
Abstract
The manufacturing industry nowadays is focused on newer modern manufacturing methods such as single point incremental forming (SPIF). The SPIF process is getting more popular due to its ability for rapid prototyping and forming complex geometry with simple steps. It can also be used for manufacturing custom-made products to meet unique customer requirements. Few forming parameters will affect the quality of the final workpiece such as the angle of forming, spindle speed, feed rate, tool path, sheet material, step size, tool size, and lubricant. The purpose of this research is to investigate the effect of forming parameters such as feed rate and step size on the quality aspects of the deformed aluminum sheet by SPIF. Therefore, forming was carried out by a CNC machine on a 1.6 mm-thick aluminum AA 6061 metal sheet with three different feed rates of 500, 1000, and 1500 mm/min and three different step sizes of 0.2, 0.6, and 1 mm. The findings revealed that feed rate and step size are two extremely important factors that have a considerable impact on forming outputs, with some interaction effects. It was also observed that rupture of metal sheet is likely during forming if the combination of high step size and low feed rate is employed. The feed rate is beneficial in achieving a better surface quality, while the step size is important in controlling dimension accuracy and final surface hardness.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In recent years, the single point incremental forming process (SPIF) is getting more preferable for rapid prototyping since it does not require any mold for forming, unlike conventional forming methods. Besides that, the production of SPIF is available in small quantities which can reduce the cost and forming energy compare to conventional forming which is only available in mass production [1, 2]. SPIF is almost an emerging manufacturing process that is a simple and workable solution for rapid prototyping production and small quantity production [3,4,5]. SPIF achieved the designed structure through a small series of incremental deformation on a metal sheet that was clamped on a metal sheet holder. To carry out the process, a computer numerical control (CNC) machine, rounded tip tool, and metal sheet holder which consists of a clamping plate and support plate are required. After setting up the CNC machine, a rounded tip tool can be attached to the machine and hence performed a small series of incremental deformation processes on the clamped metal sheet until the desired shape is achieved [6]. SPIF is a forming process that has relatively different aspects compared to previous conventional forming methods such as hammering, spinning, and stamping [7]. The forming in SPIF happens due to the localized deformation [8, 9] caused by a forming tool and the incremental deformation. The further progress of the tool along the assigned tool path causes strain before failure occurs in this forming region. Besides that, SPIF allows performing in two axes which can be symmetric and asymmetric to form shape because the forming is assisted by a computer. These are a few reasons for SPIF's popularity in the rapid prototyping of a sheet metal design which can be implemented fast without mold design and fabrication as it is a requirement in conventional forming [6, 7].
Every metal forming process has its formability limits including SPIF [10]. Due to the popularity of SPIF, it is worth investigating the effects of the parameters and the forming limits to improve the forming process and product quality. In SPIF, there are a few parameters such as material thickness, forming angle, forming tool path, spindle speed lubricant, and forming shape which is generally studied by researchers.
The angle of forming is one of the parameters that affect the forming result of a workpiece [11]. The angle of forming is the angle between the horizontal XY-plane and the sidewall of the workpiece. Forming angle is used to determine the maximum angle of forming \(\theta_{{{\text{max}}}}\) before the failure occurred. According to the study by Martins et al. [12], the maximum angle can be estimated by using the equation \(\theta_{{{\text{max}}}} = \frac{\pi }{2} - e^{\varepsilon t}\) when e is exponential and εt is thickness strain. The thickness strain at the limit of formability needs to be determined through plain strain or equal bi-axial stretching test. Wei et al. [13] reported that spring-back is not influential in the forming precision, while it is affected significantly by the forming angle.
The forming tool path is another SPIF parameter that allows the tip of the forming tool to contact and forms the metal sheet in the right direction to create the desired geometry on the metal sheet [14]. To create a forming tool path, a CAD model is required which is used to devising the tool path via commercial CAM software. If a semi-cone shape is needed to be formed on the forming sheet, a similar shape of the CAD model needs to be generated to create the tool path by using CAM software. Generally, a step circle transition or spiral transition method is used due to the circular shape of the semi-cone. The use of a zig-zag tool path can cause poorer surface roughness and might cause entry and exit marks created by tools [15, 16].
Tool size in SPIF can also affect the surface finish and formability of the forming sheet [8, 17, 18]. According to Arshad [19], a bigger radius of the tool (12 mm) has lower formability than a small radius tool (8 mm). A bigger tool radius has a large contact area resulting in lower strain and frictional heat which causes lower deformability when compared to a smaller radius tool. A smaller tool radius has higher force concentration and strain hence it allows forming to happen easier with a better surface finish compared to a bigger tool radius.
According to Fratini et al. [15], the selection of material for the forming sheet is very important because the formability of material depends on their mechanical properties including percentage elongation, strength, and strain hardening coefficient [8] that are varied for different materials [20, 21]. Hence, the higher hardening coefficient of the material results in better formability [22]. Effective lubricant should also be selected for SPIF to lessen the friction between the forming tool and metal sheet, to avoid overheating of the forming sheet, and to reduce the tool wear rate. Elevated heat can also cause an increase in surface roughness due to the adhesion wear [23]. According to the work by Azevedo et al. [24], the water-based lubricant has a good cooling property which is preferable for higher speeds, while oil-based lubricant with better lubricating properties can be preferable for lower speeds.
In SPIF, forming speed and feed rate are parameters that should be adjusted. Forming speed is the peripheral speed of the tool associated with spindle/rotational speed. Feed rate is the speed of the forming tool moving on the forming sheet to form the shape [25]. The increase of rotational speed at a lower feed rate can causes better formability, but it may lead to some negative effects such as higher tool wear rates, rougher surface finish, and waviness (uneven). Based on the study performed by Oraon et al. [26], feed rate, step size, and spindle speed play an important role in the tool wear. Besides that, spindle speed with a higher feed rate might cause tool chatter marks to develop on the forming sheet [25]. The effect of forming step size on SPIF and its interaction effect with feed rate is still an arguable factor that may or may not affect the outcome of the SPIF. It is stated that step size itself has no significant effect on the formability, but it affects the surface roughness [12], while Honarpisheh et al. [27] stated that an excessive increase in step size can decrease the formability. According to Ham et al. [28], the step size affects both outer and inner surface roughness and the duration of forming as well.
Although some research was performed to investigate the influence of feed rate and step size on the aluminum sheet formability, there was some discrepancy in the conclusions of several studies on the influence of these factors, and reports on the effects of these parameters and their interaction effects on the quality aspects of deformed parts are still lacking. Therefore, this study aims to evaluate the effect of feed rate and step size on the quality parameters such as surface roughness, dimensional accuracy, and surface hardness of truncated cones deformed by SPIF. Experiments were carried out at different levels of feed rate including 1000, 1500, and 2000 mm/min, and step sizes of 0.2, 0.6, and 1 mm on 9 pieces of 1.6 mm thick AA6061.
2 Material and method
2.1 Sheet material
Aluminum alloy AA6061 was selected for this study to be formed as a high-demanded material in the automotive and aerospace industries [29]. Eighteen pieces of AA6061 sheet with the size of 200 × 200 mm2 and thickness of 1.6 mm were prepared as workpiece material for the SPIF process. Typical mechanical properties of the forming material are listed in Table 1. Metal sheets were annealed at 460 °C for 2.5 h and air-cooled to improve the material formability. An average hardness of 48 HV was achieved after annealing heat treatment. This result complies with the hardness reported by Young et al. [30].
2.2 Forming tool
AISI H13 tool steel (SKD 61) was selected for manufacturing the forming tool due to its excellent mechanical properties such as high toughness, good heat and fatigue resistance, and resistance to thermal shock. The material is cut into the shape shown in Fig. 1a by using a CNC lathe machine. The tool was hardened by preheating to 650 °C, and then austenitizing through a salt bath at the temperature of 1032 °C for 80 min. Tool next quenched in oil and then tempered immediately again in the furnace at the temperature of 620 °C for 1 h to achieve good toughness. Eventually, a hardness surface of 50 HRC was achieved. After each experiment, the tool condition was monitored under an optical microscope, and it was replaced with a new tool if the tool wear region exceeds the area of 2 mm2.

a Forming tool, b fixture, and c cross section of workpiece design
The geometry of the SPIF fixture was designed and fabricated as shown in Fig. 2b. It is made up of 4 pieces of (26 × 50 × 12 mm) and another 4 pieces of (160 × 50 × 12 mm) mild steel bar. M8 bolts are used to fix the position of the forming sheet between the top and bottom plate to reduce vibration and offset the forming sheet during the forming process. The fixture was mounted on a vise at the table of the CNC machine.

Experimental setup of Incremental forming
2.3 Workpiece design and forming setup
In this work, Autodesk Inventor HSM Ultimate was used to model the truncated cone shape shown in Fig. 1c, and it was also exploited to generate the tool path G-code. The forming strategy of spiral transition with the constant spindle speed of 300 rpm was selected to obtain lower surface roughness, less tool entry, and exit mark [23, 32].
A total of 18 experiments at 9 different forming conditions (listed in Table 2) were carried out by a three-axis CNC vertical milling machine (Deckel Maho DMC 835 V), equipped with Heidenhain iTNC 530 controllers. Each condition is repeated 2 times to ensure experiment repeatability. Castrol 20 W engine oil was selected as forming lubricant for all experiments to minimize friction, forming temperature, and forces. Figure 2 shows the operation setup used for SPIF in this study.
2.4 Measurement
The dimensional accuracy of each SPIF formed truncated cone was tested using a Hexagon Metrology TP20 2 × 20 touch probe Coordinate Measuring Machine (CMM). The diameter of the geometry was measured at 10 mm, 20 mm, and 25 mm away from the bottom of the formed region. The results were compared with the diameter of the designed CAD model (Table 3), and the percentage of difference (dimensional error) between theoretical diameter and experimental diameter was calculated.
The roughness of the internal deformed surface was measured using the MarSurf XCR 20 surface roughness testing machine. The machine’s stylus traveled perpendicular to the feed rate direction and parallel to the surface tangent (step direction) with a total traverse length of 5.60 mm. Evaluation and sampling lengths of 4.0 mm and 0.8 mm were set on the machine, respectively. The measurement was repeated at three different regions of the deformed surface to obtain the average value of the surface roughness.
Hardness measurement is important to determine how the material properties change with forming variables. HVS-50Z Digital Vickers hardness tester was used to measure the hardness from each experiment. Each of the SPIF truncated cones was cut into smaller samples; thus, the measurement can be taken more conveniently. In the machine option, the load was set to 5 kg and the loading time was set to 10 s. The test was repeated four times in different areas of the sample to obtain the average hardness of the deformed material.
3 Results and discussion
A successful eight runs of incremental forming were accomplished. However, forming of the truncated cone failed in experiment 3 due to the tearing of the aluminum sheet at the corner fillet. It failed to form again at the repeating run with the same mode of failure. It has become apparent that failure happened at the forming condition with the highest step size and lowest feed rate. This could be due to the highest forming force at this condition associated with a high strain rate that causes effective stress exceeding the ultimate strength of the metal sheet before the forming is complete [33]. Further discussion about the effect of parameters will be provided in the next sections. Figure 3 compares a sample of successful forming with a failed case.

a successful deformed cone, b deformation failure
3.1 Surface roughness
The effect of feed rate on the deformed surface is shown in Fig. 4. The surface roughness decreased first by feed rate increment due to the rise of forming temperature which can improve the formability of the aluminum sheet. This leads to a reduction in the height of periodic feed marks since the material shows less resistance against forming. Also, the distance of periodic feed marks in the feed direction increased by feed rate growth. However, an increase in feed rate without the growth of rotational speed could result in the development of chatter marks which causes deterioration of the surface quality at the higher level of feed rate. This is evident in Fig. 5, which shows optical microscopy of the surface and the surface profile. It can be seen that the height of feed mark peaks is suppressed by the growth of feed rate, but the more irregular surface pattern was observed at the feed rate of 1500 mm/min indicating the formation of chatter.

Graph of surface roughness versus feed rate

Optical microscopy and profile of deformed surface at a step size of 0.6 mm and feed rate of; a 500 mm/Min, b 1000 mm/Min, c 1500 mm/Min
The increase in step size has two opposite effects on the surface roughness (Fig. 6). On the one hand, it enlarges the distance of feed-marks in the step direction, which causes fewer marks to form along the surface and hence enhances the surface quality. On the other hand, it increases the height of feed-mark peaks and valleys accompanied by some degree of micro-cutting and chatter due to higher forming force (Fig. 7). However, the second effect is more significant at lower feed rates, while it is moderated at higher feed rates due to the temperature rise and formability enhancement. The effect of feed rate on the forming temperature has been reported in a few studies, and it is commonly known that elevated temperature improves the material formability [34, 35]. In a statistical analysis, Wang et al. [36] discovered that feed rate had a greater impact on the increase in temperature in the SIF of truncated pyramids. Thermocouples were used to measure temperature, while feed rates are set from 200 to 600 mm/min. The chatter mark and micro-cutting can be distinguished by their distinct morphology. Uneven metal forming can be seen at chatter marks, while micro-cutting caused deep grooves.

Graph of surface roughness versus step size

Optical microscopy and profile of deformed surface at a feed rate of 1500 mm/min and step size of; a 0.2 mm, b 0.6 mm, c 1.0 mm
3.2 Hardness alteration
Like other types of metal forming processes, aluminum sheet undergoes cold working during SPIF which causes an increase in material hardness by strain-hardening and increase of material’s dislocation density. Therefore, hardness measurement can show the intensity of strain hardening that occurred in the various forming parameters, and it can consequently explain the formability of parts under various conditions. It was observed that the hardness of the annealed sheet has increased from 48 HV to a minimum of 77 HV. The influence of step size on the hardness of the deformed surface is shown in Fig. 8.

Graph of hardness versus step size
It is evident that the step size is proportional to the hardness significantly at higher levels of feed rate. This is because a bigger step size results in a higher strain rate which promotes strain hardening effects [37, 38]. This effect can also be seen from the graph of hardness versus feed rate (Fig. 9), where the strain-hardening effect is reduced by the increase of the feed rate as a result of higher forming temperature. The effect of temperature on strain hardening of aluminum is reported by other researchers [39]. The work-hardening properties of aluminum alloys change with temperature. Strain hardening obtained by deforming of alloy moderates as the temperature rises, until no effective strain hardening occurs at 400 °F and higher. Therefore, with increasing temperature in higher feed rates, the strain hardening exponent, n, decreases.

Graph of hardness versus different feed rates
3.3 Dimensional accuracy
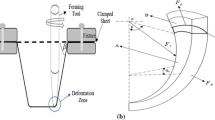
Figure 10 shows the percentage difference between the CAD model (desired dimension) and the deformed cone at three locations of 10, 20, and 25 mm from the bottom plate. In overall, there is a significant difference between theoretical and experimental diameter at 25 mm away from the bottom plate. This can be explained by using Fig. 11. Figure 11a shows the region close to the backing plate formed once when the tool passes this region to achieve the designed geometry. With further forming of the aluminum sheet shown in Fig. 11b, c, and d, the distance of the tool from the backing plate will increase which causes a rise in bending moment at this region. The resultant incremental stress at the region close to the backing plate results in further plastic deformation of the aluminum sheet which leads to greater dimensional error consequently. Therefore, creating a supporting plate with a design based on the outer profile of the formed shape may reduce the bending effect [40].

Dimension error between desired dimension and the deformed cone

Position of the forming tool with respect to the bottom plate; a 26 mm, b 25 mm, c 20 mm, d 10 mm
Besides that, step size also contributed to the error in geometric accuracy in the maximum distance from the bottom plate. As seen in Fig. 10, the increase in the step size caused higher errors in geometric accuracy. This error occurs because the bigger step size forms a less homogenous material distribution that generates higher forming forces and hence produces a greater bending moment. Although the effect of feed rate is not as significant as step size and location, the temperature generated at a high feed rate could slightly contribute to higher bending and dimension error due to the formability enhancement.
4 Conclusion
The investigation of the quality aspects of the deformed truncated cone by SPIF was done at various feed rates and step sizes. Three different feed rates 500 mm/min, 1000 mm/min, and 1500 mm/min with step sizes of 0.2 mm, 0.6 mm, and 1 mm were used. Following conclusions were drawn after evaluating surface roughness, hardness, and accuracy of deformed shape.
-
A combination of high step size and low feed rate could result in forming failure due to the rupture of the metal sheet.
-
Greater distance between feed marks at higher step sizes and smaller height of feed-mark peaks at higher feed rates resulted in the best surface finish at the combination of 1 mm-step size and 1500 mm/min-feed rate.
-
The highest material hardness can be achieved by using the highest step size (1.0 mm) and lowest testable feed rate (1000 mm/min) due to the higher strain rate and higher value of strain hardening exponent.
-
Higher dimension error was seen at the beginning of the formed region close to the backing plate due to greater plastic deformation.
-
The use of a high step size increased the dimension error, while the feed rate had less contribution.
References
Kleiner M et al (2000) Die-less forming of sheet metal parts. J Mater Process Technol 103(1):109–113
Ambrogio G et al (2005) Application of incremental forming process for high customised medical product manufacturing. J Mater Process Technol 162:156–162
Oraon M, Sharma V (2020) Measurement of electromagnetic radiation in the single point incremental forming of AA3003-O. Int J Lightweight Mater Manuf 3(2):113–119
Maqbool F, Bambach M (2018) Dominant deformation mechanisms in single point incremental forming (SPIF) and their effect on geometrical accuracy. Int J Mech Sci 136:279–292
Gupta P, Jeswiet J (2019) Manufacture of an aerospace component by single point incremental forming. Procedia Manuf 29:112–119
Mittal RK (2020) Incremental sheet forming technologies: principles, merits, limitations, and applications. CRC Press, Baco Raton
Essa K (2011) Conventional spinning and single point incremental forming: numerical investigation and statistical analysis. Lambert Academic Publishing, Republic of Moldova
Rahimian Koloor SS et al (2018) Effects of sample and indenter configurations of nanoindentation experiment on the mechanical behavior and properties of ductile materials. Metals 8(6):421
Khan MS, Koloor SSR, Tamin MN (2020) Effects of cell aspect ratio and relative density on deformation response and failure of honeycomb core structure. Mater Res Express 7(1):015332
Alinaghian M, Alinaghian I, Honarpisheh M (2019) Residual stress measurement of single point incremental formed Al/Cu bimetal using incremental hole-drilling method. Int J Lightweight Mater Manuf 2(2):131–139
Wu S et al (2020) A novel multi-step strategy of single point incremental forming for high wall angle shape. J Manuf Process 56:697–706
Martins P et al (2008) Theory of single point incremental forming. CIRP Ann 57(1):247–252
Wei H et al (2019) Investigation on the influence of springback on precision of symmetric-cone-like parts in sheet metal incremental forming process. Int J Lightweight Mater Manuf 2(2):140–145
Cédric B, Pierrick M, Sébastien T (2020) Shape accuracy improvement obtained by μ-SPIF by tool path compensation. Procedia Manuf 47:1399–1402
Fratini L et al (2004) Influence of mechanical properties of the sheet material on formability in single point incremental forming. CIRP Ann 53(1):207–210
Duflou J et al (2008) Process window enhancement for single point incremental forming through multi-step toolpaths. CIRP Ann 57(1):253–256
Hussain G et al (2013) Guidelines for tool-size selection for single-point incremental forming of an aerospace alloy. Mater Manuf Process 28(3):324–329
Ziran X et al (2010) The performance of flat end and hemispherical end tools in single-point incremental forming. Int J Adv Manuf Technol 46(9):1113–1118
Arshad S (2012) Single point incremental forming: a study of forming parameters, forming limits and part accuracy of aluminium 2024, 6061 and 7475 alloys. M.Sc. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, pp 1–101. https://www.diva-portal.org/smash/get/diva2:557935/fulltext01
Abdi B et al (2012) Effect of strain-rate on flexural behavior of composite sandwich panel. In: Applied mechanics and materials, vol. 229. Trans Tech Publications Ltd, pp. 766–770. https://doi.org/10.4028/www.scientific.net/AMM.229-231.766
Saba AM et al (2021) Strength and flexural behavior of steel fiber and silica fume incorporated self-compacting concrete. J Market Res 12:1380–1390
Jalali Aghchai A, Shakeri M, Mollaei Dariani B (2013) Influences of material properties of components on formability of two-layer metallic sheets. Int J Adv Manuf Technol 66(5):809–823
Lu B et al (2014) Mechanism investigation of friction-related effects in single point incremental forming using a developed oblique roller-ball tool. Int J Mach Tools Manuf 85:14–29
Azevedo NG et al (2015) Lubrication aspects during single point incremental forming for steel and aluminum materials. Int J Precis Eng Manuf 16(3):589–595
Hamilton K, Jeswiet J (2010) Single point incremental forming at high feed rates and rotational speeds: surface and structural consequences. CIRP Ann 59(1):311–314
Oraon M, Sharma V (2019) Tool wear measurement in single point incremental forming. In: Advances in manufacturing engineering and materials. Springer, Cham, pp 362–371. https://springerlink.bibliotecabuap.elogim.com/chapter/10.1007/978-3-319-99353-9_39
Honarpisheh M, Abdolhoseini M, Amini S (2016) Experimental and numerical investigation of the hot incremental forming of Ti-6Al-4V sheet using electrical current. Int J Adv Manuf Technol 83(9):2027–2037
Ham M, Jeswiet J (2006) Single point incremental forming and the forming criteria for AA3003. CIRP Ann 55(1):241–244
Totten GE, Tiryakioglu M, Kessler O (2018) Encyclopedia of aluminum and its alloys, two-volume set (print). CRC Press, Baco Raton
Ko YG, Hamad K (2017) Annealing behavior of 6061 Al alloy subjected to differential speed rolling deformation. Metals 7(11):494
Zakaria K et al (2017) Influence of mechanical properties on load sequence effect and fatigue life of aluminium alloy. J Mech Eng Sci 11(1):2469–2477
Attanasio A et al (2008) Asymmetric two points incremental forming: improving surface quality and geometric accuracy by tool path optimization. J Mater Process Technol 197(1–3):59–67
Ilyas M, Hussain G, Espinosa C (2019) Failure and strain gradient analyses in incremental forming using GTN model. Int J Lightweight Mater Manuf 2(2):177–185
Gupta P, Jeswiet J (2018) Effect of temperatures during forming in single point incremental forming. Int J Adv Manuf Technol 95(9):3693–3706
Otsu M et al (2014) Friction stir incremental forming of A2017 aluminum sheets. Procedia Eng 81:2318–2323
Wang J, Li L, Jiang H (2016) Effects of forming parameters on temperature in frictional stir incremental sheet forming. J Mech Sci Technol 30(5):2163–2169
Kim Y, Park J (2002) Effect of process parameters on formability in incremental forming of sheet metal. J Mater Process Technol 130:42–46
Malhotra R et al (2012) Mechanics of fracture in single point incremental forming. J Mater Process Technol 212(7):1573–1590
Rincon E et al (2007) Effect of temperature on the tensile properties of an as-cast aluminum alloy A319. Mater Sci Eng, A 452:682–687
Ham M, Jeswiet J (2008) Dimensional accuracy of single point incremental forming. IntJ Mater Form 1(1):1171–1174
Acknowledgements
This work was funded by the Ministry of Education, Youth and Sports of the Czech Republic and the European Union (European Structural and Investment Funds–Operational Programme Research, Development, and Education), Reg. No. CZ.02.1.01/0.0/0.0/16_025/0007293.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Technical Editor: Lincoln Cardoso Brandao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Akhavan Farid, A., Shen, F.S., Rahimian Koloor, S.S. et al. Quality evaluation of aluminum-AA6061 truncated cone deformed by single point incremental forming. J Braz. Soc. Mech. Sci. Eng. 44, 420 (2022). https://doi.org/10.1007/s40430-022-03730-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-022-03730-5