
Abstract
Laser bending is emerging as a viable technology for forming a diverse range of metallic sheet materials. This innovative method utilizes localized laser heating, creating a temperature gradient across the sheet thickness which consequently generates the non-uniform thermal stresses. When these thermal stresses go beyond the elastic limit of the sheet material, it results in plastic deformation. Control over this deformation is important, and it requires a clear understanding of the interactive effect of the laser parameters, material properties and sheet parameters. This review paper aims to consolidate the recent developments in laser bending, with a specific emphasis on the experimental investigation including the parametric studies of advanced materials, methods for real-time monitoring and controlling the deformation. Moreover, it delves into the underlying mechanisms at play during laser bending, as well as the alterations in microstructural and mechanical properties that occur within the material during laser forming. Furthermore, this paper explores the recent advancements in numerical and analytical models that have been developed to elucidate the intricacies of the laser bending process, employing various analytical approaches. In closing, it sheds light on the challenges faced in the field of laser bending and offers insights into potential avenues for future research in this domain.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Bending is the most used manufacturing process for shaping of sheet metal parts. In the traditional bending technique, mechanical forces are applied to the metal sheet using press tools like punches and dies to shape the sheet into the desired functional form. This conventional bending method is straightforward and particularly suitable for large-scale production and for the materials with high elasticity. However, it faces significant challenges when dealing with high-strength materials like titanium alloy and aluminum alloy, leading to unavoidable issues such as springback and wrinkles. Additionally, this process necessitates specialized tooling, restricting its use for mass production. Given these limitations, efforts have been directed towards developing alternative, non-contact processes, including High Energy Rate Forming (HERF), Incremental Sheet Forming (ISF), Electromagnetic Forming (EMF), and Flame Forming (FF), to handle high-strength materials. Among these methods, HERF processes demand a higher input of energy, while ISF and EMF processes still require some degree of dedicated press tools. In the Flame Forming (FF) process, an oxy-acetylene flame is employed to reshape the metal sheet. Despite its simplicity and cost-effectiveness, this approach suffers from limited flexibility and precision due to the challenges associated with controlling and focusing the heat on the sheet surface.
In recent years, there has been a substantial increase in the utilization of lasers within manufacturing operations. This trend can be attributed to their distinctive attributes, such as the ability to produce highly focused and collimated energy beams, as well as their coherence and monochromaticity. Laser beam light is now widely employed for various functions, including cladding, welding, glazing, and engraving, to process work materials with enhanced precision, repeatability, and improved surface characteristics in the final components.
The concept of using lasers to bend metal sheets was first introduced in the early 1980s and is commonly referred to as laser forming or laser bending. This approach entails shaping metal sheets using a laser beam to leverage thermal residual stresses instead of relying on mechanical forces applied by traditional tooling. Beyond bending applications, laser forming finds utility in tasks such as rapid prototyping, correcting shapes, and adjusting micro-parts across industries like automotive, shipbuilding, and microelectronics.
In comparison to the conventional method of bending with press tools (punch and die), laser forming offers distinct advantages, including heightened flexibility and control, elimination of the need for external tooling and forces, and ease of automation [1,2,3]. Consequently, it enables the bending of various materials, such as sheets, plates, tubes, foils, and channel sections, into a wide range of shapes, ranging from simple 2D configurations to intricate 3D forms like V-shapes, domes, bowls, and saddles all achievable with a single experimental setup [4,5,6].
Furthermore, laser-formed components exhibit enhanced mechanical characteristics such as increased hardness and fatigue strength due to grain refinement and the introduction of compressive stresses in the bent area [7, 8]. This method is versatile, capable of deforming a wide range of materials including metals, non-metals, ceramics, composites, and metal foam, with minimal spring-back effect observed [9,10,11,12,13,14]. Notably, this process has demonstrated substantial technical and economic advantages when applied to high-strength materials.
While laser bending provides exceptional accuracy and versatility over traditional bending, it is important to note the limitations outlined below.
-
Limited Bend Angle: In laser bending, the angle generated in a single laser scan of sheet is small. Therefore, producing higher bend angle requires multiple scans and higher input energy.
-
Controlling of Bend Angle: Laser bending is a very complex process that involves interactions among various processing parameters, therefore predicting the final bend angle is challenging.
-
Limited Material Compatibility: This process is highly suitable for materials having low reflectivity and high thermal expansion capability. e.g. stainless steel, shipbuilding steel, mild steel etc.
-
Heat-Affected Zone (HAZ): Laser bending is a thermal process, which introduces heat into the material, leading to a heat-affected zone along the bend line. This zone may affect material properties such as hardness and corrosion resistance, potentially requiring additional processing or treatment.
-
Edge Quality and Precision: While laser bending offers high precision, the bend angle along the edges may not be uniform as with other methods, particularly for thicker materials. Post-processing may be required to achieve the desired surface finish.
-
Complexity of Part Geometries: Laser bending is more suitable for simple to moderately complex part geometries. Extremely complex shapes or parts with multiple bends may be challenging to produce accurately using laser bending alone.
-
Energy Consumption: Laser systems require significant energy consumption, especially during the bending process. Energy costs may be a consideration for manufacturers, particularly in regions having high electricity costs.
-
Processing Speed: While laser bending is generally faster than traditional methods for certain applications, it may still have limitations in terms of processing speed, especially for large-volume production compared to techniques like stamping or forming.
It is essential to consider these potential drawbacks and evaluate whether the process is suitable for the specific requirements of the intended application. This review paper provides a concise summary of recent experimental investigations conducted on advanced materials using various lasers. It places explicit emphasis on parametric studies, real-time monitoring and control of deformation, the underlying mechanisms, and the alterations in microstructural and mechanical properties that occur because of laser bending. Additionally, the paper delves into the numerical and analytical models that have been developed to better understand the laser bending process. Further, it discusses the applications and challenges of laser bending.
Process Description
Figure 1 illustrates the key elements of the laser bending process, encompassing a laser source, a clamping unit, and a sheet sample. In this setup, the sheet sample is securely anchored at one end using a specialized fixture while remaining free at the opposite end. A laser beam is directed onto the sheet surface from one side, following the contour of the desired bend angle. Critical parameters such as laser power, scanning speed, and beam diameter are meticulously chosen to prevent any surface melting. As the laser irradiates the sheet, the metal within it undergoes expansion. However, the surrounding material resists this expansion, resulting in the generation of thermal stresses. When these thermal stresses surpass the yield strength of the sheet material, they induce plastic deformation. Various types of lasers are employed as the energy source in this process, including continuous wave-operated CO2 lasers, Nd: YAG lasers, fiber lasers, diode lasers, and excimer lasers [15,16,17,18,19].

Schematic of laser bending
Deformation Mechanisms
During laser forming, the deformation of the sheet metal is controlled by the thermal stresses, which are contingent upon the temperature distribution established throughout the thickness of the sheet. This intricate thermal balance depends on a combination of laser parameters, sheet properties, and material characteristics. Vollertsen and Geiger [20, 21] investigated the primary forming mechanisms, specifically the Temperature Gradient Mechanism (TGM), Buckling Mechanism (BM), and Upsetting Mechanism (UM), analyzing how these mechanisms come into play with varying process parameters. Figure 2 illustrates the temperature profile and the direction of bending during the TGM, BM and UM mechanisms.

Schematic for laser forming mechanisms (a) TGM (b) BM (c) UM
Temperature Gradient Mechanism
Among all the primary forming mechanisms, the temperature gradient mechanism typically takes precedence in most scenarios due to its controlled deformation characteristics. In TGM mechanism, the rapid heating of the sheet surface by the laser beam results in a steep temperature gradient, creating non-uniform thermal strains across the sheet thickness. These thermal strains prompt the surrounding material to respond, generating compressive thermal stresses within the region subjected to laser irradiation. When these thermal stresses exceed the temperature-dependent flow stress of the sheet material, it undergoes plastic deformation. Typically, TGM mechanism dominates in thicker sheets with lower thermal conductivity.
In TGM mechanism, the magnitude of compressive stresses generated on the top sheet surface is higher than the tensile stresses generated on the bottom sheet surface causes the sheet to bend towards the laser beam direction. Additionally, post laser heating the thermal contraction of top sheet surface causes the sheet to bend towards the laser beam. Therefore, the TGM mechanism find its applications requiring the out of plane deformation.
Buckling Mechanism
In case of buckling mechanism, a gradual heating of the sheet surface leads to the development of nearly uniform thermo-elastic strains within the sheet. This results in thermo-elastic-plastic buckling of the sheet, where the central region of the buckled area undergoes plastic deformation, while the surrounding area experiences elastic strain. Consequently, the central portion of the sheet deforms plastically, and the direction of bending can be either positive or negative, contingent upon the residual stresses present in the sheet. The BM mechanism is predominantly observed during laser forming of thin sheets or materials with high thermal conductivity. Fourier number greater than one indicates a BM-dominated laser forming process [22]. Shi et al. [23] established an expression that defines the range of process parameters required for the initiation of the buckling mechanism through an inequality criterion. This criterion is formulated as follows:
The variables denoted by P, d, s, V, η, k, ρ, Cp, µ, A, and αth correspond to laser power, beam diameter, sheet thickness, scanning speed, correction factor, thermal conductivity, density, specific heat, Poisson’s ratio, laser absorptivity, and coefficient of thermal expansion, respectively. When the chosen process parameters satisfy the specified inequality criterion, it indicates the activation of the buckling mechanism within the process.
In the recent study on laser forming of mild steel sheets involving the buckling mechanism has shown that for constant laser power, the bend angle produced is 100% higher than with the TGM mechanism. At the same time, predicting the bend angle direction is very difficult with BM mechanism than TGM mechanism and for that reason in most applications TGM mechanism is preferred over BM mechanism [24]. Figure 3 shows the photograph of bend angle magnitude and direction of bend obtained with BM mechanism. It shows that a sheet processed with the laser power (P) = 550 W to 1000 W, scanning speed (V) = 550 mm/min to 1000 mm/min, beam diameter (D) = 12 mm to 15 mm, worksheet width (W) = 40 mm to 60 mm, can bend either in positive or negative direction, which proves the existence of buckling mechanism.

[Reprinted from [24], with permission from Elsevier]
Bending angle and bending direction of mild steel sheet in buckling mechanism (a) V = 850 mm/min (b) P = 700 W.
However, predicting the bend direction of sheet in the buckling mechanism is challenging due to the several factors:
-
Material Properties: Different materials exhibit varying responses to laser bending due to their thermal and mechanical properties. Predicting the precise behaviour of a specific material under laser bending requires a deep understanding of its properties, which can be complex and nonlinear.
-
Heat Distribution: Laser bending involves localized heating of the material, which results in thermal gradients across the sheet. The distribution of heat can be influenced by factors such as laser power, scanning speed, and beam shape. Predicting the exact heat distribution and its effects on the bending direction requires a detailed modelling and experimental validation.
-
Geometrical Considerations: The geometry of the sheet, including its thickness and initial curvature, can influence the buckling behaviour. Predicting how these geometric factors interact with the thermal effects of laser bending requires sophisticated computational models.
-
Residual Stresses: Laser bending can introduce residual stresses into the material, which can affect the direction and magnitude of the bend. Predicting the development and distribution of residual stresses during laser bending requires comprehensive numerical simulations and experimental validation.
-
Process Parameters: Laser bending involves several process parameters, such as laser power, scanning speed, beam diameter, and beam shape. The interactions between these parameters can affect the bending behaviour in complex ways, making it difficult to predict the bend direction accurately.
Upsetting Mechanism
The upsetting mechanism (UM) is also called as a shortening mechanism (SM). Regarding the upsetting mechanism, the gradual heating of sheet surface by the laser leads to the development of uniform thermal strains across the sheet thickness. These thermal strains are resisted by the surrounding material, resulting in uniform compressive stresses. The uniform heating of the sheet is maintained with low scanning speed, which results into uniform thermal expansion of the sheet across the sheet thickness. As in the TGM and BM, this thermal expansion is resisted by the surrounding non-heated material, which induces compressive stresses in the laser heated region. Once the thermal stresses exceed the temperature dependent flow stress, the plastic deformation occurs.
In the upsetting mechanism, the process variables are almost same as buckling mechanism, except the sheet thickness and laser beam diameter. However, instead of buckling, the sheet undergoes shortening due to its more rigid geometry and higher moment of inertia, particularly in case of thicker sheets. The UM mechanism induces in-plane deformation and is employed for the pipe bending, micro-bending and alignment and adjustment of micro parts [25, 26].
Experimental Studies
In this section, the utilization of laser bending to process the advanced materials, including composite sheets, bi-layer sheets, metal foam, and 3D printed metal sheets is provided. An overview of the specific types of lasers employed and the processing parameters applied during laser bending are also summarized. Furthermore, the recent research findings pertaining to in-process monitoring, analysis of microstructural and mechanical properties, and the application of laser-assisted bending techniques are consolidated.
Laser Bending of Advanced Materials
Laser bending has proven its versatility by facilitating the deformation of a broad spectrum of sheet materials, thereby opening new possibilities for diverse applications. The range of materials processed by laser bending include metals, non-metals, plastics, ceramics, and composites. Within metals, the low carbon steel [4, 12, 27,28,29], high carbon steel [28], dual-phase steel [30], shipbuilding steel [31], stainless steel [17, 32,33,34], aluminum alloy [35, 36], titanium alloy [14, 37, 38], magnesium alloy [39, 40], and nickel alloy [41] are commonly treated by laser bending. Whereas in non-metallic materials plastics, ceramics [7, 42], and graphite are laser bend materials. Remarkably, laser bending has also been applied to deform inherently brittle materials such as silicon, borosilicate glass [43], metal matrix composites [44,45,46], clad sheets [47], multi-layer sheets [48, 49], metal foams [10, 50, 51], and sandwich panels with metal foam cores [52]. Table 1 provides a comprehensive overview of the types of lasers and their associated parameters employed in the laser bending of advanced materials.
Processing Parameters
Laser bending involves several processing parameters that play a pivotal role in governing the sheet deformation. These parameters can be broadly classified into two categories: (1) related to the laser itself and (2) related to the characteristics of the sheet material. In the following section, recent research focusing on these crucial parameters involved in the laser bending process is discussed.
Line Energy
Line energy stands out as a crucial parameter in the context of laser bending, as it encapsulates the impact of both laser power and scanning speed. Line energy, denoted as LE, is mathematically expressed as the ratio of laser power (P) to scanning speed (V), represented as “LE = P/V.” In a recent study conducted by Yadav et al. [53], the effect of line energy on the bending angle of 2 mm thick duplex steel sheet was thoroughly investigated. The findings from this study revealed that, at low laser power levels, the bend angle exhibited a linear increase in correlation with the line energy. Conversely, for higher laser power settings, an opposing trend was observed. In this scenario, the bend angle initially increased and then started to decrease once the sheet reached a certain peak power level.
Notably, research conducted by Hennige et al. [54], Schichun and Jinsong [55], Lawrence et al. [56], and Hsieh and Lin [57] has revealed that within a specific range of laser power values, the bend angle exhibits a direct and proportional increase. Conversely, when the laser power falls below a certain threshold, the sheet does not undergo bending due to elastic recovery. Therefore, the selection of an appropriate laser power value is crucial to prevent issues such as surface melting and elastic deformation [17]. Figure 4 illustrates the impact of line energy on the bend angle for different laser powers.

[Reprinted from [53] with permission from Elsevier]
Variation of bend angle for different line energy.
The laser scanning speed exerts a negative influence on the bend angle, signifying that as the scanning speed increases, the bend angle decreases [65]. This phenomenon arises from the reduction in the interaction time between the laser beam and the sheet surface as scanning speed escalates, consequently diminishing the thermal gradient and the resulting bend angle. Vollertsen [66] elucidated the correlation between the bend angle and scanning speed, noting that the bending rise (θ) is directly proportional to scanning speed for steel sheets, with θ α V (−0.63), and for aluminum sheets, θ α V (0.54). Subsequently, Chan et al. [67] explored the combined impact of laser power and scanning speed on the bend angle. They varied the line energy across three different levels and observed that line energy maintains a linear relationship with the bend angle. Bending occurs only when the line energy surpasses a specific threshold, and no bending is observed below this threshold line energy. A similar investigation conducted by Li and Yao [68] revealed that at a constant line energy, an increase in scanning speed leads to a reduction in the bend angle. This is attributed to the higher strain rate associated with higher scanning speeds, causing an increase in flow stress [69].
Laser Beam Size and Shape
The size and shape of the laser beam represent another crucial set of parameters that exert control over the bend angle and bending direction by regulating the heat energy applied to the sheet surface. As the beam size decreases, laser intensity increases, leading to localized heating with elevated surface temperatures and subsequently resulting in greater plastic deformation [70]. Simultaneously, the shape of the laser beam plays a pivotal role in determining the bending direction by defining the area that undergoes laser heating. Various beam shapes explored for laser forming encompass circular, rectangular, elliptical, line, and square configurations [71,72,73].
In their investigation, Mucha et al. [74] explored the impact of circular and rectangular beam shapes on the bend angle, observing a higher bend angle with the rectangular beam compared to the circular one. Safdar et al. [72] delved into the effects of non-conventional beam geometries on laser bending of tubes. Jamil et al. [70] conducted a study on different laser beam shapes including square, rectangular, and triangular, in the context of laser forming of steel sheets governed by the temperature gradient mechanism (TGM). Their results indicated the highest bending angle for square-shaped beams, followed by rectangular and triangular shapes. Jamil et al. examined the influence of laser beam geometries on laser bending of sheets primarily influenced by the TGM mechanism. These findings underscore the significance of laser beam geometry as a pivotal parameter for controlling both bend angle and direction.
Sheet Material Properties
The success of laser forming process heavily relies on the interplay of thermal and mechanical properties inherent to the sheet material. These properties collectively determine the mechanism responsible for sheet deformation, impacting the resulting bend angle. Key thermal properties such as the thermal expansion coefficient, specific heat capacity and thermal conductivity exert varying influences. A higher thermal expansion coefficient positively correlates with an increased bend angle, while elevated thermal conductivity and specific heat capacity negatively affect the bend angle. Additionally, the mechanical properties of the sheet material, including Young’s modulus and yield strength, also play a vital role. Lower Young’s modulus enables the conversion of thermal stress into plastic strain, yielding a higher bend angle [75]. Understanding the complex interrelations of these properties is essential for optimizing laser forming processes.
Laser Absorptivity
During the irradiation of a sheet surface by a laser beam, a portion of the laser energy is absorbed by the sheet and subsequently radiated back into the surroundings. The extent of laser energy absorption by the sheet surface is influenced by factors such as the laser wavelength, angle of incidence, polarization effects, and material properties like surface conditions, defects, impurities, and the presence of oxide layers, among others. Therefore, it is crucial to effectively couple and focus the laser intensity onto the sheet surface to enhance the efficiency of the laser forming process [76,77,78]. In many cases, materials like graphite, black paint, lime, oxides, or phosphates have been employed as coating materials on the sheet surface. These coatings serve to improve laser absorption. However, over repeated laser irradiations, these coating materials tend to ablate, necessitating the reapplication of the coating, which complicates the process and extends the processing time [79].
Figure 5 illustrates the correlation between the laser absorptivity of metals and the wavelength. It is evident from the graph that the CO2 laser operates at a wavelength of 10.6 microns.

[Reprinted from [80] with permission]
Absorptivity of metals at different wavelength.
While this wavelength is suitable for bending many metals, their high reflectivity in this range impedes efficient absorption. In contrast, lasers with shorter wavelengths such as Nd: YAG or fiber lasers, which range from 1 to 2 microns, prove to be more effective for laser bending as they are more readily absorbed by metals. Improved laser absorption results in a higher thermal gradient, leading to increased deformation during the bending process. Most of studies reported that using graphite coating helps to improve the coefficient of laser absorption by almost 100% [78]. Therefore, during laser bending of metal sheets, the top surface of sheet is graphite coated to improve laser absorption and the resulting bend angle.
Geometrical Parameters of Sheet
Geometric factors, such as the sheet thickness, width, and length, play a significant role in the laser forming process. Among these factors, sheet thickness has a pronounced effect on the bend angle. As the sheet thickness increases, the bend angle exhibits a linear decrease due to the sheet becoming more rigid. In case of the temperature gradient mechanism (TGM), the bend angle is inversely proportional to the square of the sheet thickness [21]. The bend angle is also responsive to changes in sheet width. In experiments conducted by Hsiao et al. [81], involving two different sheet widths, a slight reduction in the bend angle was observed with an increase in sheet width. However, an opposite trend was reported by Chen et al. [82], who found an increase in the bend angle with sheet width during the laser forming of Ti-6Al-4 V alloy sheets. The impact of sheet length on the bend angle was explored by Cheng et al. [52], who noted that the bend angle decreases with longer sheets due to increased heat dissipation provided by the larger sheet length. A regression model was applied to study the influence of geometric parameters on the bend angle during multi-scan laser forming of steel strips, revealing that sheet thickness contributed 3.07% to the bend angle, while sheet width contributed 0.41% [58].
Process Modeling
Various process models have been formulated for laser forming, utilizing analytical, numerical, empirical, and hybrid methodologies. Among these, analytical approaches employ mathematical equations and specific assumptions to elucidate the thermo-mechanical processes occurring within the sheet. These models delineate the forming mechanism by calculating temperature distribution and bend angles for sheets processed under specific laser parameters. In contrast, numerical models divide the sheet into discrete elements and nodes, approximating solutions by applying governing equations and boundary conditions. These models furnish results encompassing temperature distribution, thermal strains, stress distribution, and bend angles. The finite element method (FEM) and finite difference method (FDM) represent commonly employed numerical techniques for modeling laser forming processes. Empirical models, on the other hand, are established through statistical regression analysis and soft computing techniques to investigate the impact of processing parameters on sheet bend angles. In recent times, hybrid models have emerged, combining FEM with soft computing techniques. These hybrid models serve the dual purpose of predicting sheet bend angles in laser forming and optimizing the overall laser forming process.
Analytical Models
This section delves into the methodologies employed in the development of analytical models, encompassing solution techniques, governing equations, boundary conditions, and underlying assumptions. Additionally, the predictive accuracy, applications, and constraints associated with these models are also explored. Figure 6 provides an overview of the significant analytical models that have been formulated for laser forming.

Analytical models developed based on laser forming mechanisms
TGM Based Models
The most fundamental model for laser forming is developed by Vollertsen [66] using the two-layer approach. The sheet thickness is divided equally into the heated and non-heated layer and the temperature gradient is estimated by applying the heat balance equation. Figure 7 shows the geometrical representation of the two-layer model.
Firstly, the thermal gradient in the heated layer was evaluated using the heat balance equation, given as,
Then, the change in length (Δl) due to the change in thermal gradient is evaluated by,
Here, αth is the coefficient of thermal expansion. Therefore, the change in length becomes,
Assuming that the thermal strains are fully converted into plastic strain, the final bend angle was determined by geometrical relationship as,
Here, ‘θb’ is the bend angle in degree, ‘αth’ is the coefficient of thermal expansion in 1/K, ‘P’ is a laser power in Watt, ‘A’ is laser absorptivity, ‘ρ’ is density of sheet material in kg/m3, ‘Cp’ is specific heat capacity in J/kg.K, ‘V’ is the laser scanning speed in m/s.

Redrawn from [66]
Two-layer model (a) during laser heating (b) during cooling.
The bend angle results predicted by this model are validated with the experimental results for commonly used aerospace alloys (Ti6Al4V and AA2024 T3). The model overestimated the bend angle as compared with experimental bend angle. This was due to the several assumptions made related with thermal gradient including, the temperature profile across sheet thickness follows a step function, neglecting the effect of thermal conductivity, the thermal strain induced in the heated layer get fully converted into plastic strain, neglecting the effect of elastic strain, and the effect of strength of material, respectively.
Building upon a similar two-layer approach, Yau et al. [67] introduced an enhanced analytical model aimed at predicting sheet bend angles more accurately. This model takes into account the counter bending effect, a phenomenon resulting from elastic strain during the heating cycle. The final expression for the bend angle is divided into two components. The first component addresses the influence of elastic strain on the bend angle, while the second component accounts for the impact of plastic strain on the bend angle. Later, Kyrsanidi et al. [83] introduced a parametric mathematical model designed to anticipate the distortions occurring in metallic sheets as a result of laser forming. This model involved the discretization of the laser-heated area based on the size of the laser beam diameter. Each discretized element underwent analysis, considering the forces and moments acting upon it, to calculate the ultimate deformation. Although the model demonstrated computational efficiency, it entailed the utilization of computer programming and iterative processes. Subsequently, Cheng and Lin [84] presented an analytical model for the estimation of sheet bend angles. The final bend angle was regarded as a cumulative sum of angles generated during both the heating and cooling phases. This model computed thermal stresses and strains by considering the peak temperature attained during heating and the surrounding temperature during cooling. To predict the non-uniformity in bend angle along the laser scanning path, Cheng et al. [85] modified Vollertsen’s two-layer model. In the model, sheet width was divided into the small segments along the laser scanning path. The thermal gradient in each segment was evaluated by considering the moving heat source. Based on the thermal gradient, thermal strains are evaluated for each segment and using the geometrical relationship the final bend angle was estimated by taking the average of bending of each segment. To predict the bend angle of metal matrix composite, Liu et al. [44] proposed an analytical model based on Vollertsen’s two-layer approach. Shidid et al. [86] proposed an expression to estimate the bend angle of titanium alloy sheet material. The model considers the effect of external cooling on the bend angle by considering the convection and radiation losses.
Using elastic bending theory, Lambiase [87] developed an analytical model for laser bending. The model considers the effective temperature distributions along the sheet thickness to determine the thermal stress and strain distributions and the final bend angle. Although the model predicts accurate results for low conductive material processed with high scanning speed, it overestimates the results for high conductive materials and thin sheets processed with high laser power and low scan speed. To further improve the prediction accuracy of the model for high conductive materials, Lambiase and Ilio [88] modified the analytical model by considering the effective temperature distributions based on the thermal penetration depth.
A simple analytical model to evaluate the bending angle in the laser bending of a metal sheet, Eideh et al. [89] proposed a model considering the elasto-plastic bending theory, wherein the elastic-plastic boundaries are defined based on the average temperature across the sheet thickness. Based on the boundary conditions, the radius of curvature of the sheet is estimated to get the final bend angle. The results predicted by the model are compared with the published literature results for different sheet materials and processing conditions. Employing the principles of strain energy theory, Mulay et al. [90] devised an analytical method for predicting the bend angle of sheets formed through laser bending. This model calculates the temperature distribution across the sheet thickness, taking into account heat dissipation due to conduction with the surrounding material. Utilizing the temperature field, the model estimates both the thermal strain and stress fields, along with the bending moment. Ultimately, the bend angle is computed by equating the strain energy stored as a result of thermal strain and induced stress with the bending moment. Notably, this model has demonstrated its accuracy in predicting results for sheet materials with varying thermal conductivities, such as stainless steel (high conductivity) and aluminum alloy (low conductivity).
For the BM mechanism, Vollertsen [66] proposed an analytical model, wherein the buckling was considered as two-dimensional, the central region was assumed to be buckled plastically and the outer region was assumed to be buckled elastically. Both these regions are represented by geometrical relations and the bending angle was estimated for the plastic region by balancing the bending moments for both the regions. The final bend angle equation can be given as;
Here, ‘kf(T1)’ is the flow stress in the heated region.
However, the model overestimates the bend angle as it neglects the effect of the beam diameter on the bend angle. Later, Shen et al. [91] developed an analytical model for the BM mechanism by considering the history-dependent stress-strain relationship. The stress and strain field developed during the heating, and cooling stages to estimate the final bend angle. The model gives accurate results not only for TGM and BM, but also for co-existed TGM and BM. Later, Shi et al. [23] derived a dimensionless number (Fbuckling) to predict the bending direction of sheet processed with buckling mechanism for different process parameters using a buckling critical criterion. Results suggest that Fbuckling ≤ 2.80 × 105 can produce concave forming and when Fbuckling ≥ 3.36 × 105, the convex forming can be realized. In recent time, Guo et al. [92] developed an analytical model to estimate the bend angle of sheet metal processed with the buckling mechanism under preload conditions. The final bend angle equation is a combination of the bend angle equation proposed by Vollertsen’s model and the bend angle equation proposed for the preloaded sheet.
For the UM mechanism, Mcbride et al. [93] developed an analytical model to predict the bending and membrane strain in laser forming using an iterative approach. The model considers the peak temperature through the sheet material to estimate the plastic strain. The strain-induced stress was calculated by considering the temperature-dependent yield stress and Young’s modulus. The final bend angle and line shrinkage was estimated by integrating the curvature, and membrane strain resulted from the thermal stress. Kraus et al. [94] proposed a closed-form expression to predict the in-plane deformation of a sheet during laser forming with the UM mechanism. The final bend angle was predicted using Vollertsen’s geometry and strain relationship between the processing parameters and the bend angle. Shi et al. [95] derived an expression to predict the bend angle of an in-plane axis perpendicular to the bend line. The bend angle equation is given as,
Here, ‘W’ is the width and ‘L’ is the length of the sheet sample.
Many of the initial analytical models were constructed using elastic bending theory as their foundation, incorporating various assumptions regarding the sheet material thermal and mechanical properties, optical characteristics, thermal gradients, plastic strain fields, etc. Consequently, the accuracy of these models was constrained, particularly under specific process conditions and for specific sheet materials. Table 2 provides summary of published analytical models along with validation data and scope.
Numerical Simulations
Numerical models developed using Finite Difference Method (FDM) and Finite Element Method (FEM) have risen to prominence as the primary approach for scrutinizing the deformation characteristics in laser forming processes. This methodology possesses the capability to integrate heat transfer and structural mechanics phenomena. It accommodate variations in sheet dimensions and material properties over time and temperature, and adeptly model intricate geometries arising from multiple laser irradiations. These models provide valuable insights into the laser forming process by predicting critical aspects like temperature distribution, thermal strain and stress fields, bend angle, and residual stresses in the laser-formed sheet. Furthermore, they enable the analysis of external forces, cooling effects, and edge effects on process deformation behavior.
This section thoroughly examines recent advancements in numerical modeling of laser forming, elucidating the methodologies employed in model development, encompassing input conditions, governing and boundary conditions, underlying assumptions, meshing and time-step considerations, and presents detailed results. Figure 8 offers an illustrative flowchart depicting the typical workflow of a numerical model in this context.
Thermal Analysis
As previously discussed, the deformation of a sheet in laser forming is contingent upon thermal strains, which in turn, hinge on the temperature profile developed across the sheet thickness. Therefore, comprehending the temperature distribution under specific processing parameters is pivotal in laser forming. Geiger and Vollertsen [20] assessed temperature distributions in single-scan laser forming processes employing a two-dimensional FEM and FDM. The model factored in temperature-independent thermal and mechanical properties of the sheet material. Results revealed that the FEM model provides more precise temperature distributions compared to the FDM model, particularly because it accounted for sheet thickness.

Flow chart for the numerical model
Ji and Wu [96] developed a three-dimensional transient model to analyze temperature distribution in laser-formed sheets. Simulations were conducted for varying laser power, scanning speed, and sheet thickness, elucidating those peak temperatures increased with laser power and decreased with sheet thickness. Chen et al. [97] employed a 2-D plane strain finite element analysis to compute temperature fields in the laser bending of stainless-steel sheets. The temperature distributions were influenced by the sheet material optical reflectivity, which was assumed to be independent of temperature in the model. Kyrsanidi et al. [83] simulated the laser forming process using a three-dimensional finite element model, factoring in nonlinear transient coupled thermal-structural phenomena and considering temperature-dependent thermal and mechanical properties of the sheet material.
Mechanical Analysis
Simulation studies have extensively explored the thermal stress, strain fields, and resulting bend angles generated by temperature distributions. Shi et al. [98] studied the sheet deformation under the TGM mechanism for varying laser power, beam diameter, scanning speed, and workpiece geometry. Their simulations, conducted using ANSYS software for shipbuilding steel sheets, emphasized the substantial influence of laser parameters on the bend angle, while sheet length and width affected the bending radius. Chan et al. [67] analyzed the deformation of AISI 304 SS thin sheets processed by the TGM mechanism, employing a FEM model. Their simulation outcomes revealed a relatively linear correlation between bend angle and laser power, scanning speed, and the number of scans. Hu et al. [99] investigated sheet bending behavior under the buckling mechanism using 3D FEM simulations, considering the nonlinear properties of sheet material. They also considered temperature-dependent properties of the sheet material, interpolating values linearly for unknown temperatures. Simulations were conducted for AISI 1008 and AISI 304 sheet materials with different laser power, scanning speed, and beam diameter, demonstrating that the buckling mechanism dominates under conditions of a high beam diameter-to-sheet thickness ratio and low scanning speed. Stevens et al. [100] developed a coupled thermo-mechanical FEM model for evaluating the bend angle of thin stainless-steel sheets. Their model considered large plastic strains, temperature-dependent properties of the sheet material, and heat transfer to the surrounding environment through convection and radiation. Simulations were carried out under two distinct processing conditions, identifying the TGM mechanism as the active one. Song et al. [101] employed the ABAQUS commercial package to solve thermal-mechanical analysis of the laser forming process. They developed a nonlinear finite element model, accounting for temperature-dependent properties of DP 980 steel sheets, to analyze thermal stress and strain distributions during laser forming. Labeas [102] conducted thermal and mechanical analysis of laser forming for 6013-T4 and 2024 T351 aluminum alloy sheets using a three-dimensional finite element model. Their nonlinear model incorporated temperature-dependent thermal and mechanical properties, employing the ‘ANSYS’ software package. The numerical model predicted bend angle results were compared with experimental data, revealing a maximum deviation of 28% for a single laser scan. Shi et al. [95] explored the deformation behavior of DC01 steel plates under the upsetting mechanism by numerical model. Their simulations encompassed various laser parameters and scanning schemes, showing that simultaneous heating of the upper and lower sheet surfaces with a small beam diameter and high scanning speed could induce uniform plastic plane strain in the sheet. Wang et al. [103] developed a FEM model for the laser forming process to analyze deformation behavior, employing the artificial thermal strain method. This method facilitated efficient thermal distortion analysis by quantitatively determining the equivalent forces and moments induced by laser heating. Paramasivan et al. [104] and Shen et al. [105] conducted simulations to analyze temperature, stress, strain distributions, and deformations in laser forming of sheets featuring different cutouts.
Numerical Modelling of Complex Shapes
Significant research efforts have been devoted to 2D laser forming, aimed at creating simple V-shape bends through single or multiple laser scans for specific sheet materials. However, for the practical advancement of laser forming processes, the exploration of 3D forming is imperative. Numerous experimental and numerical studies have delved into 3D laser forming. Gollo et al. [106] employed the finite element method to model the laser forming process. They conducted simulations to examine the impact of various scan paths in achieving a cap shape from a circular plate. Their findings indicated that spiral scan paths outperformed circular ones in producing a desirable cap shape.
Cheng and Yao [107] utilized an FEM-based approach to model 3D laser forming, aiming to create dome and saddle shapes from thin metallic sheets. They designed laser scanning paths using in-plane strain, principal minimal strain, and temperature gradient, while heating conditions were defined through a lumped method. Liu and Yao [108] also employed the FEM method to model laser forming, focusing on producing pillow and saddle shapes from thin plates. They determined laser scanning paths and heating conditions using plane strain and bending strain fields, respectively, within their FEM model. Chen et al. [109] delved into the deformation behavior of sheet metal during laser curve bending, conducting FEM simulations to analyze temperature, displacement, stress, and strain fields. Their results revealed that the strain difference between the heated and lower sheet surface contributed to 3D bending deformation. Navarrete and Celentano [110] employed a finite element-based model to explore the impact of scanning strategies on the deformation of various sheet geometries, aiming to achieve complex shapes through laser forming. Gisario et al. [111] utilized a high-power diode laser system to create a hexagonal concave shape using different scanning patterns. Their laser parameters and scanning patterns were defined based on preliminary experimental trials. Table 3 shows the range of processing parameters during laser forming of complex shape.
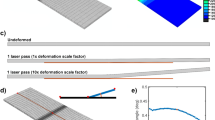
Numerical Simulation of Multi-Scan Laser Forming
The bend angle produced in a single laser scan is limited, therefore to achieve higher bend angle multiple laser scans are suggested. Several numerical studies have been reported on multi-scan laser forming. Figure 9 shows the FE simulation results obtained for multi-scan laser bending.

Finite element simulation results (a) temperature distribution (b) von-Mises stress distribution (c) plastic strain distribution (d) bend angle
Cheng and Yao [27] developed a microstructure integrated FE model wherein the flow stress dependent on microstructure change has been considered for accurate prediction of bend angle. Griffths et al. [120] studied the variation in bend angle during multi-scan laser forming using a three-dimensional FEM model for the laser forming process. The thermal factors are responsible for bend angle variation in the first few laser scans and become less influential till the thermal equilibrium reach. Kant and Joshi [59] developed a FEM model for the multi-scan laser forming of the magnesium alloy sheet. They investigated the temperature distributions, stress and strain distributions bend angle and the edge effect for different laser parameters and sheet thicknesses. Fetene et al. [121] developed a FEM model for the multi-pass laser bending of AH36 steel strips and investigated the effect of laser power, scanning speed, sheet width and sheet thickness on the bend angle.
Computational Efficiency of Numerical Models
Although the numerical simulations are very accurate in predicting the bend angle results. It requires high computational time to provide the results, making these models unsuitable for real-time applications. Therefore, reducing the computational time without compromising accuracy is one major challenge for the FEM method. Pitz et al. [122] performed simulations for the laser bending of aluminium alloy plate. They used a moving mesh approach to reduce the computational time by discretizing the laser beam area with fine mesh and remaining with coarse mesh. The results show that the adaption of the moving mesh reduces the computational time by 28% compared to the uniform mesh model. Esfahani et al. [123] determined the optimum mesh density during the laser forming process with a circular scan path by considering the computational time and forming accuracy. The FE model results are used to train the Artificial Neural Integrated Fuzzy Inference System (ANFIS) model to optimize the mesh densities. Results show that 50% decrease in mesh density decreases the computational time by 64% and an increase in error by 6%. To reduce the computational time involved in finite element analysis, Zhang et al. [124] determined the minimum requirements for discretization and mesh density for finite element modelling of the laser forming process. The spatial (number of elements per laser spot area) and temporal (time increment required to cover laser beam radius) discretization techniques are applied and results compared based on convergence rate, accuracy rate and analysis time. The results show spatial discretization requires a minimum number of elements than the temporal discretization. Zhang and Michaleris [125] used the Eulerian and Lagrangian approach for finite element modelling of laser forming process. Out of these two approaches, the Eulerian approach was faster in predicting the results, whereas the Lagrangian approach has high prediction accuracy. Carlone et al. [126] optimized the mesh density by accurate space discretization along sheet thickness and length direction to reduce the computational time. Four different element sizes have been used along the thickness and length direction, and the temperature field, stress and strain field, accuracy and computational time are analyzed. Although numerical models are flexible and accurate in predicting the result for the laser forming process, it involves high computation time, due to the non-linear behavior of the process involving a complex interaction of multiple physical phenomena. Therefore, numerical models are undesirable for real-time applications.
Empirical Modeling
As numerical models tend to be computationally intensive, and analytical models present certain challenges in development, empirical models have gained popularity in the field of laser forming modelling. These empirical models are created using statistical regression analysis and soft computing methods. Cheng and Lin [127] employed neural networks, including Back Propagation Neural Networks (BPNN) with hyperbolic tangent and logistic functions, as well as a Radial Basis Neural Network (RBFN) to predict the bend angle of laser-formed sheets. Input parameters encompassed laser power, scan speed, beam diameter, and sheet thickness, while the output parameter was the bend angle. The RBFN model exhibited superior accuracy in predicting the bend angle compared to other approaches. Dragos et al. [128] utilized a back propagation neural network to estimate the bend angle in laser-formed sheets. Input parameters consisted of laser parameters such as power, scanning speed, beam diameter, number of scans, and sheet thickness, while the output parameter was the bend angle. The ANN model demonstrated good agreement with experimental results. Casalino and Ludovico [129] developed a process model using a feed-forward neural network with back-propagation to predict the bend angle in laser forming by TGM and BM. They compared this ANN model to an FEM model and found that the ANN-based model provided faster and more accurate predictions. Chen et al. [130] employed a hybrid fuzzy neural network that combined a fuzzy inference system and neural networks to forecast sheet deformation. Shen et al. [131] used an Adaptive Network Fuzzy Inference System (ANFIS) to model the laser forming process, training the neural network using published experimental data. They optimized the ANFIS model data, concluding that selecting an appropriate beam diameter could maximize the bend angle. In recent work, Maji et al. [132] used a trained neural network and neuro-fuzzy system to predict the bend angle in sheets formed by pulsed laser bending. These networks were trained using the genetic algorithm and back-propagation algorithm, considering laser power, scanning speed, beam diameter, and pulse duration as input variables, with bend angle as the output variable. Lambiase et al. [32] developed an ANN-based model to determine optimal processing conditions for minimizing cycle time during multi-scan laser forming. The model predicted bend angle, maximum temperature and cooling time, taking into account laser power, scan speed, number of scans and cooling medium. Fetene et al. [133] created an ANN model to predict the bend angle in pre-loaded sheets, considering input parameters such as laser power, scan speed, mechanical load and distance of the scan line from the free end. Gollo et al. [134] derived a regression-based model from experimental data to understand the laser forming process. They developed a closed-form equation to assess the influence of process parameters such as laser power, beam diameter, scan velocity, sheet thickness, number of passes, and pulse duration on the bend angle, with the number of scans, sheet thickness, scan velocity, and beam diameter found to be the most significant factors. Gisario et al. [135] crafted an ANN-based model to predict temperature and bend angle in FML composite sheets. Training the neural network involved laser power, scanning speed, and the number of scans as input parameters. Comparing the ANN model’s bend angle predictions to experimental results showed a strong correlation.
Hybrid Modeling
Hybrid modelling represents a potent approach that leverages the strengths of two distinct modelling methods to achieve faster and more accurate predictions of results. These models combine finite element analysis (FEM) with artificial intelligence (AI) techniques to establish the relationship between the bend angle and process parameters, ultimately optimizing the process. Venkadeshwaran et al. [136] introduced a hybrid model based on FEM and response surface methodology (RSM) to predict the bend angle of a sheet. This model was further utilized to obtain optimal values for process parameters, enhancing productivity. Paramasivan et al. [137] developed a hybrid model by combining FEM and artificial neural networks (ANN) to forecast the bend angle of titanium alloy sheets during laser bending. Omidvar et al. [138] employed a Radial Basis Function Neural Network (RBFNN) in conjunction with a Teaching-Learning-Based Algorithm (TLBO) for modelling the laser bending process. The RBFNN technique was applied to establish correlations between process parameters and the bend angle, while the TLBO algorithm was used to maximize the bend angle.
Inverse Modelling and Optimization of Laser Forming
Numerous empirical and heuristic approaches have been proposed to tackle the inverse modeling of the laser forming process. Magee et al. [53] and Hennige [6] delved into irradiation patterns aimed at creating asymmetric spherical shapes. They postulated and demonstrated both radial and concentric irradiation patterns. Maji et al. [139] conducted multi-objective optimization of laser parameters, considering various combinations of maximum/minimum bending and thickening of sheet material when processed with a coupling mechanism. They built a model using Back Propagation Neural Network (BPNN) and Genetic Algorithm-Based Neural Network (GANN), employing experimental data. The optimized laser parameters were then used to produce a dome shape. Kumar and Dixit [140] developed an empirical model for estimating the maximum temperature of the top sheet surface. This model utilized a heuristic-based optimization approach and predicted surface temperature with an accuracy of ± 10% in comparison to simulated temperature. For enhancing production efficiency and reducing energy consumption in single-pass laser bending of AH 36 steel sheets, a multi-objective optimization approach using fuzzy set theory was employed. Griffiths et al. [141] demonstrated a goal-driven optimization of the laser forming process. They utilized response surfaces generated from finite element simulations to optimize the laser bending process and achieve the optimal heating conditions.
Multi-Scan Laser Forming
As previously mentioned, achieving a higher bend angle in laser forming often necessitates multiple laser scans because the bend angle produced per scan is relatively small. Numerous studies have focused on analyzing the sheet deformation behavior during multi-scan laser forming. Cheng and Yao [27], observed an increase in the bend angle as the number of laser scans increased. However, this increase in bend angle after each laser scan is non-uniform, and several factors may contribute to this variation, as depicted in Fig. 10.

Factors influencing the bend angle during multi-scan laser forming
The thermal effects are responsible for the accumulation of heat in the sheet after each laser scan. The thermal effects have both positive and negative impact on the process, as mentioned below:
-
It helps the process by reducing the temperature-dependent flow stress of sheet material and increases the bend angle for the same energy input.
-
Accumulation of heat causes a decrease in the thermal gradient, leading to a decline in the bend angle.
Strain hardening is an inevitable factor that causes a reduction in the bend angle with the increasing number of scans. The rapid heating and cooling of sheet surface refine the grain size and shape in the laser-irradiated area, which leads to grain boundary entanglement. This entanglement renders the deformation by increasing the hardness of the sheet. Several studies have been reported that strain hardening is dominant for sheet processes with high energy density and with the increasing number of laser scans. Thickening effect is another factor responsible for variation in the bend angle during multiple laser irradiation’s of the sheet. In this effect, an increase in section thickness was observed, as compressive stresses acting on the upper sheet surface forces the material upward for the conservation of volume. The thickening effect was particularly dominant during the TGM mechanism. During multiple laser irradiation’s of the sheet, the geometry of the laser beam is influenced by the previous laser scan, which may cause variation in the energy density given to sheet surface and affect the bend angle per scan. A real time monitoring system helps in understanding the bending mechanism active during multi-scan laser forming. In most of the real time monitoring systems, the temperature and displacement sensors have been used to measure the real time changes in bend angle with the temperature gradient developed for given energy input. Figure 11 shows the photograph of real time monitoring system developed for multi-scan laser forming [142].

[Reprinted from [142] with permission from Elsevier]
Real time monitoring system for multi-scan laser forming system.
Metallographic Study
As discussed earlier, laser forming is the thermo-mechanical process, wherein deformation of the sheet is realized by heating and cooling cycle. Therefore, the laser formed sheet material is often accompanied by the recovery, recrystallization, and phase transformation. Several studies reported the micro-hardness and microstructural variations of the laser formed sheet material.
Micro-Hardness Study
Ramos, Magee, and Watkins [35] examined the micro-hardness distribution in laser formed AA 2024-T3 sheets. They treated the sheets with three different energy density levels and observed that the micro-hardness of sheet processed below 25 J/mm2 remains the same to the as-received material. However, for energy density above 25 J/mm2 change in micro-hardness was observed across the sheet depth. Merklein et al. [8] reported that the hardness value of AA1050 increases with the number of laser irradiation. Chan and Liang [143] examined the micro-hardness distribution in laser formed high carbon alloy steel processed with low and high laser power. Majumdar et al. [17] studied the laser bending of steel sheets. They observed that the average micro-hardness value on the laser-irradiated top sheet surface increased by almost 1.5 to 2 times than the as-received material. The increase in hardness value was attributed to the recrystallization and grain refinement effect due to the rapid quenching of the laser-heated area. Whereas in the heat affected area, a sudden drop in hardness value was observed due to the grain coarsening effect. Kumar V. and Dixit U.S [144]., developed a numerical model to predict the hardness distributions and phase fraction of laser bent AH 36 steel sheet. The FEM based model considers the effect of phase fraction, cooling rate and strain hardening of the material on the hardness distributions. The micro-hardness distribution of thin AISI 304 steel sheet was investigated for different laser power and scanning speed and reported that the hardness value increases with the laser power and decreases with the scanning speed [90].
Microstructural Analysis
The microstructural analysis of laser formed sheets has been studied by several researchers. Ramos et al. [35] investigated the effect of process parameters on microstructure of laser-formed AA 2024-T3 sheets. They found that the microstructure of the sheet remains unchanged when the sheet is processed below 25 J/mm2. Whereas the sheets processed with high energy density, i.e., between 25 J/mm2 to 125 J/mm2 the microstructure changes and forms subgrain structure and dispersoids at the grain boundaries. Chan and Liang [143] examined the microstructure of hardened high carbon steel sheets deformed at both the low (97 J/mm2) and high (193 J/mm2) energy density. They observed that the sheet deformed for high energy density has partial melting at the scanned surface and change in microstructure across the sheet thickness. A coarse martensite with retained austenite was observed at the top sheet surface, whereas martensite with retained carbide and bainite was found near the bottom surface. No change in the microstructure of sheet processed with low energy density was observed. Chen et al. [145] studied the effect of laser energy density on the microstructure of Ti6Al4V alloy sheet. They found that (i) the microstructure of sheet processed below the laser energy density of 4.34 J/mm2 does not change and remains the same as that of as-received material. (ii) the microstructure of sheet processed within the laser energy density of 5.4 J/mm2 and 7.12 J/mm2, consist of coarse β-grain boundaries and α-phase separated out from β-grain boundaries, with the increased β-grain size. Abolhasani et al. [146] investigated the effect of laser beam diameter and hatch spacing between the scanning paths on the bendability and microstructural behavior of AISI 316 stainless steel sheet in 3D laser forming. The bendability of sheet material increases for large beam diameter and small hatch spacing, owing to the decrease in anisotropy in the microstructure. Cheng and Yao [27] develop a microstructure integrated numerical model for the multi-scan laser bending process. The model considers the effect of microstructure change on the flow stress in the laser forming process to accurately estimate the bend angle of low carbon steel during multi-scan laser bending. In recent time, the microstructure of laser formed AISI304 steel sheet was investigated by Mulay et al. [90] and identified different microstructure zones as, (i) re-solidified zone (ii) equiaxed grain zone (iii) elongated grain zone and (iv) heat affected zone.
Applications of Laser Forming
Laser Tube Bending
Laser tube bending can produce the convoluted curved tubes of high strength materials without wrinkling, wall thinning, and springback effect. The process find applications in boilers, heat exchangers, air conditioners etc. Due to these benefits, the process has been studied to understand the process mechanism. Hao and Li [147] developed an analytical model to predict the bend angle of a tube processed with BM conditions. The thermal strains in the heated and non-heated region were estimated during heating and cooling of the tube and using the strain difference between these two regions, the final bend angle was evaluated. The final bend angle is given as;
Guan et al. [148] developed a 3D thermo-mechanical FEM model to analyze the laser tube bending process. The simulations are performed to study the effect of laser power, scan velocity, number of scans and beam diameter on the bend angle. The laser bending process was optimized using the FEM and GA integrated model by considering the laser power, scanning velocity, spot diameter and wrap angle as variables. Safdar et al. [72] developed a FEM model for laser tube bending and analyzed the effect of beam shape on the temperature distribution, stress distribution, and bend angle of the tube. The results show the doughnut shape beam provides the least lateral bending; the circular beam gives a higher bending angle and higher distortion. The triangular-R beam causes least distortion of the inner wall, whereas the rectangular beam shape produces the least distortion of the outer wall. Jamil et al. [70] developed a 3D finite element model for simulation of laser bending of microtubules. The simulations are performed to study the effect of process parameters such as laser power, pulse length and initial displacement of the tube’s free end on the bending angle, ovality and bulging. Imhan et al. [149] studied the laser tube bending process using experimental and numerical methods. The particle swarm optimization method was adapted to optimize the bend angle results with the objective of reducing the mean error. Keshtiara et al. [150] studied the effects of laser parameters on laser tube bending. A FEM model was developed to analyze the effect of laser power, scan speed, and the beam diameter on the bending angle and bending ovality. The results indicated that the laser power, scanning speed and beam diameter has the highest impact on the bend angle. Khandandel, et al. [151] formed 3D shape tube using laser forming. Figure 12 shows the photograph of 3D tube formed using laser.

[Reprinted from [156] with permission from Elsevier]
Tube forming using laser.
Curved Surface Forming
The straight-line laser heating is generally used to produce simple V-shape parts. However, for producing the intricate shapes, both straight and curvilinear laser irradiations are required. Hennige T [6]. investigated the deformation behavior of the sheet for straight and curved laser beam irradiations and observed a reduction in the bend angle for curved line irradiations compared with the straight-line irradiation. Edwardson et al. [118] proposed scanning strategies based on trial-and-error approach to form the saddle shape with temperature gradient mechanism and upsetting mechanism. Kim and Na [152] proposed a distance-based and angle-based algorithm to define the scanning path and bend angle required to form the arc shape. The bending points are defined based on the distance between the target surface and sheet metal and the tangent surface to the bend points are used to define the bend angle. Shen et al. [153] proposed an algorithm to define the heating positions for producing a single curved surface from a flat sheet. The heating points are defined based on the radius of curvature of the curved surface. Cheng and Yao [107] presented an approach for process design of laser forming thin sheets with a doubly curved shape. Here, scanning paths are defined with in-plane strain, bending strain, principal minimal strain and temperature gradient mechanism of laser forming. Chakraborthy et al. [154] studied the effect of various process parameters on the in-plane and out-of-plane deformations of stainless-steel circular blank processed using circular and radial scan schemes. Shi et al. [155] investigated the effect of parallel and crossed scanning paths on the deformation field. Their results showed that the plastic strain field produced by adjacent scans do not affect each other when the path spacing is greater than the laser spot diameter. Gollo et al. [106] investigated the effect of different scan paths on cap profiles and found that the spiral path produces an accurate cap profile than the circular path due to the continuity of the path. Safari and Farzin [116] proposed a new scanning strategy to produce saddle shape. They found that the curvature of the saddle shape changes with the number of scans and pitch of the spiral path. Recently, Thomsen et al. [157] investigated the effect of hatch spacing and number of scans on the curved profile. The roundness of the bend profile is measured by least square circle method and second-order differentiation method.
Pulsed Laser Bending
Pulsed laser bending is commonly used for precision adjustment and alignment of microparts used in relays, hard-disk etc. Gollo et al. [158] used pulsed Nd: YAG laser to study the effect of process parameters such as laser power, beam diameter, scan velocity and pulse duration on the bending angle of the sheet. Results suggest that the bend angle is affected by the beam diameter followed by pulse duration, scanning speed and laser power. Gollo et al. [134] investigated the pulsed laser bending of steel alloy sheets using an experimental model. A closed-form equation developed to predict the bend angle of a sheet for different laser power, scanning speed, pulse duration, sheet thickness and pass number. It was observed that the number of scans, sheet thickness, scan velocity, and beam diameter have a significant influence on bend angle, and laser power and pulse duration have the least influence on the bend angle. Zhang et al. [159] investigated the bending behaviour of brittle materials including, ceramic, silicon and glass processed with pulsed laser bending. A CO2 laser and Nd: YAG laser with nanosecond pulse width was used to deform the sheet, and the bend angle in micro-radian was obtained. Zhang et al. [160] simulated the pulsed laser bending process using a finite element model, and the bending angle and the distribution of stress and strain are investigated. Results show that the pulse energy and bending angle increases linearly and this trend continues even after the laser energy is increased across the melting threshold. Shen et al. [161] did experimental investigation of the pulsed laser forming of stainless-steel sheet and studied the effect of air and water cooling on bending angle and morphology of the heat-affected zone. Maji et al. [162] established a relationship between the bend angle and laser parameters for pulsed laser bending process using a soft computing method. The laser power, scan speed, beam diameter and pulse duration were considered as input parameters and bend angle as output parameters. Guo et al. [163] investigated the effect of process parameters on pulsed laser bending of Al 6061 alloy sheet using experimental studies. The results show that the bending angle increases with the increase of duty cycle, frequency, scan time and sheet width and decreases with the increase of scan speed, spot diameter and sheet thickness. Table 4 summarize the properties of beam used for bending of different sheet materials using pulsed laser.
Challenges
While laser forming offers several advantages over conventional forming processes, it faces certain limitations that require attention for practical applications. From a review of research papers, the following challenges have been identified as major issues within the laser bending process:
-
1.
Most experimental work on laser bending has focused on low-strength sheet materials, with limited studies on high-strength materials like Ti6Al4V alloy. Particularly, the fatigue strength of laser-formed sheets remains unexplored, and further research is needed to understand potential applications in this area.
-
2.
Although several analytical models have been developed to predict the bend angle, accurate analytical solutions for laser forming processes are challenging due to the nonlinear behavior influenced by various processing parameters. Enhanced understanding of the thermo-mechanical behavior can lead to improved prediction accuracy in analytical models.
-
3.
Numerical modelling of laser forming processes often involves high computational time, which hinders real-time application. Efforts should be made to address this issue to make numerical modeling more practical.
-
4.
Empirical models rely heavily on extensive experimental datasets and may overlook the influence of process mechanisms. To improve the prediction accuracy of empirical models, the development of artificial intelligence-based algorithms can be beneficial.
-
5.
Analytical models can determine laser heating parameters but often suffer from poor prediction accuracy due to numerous assumptions. Improvements can be made by incorporating the nonlinear behavior of the process, considering temperature-dependent thermo-mechanical properties of sheet material, and changes in metallurgical properties.
-
6.
Finite Element Method (FEM) models are accurate however computationally intensive. Optimizing mesh elements and sizes for the small, localized areas of laser-induced plastic strain can significantly reduce computational time.
-
7.
The limited bend angle achieved per laser scan affects process efficiency. Research into coating materials, assisting forces, and processing conditions can enhance performance. Multiple laser irradiations is a potential solution, but variations in bend angle and strain hardening need to be addressed.
-
8.
Understanding the impact of processing parameters on the metallurgical characteristics of the sheet sample along the laser-heated region is limited. The heating and cooling rates during laser forming cycles can affect the mechanical properties of the sheet. Developing an intelligent predictive system for determining heating conditions is essential to control these properties.
Addressing these challenges will contribute to the advancement and wider application of laser forming processes in various industries.
Conclusions
A comprehensive review on the laser bending of advanced materials is covered in this paper. The commonly used laser bending mechanisms i.e. TGM, BM and UM are studied, and identified that laser power, scanning speed, beam diameter and sheet thickness are important controlling parameters which influence on the bending mechanism and finally on the bend direction and bend angle of sheet. Laser bending of metal sheets can be realized using different types of lasers. For bending of advanced materials a low wavelength laser is preferred due to higher coupling energy. An optimization study on laser bending of advanced materials is needed to optimize the energy parameters and to improve the productivity of the process. The single and multi-scan laser bending process is also covered in this paper to highlight the critical parameters during the multi-scan laser bending of metal sheets. Further, the microstructural and mechanical properties altered after the laser bending of metal sheets are studied and the parameters affecting the microstructure and mechanical properties are discussed. Additionally, the process models developed using the analytical and finite element methods are explored with its prediction accuracy, applications, and limitations. The potential applications of laser bending in laser-assisted forming, pre-stress forming, tube bending and pulsed bending are studied. Finally, the major challenges associated with the laser bending process are discussed.
Data Availability
No datasets were generated or analysed during the current study.
References
Scully, K.: Laser line heating. J. Ship Prod. 3(4), 237–246 (1987)
Vollertsen, F., Sakkiettibutra, J.: Different types to use laser as a forming tool. Phys. Procedia. 5, 193–203 (2010)
Magee, J., Watkins, K.G., Steen, W.M.: Advances in laser forming. J. Laser Appl. 10, 235 (1998)
Steen, G., Ramos, J., Magee, J.: Laser bending of thin metal sheets by means of a low power CO2 laser, 11th Solid Free. Fabr. Symp. Austin. (2000)
Li, W., Yao, Y.L.: Laser bending of tubes: Mechanism, analysis, and Prediction. J. Manuf. Sci. Eng. Trans. ASME. 123, 674–681 (2001)
Hennige, T.: Development of irradiation strategies for 3D-laser forming. J. Mater. Process. Technol. 103, 102–108 (2000)
Shen, H., Yao, Z.: Study on mechanical properties after laser forming. Opt. Lasers Eng. 47, 111–117 (2009)
Merklein, M., Hennige, T., Geiger, M.: Laser forming of aluminium and aluminium alloys - microstructural investigation. J. Mater. Process. Technol. 115, 159–165 (2001)
Carey, C., Cantwell, W.J., Dearden, G., Edwards, K.R., Edwardson, S.P.: Watkins, towards a rapid, non-contact shaping method for fiber metal laminates using a laser source. Int. J. Adv. Manuf. Technol. 47, 557–565 (2010)
Bucher, T.: Laser Forming of Metal Foam: Mechanisms, Efficiency and Prediction, p. 252. Columbia University (2019)
Wu, D., Zhang, Q., Ma, G., Guo, Y., Guo, D.: Laser bending of brittle materials. Opt. Lasers Eng. 48, 405–410 (2010)
Cheng, P., Yao, Y.L., Liu, C., Pratt, D., Fan, Y.: Analysis, and prediction of size effect on laser forming of sheet metal, 32 439–446. (2004)
Fetene, B.N., Dixit, U.S., Liao, H.: Laser bending of friction stir processed and cement-coated sheets. Mater. Manuf. Processes. 32, 1628–1634 (2017)
Watkins, K.G., Edwardson, S.P., Magee, J., Dearden, G., French, P., Cooke, R.L., Sidhu, J., Calder, N.J.: Laser Forming of Aerospace Alloys, Soc. Automot. Eng. Tech. paper, No. 2001-01-2610, (2001)
Shen, H., Zhou, J., Yao, Z.Q.: Study on overlapping of two sequential scans in laser forming, Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 221 993–997. (2007)
Magee, J., Sidhu, J., Cooke, R.L.: Prototype laser forming system. Opt. Lasers Eng. 34, 339–353 (2000)
Majumdar, J.D., Nath, A.K., Manna, I.: Studies on laser bending of stainless steel. Mater. Sci. Eng. A. 385, 113–122 (2004)
Akinlabi, S.A., Shukla, M.: Evaluation of the structural integrity of laser formed steel sheets for possible load bearing applications. Lasers Eng. 35, 197–216 (2016)
Wu, D., Zhang, Q., Guo, D.: Experiments on laser bending of brittle materials. Opt. Info Base Conf. Pap 9–10. (2009)
Geiger, F., Vollertsen, M.: The mechanisms of laser forming. CIRP Ann. 42(1), 301–304 (1993)
Pirch, N., Wissenbach, K.: Mechanisms during laser bending. J. Laser Appl. 20, 135–139 (2008)
Shi, Y., Yao, Z., Shen, H., Hu, J.: Research on the mechanisms of laser forming for the metal plate. Int. J. Mach. Tools Manuf. 46, 12–13 (2006)
Shi, Y., Liu, Y., Yao, Z., Shen, H.: A study on bending direction of sheet metal in laser forming. J. Appl. Phys. V103(5), (2008)
Yadav, R., Yadav, R., Kant, R.: Experimental Study on Laser Bending of mild Steel with Buckling Mechanism, vol. 167, p. 109803. Optics & Laser Technology (2023)
Vollertsen, F., Komel, I., Kals, R.: The laser bending of steel foils for microparts by the buckling mechanism-a model. Model. Simul. Mater. Sci. Eng. 3, 107–119 (1995)
Shen, H.: Mechanism of laser micro-adjustment. J. Phys. D Appl. Phys. 41 (2008)
Cheng, J., Yao, Y.L.: Microstructure Integrated Modeling of Multiscan Laser Forming. J. Manuf. Sci. Eng. 124, 379–388 (2002)
Chen, M.L., Jeswiet, J., Bates, P.J., Zak, G.: Experimental study on sheet metal bending with medium-power diode laser. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 222, 381–389 (2008)
Knupfer, S.M., Paradowska, A.M., Kirstein, O., Moore, A.J.: Characterization of the residual strains in iterative laser forming. J. Mater. Process. Technol. 212, 90–99 (2012)
Zhang, Y., Dong, W., Qiao, Y., Zhang, C.: Edge Effect Investigation of DP980 Steel Sheet in multiple laser scanning process. Int. J. Precis Eng. Manuf. 20, 319–326 (2019)
Nath, M.K., Chowdhury, A., Dutta, P.P.: Finite Element Simulation for Thermal Analysis in laser forming of D36 ship Building Steel. ADBU J. Eng. Technol. 4, 1–6 (2016)
Lambiase, F., Di Ilio, A., Paoletti, A.: Productivity in multi-pass laser forming of thin AISI 304 stainless steel sheets. Int. J. Adv. Manuf. Technol. 86, 259–268 (2016)
Abedi, H.R., Hoseinpour, M., Gollo: An experimental study of the effects of surface roughness and coating of Cr2O3layer on the laser-forming process. Opt. Laser Technol. 109, 336–347 (2019)
Yilbas, B.S., Arif, A.F.M., Aleem, B.J.A.: Optics & Laser Technology Laser bending of AISI 304 steel sheets: Thermal stress analysis. Opt. Laser Technol. 44, 303–309 (2012)
Ramos, J.A., Magee, J., Watkins, K.G.: Microstructure, and microhardness study of laser bent Al-2024-T3. J. Laser Appl. 13, 32 (2001)
Bellisario, D., Quadrini, F.: Laser bending of 5005 aluminum Alloy sheets. Int. J. Manuf. Mater. Mech. Eng. 2, 1–15 (2012)
Akinlabi, E.T., Shukla, M., Akinlabi, S.A.: Laser forming of titanium and its alloys – an overview. World Acad. Sci. Eng. Technol. 71, 1522–1525 (2012)
Hu, Z., Wang, C., Chen, X., Liu, J.: Proc. Institution Mech. Eng. Part. B: J. Eng. Manuf. 230(9), 1751–1755 (2016)
Kant, R., Joshi, S.N.: Numerical modeling and experimental validation of curvilinear laser bending of magnesium alloy sheets. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 228, 1036–1047 (2013)
Zhang, S.H., Sun, C., Wang, Z.T.: Finite element simulation on press forging of magnesium alloy AZ31 sheets. Trans. Nonferrous Met. Soc. China (English Ed. 18, s269–s272 (2008)
Criales, L.E., Arısoy, Y.M., Ozel, T.: Sensitivity analysis of material and process parameters in finite element modeling of selective laser melting of Inconel 625. Int. J. Adv. Manuf. Technol. 86, 2653–2666 (2016)
Liu, J., Qu, Q., Liu, Y., Li, R., Liu, B.: Compressive properties of Al-Si-SiC composite foams at elevated temperatures. J. Alloys Compd. 676, 239–244 (2016)
Otsu, M., Ito, Y., Ishii, A., Miura, H., Takashima, K.: Effect of heat treatment and transformation on bending angle in laser forming of titanium foils. Key Eng. Mater. 344 (2007)
Liu, F.R., Chan, K.C., Tang, C.Y.: Theoretical analysis of deformation behavior of aluminum matrix composites in laser forming. Mater. Sci. Eng. A. 396, 172–180 (2005)
Liu, F.R., Chan, K.C., Tang, C.Y.: Numerical simulation of laser forming of aluminum matrix composites with different volume fractions of reinforcement. Mater. Sci. Eng. A. 458, 48–57 (2007)
Ghoreishi, S.R., Mahmoodi, M.: An optimized irradiation strategy and layout configuration in laser forming of copper/aluminum bi-metal sheets with a functional thickness. Proc. Institution Mech. Eng. Part. L: J. Materials: Des. Appl. 237(6), 1394–1405 (2023)
Seyedkashi, S.M.H., Gollo, M.H., Biao, J., Moon, Y.H.: Laser bendability of SUS430 / C11000 / SUS430 laminated Composite and its Constituent Layers, 22 527–534. (2016)
Gisario, A., Barletta, M.: Laser forming of glass laminate aluminium reinforced epoxy (GLARE): On the role of mechanical, physical and chemical interactions in the multi-layers material. Opt. Lasers Eng. 110, 364–376 (2018)
Mazdak, S., Sheykholeslami, M.R., Gholami, M., Parvaz, H., Najafizadeh, M.M., Mahmoudi, S., Vanaki, A.: A statistical model for estimation of bending angle in laser bending of two-layer steel-aluminum sheets, Optics & Laser Technology, Volume 157, 108575, ISSN 0030-3992, (2023)
Zhang, M., Chen, C.J., Huang, Y., Zou, T.: Bending processing and mechanism of laser forming pure aluminum metal foam. Int. J. Adv. Manuf. Technol. 94, 1849–1856 (2018)
Viorel, P., Dunarea, U., Galati, J.: LASER FORMING OF ALUMINIUM METAL FOAM, (2016)
Bucher, T., Cardenas, S., Verma, R., Li, W., Lawrence Yao, Y.: Laser forming of sandwich panels with metal foam cores. J. Manuf. Sci. Eng. Trans. ASME. 140, 1–12 (2018)
Yadav, R., Goyal, D.K., Kant, R.: A Comprehensive Study on the Effect of line Energy during Laser Bending of Duplex Stainless Steel, vol. 151, pp. 0030–3992. Optics & Laser Technology (2022)
Magee, J., Watkins, K.G., Hennige, T.: Symmetrical laser forming, In International Congress on Applications of Lasers & Electro-Optics, vol. no. 1, pp. F77-F86. (1999)
Shichun, W., Jinsong, Z.: An experimental study of laser bending for sheet metals. J. Mater. Process. Technol. 110, 1999–2002 (2001)
Lawrence, J., Schmidt, M.J.J., Li, L.: The forming of mild steel plates with a 2.5 kW high power diode laser. Int. J. Mach. Tools Manuf. 41, 967–977 (2001)
Hsieh, H.S., Lin, J.: Laser-induced vibration during pulsed laser forming. Opt. Laser Technol. 36, 431–439 (2004)
Walczyk, D.F., Vittal, S., York, N.: Bending of Titanium sheet using laser forming. J. Manuf. Process. 2(4), 258–269 (2000)
Kant, R., Joshi, S.N.: Thermo-mechanical studies on bending mechanism, bend angle and edge effect during multi-scan laser bending of magnesium M1A alloy sheets. J. Manuf. Process. 23, 135–148 (2016)
Liu, J., Sun, S., Guan, Y.: Numerical investigation on the laser bending of stainless steel foil with pre-stresses. J. Mater. Process. Technol. 209(3), 1580–1587 (2009)
Barletta, M., Casamichele, L., Tagliaferri, V.: Line bending of Al2O3 coated and uncoated aluminium thin sheets. Surf. Coat. Technol. 201, 660–673 (2006)
Song, J.H., Lee, G.A., Jung, K.H., Park, S.J.: Laser irradiated bending characteristics of the ultra-high strength steel sheets. Int. J. Autom. Technol. 16, 89–96 (2015)
Changdar, A., Shrivastava, A., Chakraborty, S.S., Dutta, S.: Laser Forming of difficult-to form Al-SiC Composite foam – Experimental and Numerical Analyses, vol. 151, pp. 0030–3992. Optics & Laser Technology (2022)
Ghoreishi, S.R., Mahmoodi, M.: On the laser forming process of copper/aluminum bi-metal sheets with a functional thickness. Opt. Laser Technol. 149, 0030–3992 (2022)
Roohi, A.H., Moslemi Naeini, H., Hoseinpour, M., Gollo: An experimental investigation of parameters effect on laser forming of Al6061-T6 sheets, Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 0 1–10. (2015)
Vollertsen, F.: An Analytical Model for laser bending. Lasers Eng. 261–276. (1994)
Chan, K.C., Yau, C.L., Lee, W.B.: Laser bending of thin stainless-steel sheet, LANE. 357–366. (1997)
Li, W., Yao, Y.L.: Laser forming with constant line energy. Int. J. Adv. Manuf. Technol. 17, 196–203 (2001)
Li, W., Lawrence Yao, Y.: Effects of strain rate in laser forming. In International Congress on Applications of Lasers & Electro-Optics, no. 1, pp. F107-F116. (1999)
Jamil, M.S.C., Sheikh, M.A., Li, L.: A study of the effect of laser beam geometries on laser bending of sheet metal by buckling mechanism. Opt. Laser Technol. 43, 183–193 (2011)
Safdar, S., Li, L., Sheikh, M.A., Liu, Z.: The Effect of Nonconventional Laser Beam geometries on stress distribution and distortions in laser bending of tubes, 129 592–600. (2017)
Safdar, S., Lin, L., Sheikh, M.A., Liu, Z.: The effect of beam geometry on stress distribution in laser bending of tubes. In: International Congress on Applications of Lasers & Electro-Optics, vol. 1, p. 106. Laser Institute of America (2005)
Fauzi, E.R.I., Jamil, M.S.C., Samad, Z., Sheikh, M.A., Najib, A.M.: Influence of non-conventional beam profile on edge effects in laser forming of AISI 304 stainless steel plate. Int. J. Adv. Manuf. Technol. 104, 1593–1601 (2019)
Mucha, Z.: Deformations and stresses induced in materials by moving beam of CO2 laser. In: Laser Technology VIII: Applications of Lasers, vol. 6598, pp. 130–138. SPIE (2007)
Guan, Y., Sun, S., Zhao, G., Luan, Y.: Influence of material properties on the laser-forming process of sheet metals. J. Mater. Process. Technol. 167, 124–131 (2005)
Kant, R., Joshi, S.N., Dixit, U.S.: An integrated FEM-ANN model for laser bending process with inverse estimation of absorptivity, Mech. Adv. Mater. Mod. Process. 1, 6 (2015)
Kügler, H., Vollertsen, F.: Determining Absorptivity Variations of Multiple Laser Beam Treatments of Stainless Steel Sheets. J. Manuf. Mater. Process. 2, 84 (2018)
Gautam, S.S., Singh, S.K., Dixit, U.S.: Laser Forming of Mild Steel Sheets Using Different Surface Coatings, In Lasers Based Manufacturing: 5th International and 26th All India Manufacturing Technology, Design and Research Conference, AIMTDR pp. 17–39. Springer India. (2014)
Rattan, A., Jasra, Y., Saxena, R.K.: Prediction of bending behavior for laser forming of lime coated plain carbon steel using finite element method, Mater. Today Proc. 28 1943–1950. (2020)
Zhu, G., Wang, S., Cheng, W., Wang, G., Liu, W., Ren, Y.: Investigation on the Surface properties of 5A12 Aluminum Alloy after Nd: YAG Laser Cleaning. Coatings. 9, 578 (2019)
Hsiao, Y.C., Shimizu, H., Firth, L., Maher, W., Masubuchi, K.: Finite element modeling of laser forming, International Congress on Applications of Lasers & Electro-Optics pp. A31-A40. (1997)
Chen, D.J., Wu, S.C., Li, M.Q.: Studies on laser forming of Ti–6Al–4V alloy sheet. J. Mater. Process. Technol. V. 152, 62–65 (2004)
Kyrsanidi, A.K., Kermanidis, T.B., Pantelakis, S.G.: An analytical model for the prediction of distortions caused by the laser forming process. J. Mater. Process. Technol. 104, 94–102 (2000)
Cheng, P.J., Lin, S.C.: An analytical model to estimate angle formed by laser. J. Mater. Process. Tech. 108, 314–319 (2001)
Cheng, P., Yao, Y.L., Liu, C., Pratt, D., Fan, Y.: Analysis and prediction of size effect on laser forming of sheet metal. J. Manuf. Process. 7, 14 (2005)
Shidid, D.P.: Theoretical and Experimental Analyses of Titanium Sheet Metal Bending by Nd:YAG Laser. RMIT University (2011)
Lambiase, F.: An analytical model for evaluation of bending angle in laser forming of metal sheets. J. Mater. Eng. Perform. 21, 2044–2052 (2012)
Lambiase, F., Di Ilio, A.: A closed-form solution for thermal and deformation fields in laser bending process of different materials. Int. J. Adv. Manuf. Technol. 69, 849–861 (2013)
Eideh, A., Dixit, U.S., Echempati, R.: A Simple Analytical Model of Laser Bending, In Lasers based manufacturing: 5th international and 26th all India manufacturing technology, design and research conference, AIMTDR pp. 1–15. Springer India, 2015. (2014)
Mulay, S., Paliwal, V., Babu, N.R.: Analytical model for prediction of bend angle in laser forming of sheets. Int. J. Adv. Manuf. Technol. 109, 699–715 (2020)
Shen, H., Shi, Y., Yao, Z., Hu, J.: An analytical model for estimating deformation in laser forming. Comput. Mater. Sci. 37, 593–598 (2006)
Guo, Y., Shi, Y., Wang, X., Sun, R., Bing, Z.: An analytical model of laser bending angle under preload. Int. J. Adv. Manuf. Technol. 108, 2569–2577 (2020)
McBride, R., Bardin, F., Gross, M., Hand, D.P., Jones, J.D.C., Moore, A.J.: Modelling and calibration of bending strains for iterative laser forming. J. Phys. D Appl. Phys. 38, 4027–4036 (2005)
Vollertsen, F., Sprenger, A., Kraus, J., Arnet, H.: Extrusion, channel, and profile bending: A review. J. Mater. Process. Technol. 87, 1–27 (1999)
Shi, Y., Liu, Y., Yi, P., Hu, J.: Effect of different heating methods on deformation of metal plate under upsetting mechanism in laser forming. Opt. Laser Technol. 44, 486–491 (2012)
Ji, Z., Wu, S.: FEM simulation of the temperature field during the laser forming of sheet metal. J. Mater. Process. Technol. 74, 1–3 (1998)
Chen, G., Xu, X., Poon, C.C., Tam, A.C.: Experimental and numerical studies on microscale bending of stainless steel with pulsed laser. J. Appl. Mech. 66, 772–779 (1999)
Shi, Y.J., Shen, H., Yao, Z.Q., Hu, J.: Numerical investigation of straight-line laser forming under the temperature gradient mechanism, Acta Metall. Sin (English Lett. 19, 144–150 (2006)
Hu, Z., Labudovic, M., Wang, H., Kovacevic, R.: Computer simulation and experimental investigation of sheet metal bending using laser beam scanning. Int. J. Mach. Tools Manuf. 41, 589–607 (2001)
Stevens, V., Celentano, D., Ramos-Grez, J., Walczak, M.: Experimental and Numerical Analysis of Low Output Power Laser Bending of Thin Steel Sheets. J. Manuf. Sci. Eng. 134, 031010 (2012)
Song, J.H., Lee, J., Lee, G.A., Park, S.J.: Finite element simulation modelling for laser irradiated bending process of DP980 steel. Adv. Mater. Res. 538–541 1878–1882. (2012)
Labeas, G.N.: Development of a local three-dimensional numerical simulation model for the laser forming process of aluminium components. J. Mater. Process. Technol. 207, 1–3 (2008)
Wang, C., Pham, D.T., Wu, C., Kim, J., Su, S., Jin, Z.: Artificial thermal strain method: A novel approach for the analysis and fast prediction of the thermal distortion. J. Mater. Process. Technol. 289, 116937 (2021)
Paramasivan, K., Das, S., Misra, D.: A study on the effect of rectangular cut out on laser forming of AISI 304 plates. Int. J. Adv. Manuf. Technol. 72, 1513–1525 (2014)
Shen, H., Hu, J., Yu, X., Yao, Z.: The effects of cut-out on stress distribution and deformations in laser thermal adjustment. Int. J. Mach. Tools Manuf. 62, 46–52 (2012)
Hoseinpour Gollo, M., Nadi, G., Mehdi, M., Abbaszadeh, M.: Experimental and numerical study of spiral scan paths on cap laser forming. J. Laser Appl. 27, 012002 (2015)
Cheng, J., Yao, Y.L.: Process design of laser forming for three-Dimensional Thin plates. J. Manuf. Sci. Eng. 126, 217 (2004)
Liu, C., Yao, Y.L.: FEM-based process design for laser forming of doubly curved shapes. J. Manuf. Process. 7, 109–121 (2005)
Chen, D., Wu, S., Li, M.: Deformation behaviours of laser curve bending of sheet metals. J. Mater. Process. Technol. 148(1), 30–34 (2004)
Navarrete, A., Celentano, D.: Effect of workpiece geometry using circular scan patterns in sheet laser forming processes. Int. J. Adv. Manuf. Technol. (2018)
Gisario, A., Mehrpouya, M., Venettacci, S., Mohammadzadeh, A., Barletta, M.: Laser origami (LO) of three-dimensional (3D) components: Experimental analysis and numerical modelling. J. Manuf. Process. 23, 242–248 (2016)
Gao, H., Sheikholeslami, G., Dearden, G., Edwardson, S.P.: Reverse analysis of scan strategies for controlled 3D laser forming of sheet metal. Procedia Eng. 183, 369–374 (2017)
Chakraborty, S.S., More, H., Kumar, A.: Laser forming of a bowl shaped surface with a stationary laser beam. Opt. Lasers Eng. 77, 126–136 (2016)
Abolhasani, D., Seyedkashi, S.M.H., Kim, Y.T., Gollo, M.H., Moon, Y.H.: A double raster laser scanning strategy for rapid die-less bending of 3D shape. J. Mater. Res. Technol. 8, 4741–4756 (2019)
Kim, J., Na, S.J.: 3D laser-forming strategies for sheet metal by geometrical information. Opt. Laser Technol. 41(6), 843–852 (2009)
Safari, M., Farzin, M.: Experimental investigation of laser forming of a saddle shape with spiral irradiating scheme. Opt. Laser Technol. 66, 146–150 (2015)
Shen, H., Zhou, W., Wang, H.: Laser forming of doubly curved plates using minimum energy principle and comprehensive strain control. Int. J. Mech. Sci. 145, 42–52 (2018)
Edwardson, S.P., Watkins, K.G., Dearden, G.: J. Magee, 3D laser forming of saddle shapes. LANE, 559–568. (2001)
Tavakoli, A., Moslemi Naeini, H., Roohi, A.H., Hoseinpour Gollo, M., Imani, S., Shahabad: Optimization of circular scan path to produce bowl shapes in 3D laser forming process. J. Laser Appl. 29, 042001 (2017)
Griffiths, J., Edwardson, S.P., Dearden, G., Watkins, K.G.: Finite element modelling of laser forming at macro and micro scales. Phys. Procedia. 5, 371–380 (2010)
Fetene, B.N., Kumar, V., Dixit, U.S., Echempati, R.: Numerical and experimental study on multi-pass laser bending of AH36 steel strips. Opt. Laser Technol. 99, 291–300 (2018)
Pitz, I., Otto, A., Schmidt, M.: Simulation of the laser beam forming process with moving meshes for large aluminium plates. Phys. Procedia. 5, 363–369 (2010)
Tarkesh Esfahani, R., Golabi, S., Zojaji, Z.: Optimization of finite element model of laser forming in circular path using genetic algorithms and ANFIS. Soft Comput. 20, 2031–2045 (2016)
Zhang, L., Reutzel, E.W., Michaleris, P.: Finite element modeling discretization requirements for the laser forming process. Int. J. Mech. Sci. 46, 623–637 (2004)
Zhang, L., Michaleris, P.: Investigation of Lagrangian and Eulerian finite element methods for modeling the laser forming process. Finite Elem. Anal. Des. 40, 383–405 (2004)
Carlone, P., Palazzo, G.S., Puglia, M.: An accurate-optimized mesh for thermo-mechanical analysis of laser forming process. CISM Int. Cent. Mech. Sci. Courses Lect. 486, 483–492 (2005)
Cheng, P.J., Lin, S.C.: Using neural networks to predict bending angle of sheet metal formed by laser. Int. J. Mach. Tools Manuf. 40, 1185–1197 (2000)
Dragos, V., Dun, V., Kovucevic, R.: Prediction of the laser sheet bending using neural network. In 2000 IEEE International Symposium on Circuits and Systems (ISCAS), vol. 3, pp. 686–689. IEEE, (2000)
Casalino, G., Ludovico, A.D.: Parameter selection by an artificial neural network for a laser bending process, Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 216 1517–1520. (2002)
Chen, D.J., Xiang, Y.B., Wu, S.C., Li, M.Q.: Application of fuzzy neural network to laser bending process of sheet metal. Mater. Sci. Technol. 18, 677–680 (2002)
Shen, H., Shi, Y.J., Yao, Z.Q., Hu, J.: Fuzzy logic model for bending angle in laser forming. Mater. Sci. Technol. 22, 981–986 (2006)
Maji, K., Pratihar, D.K., Nath, A.K.: Analysis and synthesis of laser forming process using neural networks and neuro-fuzzy inference system. Soft Comput. 17, 849–865 (2013)
Fetene, B.N., Shufen, R., Dixit, U.S.: FEM-based neural network modeling of laser-assisted bending. Neural Comput. Appl. 29, 69–82 (2018)
Gollo, M.H., Mahdavian, S.M., Naeini, H.M.: Statistical analysis of parameter effects on bending angle in laser forming process by pulsed nd:YAG laser, opt. Laser Technol. 43, 475–482 (2011)
Gisario, A., Mehrpouya, M., Rahimzadeh, A., Bartolomeis, A.D., Barletta, M.: Prediction model for determining the optimum operational parameters in laser forming of fiber-reinforced composites. Adv. Manuf. 8, 242–251 (2020)
Venkadeshwaran, K., Das, S., Misra, D.: Bend angle prediction and parameter optimisation of laser bending of stainless steel using FEM and RSM. Int. J. Mechatronics Manuf. Syst. 5, 308–321 (2012)
Paramasivan, K., Das, S., Sundar, M., Misra, D.: Prediction of bending Angle for the laser forming of Titanium sheet metal. Lasers Eng. 34, 127–143 (2016)
Omidvar, M., Fard, R.K., Sohrabpoor, H., Teimouri, R.: Selection of laser bending process parameters for maximal deformation angle through neural network and teaching, learning-based optimization algorithm. Soft Comput. 19, 609–620 (2014)
Maji, K., Pratihar, D.K., Nath, A.K.: Experimental investigations, modeling, and optimization of multi-scan laser forming of AISI 304 stainless steel sheet. Int. J. Adv. Manuf. Technol. 83, 1441–1455 (2016)
Kumar, V., Dixit, U.S.: Selection of process parameters in a single pass laser bending process. Eng. Optim. 0273 (2017)
Griffiths, J., Riley, M.J.W., Sheikholeslami, G., Stuart, P.: Goal driven optimization of process parameters for maximum efficiency in laser bending of Advanced High Strength steels. Key Eng. Mater. 639, 115–122 (2015)
Khandai, B.K., Shukla, S., Muvvala, G.: Investigating the effect of laser modulation and input energy on bending mechanism and bending angle in the multi-pass laser forming process through real-time monitoring. Opt. Laser Technol. 169, 110100 (2024)
Chan, K.C., Liang, J.: Deformation behavior and microstructural changes of a hardened high carbon alloy steel in laser bending. J. Laser Appl. 14, 83–90 (2002)
Kumar, V., Dixit, U.S.: A model for the estimation of hardness of laser bent strips. Opt. Laser Technol. 107, 491–499 (2018)
Chen, D.J., Wu, S.C., Li, M.Q.: Studies on laser forming of Ti-6Al-4V alloy sheet. J. Mater. Process. Technol. 152, 62–65 (2004)
Abolhasani, D., Seyedkashi, S.M.H., Gollo, M.H., Moon, Y.H.: Effects of laser beam parameters on bendability and microstructure of stainless steel in three-dimensional laser forming. Appl. Sci. 9 (2019)
Hao, N., Li, L.: An analytical model for laser tube bending. Appl. Surf. Sci. 208–209 432–436. (2003)
Guan, Y., Yuan, G., Sun, S.: Process simulation and optimization of laser tube bending. Int. J. Adv. Manuf. Technol. 65, 333–342 (2013)
Imhan, K.I., Baharudin, B.T.H.T., Zakaria, A., Ismail, M.I.S.B., Alsabti, N.M.H., Ahmad, A.K.: Investigation of material specifications changes during laser tube bending and its influence on the modification and optimization of analytical modeling. Opt. Laser Technol. 95, 151–156 (2017)
Keshtiara, M., Golabi, S., Tarkesh, R., Esfahani: Multi-objective optimization of stainless steel 304 tube laser forming process using GA. Eng. Comput. 37, 155–171 (2021)
Khandandel, S.E., Seyedkashi, S.H., Moradi, M.: A novel path strategy design for precise 2D and 3D laser tube forming process; experimental and numerical investigation. Optik. 206, 164302 (2020)
Kim, J., Na, S.J.: Development of irradiation strategies for free curve laser forming. Opt. Laser Technol. 35, 605–611 (2003)
Shen, H., Zheng, Y., Wang, H., Yao, Z.: Heating position planning in laser forming of single curved shapes based on probability convergence. J. Manuf. Sci. Eng. 138, 091003 (2016)
Shekhar Chakraborty, S., Racherla, V., Kumar, A., Nath: Parametric study on bending and thickening in laser forming of a bowl shaped surface. Opt. Lasers Eng. 50, 1548–1558 (2012)
Shi, Y., Lu, X., Yi, P., Liu, Z.: Effect of heating paths on strain distribution of plate in laser forming. Int. J. Adv. Manuf. Technol. 66, 515–521 (2013)
Wang, X.Y., Wang, J., Xu, W.J., Guo, D.M.: Scanning path planning for laser bending of straight tube into curve tube. Opt. Laser Technol. 56, 43–51 (2014)
Thomsen, A.N., Kristiansen, E., Kristiansen, M., Endelt, B.: Investigation of the profile of laser bends with variable scan distance. Procedia Manuf. 36, 192–199 (2019)
Gollo, M.H., Naeini, H.M., Liaghat, G.H., Torkamany, M.J., Jelvani, S., Panahizade, V.: An experimental study of sheet metal bending by pulsed nd: YAG laser with DOE method. Int. J. Mater. Form. 1, 137–140 (2008)
Zhang, X.R., Xu, X., Lasers: J. Manuf. Sci. Eng. 125, 512 (2003)
Zhang, X.R., Chen, G., Xu, X.: Numerical Simulation of Pulsed Laser bending. J. Appl. Mech. Trans. ASME. 69, 254–260 (2002)
Shen, H., Ran, M., Hu, J., Yao, Z.: An experimental investigation of underwater pulsed laser forming. Opt. Lasers Eng. 62, 1–8 (2014)
Maji, K., Pratihar, D.K., Nath, A.K.: Experimental investigations and statistical analysis of pulsed laser bending of AISI 304 stainless steel sheet. Opt. Laser Technol. 49, 18–27 (2013)
Guo, L., Cai, P., Wang, H., Chen, Y., Zhang, Q., Xu, Q.: Experimental study of pulsed laser bending process parameters of 6061 aluminum alloy sheet. Mater. Res. Express 6 (2019)
Funding
This research received no external funding.
Author information
Authors and Affiliations
Contributions
Conceptualization, V.A.; methodology, V.A. and R.R.N.; formal analysis, V.A.; investigation, V.A.; resources, V.A.; data curation, V.A.; writing—original draft preparation, V.A.; writing—review and editing, R.R.N.; visualization, V.A. and R.R.N.; supervision, R.R.N.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Conflict of interest
The authors declare no conflicts of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Aher, V., Navthar, R.R. A Comprehensive Review on Laser Bending of Advanced Materials. Lasers Manuf. Mater. Process. 11, 814–852 (2024). https://doi.org/10.1007/s40516-024-00261-w
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40516-024-00261-w