the extrusion process, which may considerably change viscosity of the plastic. As the content of CF rises, the MFR values decrease linearly by at most 92 and 74% for the composites of types I and II, respectively. Smaller values of MFR in the case of the type I composites may indicate a lower degree of degradation of the PBAT and especially the CF as a result of milder conditions of the extrusion. Differences between the MFR values for relevant composites of types I and II increase with the rising content of CF. When the CF weight fraction is 5%, the relative differences in the MFR values are ca. 5%. For the composites with the largest content of CF, these differences reach 74%. This fact demonstrates that the fiber structure may be decisive for flow of the composites. Significantly smaller flow of the type I composites with the largest CF weight fraction (15-35 wt %) compared to that of the type II composites indicates a lower degree of degradation of the fibers of the former composites, which were mainly less shortened. This, in turn, is reflected in hindering the material outflow from a plastometer capillary. The effect of the processing conditions on the material flow is especially evident for fiberless samples. Difference in the MFR values for samples I-B and II-B is 9%, which is less than the differences in the case of majority of the prepared composites. This fact proves key importance of the fiber structure for determination of MFR.
3.2 Mechanical Properties
Results of determination of sample mechanical properties, obtained from static tension tests and static three-point bending tests, are shown in Table 1. Relations of σ = f(ε) for the type I composites, concerning the static tension tests, are illustrated in Fig. 6, while the relations dealing with the static three-point bending tests, in Fig. 7. The courses of analogous relationships for the type II composites are similar to those for the type I composites and are not shown here.

Mechanical properties under static tension of sample I-B and type I composites

Mechanical properties under static three-point bending of sample I-B and type I composites
The data presented in Table 1 point out that the values of tensile strength (σM) initially decease linearly with the rising fiber weight fraction (for samples with up to 15 wt% of CF) and then they slightly increase (for samples with 25 and 35 wt% of CF). This observation is valid for the composites of both types (I and II). The maximum reduction in σM is by ca. 38% and it concerns sample II-BC15. The initial decrease in σM may result from: (i) too small amount of CF that merely disturbs the PBAT structure while it is not capable of accumulating stresses, (ii) partial anisotropy of a material, or (iii) unfavorable length-to-diameter (l/d) ratio of CF. The slight increase in σM observed for the composites with the largest CF content may be due to transfer of a part of stresses to the dispersed phase. The composites of type II exhibit the σM values smaller than those for the type I composites, which is due to a higher degree of degradation of the former composites and agrees with the MFR data.
Essential changes in mechanical properties of the prepared composites are connected with the values of longitudinal modulus of elasticity (Mt). The data summarized in Table 1 indicate an exponential increase in Mt with the increasing content of CF. Only the samples containing the least amounts of CF do not exhibit notable differences in Mt in relation to pristine PBAT. Introduction of CF in the amount of 15 wt% into PBAT causes the rise in Mt by 232 and 559% for the composites of types I and II, respectively, while the largest amounts of CF lead to increase in Mt by 1020 and 3730%, correspondingly. The type I composites exhibit larger Mt values compared to composites of type II, which points out larger rigidity of the former samples due to lesser degradation of mostly the dispersed phase.
Already a slight amount of CF introduced into the PBAT matrix leads to considerable reduction in the values of tensile strain at break (εB) for the composites of both types. At the 15% weight fraction of CF, this quantity decreases by the factor of 5. Larger contents of CF tend to establish the εB values at the level of dozen or so percent. It is interesting that direction of changes in εB of the composites of type I with respect to εB of composites of type II differs from that relating to the sample I-B and sample II-B. The εB value of sample II-B is smaller than that of sample I-B, which results from a higher degree of degradation of the former sample. In the case of all the prepared composites, relations of the εB values are reversed. Larger values of εB for the composites of type II may be due to a higher degree of degradation of fibers that could mainly be considerably shortened. Shorter fibers hinder sample deformation to a lower degree compared to less degraded (longer) fibers present in the composites of type I. This statement agrees with results of previous studies and proves that the CF structure decisively affects properties of the prepared composites.
Results of flexure tests revealed significant improvement in the mechanical properties of the composites. The values of σfc and Ef increase as the weight fraction of CF rises. The flexural stress at conventional deflection of the composites of both types, containing the largest amount of CF, increases by the factor of 5. The nature of changes in Ef for the composites of both types is similar to that of changes in Mt, differing only quantitatively (Table 1). Thus, the changes in Ef are not discussed here.
PBAT is a material resistant to dynamic loading. It does not undergo breakage during a Charpy impact strength test. This is caused by its high elasticity that diminishes when natural fibers, like CF, are introduced into the PBAT matrix. The impact strength test results are shown in Fig. 8.

Impact strength (acN) of the studied samples
The PBAT/CF composites exhibit some brittleness only when the CF weight fraction equals at least 15 wt%. A smaller amount of CF (5 wt%) does not cause any breakage of a sample. A sample of the 15 wt% CF weight fraction shows the highest acN value. Larger amounts of CF lead to reduction in the impact strength of the composites of both types and the material loses its ability to transfer dynamic loadings. The decreasing ability of a sample to transfer dynamic loadings and absorb energy during dynamic breakage may result from a discontinuous structure of CF and a small l/d ratio. In spite of that, the prepared composites exhibit relatively high impact strength compared to other biodegradable composites, especially based on PCL or PLA.
The results of hardness for composites of type I and II are shown in Fig. 9. They indicate that hardness of the composites of both types linearly increases with the rising fiber weight fraction and reaches at most 47%. Relatively large confidence intervals seen in Fig. 9 do not allow one to state unequivocally that the processing conditions affect hardness of the studied materials.

Hardness of the studied samples
3.3 SEM Investigations
Selected images of surface geometric structure of fractures of bar-shaped samples of the composites of both types are demonstrated in Fig. 10. The images concerning the composites of types I and II are inserted in columns left and right, respectively. Images of samples of pristine PBAT (I-B and II-B) are not shown because they reflected a classic picture of brittle fracture and no essential differences between the two types of samples were observed.

SEM images of the composites of types I (left) and II (right)
Investigation of surface geometric structure of fractures of the composites of types I and II revealed occurrence of two main effects. One of them is associated with geometry of surface of the sample fractures that may be considered as brittle. As seen in Fig. 10, the fracture surface of the type II composites is much more smooth than that of the type I composites. It is especially evident in the case of the composites of the largest weight fraction of CF. The more smooth fracture surface of the type II composites results from a more accurate mixing, i.e., better dispersion and distribution of the composite II components. Thus, the composite II structure is more homogeneous and less defects occur on the fracture surface of a specimen. The other effect connected with the change in the CF structure concerns the composites of the CF content of at least 15 wt%. As the presented images show, the average size of fibers in the type I composites is slightly larger than that in the type II composites. Moreover, in sample I-BC35, larger CF fragments stick out from the polymer matrix, above the specimen fracture surface. This may be caused by their insufficient homogenization with PBAT and a lower degree of degradation, resulting in a larger length of CF.
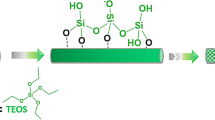
Microscopic investigation showed strong adhesion at the phase boundary of all the composites. No so-called interfacial free space was found, which should provide effective stress transfer from the matrix to the fibrous filler. The strong adhesion may result from the presence in CF of hydrophilic compounds of cellulose and lignin, containing hydroxyl and carboxyl groups, which occur also in the PBAT structure. Craters or pin-holes seen on the SEM images result from pulling out fibers from the polymer matrix during preparation of the samples fractures. They are not material flaws, but reflect a replica of the other part of a specimen fracture.
4 Conclusions
Properties of the PBAT/CF composites depend largely on properties of the two components, mainly the dispersed phase (its structure, continuity, and degree of dispersion), which are influenced, in turn, by the design of screws of the plasticizing system. The screws of a more complex design generally cause more accurate mixing of the components, higher stability of the extrusion process, and enable to apply larger amounts of filler. At the same time, they increase the degree of mechanical-thermal degradation of both phases and specific energy consumption by the extruder drive system. Different directions of changes in the properties of the composites of types I and II may result from domination in the latter composites of the effects of the mechanical-thermal degradation of both phases, especially the dispersed phase, over the effects associated with more accurate dispersion and distribution of that phase.
Increase in the weight content of the coconut fiber essentially affects properties of the studied composites. In general, CF makes the material in question more rigid, increases its bending strength and hardness as well as hinders considerably its deformation. At a defined CF weight fraction, the material becomes also more brittle. Nevertheless, its impact strength is by many times higher than that of other biodegradable composites containing natural fibers, mostly the polylactide composites. Besides, fibers significantly hinder flow of the composites, which was observed already at the processing stage.
Independently of extrusion conditions and material compositions, adhesion at the phase boundary is strong due to the presence in both phases of similar functional groups. In spite of such adhesion, some material properties worsened, mainly the tensile strength. This may require application of additional technological procedures, e.g., chemical or radiational modification of the fiber surface layer or fiber macrostructure, including change in the l/d ratio. Use of other plasticizing systems may also be interesting and beneficial since they influence some functional qualities of polymeric materials, as it was shown in the present article.
Coconut fiber may fully be used as an additive to polymer matrix to manufacture biodegradable composites. Moreover, they should additionally accelerate the biodegradation process of such composites. Its low cost, ecological advantages, and beneficial influence on some functional qualities point out a direction of further research in this field. Moreover, possibility of easy use of CF in the extrusion process can encourages researchers to develop novel and green technologies for manufacture of environmentally friendly materials.
References
Gurunathan, T., Mohanty, S., & Nayak, S. K. (2015). A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Composites Part A: Applied Science and Manufacturing, 77, 1–24.
Mohanty, A. K., Misra, M., & Hinrichsen, G. (2000). Biofibres, biodegradable polymers and biocomposites: an overview. Macromolecular Materials and Engineering, 276(277), 1–24.
Singh, A. A., Afrin, S., & Karim, Z., (2017). Green composites: Versatile material for future. In: Jawaid, M., Salit, M., & Alothman, O. (Eds.), Green Biocomposites. Green Energy and Technology (pp. 29–44). Berlin: Springer.
Sharath Shekar, H. S., & Ramachandra, M. (2018). Green composites: A review. Materials Today: Proceedings, 5, 2518–2526.
Nassiopoulos, E., & Njuguna, J. (2015). Thermo-mechanical performance of poly(lactic acid)/flax fibre-reinforced biocomposites. Material Design, 66, 473–485.
Rytlewski, P., Moraczewski, K., Malinowski, R., & Żenkiewicz, M. (2014). Assessment of dicumyl peroxide ability to improve adhesion between polylactide and flax or hemp fibres. Composite Interfaces, 21, 671–683.
Chaitanya, S., & Singh, I. (2018). Ecofriendly treatment of aloe vera fibers for PLA based green composites. International Journal of Precision Engineering and Manufacturing-Green Technology, 5, 143–150.
Khalil, H. P. S. A., Bhat, I. U. H., Jawaid, M., Zaidon, A., Hermawan, D., & Hadi, Y. S. (2012). Bamboo fibre reinforced biocomposites: A review. Material Design, 42, 353–368.
Badia, J. D., Reig-Rodrigo, P., Teruel-Juanes, R., Kittikorn, T., Strömberg, E., Ek, M., et al. (2017). Effect of sisal and hydrothermal ageing on the dielectric behaviour of polylactide/sisal biocomposites. Composites Science and Technology, 149, 1–10.
Khan, G. M. A., Terano, M., Gafur, M. A., & Alam, M. S. (2016). Studies on the mechanical properties of woven jute fabric reinforced poly(l-lactic acid) composites. Journal of King Saud University: Engineering Sciences, 28, 69–74.
Teramoto, N., Urata, K., Ozawa, K., & Shibata, M. (2004). Biodegradation of aliphatic polyester composites reinforced by abaca fiber. Polymer Degradation and Stability, 86, 401–409.
Mastura, M. T., Sapuan, S. M., Mansor, M. R., & Nuraini, A. A. (2018). Materials selection of thermoplastic matrices for ‘green’ natural fibre composites for automotive anti-roll bar with particular emphasis on the environment. International Journal of Precision Engineering and Manufacturing-Green Technology, 5, 111–119.
Gan, Z., Kuwabara, K., Yamamoto, M., Abe, H., & Doi, Y. (2004). Solid-state structures and thermal properties of aliphatic–aromatic poly(butylene adipate-co-butylene terephthalate) copolyesters. Polymer Degradation and Stability, 83, 289–300.
Herrera, R., Franco, L., Rodriguez-Galan, A., & Puiggali, J. (2002). Characterization and degradation behaviour of poly(butylenes adipate-co-terephthalate)s. Journal of Polymer Science Part A: Polymer Chemistry, 40, 4141–4157.
Kijchavengkul, T., Auras, R., Rubino, M., Alvarado, E., Camacho Montero, J. R., & Rosales, J. M. (2010). Atmospheric and soil degradation of aliphatic–aromatic polyester films. Polymer Degradation and Stability, 95, 99–107.
Kuwabara, K., Gan, Z., Nakamura, T., Abe, H., & Doi, Y. (2002). Crystalline/amorphous phase structure and molecular mobility of biodegradable poly(butylene adipate-co-butylene terephthalate) and related polyesters. Biomacromolecules, 3, 390–396.
Zhu, K., Zhu, W. P., Gu, Y. B., Shen, Z. Q., Chen, W., & Zhu, G. X. (2007). Synthesis and characterization of poly(butylene adipate-co- terephthalate) catalyzed by rare earth stearates. Chinese Journal of Chemistry, 25, 1581–1583.
Verma, D., and Gope, P. C. (2015) The use of coir/coconut fibers as reinforcements in composites. In: Faruk, O., & Sain, M. (Eds.), Biofiber Reinforcements in Composite Materials (pp. 285–319). Cambridge: Woodhead Publishing.
Dong, Y., Ghataura, A., Takagi, H., Haroosh, H. J., Nakagaito, A. N., & Lau, K. T. (2014). Polylactic acid (PLA) biocomposites reinforced with coir fibres: Evaluation of mechanical performance and multifunctional properties. Composites Part A: Applied Science and Manufacturing, 63, 76–84.
Rahman, M. M., & Khan, M. A. (2007). Surface treatment of coir (Cocos nucifera) fibers and its influence on the fibers’ physico-mechanical properties. Composites Science and Technology, 67, 2369–2376.
Asasutjarit, C., Charoenvai, S., Hirunlabh, J., & Khedari, J. (2009). Materials and mechanical properties of pretreated coir-based green composites. Composites Part B: Engineering, 40, 633–637.
Jang, J. Y., Jeong, T. K., Oh, H. J., Youn, J. R., & Song, Y. S. (2012). Thermal stability and flammability of coconut fiber reinforced poly(lactic acid) composites. Composites Part B: Engineering, 43, 2434–2438.
Iovino, R., Zullo, R., Rao, M. A., Cassar, L., & Gianfreda, L. (2008). Biodegradation of poly(lactic acid)/starch/coir biocomposites under controlled composting conditions. Polymer Degradation and Stability, 93, 147–157.
Acknowledgements
The project has been financed by the own and statutory funds (project no. 110025). The authors of this work would like to express their special thanks to Institute of Natural Fibres and Medicinal Plants in Poznan (Poland) for preparing of coconut fibers.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Malinowski, R., Krasowska, K., Sikorska, W. et al. Studies on Manufacturing, Mechanical Properties and Structure of Poly(butylene adipate-co-terephthalate)-based Green Composites Modified by Coconut Fibers. Int. J. of Precis. Eng. and Manuf.-Green Tech. 7, 1095–1105 (2020). https://doi.org/10.1007/s40684-019-00171-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-019-00171-9