
Abstract
Forming tool in manufacturing industries plays a vital role in processing and finished part surface profile. Tool wear in single point incremental forming (SPIF) is studied in the present study with the aim to investigate the effect of input parameters. Image tool wizard of MATLAB R2010a software is used for the wear measurement. The image of tool end is transformed into the histogram plot and the difference of bar length is measured as wear. For experiment, six parameters, namely step depth, feed rate, spindle speed, thickness of material, wall angle and lubricant are considered for SPIF of aluminum AA3003-O. Experiments are being made based on the Taguchi technique followed by ANOVA analysis to study the effect of process parameters and the image analysis is used for the measurement of tool wear. The results shows that the significant input parameters are step depth, feed rate of tool and spindle speed for tool wear whereas wall angle is insignificant.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Single-point incremental forming (SPIF) of sheets metal is comes into the picture in last two decade. The transformation of a plane sheet (limited thickness) into a finished part by is made by localized deformation where forming tool moves in a prescribed tool path. There is no need of die and punch, Of course, the deformation is incremental, local in nature and gradual. These enhance the limiting strain during SPIF. It is a growing process; therefore, a wide analysis is required to develop the theory of incremental forming [1]. The review of SPIF is carried out with its practical application in different sectors is presented [2]. The finite element (FE) based analysis is investigated for shape distortions and spring back effects in SPIF. They suggested that, spring back effect can be reduced by optimized tool path [3]. In SPIF, a simple circular rod is used as tool whose one face is shaped. The shaped end rod moves over the clamped metal sheet in a predefined path in computer numerical control (CNC) machine [4]. The ball end tool and conical end tool is used in SPIF and compared the effective based on induced deformation force. It is found that the ball end tool will be providing the more accurate shape than the conical end tool [5]. SPIF has a great potential to respond the new market demands such as processes flexibility, customization of products etc. Hence, SPIF may be a suitable solution for prototype manufacturing and low volume production but, despite its advantages, the process has not been commercialized because many challenges are still under investigation and unsolved. The ball end tool used in SPIF which moves incrementally in the predetermined path until the end of the program [6], further micro-forming using pointed tools [7] and conical end tool [8] has been successfully used in SPIF. The box-behnken design analysis is used for determination of dimensional accuracy. It found that the most of the deviations between are within 0 and 1 mm and the overall mean deviation is 0.13 mm [9]. The effect of forming speed with varying step size on surface roughness of AA3003 (H14) grade alloy is investigated. It is observed that, more refined grains is achieved at 0.1016 mm step size and Rotary and feed speeds seem to have secondary effects on the grain sizes. Both high spindle speed and feed rate tend to have grain reduction capabilities [10].
The tool wear is largely influenced by the friction at the tool-work contact area, incoming work sheet and the direction of forming. The tool material, shape of tool end and its mechanical characteristics also influences the tool wear. The tool material changes the rate of wear which will lead to a change in the performance characteristics of the work piece [11]. The relationship between surface quality of metals and tool wear with tool geometry is being reported by using multiple regressions [12]. The significance of input parameters is investigated statistically by using the ANOVA technique. It highlighted the working parameters have contradictory influence on the analyzed quality characteristics of parts and only a proper combination of them could lead to the expected results [13]. A review is presented on wear mechanisms encountered in forming processes and various surface-engineering techniques to improve the wear resistance and the anti-sticking properties of forming tools. It is found that the adhesive wear or galling [14] over stressing of the tool [15] is responsible for tool failure in cold sheet-metal forming. The effect of lubricants on friction and wear of work material is investigated. The vegetable oil and corn oil are used as lubricant in which SiO2 nano particles is mixed during SPIF of 6061aluminum sheet alloys. Experimental results showed a significant surface wear reduction when 0.025 wt% of SiO2 nano particles is added into the vegetable oil [16]. The effects of friction on surface finish, forming load, material deformation and formability are studied using a newly developed oblique roller ball (ORB) tool. Also an analytical model is developed based on the analysis of the stress state in the SPIF deformation zone for understanding of the frictional effect [17]. The complex tool tip i.e. (two hemispherical tips revolving at a same time) is used in SPIF. It is found that a 23% improvement in formability and a 21% reduction in spring back is achievable utilizing this tooling as compared to the single point hemispherical end tool [18].
After the extensive literature review, the most research work directed towards the improvement of SPIF process such as formability, dimensional accuracy of finish product by reducing spring back effect, surface roughness of formed part etc. by varying input parameters is found. With the interest of improving tool life in SPIF by reducing wear of tool end is being studied first time by using image analysis technique in the present work because it is observed that no investigation on tool wear in SPIF is done previous research.
2 Experimental Instigation
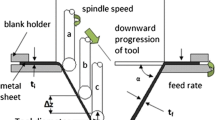
In SPIF, tool wear is a progressive damage to a tool end caused by relative motion with respect to a blank surface. Measurement of tool wear is time-consuming and costly to predict the tool worn location as well as relationships between tool wear distribution and processing control parameters by means of try-out techniques based on conventional trial. Measurement of tool wear is difficult in SPIF due to many control parameters involvement such as step depth, lubrication, spindle speed, feed rate, wall angle, type of metal, contact pressure at the tool-work piece interface etc. The SPIF of AA3003-O is done on CNC vertical milling centre MIKROTOOLS DT-110 at department of production engineering, Birla institute of technology, Mesra, India. The machine having specifications such as Travel: x-axis: 200 mm, y-axis: 100 mm and z-axis: 100 mm, Spindle speed: 0–3000, Feed rate: 1–2000 mm/min. A single tool is used during the entire experiments. The end of tool is measured every time before and after conducting individual experiment. The differences in the tool end height are assumed as the wear of tool. In the present study, only aluminum AA3003-O alloy is taken for experiment and small pyramid frustum is formed during SPIF. The experimental setup on the table of machine DT100 and tool wear zone is presented in Fig. 1.

Experimental setup for SPIF and tool wear zone.
2.1 Forming Tool
The tool is fabricated from 50 mm long and 7 mm diameter mild steel rod. One face of the rod is grooved for inserting the bearing ball. The stainless steel bearing ball is taken for forming end since it has sufficient hardness and is polished. It does not require any heat treatment for hardening of tool end for the purpose of wear resistance. The half part of stainless steel bearing ball of 6 mm diameter inserted into the groove. The tool and its dimensions used for experimental investigation are shown in Fig. 2.

Geometry of the forming tool (shape and dimension).
2.2 Experiment
There are various input parameter involved in SIPF and it is very difficult to consider the whole input parameters at the same time for investigation of tool wear. The selection of inputs for the present study is done with the help of literatures in which the influences of inputs on output are discussed followed by preliminary experiments. The influences of input variables such as step depth (\( \Delta z \)), feed rate (\( f \)), spindle speed (\( R \)), sheet thickness (\( T \)), wall angle (\( \theta \)) and lubricant (\( L \)) is considered for the analysis. The two levels (low and high) of parameters are shown in Table 1.
Six input parameters are considered for SPIF of AA3003-O alloy. The combination of these input are decided by suitable orthogonal array (OA). Since, the tool wear measurement is limited in literatures; a minimum number of experiments are conducted in the present study. The L8 orthogonal array and only two levels (low and high) is used in the present investigation.
2.3 Tool Wear Measurement
Tool life is the main parameter for the manufacturer, since it is a costlier affaire to reproduce new tool every time. The tool and work material is continuously in contact with each other in SPIF. The tool wear is measured with the help of optical microscope RS422 incorporated with DT110.The initial size of ball in terms of height is measured before each experiment by keeping the end of tool on the intersection of reference lines. The intersection of reference line is taken as origin O (0,0,0) shown in Fig. 3.

Microscope RS422 incorporated with DT110 and reference lines.
It is very difficult to measure the exact amount of tool wear. For that, it is assumed that the tool wear in terms of reduction in the height of ball end, since very small quantity of tool worn out after each experiment. The image of tool is captured before experiment and after experiment. The captured images are then imported in compatible image analysis software for measuring the tool wear. MATLAB version R2010a is used for image analysis in the present study. The image of tool end before conducting experiment and after experiment is shown in Fig. 4a and b respectively. The exact tool wear measurement is not possible in these images.

Forming tool during image analysis: (a) before experiment; (b) after experiment.
Further, the images are converted into the histogram plot for the calculation of exact amount of tool wear. The histogram plot for initial shape (before experiment) and final shape (after experiment) is shown in Fig. 5. The tool wear zone is shown in Fig. 5b.

Wear measurement: (a) Tool end profile before experiment; (b) Wear zone.
For each experiment, the difference in the height of individual bar is calculated and taken the average of these differences as mean tool wear. The measured tools wear along with the coded input variables shown in Table 2.
The effect of SPIF in tool end is observed. For the purpose, the scanning electron microscope (SEM) is used. Figure 6a is the SEM image of tool end before SPIF whereas Fig. 6b is the image of tool end at minimum tool wear (Experiment 1) and Fig. 6c is the image of tool end at maximum tool wear (experiment 4).

SEM images of tool end (a) before SPIF, (b) at low \( T_{w} \), (c) at high \( T_{w} \).
3 Statistical Analysis
The statistical analysis is carried out in Minitab 17.0.1 version with 95% confidence level. The minimum tool wear increased the life of tool. For the purpose, smaller is better approach is taken for the statistical analysis for finding the significance of input variables. The effect of individual input parameters for tool wear \( T_{w} \) is shown in Fig. 7.

Response of input variables on tool wear \( T_{w} \).
Figure 7 represents the slop of curve for individual input parameters. Higher slop of individual input parameter indicated more significance on output.
According to Fig. 7, the feed rate of tool, spindle speed and step depth are the controlling input parameters for the lowering the tool wear. Other input parameters are not shown their significance on output. The rank of input parameters is presented in Table 3. According to Table 3, the higher priority for low tool wear is feed rate of tool followed by spindle speed/RPM, step depth, thickness of metal, lubricant and wall angle respectively.
Table 3 indicated that the suitable combination of input parameters for low tool wear is as \( \Delta z \) = 0.7 mm, \( f \) = 20 mm/min, \( R \) = 500, \( T \) = 0.2 mm, \( \theta \) = 150, and \( L \) = MoS2 grease. The wall angle is found as neutral input parameter for the low tool wear. It means tool wear does not controlled by the wall angle during SPIF. Further, Analysis of variance (ANOVA) is carried out for finding the significance of input parameter for low tool wear (Table 4).
Table 4 shows that the significance of input parameter for low tool wears \( T_{w} \). The step depth \( \Delta z \) (P = 0.022), feed rate of tool \( f \) (P = 0.014) and spindle speed \( R \) (P = 0.015) are found as the significant input variables which directly affect the tool wear \( T_{w} \). The other input parameters viz thickness \( T \), wall angle \( \theta \) and lubricant \( L \) are not significant for tool wear.
4 Result and Discussion
The life of forming tool is main consideration for manufacturing industries. The precision of tool profile takes a vital role in SPIF. If the tool end worn out rapidly and needed to be replaced, it will be a costlier affair for manufacturing industries. The tool wear is measured through image analysis by using MATLAB version R2010a by means of histogram plots. The decrement in bar height (Fig. 5b) indicated as the wear of tool end. In this continuation, the significant input parameters i.e. \( \Delta z \), \( f \) and \( R \) is found as significant input parameters for low tool wear. The interactions of these input parameters are not discussed in the present study. These interactions may show the significance of metal thickness \( \varvec{ }T \), wall angle \( \theta \) and lubricant \( L \).
5 Conclusion
The forming tool in SPIF is important parameter in SPIF. The life of tool may be increased by controlling the input parameters. The present study is concentrated on the reduction of tool end wear and following points is found as,
-
The exact tool wear in SPIF can be measured through image analysis. The differences in bar height can easily by measure.
-
The suitable combination of input parameters for low tool wear is \( \Delta z = 0.7 mm \), \( f = 20\, mm/min \), \( R = 500 \), \( T = 0.2 \,mm \) and L = MoS2 grease.
-
Wall angle \( \theta \) is not significant for tool wear.
-
Statistically, it is observed that the tool wear is influenced by step depth \( \Delta z \left( {P = 0.022} \right) \), feed rate of tool \( f\left( {P = 0.014} \right) \) and spindle speed \( R \left( {P = 0.015} \right) \).
-
The main controlling parameter for low tool wear is feed rate of tool with respect to step depth and spindle speed.
-
The input parameters metal thickness \( T \), wall angle \( \theta \) and lubricant \( L \) are not significant for tool wear.
-
The tool wear may vary in SPIF of hard metals.
-
The other hardening such as isothermal hardening, nitriding etc. may improve the life of tool.
References
Pohlak, M., Majak, J., Kuttner, R.: Manufacturability and limitations in incremental sheet forming. Proc. Estonian acad. Sci. Engg 13(2), 129–139 (2007)
Oraon, M., Sharma, V.: Sheet metal micro forming: future research potentials. Int. J. Prod. Ind. Eng. 1, 31–35 (2010)
Dejardin, S., Gelin, J.C., Thibaud, S.: Experimental investigations and numerical analysis for improving knowledge of incremental sheet forming process for sheet metal parts. J. Mater. Process. Technol. 201(2), 363–369 (2010)
Oraon, M., Sharma, V., Kumar, S.: Effect of tool geometry in sheet metal Incremental forming. In: 27th National Convention of Production Engineers: National Seminar on Advancements in Manufacturing Vision-2020, pp. 1–6. Ranchi, India (2012)
Oraon, M., Sharma, V.: Effectiveness of tool profile in sheet metal incremental forming. In: 5th International Scientific and Expert Conference of the International TEAM Society, vol. 1, pp. 55–59. Presov, Slovakia (2013)
Kroplin, B., Luckey, E.: Metal forming process simulation in industry. In: International Conference and Workshop, pp. 28–30. Baden-Baden, Germany (1994)
Lee, J.K., Kinzel, G.L., Wagoner, R.: Numerical simulation of 3D sheet metal forming processes, verification of simulations with experiments. In: 3rd International Conference on NUMISHEET 96, pp. 128–135. The Ohio State University, Dearborn (1996)
Guo, Y.Q., Batoz, J.L., Naceur, H., Bouabdallah, S., Mercier, F., Barlet, O.: Recent developments on the analysis and optimum design of sheet metal forming parts using a simplified inverse approach. Comput. Struct. 78, 133–148 (2000)
Ham, M., Jeswiet, J.: Dimensional accuracy of single point incremental forming. Int. J. Mater. Form. 1(1), 1171–1174 (2008)
Hamilton, K., Jeswiet, J.: Single point incremental forming at high feed rates and rotational speeds: surface and structural consequences. CIRP Ann. Manuf. Technol. 59(1), 311–314 (2010)
Sarraji, W.K.H., Hussain, J., Ren, W.X.: Experimental investigations on forming time in negative incremental sheet metal forming process. Mater. Manuf. Process. 27(5), 499–506 (2012)
Kadhum, A., Zghair, H., Mohammed, Z.: Estimation the influence of tool geometry on the surface quality and tool wear. Iraqi J. Mech. Mater. Eng. 10(3), 417–430 (2010)
Radu, M.C., Cristea, I.: Processing metal sheets by SPIF and analysis of parts quality. Mater. Manuf. Process. 28, 287–293 (2013)
Podgornik, B., Leskovsek, V.: Wear mechanisms and surface engineering of forming tools. Mater. Technol. 49(3), 313–324 (2015)
Jarfors, A.E.W., Castagne, S.J., Danno, A., Zhang, X.: Tool wear and life span variations in cold forming operations and their implications in microforming. Technologies 5(3), 1–29 (2017)
Diabb, J., Rodriguez, C.A., Mamidi, N., Sandoval, J.A., Tijerina, J.T., Romero, O.M., Zuniga, A.E.: Study of lubrication and wear in single point incremental sheet forming (SPIF) process using vegetable oil nano lubricants. Wear 376-377, 777–785 (2017)
Lu, B., Fang, Y., Xu, D.K., Chen, J., Ou, H., Moser, N.H., Cao, J.: Mechanism investigation of friction-related effects in single point incremental forming using a developed oblique roller-ball tool. Int. J. Mach. Tools Manuf. 85, 14–29 (2014)
Grimm, T.J., Ragai, I., Roth, J.T.: A novel modification to the incremental forming process, part 2: validation of the multi-directional tooling method. Procedia Manuf. 10, 520–530 (2017)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Oraon, M., Sharma, V. (2019). Tool Wear Measurement in Single Point Incremental Forming. In: Hloch, S., Klichová, D., Krolczyk, G., Chattopadhyaya, S., Ruppenthalová, L. (eds) Advances in Manufacturing Engineering and Materials. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-319-99353-9_39
Download citation
DOI: https://doi.org/10.1007/978-3-319-99353-9_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-99352-2
Online ISBN: 978-3-319-99353-9
eBook Packages: EngineeringEngineering (R0)