
Abstract
European companies rely on advanced manufacturing technologies (AMTs) in order to succeed in an environment of high labour costs, increasing competition and rising customer expectations. AMT implementation is often a high-risk investment. Many companies experience a misalignment between the installed functionality and production needs. There is a need for decision support in order to take into account all possible advantages and disadvantages of the technology implementation, and ensure that the technology meets the requirements of the production processes. In this article, a differentiated technology justification approach is introduced. The approach suggests a combination of strategic, financial and risk justification methods. The recommended number and type of methods depend on the integration level of the technical system under consideration, ranging from stand-alone machines to large and integrated production systems. The approach was developed based on a literature review and a case study. The application of the approach was presented in a case where several types of pipe bending technology were evaluated.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The success and survival of the Norwegian manufacturing companies is becoming difficult to ensure in the environment of high labour costs, increasing competition and rising customer expectations. To respond quickly and effectively to these problems and maintain a high level of competitiveness in the global markets, manufacturers are adopting advanced manufacturing technologies (AMTs). Implementation of AMT has a key role in the ability of manufacturing companies to compete on the global arena. However, empirical studies show varying degrees of implementation success for AMTs in different companies. While some studies report significant firm performance improvements due to the introduction of AMT, other studies show less successful results [1, 2]. Different failures in the introduction of AMT have been identified, for example, technological choice not suitable for given production processes, inappropriate implementation procedures, misalignment between the selected technology and business strategies of the company [3, 4]. In order to increase the implementation success of AMTs, researchers have proposed various methods for technology selection and justification. However, there is an imbalance between the number of methods being published and the number of methods used in industry [5, 6]. The extensive number of academic methods with different levels of complexity makes it difficult for practitioners to choose the appropriate ones [6, 7].
In this study, an easily applicable differentiated approach for justification of AMTs was developed. The approach is based on justification methods identified through a literature study. It is a four step filter process, where each step begins with an evaluation of which justification methods that are appropriate to use and ends with a ranking of potential technology candidates.
The rest of the paper is organized as follows. Firstly, the theoretical background of this research is provided. Second, an approach for AMT justification is suggested including two weighted scoring models for strategic justification. The use of the new approach is demonstrated through a case study. Finally, conclusions are presented.
2 Literature review
The main findings of the literature review are presented here. The first part deals with common justification methods, and their strengths and weaknesses. In the second part, literature on current methods is discussed in terms of the alignment between the justification methods and levels of AMT integration.
2.1 AMT justification methods
2.1.1 AMT
In general terms, AMT can be referred to as a variety of mainly computer-based technologies that are devoted to the improvement of manufacturing operations, which in turn leads to enhanced competitiveness of the company [6, 8–10].
The AMTs are often grouped hierarchically, based on the level of systems integration [1, 7–9, 11, 12]. This type of classification links the technologies that have similar costs, complexity, and impact on the production system [7, 11]. The categorization of AMTs used in this study is presented in Table 1.
2.1.2 Common technology justification methods
The most widespread technology justification methods are classified into four groups: economic, strategic, analytic, and hybrid methods [1, 13].
Economic justification methods are based on the assumption that only investments with an expected return and some minimum hurdle rate will create value for the company, hence only these projects should be accepted [14]. There are a number of classical financial techniques that companies can use to economically justify their investment. These techniques are characterized as follows [1, 7, 9, 15]:
-
(i)
Ratio or simple methods: payback (PB) and return on investment (ROI);
-
(ii)
Discounted cash flow (DCF) or sophisticated methods: internal rate of return (IRR) and net present value (NPV).
The most widespread analytic methods are risk analysis and scoring models. The risk analysis techniques are used for the identification and assessment of risks that stem from project implementation. They are closely related to financial methods since the major risks in technology projects often come from uncertainty about the project’s future cash-flows [1, 14]. The risk analysis techniques are also differentiated between sophisticated and non-sophisticated types. The non-sophisticated techniques include simple risk-adjustment methods such as decreasing discount rate, adjusting accounting rate of return, shortening the required payback period, adjusting forecasted cash flow [14, 16–18]. They are based on deterministic estimations and intuitive adjustments to underlying cash-flows or the evaluation criteria [14].
The sophisticated techniques include probability analysis, sensitivity/scenario analysis, simulation and capital asset pricing model (CAPM) [16–18]. They are derived from the management science and involve evaluation of the uncertainties through assigning probabilities to possible outcomes and producing a range of results, which can be evaluated for acceptability [14].
Weighted scoring models (WSMs) involve evaluation of a project with respect to various criteria which have been assigned weights, and computing the total worth of the project [1]. Weighted scoring models are often used to assess strategic characteristics of the technologies. Authors such as Sarkis and Liles [19], Naik and Chakravarty [13], Chuang et al. [20] and Almannai et al. [21] suggest to use scoring models for the selection of AMTs. They include competitive and operational strategies, manufacturing attributes and market requirements into the scoring model in order to assess technologies.
In the analytic hierarchy process (AHP) technique, importance factors are assigned to various criteria in the same way as for scoring models. However, AHP includes series of pairwise comparisons, which reduces the inconsistences which could be present in the WSM [9].
The strategic methods include analysis of competitive advantage, business objectives, research and development objectives, and technical importance [1, 6, 9, 13].
Justification based on business objectives assumes that a project should be undertaken if it meets the desired goals for the company, such as automation to increase product quality or enhance production flexibility. The thinking behind a justification based on competitive advantage is the same as for the business objective method; the project should be undertaken if it gives an opportunity to increase and sustain some competitive advantages of the company. A competitive strategy defines for a given business the basis on which it will compete. Through the literature review, five general types of competitive performance parameters manufacturing companies can adopt were identified [13, 22–26]: cost, quality, speed, innovativeness (customization) and sustainability. Justification based on research and development methods assumes that the technology project is treated as a R&D activity. This means that the company accepts that the project may fail, but undertake it anyway because it holds an adequate strategic promise [1, 13]. Justification based on technical importance means that the current technology project is a first step for a crucial follow-up project; some disadvantages connected to the project can be ignored in order to achieve great advantages from the follow-up project.
Each of the abovementioned methods has its pros and cons. A short summary of strengths and weaknesses of economic, analytic and strategic methods is presented in Table 2. In order to mitigate the inherent weaknesses of these methods, some researchers suggest the use of hybrid methods [27].
Hybrid methods represent different combinations of the economic, analytic and strategic techniques [28–30]. The significant amount of research has been centred to combinations of strategic and financial methods. Two schools of thought have been identified. The first school suggests that a technology project should be evaluated in two steps. First, an economic evaluation should be carried out, and if the project fails to meet financial criteria, a strategic assessment should be performed [31, 32]. The project should be accepted if it meets strategic requirements. Such a hybrid method was suggested by Kaplan [32]. He suggested that annual cash flows should be evaluated using DCF analysis. If the investment shows positive net present value, the project should be accepted. If the DCF is negative, it is necessary to estimate how much the annual cash flows must increase in order to achieve a positive net present value. Thereafter, the managers should decide if the intangible benefits from the technology implementation are worth the increase in cash flows.
The second school of thought argues that both economic and strategic benefits can be quantified. It means that a single evaluation technique is applied to assess both groups of benefits. Evaluation models which can integrate both financial and strategic considerations were suggested in Refs. [27, 33]. The most widespread evaluation techniques used in this school of thought are borrowed from analytic methods: weighted scoring models (WSM), AHP.
2.2 The use of AMT justification tools in industry
We argue in line with authors like Meredith and Hill [12] that a more comprehensive set of techniques (strategic, economic, and risk evaluation) is appropriate for large integrative AMT projects (such as CIM projects) while economic justification techniques are more appropriate for smaller projects such as the implementation of stand-alone machinery. This chapter reviews empirical research to understand if an alignment between justification methods and levels of AMT integration can be found in industry. There is limited empirical evidence to support that the vast number of technology evaluation methods from literature are actually used by practitioners. The few empirical studies found are presented below.
The first issue examined in the literature is the application and reliance on strategic techniques for different levels of AMT integration. Strategic considerations seem to dominate over financial ones when making decisions about AMTs, and especially projects with high integration levels [12, 14, 34]. It should be noted, however, the studies carried out by Small and Chen [6], and Small and Yasin [34] show that the dominance of strategic considerations over financial ones does not give higher level of AMT implementation success. Additionally, Small and Chen [7, 9] have shown that AMT investment decisions in practice increasingly involve strategic analysis, but not at the expense of economic or financial analysis. It means that companies at least should use financial tools in the justification process. Moreover, hybrid strategic and financial methods seem to be more relevant for more integrated technologies [7, 9], and companies adopting hybrid methods tend to achieve higher levels of success from AMT projects [6, 35].
The second issue addressed in literature relates to the sophistication of financial and risk tools used for different levels of AMT integration. Empirical studies show that the level of sophistication of financial and risk techniques does not increase with the complexity of the automation investment project being evaluated [9, 17, 18]. It means that managers prefer using “naive” financial techniques more than the sophisticated techniques for both non-AMT, less-integrated and fully integrated AMT, and simple risk methods more than complicated risk analysis methods. Cescon [16] supports this view by comparing AMT to non-AMT companies; he shows that the level of sophistication of financial and risk tools is the same for both types of companies, except for those that are implementing CIM.
It can be concluded that economic and risk justification methods are used for all three levels of AMT integration, whilst companies adopting larger integrative AMT projects rely more on strategic considerations. No clear conclusions can be drawn regarding the level of sophistication of financial and risk techniques, but some studies indicate that more sophisticated techniques are used for projects that involve higher level of AMT integration.
3 The suggested differentiated approach for AMT justification
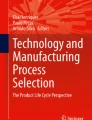
The differentiated approach proposed in this chapter is based on the needs of the case company and methods and tools suggested in literature. The suggested approach is shown in Fig. 1, and it assumes that the automation need has been already determined and potential technological solutions have been identified. It is described in further detail below.

The suggested differentiated technology justification approach
3.1 Step 1: determine the need for strategic evaluation of technology
In the first step, managers decide if there is a need to carry out a strategic evaluation of potential technologies. Strategic evaluation is especially useful for AMTs with higher levels of integrations, such as FMC/FMS and CIM. If the technology in question does not require strategic evaluation, managers can ignore step 2 and instead directly proceed to step 3 and perform a financial evaluation of technologies.
3.2 Step 2: perform strategic evaluation
In the next step, a strategic evaluation of technologies is carried out. A sound strategic planning approach is especially necessary for integrated process technologies such as FMC/FMS and CIM. Companies that plan to implement integrated technologies should ensure that the technologies in question have a good fit with and can support current strategic business plans. The suggested strategic evaluation step includes activities to link the competitive strategy with technology characteristics and compare technologies based on key characteristics [13].
WSMs are developed to support the strategic evaluation. Application of analytic justification methods such as WSM or AHP are important since they give the possibility to account for qualitative and quantitative variables in a structured manner. It also gives incentive to top management to gather all the technology characteristics needed for the assessment.
The models are based upon previous research on the relationship matrices method [13, 19–21]. This particular method employs matrices to translate a company’s competitive priorities to the characteristics of potential technologies and subsequently into technological choices (see Fig. 2). The suggested WSMs are developed in Microsoft Excel since this is a widely available software application which is simple to use. Users can easily adjust and modify the models and no specific programming competence is required for using and adjusting the models. The two models, WSM1 and WSM2, are further described below.

Application of WSMs in strategic evaluation
(i) Activity 2.1 and 2.2: ranking of competitive priorities and evaluation criteria
The proposed WSM1 is applied to align company’s competitive priorities with technology choice criteria. WSM1 has two axes: the vertical axis represents the competitive priorities of the company, and the horizontal axis represents the technology selection criteria. The intersection of the axes includes an assessment of importance of technology criteria against competitive priorities. If there is a relationship between the two, the importance or “strength” of this relationship is added to each cell. The assessment is done by the decision makers based on their knowledge and experience.
The definition of criteria can be a complex task due to a large number of possible criteria and the variation of the relevance of criteria for technology evaluation in different companies.
The absolute and relative importance of criteria is calculated in the excel spreadsheet by multiplying the importance of competitive priorities by the degree of strength of the relationships between criteria and competitive priorities. The relative importance of the criteria is transferred to the WSM2.
(ii) Activity 2.3: technology assessment
The WSM2 allows management to examine each possible technological solution against the technology selection criteria. This examination can be challenging due to variations in the format of technology specifications from potential suppliers. Team members are encouraged to request and search for necessary information in order to make balanced and well-grounded decisions.
(iii) Activity 2.4: technology choice
In this activity, the team members choose the technologies with highest ranking calculated in the WSM2 for further financial evaluation.
3.3 Step 3: perform financial evaluation of technologies
In this step, the team members agree upon the level of sophistication of financial evaluation techniques. Thorough financial evaluation of the chosen technologies using DCF techniques (NPV or IRR) as the main measures, and payback analysis as a secondary measure should be performed. Payback analysis can be used to support DCF techniques. Technologies that give positive results in terms of NPV and IRR or satisfy required payback time should be selected. These top ranking technologies are chosen for the further risk analysis.
3.4 Step 4: perform risk analysis
In the last step, the team members decide upon the level of sophistication of the risk analysis techniques to be used for the highest ranked technology. More sophisticated techniques such as probability and sensitivity analysis can be used for higher level of AMT integration. Adjustments of underlying cash flows or evaluation criteria can be used for stand-alone machinery.
4 Application of the differentiated approach
This chapter describes the application of the suggested differentiated approach for AMT selection in Pipelife Norge AS. The company manufactures and sells a complete range of pipe systems and accessories for water, sewage, cable protection and electrical installations. It provides both standard and tailor-made solutions for municipal infrastructures, as well as for the industrial and house-building sectors.
The production of high volume products is mainly automated, but low volume operations have been considered too difficult and costly to automate. The combination of high labour wages, improved accessibility of flexible AMTs, and decreasing technology prices, has brought forward the need to evaluate if any of these low volume operations can be automated.
Several manual operations were evaluated in the company and the pipe bending process was selected as a candidate for automation. The aim of the pipe bending automation project was to be able to bend different dimensions of pipes faster, more efficient and with reduced manual labour. This would also add to the improvement of workplace health and safety practices by eliminating heavy manual repetitive tasks.
4.1 The current bending process
The extrusion process of pipes is a continuous process where the melted material is pressed through a die to form a pipe. After cooling, the pipe is cut in different lengths. A complete system of pipes and fittings are delivered to the customer. Pipeline curvatures are achieved by using curved fittings which are bent to a set of standard and customized angles. Curved fittings are produced by bending pipes which are pre-cut in appropriate short lengths. The portion of the pipe deformed is heated, and inner supports, such as sand or pressurized air, are placed inside the pipe. The pipe is bent to a desired shape with the help of external forms (see Fig. 3). Finally it is cooled down, and the inner support is removed.

Current pipe bending technology used in Pipelife Norge AS
Pipelife Norge produces curved fittings with 12 different standard diameters. For each of the produced diameters, the company offers 3 different wall thicknesses, 4 different radii of curvature and 8 standard angular deflections. Approximately 200 different standard curved fittings are produced in low volumes. The consequence of this variety is production solutions which require many product-specific tools, long set-up times, and extensive manual labour. It was therefore decided to develop a more flexible and innovative production process.
As a part of research project MIX (effective multi-variant production in the semi-process industries), several existing and theoretical technological solutions for pipe bending were reviewed. Five candidates were chosen for further analysis (see Fig. 4):

Potential pipe bending technologies
(i) Technology 1: IPM CT bending machine
Pipes with the appropriate dimensions and lengths are fed into the machine and heated to a specified temperature with infrared radiant heaters. The heated pipe is placed into the socketing station where a one- or two-sided socketing can be done. The heated pipe is gripped, bent and placed in water-cooled moulds that form the outer shape of the pipe. An air pressure of 6×105 Pa is applied inside the pipe to prevent deformations. Since the bending process is based on a special mould for each curved fitting, there is a need to buy moulds for each variant of the fitting. It was estimated that the machine is able to produce approximately half of the required pipe dimensions. This technology is developed for a large-scale plastic pipe bending and is readily available on the market.
(ii) Technology 2: roll bending
The pipe is pushed between three rolls (one bending roll and two supporting rolls) to give it a needed curvature. Several bending radii can be obtained from this process without using any specific tools or moulds, which makes it very flexible. However, the tests show that this is a process that is difficult to control. Poor geometrical precision, in particular with ovality and uneven curvature of the pipes is among the main challenges.
This technology was developed and its application for plastic pipes bending was tested on a small scale.
(iii) Technology 3: curved extrusion
The pipe is bent right after it is extruded, while it is still warm. The bending apparatus is placed directly behind the extrusion die. The bending is achieved by using segmented guiding device, which consists of controllable parts. These parts can be adjusted in order to provide the required bending contour [36].
This technology was initially developed for aluminium profiles bending. Application of this method for plastic pipe bending is in the development stage.
(iv) Technology 4: bending by pressing pipes though a die
In this process a pipe is pressed or pushed through the die in the shape of the bend forcing the pipe to fit the shape of it. One die can produce various shapes; however it only works for one radius and size of the pipe. That is why several dies for different pipe dimensions should be acquired.
Even though the technology is available, it should be further developed for the plastic pipe bending processes where it has never been applied before.
(v) Technology 5: bending by applying torque at both ends of a pipe (robot bending)
The process relies on the application of torque to each end of a preheated pipe without using product-specific forms. Torque can be applied by industrial robots or similar machinery. It is applied by a gripper mechanism, which is adapted to the pipe’s outer diameter. A rubber hose with pressurized air is put inside the pipe to support the pipe cross section.
Robots are readily available on the market and their application for pipe bending process has only been tested in the laboratory.
4.2 Strategic evaluation
4.2.1 Step 1: determine the need for strategic evaluation of the technologies
The technological solutions for pipe bending can either be developed into an independent production system or integrated into the existing extruder lines. The technologies can be placed directly after the extrusion (a possible solution for technologies 3 and 4) or integrated to the extruder line by a material handling/feeding system. The bending technology project can involve the integration of a large number of machines and have a major impact on competitive performance. A strategic evaluation of the technologies has been therefore carried out.
4.2.2 Step 2: perform strategic evaluation
In this step, a strategic evaluation of technologies was carried out based on the two WSMs described in Sect. 3. In order to work on the evaluation process, a project team was established including company representatives from R&D, technical, and production departments.
(i) Activity 2.1 and 2.2: ranking of competitive priorities and evaluation criteria
The first WSM was used to align the company’s competitive priorities with technology choice criteria. Firstly, the team members assigned weights to the competitive priorities depending on market conditions, customer requirements and competitive situation (see Fig. 5). The company is operating in a high labour cost environment and competing on a global scale. Reduction of cost was therefore considered top priority, followed by quality and speed. Pipelife Norge delivers complete pipe systems, which include some customized parts, and the capability to customize should also be reflected in the production system. Even though environmental performance and safety are also important for the company, these aspects were given somewhat lower priority.

WSM1, ranking of technology selection criteria
Secondly, the team members rated the importance of the technology selection criteria for each competitive priority. The “strength” of the relationships between the two categories was added to each cell. The importance or “strength” ratings ranged from “not important (0)” to “highly important (9)”. For example, both throughput rate and set-up time were considered as “very important” for cost efficiency. These two factors, especially set-up time, are also important when producing customized innovative process and when frequent change-overs are required. However, throughput rate and set-up time do not significantly influence quality and sustainability.
Finally, the absolute and relative importance of the criteria was calculated in an Excel spreadsheet by multiplying the importance of competitive priorities by the degree of strength of the relationships between criteria and competitive priorities. The relative importance is the importance of the technology selection criteria relative to each other and is calculated as the ratio between the absolute importance of each criteria and sum of all values of absolute importance. The relative importance was then transferred to the WSM2.
(ii) Activity 2.3: technology assessment
The WSM2 was used to compare alternative technologies based on the weighted technology criteria from the WSM1. Similarly to the WSM1, decision makers estimated the degree to technologies which met the selection criteria requirements. The ranking from 0 to 9 was used, where 0 meant that a given technology “does not meet the requirements at all” and 9 meant that it “meets the requirements in the best possible way”.
The scores were given based on the available technology specifications, and the experience and knowledge of the project team members. Comparative performance of the technologies was considered when assigning weights. For example, the throughput rate for the IPM bending machine is very high, but in the environment of high product variety the set-up time is long because frequent changes of moulds are required. Long change-over times also apply to technologies 3 and 4, where change of moulds or dies is necessary. Technology 5, robot bending, is somewhat slower than an IPM CT machine, but on the other hand it does not require long set-up time; a pre-written program is fed into robots and the set-up is executed automatically. The need to change moulds or dies also influences the level of manpower required, which is lower for technologies 2 and 5 compared to the other technologies. The results of the ranking of technology alternatives are shown in Fig. 6.

WSM2, ranking of technology alternatives
(iii) Activity 2.4: technology choice
In this activity, the team members selected the technologies with highest ranking calculated in the WSM2 for further financial evaluation. The technologies 1, 2 and 5 had highest ranking, but it was decided not to include technology 2 into the further evaluation because of its poor quality performance; tests showed deformations in ovality and uneven curvature of the bended pipes.
So the technologies 1 and 5, IPM CT bending machine and bending by applying torque at both ends of a pipe, were chosen for further evaluation. These were the technologies that best met strategic requirements, product requirements, and requirements of the production process.
4.2.3 Steps 3 and 4: financial and risk analysis
Technologies 1 and 5 were further evaluated using financial and risk analysis techniques. The robot solution is associated with higher risk because of the technology readiness level. The IPM CT bending machine is largely used in industry for bending of plastic pipes; whilst robot bending technology has only been tested in the laboratory and some quality problems with geometrical precision were identified.
However, the financial evaluation showed that the payback period for the IPM CT bending machine was longer compared to robot bending; 8 and 4 years accordingly. If the robot system can operate with the same stability and reliance as the IPM machine, a robot solution is preferable. Especially since (as it was mentioned in Sect. 4.1), the IPM machine is only able to bend 50% of the pipe dimensions, while robots can bend all the required dimensions.
Technology 5, robot bending by applying torque at both ends of a pipe, was suggested for implementation in Pipelife Norge. Further research will be conducted in order to make additional tests and assessments of this technology.
5 Conclusions
Manufacturing companies rely on AMTs in order to increase their competitive position in global markets. Successful implementation of AMT depends to a large extent on the technology justification tools used by managers and decision makers. This study investigated the application of various technology justification tools, methods, and approaches for different levels of AMT integration through a systematic literature review and an in-depth case study.
The application of the approach was demonstrated on a pipe bending technology selection process in a Norwegian pipe producing company. A combination of strategic, financial and risk analysis methods enabled the management team to view the technology selection from a more holistic perspective. The strategic analysis was a vital part of this technology selection process, since an option was to integrate the stand alone bending process with the existing production system. The application of WSMs supported the evaluation of both tangible and intangible benefits of the technology and their contribution to achieving competitive advantages.
Some drawbacks of the approach were noted by the company representatives and researchers participating in the pipe bending project. The filtering process might lead to a early stage disqualification of technologies which in hindsight should have been evaluated more thoroughly. The WSMs are based on subjectively set weights, and no specific accuracy can be achieved in a strategic evaluation based on WSM tools. Ideally, all technology alternatives should be thoroughly evaluated on a strategic, financial and risk level. This will be too time consuming in most industrial settings. The differentiated approach enabled the managers to focus their effort on the most promising technologies for pipe bending. The case confirmed that a differentiated and stepwise technology justification approach contributed to a more systematic selection process.
The lists of competitive factors and technology performance factors used in the WSMs are not exhaustive and can be different from company to company. The proposed scoring models should be tested more and adjusted in order to best fit the needs of practitioners. Furthermore, the case did not provide a clear insight into whether more sophisticated financial and risk analysis are required for higher levels of AMT integration. Further case research is needed to test such methods, and identify which methods are necessary to make valid judgments for different levels of AMT intergration.
References
Chan F et al (2001) Investment appraisal techniques for advanced manufacturing technology (AMT): a literature review. Integr Manuf Syst 12(1):35–47
Baldwin J, Lin Z (2002) Impediments to advanced technology adoption for Canadian manufacturers. Res Policy 31(1):1–18
Goyal S, Grover S (2012) Advanced manufacturing technology effectiveness: a review of literature and some issues. Front Mech Eng 7(3):256–267
Fulton M, Hon B (2010) Managing advanced manufacturing technology (AMT) implementation in manufacturing SMEs. Int J Product Perform Manag 59(4):351–371
Kerr C et al (2013) Key principles for developing industrially relevant strategic technology management toolkits. Technol Forecast Soc Change 80(6):1050–1070
Small MH, Chen IJ (1997) Economic and strategic justification of AMT inferences from industrial practices. Int J Prod Econ 49(1):65–75
Small MH, Chen IJ (1995) Investment justification of advanced manufacturing technology: an empirical analysis. J Eng Tech Manag 12(1):27–55
Small MH (2007) Planning, justifying and installing advanced manufacturing technology: a managerial framework. J Manuf Technol Manag 18(5):513–537
Small MH (2006) Justifying investment in advanced manufacturing technology: a portfolio analysis. Ind Manag Data Syst 106(4):485–508
Small MH, Yasin MM (1997) Developing a framework for the effective planning and implementation of advanced manufacturing technology. Int J Oper Prod Manag 17(5):468–489
Suresh NC, Meredith JR (1985) Justifying multimachine systems: an integrated strategic approach. J Manuf Syst 4(2):117–134
Meredith JR, Hill MM (1987) Justifying new manufacturing systems: a managerial approach. Sloan Manag Rev 28(4):49–61
Naik B, Chakravarty AK (1992) Strategic acquisition of new manufacturing technology: a review and research framework. Int J Prod Res 30(7):1575–1601
Slagmulder R, Bruggeman W, van Wassenhove L (1995) An empirical study of capital budgeting practices for strategic investments in CIM technologies. Int J Prod Econ 40(2):121–152
Karsak E, Tolga E (2001) Fuzzy multi-criteria decision-making procedure for evaluating advanced manufacturing system investments. Int J Prod Econ 69(1):49–64
Cescon F (2010) Investment in new manufacturing systems: an Italian-based empirical analysis. Econ Aziend Online 1(1):13–26
Alkaraan F, Northcott D (2006) Strategic capital investment decision-making: a role for emergent analysis tools?: a study of practice in large UK manufacturing companies. Br Account Rev 38(2):149–173
Abdel-Kader MG, Dugdale D (1998) Investment in advanced manufacturing technology: a study of practice in large UK companies. Manag Account Res 9(3):261–284
Sarkis J, Liles DH (1995) Using IDEF and QFD to develop an organizational decision support methodology for the strategic justification of computer-integrated technologies. Int J Proj Manag 13(3):177–185
Chuang M, Yang YS, Lin CT (2009) Production technology selection: deploying market requirements, competitive and operational strategies, and manufacturing attributes. Int J Comput Integr Manuf 22(4):345–355
Almannai B, Greenough R, Kay J (2008) A decision support tool based on QFD and FMEA for the selection of manufacturing automation technologies. Robot Comput Integr Manuf 24(4):501–507
Rosenfield DB, Beckman SL (2008) Operations strategy: competing in the 21st century. McGraw-Hill/Irwin, New York
Bolwijn PT, Kumpe T (1990) Manufacturing in the 1990s: productivity, flexibility and innovation. Long Range Plan 23(4):44–57
Slack N, Chambers S, Johnston R (2010) Operations management. Pearson Education, Harlow
Tracey M, Vonderembse MA, Lim JS (1999) Manufacturing technology and strategy formulation: keys to enhancing competitiveness and improving performance. J Oper Manag 17(4):411–428
Efstathiades A, Tassou S, Antoniou A (2002) Strategic planning, transfer and implementation of advanced manufacturing technologies (AMT). Development of an integrated process plan. Technovation 22(4):201–212
Abdel-Kader MG, Dugdale D (2001) Evaluating investments in advanced manufacturing technology: a fuzzy set theory approach. Br Account Rev 33(4):455–489
Bayazit O (2005) Use of AHP in decision-making for flexible manufacturing systems. J Manuf Technol Manag 16(7):808–819
Ordoobadi SM, Mulvaney NJ (2001) Development of a justification tool for advanced manufacturing technologies: system-wide benefits value analysis. J Eng Tech Manag 18(2):157–184
Luong LH (1998) A decision support system for the selection of computer-integrated manufacturing technologies. Robot Comput Integr Manuf 14(1):45–53
Kakati M, Dhar U (1991) Investment justification in flexible manufacturing systems. Eng Costs Prod Econ 21(3):203–209
Kaplan RS (1986) Must CIM be justified by faith alone?. Graduate School of Business Administration, Harvard University, Boston
Primrose PL (1991) Investment in manufacturing technology. Chapman & Hall, London
Small MH, Yasin MM (1997) Advanced manufacturing technology: implementation policy and performance. J Oper Manag 15(4):349–370
Sambasivarao K, Deshmukh S (1997) A decision support system for selection and justification of advanced manufacturing technologies. Prod Plan Control 8(3):270–284
Müller KB (2006) Bending of extruded profiles during extrusion process. Int J Mach Tools Manuf 46(11):1238–1242
Groover MP (2008) Automation, production systems, and computer-integrated manufacturing, 3rd edn. Prentice Hall Press, Englewood Cliffs
Slagmulder R, Bruggeman W (1992) Investment justification of flexible manufacturing technologies: inferences from field research. Int J Oper Prod Manag 12(7/8):168–186
Lefley F, Sarkis J (1997) Short-termism and the appraisal of AMT capital projects inthe US and UK. Int J Prod Res 35(2):341–368
Lowe A, Ridgway K, Atkinson H (2000) QFD in new production technology evaluation. Int J Prod Econ 67(2):103–112
Acknowledgements
This work has been conducted within the context of the projects effective production of advanced maritime equipment (EFFEKT) and MIX (Sustainable multi-variant manufacturing in semi-process industry) research projects. The authors would like to thank the participants of the projects for providing valuable empirical data. The authors would also like to thank Knut Sørby, Lars Erik Wettervald, and Rune Kringstad Sandøy for providing valuable information about the technological solutions described in the case example.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Iakymenko, N., Alfnes, E. & Thomassen, M.K. A differentiated approach for justification of advanced manufacturing technologies. Adv. Manuf. 4, 257–267 (2016). https://doi.org/10.1007/s40436-016-0150-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-016-0150-9