
Abstract
Lightweight performance and the strength of clinched joints became the key to the development of rivet-reinforced joints. In the present study, the clinching joints of AA5052 aluminum alloy were reinforced by a solid rivet and tubular rivets with wall thicknesses of 1 mm, 1.5 mm and 2 mm, to evaluate the effect of the wall thickness on the performance of the rivet-reinforced joints. The rivet-reinforcing method using tubular rivets proved to be pronounced for increasing the energy absorption and improving the strength of the clinched joint. In the experiment, compared with the conventional mechanical clinched joint, the average shearing strength of the rivet-reinforced joint with the tubular rivet of 1.5 mm wall thickness was increased from 1608.13 to 3514.5 N, and the energy absorption of the rivet-reinforced joint with the tubular rivet of 1 mm wall thickness was increased from 0.699 to 3.894 J. In terms of lightweight evaluation performance, the rivet-reinforced joint with a 1 mm wall thickness tubular rivet offered excellent results in automobile light weighting compared with the other types of rivet-reinforced joints, and the lightweight evaluation values were \({R}_{1.0}=10.494\,\text{kN/g}\) and \({W}_{1.0}=2.159\,\text{J/g}\).
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
With the emergence of energy shortage and environmental pollution, energy conservation and emission reduction are imminent. In industrial manufacturing, lightweight construction strategy is one of the effective methods to solve the concerns of energy shortage [1, 2]. Lightweight sheet materials and advanced joining technologies are integral parts of lightweight structure manufacturing [3]. Before selecting the joined material sheets, a comprehensive assessment of appreciate joining technique and its relative advantages should be carried out [4, 5]. In recent years, lightweight materials and structures are approved among a wide range of industries, such as the aviation, aerospace, transport and automotive industries [6,7,8,9]. Therefore, advanced joining technologies also have been rapidly developed.
Lightweight sheet materials are extensively adopted for the automotive body manufacturing to reduce the body weight of cars and save fuel [10,11,12]. It is still a tough issue to weld aluminum alloy material by the resistance spot welding. In addition, because of the oxide film on joined surface and the different fusing points of the joined materials, it is still a knotty technical issue to join the steel sheet and the aluminum alloy sheet together [13,14,15]. There are several alternative joining technologies which can be employed for joining aluminum alloy material and other lightweight materials, such as friction stir welding, bolt joining, self-pierce riveting, adhesive joining and mechanical clinching [16,17,18,19]. Compared to other joining methods, the mechanical clinching technology has obvious superiorities include less preparation, no sparks, no smoke, no heat, environment friendly, and no damage on the joined surface of the aluminum alloy sheets, particularly the excellent mechanical properties and fatigue property [20]. As a result, the advantages of mechanical clinching method have significantly increased the application of clinching technology in mechanical components and structures recently [21].
The demand of metal connection in industrial production drives the study on mechanical clinching technology. Han et al. [22] presented the effectiveness of specimen configuration on the mechanical joining process of self-piercing riveted and produced the multilayer joint on aluminum alloy material sheets. The results indicated that the shear strength, energy absorption and the failure mechanism of multilayer joints were conspicuous affected by the specimen configuration. Lee et al. [23, 24] proposed a novel method of clinching tools design that can meet the practical required joint mechanical performance, which based on predicting the strength of the mechanical clinched joint of the analytical model. The H-type tensile-shearing test and top-hat impact test for mechanical clinched joint were performed to evaluate the tensile-shear strength and the feasibility of clinched joint for automotive component assembly, respectively. Lambiase [25,26,27] investigated the effect of clinching tools design on joining sheet materials during the clinching process with extensible dies. The experimental and numerical methods were used for examined the material flow during the clinching process.
In addition, numerical simulation methods have been used to simulate the mechanical clinching process. Mucha [28] clarified the mechanism of the clinching process theoretically based on the material flow analysis and stress distribution using the finite element analysis. In addition, the effect of die geometrical parameters on the realized mechanical joint interlock size and maximum forming force had been determined. The most important parameters also had been investigated, which were affecting the energy consumption and material flow in the joining process. He et al. [5, 21, 29] researched the clinching process with the extensible die by finite element method. The strength and energy absorption of the clinching-bonded hybrid joints and the extensible die clinched joints were also compared. Song et al. [30] comprehensively studied the mechanical properties and static failure behavior of steel-aluminum mechanical clinched joints under multiple test conditions by numerical and experimental study. Furthermore, the failure mode of clinched joint and its mechanical properties with the Gurson-tvergaard Needleman model were accurately predicted.
Mechanical clinching technology has derived many new technologies, such as reshaping method, renovating method and joining multiple-layer sheets technology. For the purpose of reducing the exterior protrusion height on the joined sheets and increasing the tensile-shearing strength of the reshaped joints, Chen et al. [31,32,33,34] investigated and compared two new reshaping technologies by compressing the exterior protrusion with/without a rivet. Lambiase et al. [35] used different reshaping tools and various reshaping forces to study the effect of two-steps clinching method for carbon fiber-reinforced polymer (CFRP) and joining aluminum. The morphology and geometry of the reshaped joints were analyzed to comprehend how the reshaping process affects the main quality criteria of the clinched joints and the damage produced on the CFRP sheet. Chen et al. [36,37,38] proposed and investigated a renovating process for the deformed and damaged joint. The energy absorption and shear strength of all the joints are increased after the renovating process. Abe et al. [39] investigated the influence of the die profile on metal flow process in an ultrahigh-strength steel sheet combination through the experiment method and the finite element simulation method. Furthermore, it also compared the static and fatigue strengths of welded joints with those of mechanical clinched joints. It was found that the mechanically clinched joints had superior fatigue strength than other welded joints. Chen et al. [14] investigated the flat clinching process for joining the three-layer sheets experimentally and analyzed the effectiveness of the aluminum alloy sheet configurations on the mechanical properties of the clinched joint.
However, the previous researches mainly focused either on lightweight structure design or increasing the strength of the clinched joints while ignoring the weight, and few scholars weighed the two aspects. The present study comprehensively focuses on both aspects mentioned above. The rivet-reinforced technology would improve the lightweight clinching process and that different wall thicknesses also introduce more or less weight to the final assembly. As there are few studies on the rivet-reinforcing process with a tubular rivet, the conventional mechanical clinched joint was compressed after the clinching process in this work. The solid rivets and tubular rivets with the 1 mm, 1.5 mm and 2 mm wall thickness were employed in the rivet-reinforcing process for increasing the joint strength of AA5052 aluminum alloy sheets. It has been proved that the height of joint protrusion was reduced obviously. After rivet-reinforcing process, the single-lap-shear test of the joints was also carried out. The static shearing strength, energy absorption and failure mode of the all the clinched joints and rivet-reinforced joints were investigated by experimental method. Finally, the lightweight performance of the tubular rivet was evaluated, and the type of tubular rivet which is the most conducive to lightweight was obtained. The rivet-reinforcing method using a tubular rivet can be used in the field which requires lower protrusion height, lightweight and higher strength.
2 Material and experimental procedure
2.1 Materials
Nowadays, because of the excellent advantages such as impact resistance, excellent formability, and high specific stiffness, AA5052 aluminum alloy has been extensively applied in the automotive manufacturing industry. Therefore, the mechanical clinching and rivet-reinforcing experiments were performed for the sheets made of AA5052 aluminum alloy with 2 mm nominal thickness in this study. All the AA5052 aluminum alloy specimens used in the present study were cut along the initial rolling direction from a unique sheet. The AA5052 aluminum alloy specimens used for the experiment were cut into rectangular strips with 80 × 25 mm (length × width), and its chemical composition, which is presented in Table 1, was retrieved by means of an X-ray fluorescence spectrometer.
The mechanical clinching and rivet-reinforcing experiments consisted of two phases: the first phase was performed using extensible dies for the conventional mechanical clinching process; then on the basis of the first phase, in order to maximize the mechanical interlock profile and limit the material flowing in radial as well as in axial direction of the joint, the rivet-reinforcing process with a tubular rivet or a solid rivet was performed. Four types of rivets are used in this paper, including tubular rivets with the wall thickness of 1.0 mm (tubular rivet-1.0), tubular rivets with the wall thickness of 1.5 mm (tubular rivet-1.5), tubular rivets with the wall thickness of 2.0 mm (tubular rivet-2.0) and solid rivets. Figure 1 shows the cross-sectional geometries of all the rivets used in rivet-reinforcing process. In order to insert the rivets in the pit which was generated by the punch, the rivets were made into cylindrical shape with the same diameter as the punch.

Cross-sectional geometries of all the rivets used in rivet-reinforcing process: a tubular rivet-1.0, b tubular rivet-1.5, c tubular rivet-2.0 and d solid rivet. (The unmarked dimensions in the schematics are expressed in millimeters)
The material of the tubular rivets was the AA6111 aluminum alloy. The basic mechanical properties of AA5052 aluminum alloy specimens were measured and recorded on MTS 322 physical property testing system. According to the results, the Poisson's ratio of the AA5052 material is 0.33, the tensile strength and yield strength are 235.2 and 189.7 MPa, respectively, and the elastic modulus is 62.7 GPa. The AA5052 aluminum alloy specimen has excellent formability, and its elongation is 18%, which is an essential condition for the mechanical clinching. In order to better compare the mechanical properties of the joined sheet and rivet materials, the both stress–strain curves of AA5052 and AA6111 materials are shown in Fig. 2.

Stress–strain curves of AA5052 and AA6111 materials
To facilitate the description of the rivet-reinforced joints with solid rivet and tubular rivets with different wall thicknesses, CR, RS, RT-1.0, RT-1.5 and RT-2.0 are used to describe the various types of joints. All terminologies which used in this paper are presented in Table 2.
2.2 Forming mechanism of mechanical joining process
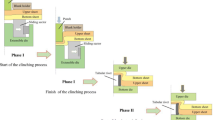
The rivet-reinforcing process is an improvement of mechanical clinching. It includes two steps, conventional mechanical clinching and upsetting with a rivet. The schematic of the rivet-reinforcing process is shown in Fig. 3

The schematic of the rivet-reinforcing process: a start of clinching process b finish of clinching process c start of rivet-reinforcing process d finish of rivet-reinforcing process
In the first phase, the Sust CMT-5105GJ testing machine was employed to perform the mechanical clinching process. The clinching system is presented in Fig. 4 and consisted of three sliding sectors, a blank holder, a fixed die, a rubber ring and a punch with a diameter of 5.5 mm. The punch with a precisely controlled velocity of 2 mm/min moved downward compress the sheet against the fixed die. The function of the rubber ring was to return the sliding sectors to the initial position at the end of the clinching process. The sliding sectors were used to make the material flow well-distributed along the radial direction, while the fixed die limited the material flow in the axial direction and determined the protrusion height. When the forming force reached to 30 kN, the testing machine was stop pressing downward and returned to the initial position with a reset speed. Then, the AA5052 sheets were joined together with a mechanical interlock in the joining point. The average bottom thickness of the clinched joints is 1.3 mm. It was requisite that the joined sheets do not fracture, which was an important condition for evaluating the joinability of the joint [40]. The strength of the extensible die clinched joint determined by the mechanical interlock profile, especially by the neck thickness and the magnitude of the produced mechanical interlock [5].

The punch and extensible dies
In order to reduce the exterior protrusion height and improve the mechanical properties of the joints, a rivet-reinforcing process with reinforcing rivets is implemented after the mechanical clinching process. The rivet-reinforcing process is used to increase the energy absorption and tensile-shear strength of the joint. The rivet-reinforcing tools and the customized rivets are shown in Fig. 5. A pair of flat dies was applied for the top and bottom dies in the rivet-reinforcing process. Firstly, the rivet-reinforcing joint on AA5052 aluminum alloy sheets was placed on the bottom die. The reinforcing rivet was embedded in the pit of the clinched joint, which was placed on the bottom flat die. The exterior protrusion was placed toward the top die. Then, the top die moved downward with a speed of 2 mm/min to compress the exterior protrusion and the stop command on the top die set a maximum load of 35 kN. As the top die moved down, the exterior protrusion of the rivet-reinforced joint was depressed to a specified height. In the rivet-reinforcing process, the reduction height of the exterior protrusion reinforced with the dissimilar wall thickness tubular rivets was slightly different. When the forming force reached the preset peak load, the top die stopped moving downward and returned to the initial position at a preset speed.

Rivet-reinforcing tools and rivets: a rivet-reinforcing tools, b solid rivet and c tubular rivet
After the rivet-reinforcing process, the rivet-reinforced joint was not damaged. By producing the rivet-reinforced joint, the joined AA5052 aluminum alloy sheets were more reliably connected together by the mechanical interlock structure. Similar to the metal forming process, the rivet-reinforcing process is also a mechanical joining process, which has the advantage of no chemical reaction or thermal reaction [41].
3 Results and discussion
3.1 Geometrical parameter
The geometrical parameters of the rivet-reinforced joint have a significant effect on the loading conditions and mechanical properties of the joint. In the mechanical clinching process, a mechanical interlock is produced by the material flow of the two sheets. The upper sheet became thinner significantly near the punch corner radius during the clinching process. The deformation of the AA5052 sheets occurred chiefly in the cavity volume surrounded by the sliding sectors. After the rivet-reinforcing process, the rivet-reinforced joint has a lower exterior protrusion compared with the mechanical clinched joint. The comparison of the different types of rivet-reinforced joints is presented in Fig. 6.

Comparison of the rivet-reinforced joints with different rivets
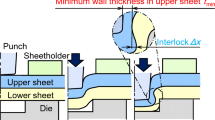
The failure mode of the rivet-reinforced joint is determined by the relationship between the interlock value (\({t}_{\mathrm{u}}\)) and neck thickness (\({t}_{\mathrm{n}}\)). Thus, the geometrical parameters especially the interlock value and the neck thickness of the mechanical interlock have a significant effect on the quality of the rivet-reinforced joint. The positions of neck thickness and interlock are shown in Fig. 7.

The cross section of the clinched joint
As presented in Fig. 8, in order to facilitate the comparison of dissimilar mechanical interlock parameters of the joints, the rivet-reinforced joints with different types of rivets are compared side-by-side with the conventional mechanical clinched joints, respectively. According to the photograph of the cross section, the main geometrical shape and profile of the rivet-reinforced joints can be measured. The interlock value (\({t}_{\rm u}\)) and neck thickness (\({t}_{\rm n}\)) of different rivet-reinforced joints are compared in Fig. 8.

The cross section comparison of the different types of rivet-reinforced joint
As can be seen in Fig. 8, the RT-1.0, RT-1.5, RT-2.0 and RS joints have a perfect appearance of exterior protrusion on sheet surface and a prominent mechanical interlock profile compared with the CR joints. The rivet-reinforced joints have lower exterior protrusion height, which is conducive to improving the flatness and esthetics of the joint appearance.
As shown in Fig. 9, the interlock value of all different rivet-reinforced joints is higher than their neck thickness, which generates the neck fracture mode in the failure process. The neck thickness of RT-1.5 joint is the largest, which the value is \({t}_{\rm n}=0.43 mm\). However, the neck thickness of RT-1.0 and RT-2.0 is the smallest in the same value (\({t}_{\rm n}=0.32 mm\)) among the dissimilar rivet-reinforced joints. The tubular rivet of wall thickness has a significant effect on the interlock value and the neck thickness of the rivet-reinforced joint.

The measured valve of neck thickness \({t}_{\rm n}\) and interlock \({t}_{\rm u}\)
3.2 Mechanical properties
The mechanical performance of the rivet-reinforced joints was always evaluated by the single-lap-shear strength test. In order to show the effect of the tubular rivets with different wall thickness on the joint strength, in this study, the solid rivets and the tubular rivets with 1 mm, 1.5 mm, 2 mm wall thickness were employed in the mechanical rivet-reinforcing process for enhancing the joints of AA5052 aluminum alloy sheets. The single-lap-shear strength tests were implemented on Sust CMT-5105GJ testing machine with a full-scale load of 100 kN. The load force, displacement and punch velocity driven by the testing machine can be controlled precisely by the computer command. The load–displacement curve and maximum loading force can be monitored and recorded by the testing system, and the maximum load recorded in the single-lap-shear strength test was regarded as the shearing strength of the rivet-reinforced joints. During the lap-shear strength test process, the upper sheet was pulled upwards with the preload force of 100 N, while the lower sheet was fixed. The single-lap-shear strength test was set to a constant speed of 2 mm/min. The specimen used for single-lap-shear strength test is shown in Fig. 10.

Specimens used for single-lap-shear strength test
The shearing strength is used as a vital evaluation criterion in the automotive body manufacturing industry. In order to ensure the accuracy of the experimental results, three sets of single-lap-shear strength tests were carried out to get the accurate average strength for each configuration of the rivet-reinforced joint. As can be seen in Fig. 11, the shearing strength of rivet-reinforced joint is observed significantly higher than that of the CR joints. Compared with CR joint, the average shearing strength of RT-1.0, RT-1.5, RT-2.0 and RS joints is increased by 96.58%, 118.55%, 100.10% and 107.63%, respectively, which fully means that the shearing strength of the joint between two sheets can be improved by the rivet-reinforcing method. The average rivet-reinforced joint strength with the tubular rivet of 1.5 mm wall thickness is 3514.5 N, which has the highest shearing strength among the RT-1.0, RT-2.0 and RS joints in the single-lap-shear strength test. This is because the embedded rivets improve the stiffness of the rivet-reinforced joints and change the geometric parameters of mechanical interlock structure at the same time, so as to improve the strength of the clinched joint. The rivet-reinforced joint with the tubular rivet with 1.5 mm wall thickness can produce a larger neck thickness than other types of rivet-reinforced joints. In other words, under the same rivet-reinforcing process conditions, the joint with a larger neck thickness can get a larger shearing strength.

The shearing strength of dissimilar rivet-reinforced joints
The typical shearing load–displacement curves of the mechanical clinched joints and dissimilar rivet -reinforced joints in this study are presented in Fig. 12. For all the joints measured in the single-lap-shear test, the load–displacement curves have the analogous development trend. In comparison with CR joint, the shearing load–displacement curves of RT-1.0, RT-1.5, RT-2.0 and RS joints undergo longer displacement and greater shearing load. It seems obvious that the rivet-reinforced joints would withstand higher shearing loads due to the need of shearing the additional material of the rivet. The RT-1.5 joint can withstand the greatest shearing load before the failure occurred, while RS joint has the longest displacement. Therefore, it shows that the rivet-reinforcing process with a rivet can significantly enhance the shearing strength and increase displacement compared with the CR joint.

The shearing load–displacement curves of different joints
From the load–displacement curves in Fig. 12, it can be seen that the loading force of CR joint rises rapidly to the peak and then drops abruptly, so that the displacement in the failure process is the least. Because the shearing strength of CR joint is relatively low and the displacement is the least, its energy absorption is also the lowest. For the failure processes of the RT-1.0, RT-1.5, RT-2.0 and RS joints, the shearing load rises to the peak for a relatively long displacement, then the shearing load also drops sharply, but after that, it appears a period of slope reduction stage, and finally drops to the value zero. It is attributed to that the rivet increases the shearing strength of the rivet-reinforced joint during the failure process. The reason for the decrease of force slope is that the rivet is pulled off from pit of the rivet-reinforced joint after the process of neck fracture.
Energy absorption (EA) and lap-joint strength in the failure process are two vital evaluation criterions in structural analysis of clinched joints and rivet-reinforced joints. In the vehicle collision, the high energy absorption capacity is conducive to improving the safety performance of the car. The area between the x-coordinate and the load–displacement curve was gauged, which showed the energy absorptions of the clinched joints and the rivet-reinforced joints in the process of failure. The energy absorptions of the clinched joints and rivet-reinforced joints with dissimilar types of rivets in the present study are presented in Fig. 13.

Energy absorption of dissimilar joints in single-lap-shear test
As can be seen in Fig. 13, in the failure process of the rivet-reinforced joints, the RT-1.0 joint has the highest energy absorption in single-lap-shear test, which energy absorption value E is 3.894 J. And the RT-2.0 joint has the lowest energy absorption (E \(=3.586 J\)). As can be noted, almost identical values of energy absorption arise regardless of the tubular rivets with dissimilar wall thickness. Compared with the mechanical clinched joints, the energy absorption capacity of rivet-reinforced joints with the tubular rivet and the solid rivet is significantly stronger. The average energy absorption of the RT-1.0, RT-1.5, RT-2.0 and RS joints is separately increased by 457.37%, 419.24%, 413.27% and 425.76% compared with the CR joints.
Button separation mode, neck fracture mode and hybrid failure mode are the three representative failure modes for the rivet-reinforced joints in the single-lap-shear strength test [23, 37, 42]. When the strength of interlock is higher than neck strength, the thinnest region of upper sheet neck tears progressively under the axial loading before the interlock structure, namely small neck thickness causes the neck to break. Under a shear force acting on the upper sheet, the loading force on the thinnest neck of the upper sheet would be progressively increased. In the end, when the neck becomes thinner, a ring fracture is produced when the shear loading force reaches the strength of the thinnest neck [6].
On the contrary, if the interlock strength is lower than neck strength, the button separation mode occurs which resulted by small interlock between two sheets. The interlock structure loses the efficiency first under the axial or radial loading force before the upper sheet neck failed. In the failure of button separation mode, the upper and lower sheets are complete separated, which differs from the neck fracture mode. This is because the mechanical clinched joint has an insufficient interlock material and its interlock strength is lower than the tensile-shear loading force.
When the interlock strength approximately equals to the neck strength, the hybrid failure mode appears. However, in previous studies, there are few reports on the experimental results of the hybrid failure mode. The hybrid failure mode is consisted of the hybrid button separation mode and the hybrid neck fracture mode. If the interlock strength is slightly greater than the strength of the clinched neck, the joint failure mode is similar to the neck failure mode partly, it was termed hybrid neck fracture mode. On the contrary, the failure mode is partly similar to the button separation mode in the failure process [6]. In this study, neck fracture mode was observed during all the single-lap-shear strength tests. Figure 14 shows the failure modes of the four different types of rivet-reinforced joints. As depicted in Fig. 14, all the rivet-reinforced joints are broken at the neck position of the mechanical interlock, and the rivets are separated from the lower sheet with the upper sheet.

Failure modes of different joints
3.3 Lightweight evaluation of increased performance
In the above-mentioned reinforcing method, the increase in the joining strength of sheets is at the cost of increasing the weight of the rivet, which is not conducive to the lightweight concept in the automobile manufacturing process. In order to balance the contradiction between vehicle lightweight and the joining strength performance, a lightweight strength evaluation of increased strength performance criterion was proposed in this work, which can be described as \({R}_{\rm i}=\frac{{T}_{\rm RT }-{T}_{\rm CR }}{{M}_{\rm rivet}}\),\({W}_{\rm i}=\frac{{E}_{\rm RT }-{E}_{\rm CR }}{{M}_{\rm rivet}}\). \({T}_{\rm CR}\) and \({T}_{\rm RT}\) are the clinched joints strength and rivet-reinforced joints strength, respectively. \({M}_{\rm rivet}\) indicates the weight of the solid rivet and tubular rivet in this study. \({E}_{\rm CR}\) and \({E}_{\rm RT}\) are the energy absorption of the clinched joints and rivet-reinforced joints produced with a rivet, and \(i\) represents the wall thickness of the tubular rivets.
Figure 15 depicts the lightweight evaluation values of different rivet-reinforced joints in the single-lap-shear strength test. In terms of strength performance, as the tubular rivet of wall thickness increases, the strength performance value decreases instead in the failure process. The RT-1.0 joint has the most excellent strength performance, which lightweight evaluation value is \({R}_{1.0}=10.494\,\text{kN/g}\). And the RS joint has the worst strength performance, which the lightweight evaluation value is \({R}_{\rm solid }=6.458\,\text{kN/g}\). As can be seen, similar to the trend of strength performance as mentioned above, the RT-1.0 joint has the most outstanding energy absorption performance in the aspect of energy absorption performance, which lightweight evaluation is \({W}_{1.0}=2.159\,\text{J/g}\). The RS joint has the worst energy absorption performance, which lightweight evaluation value is \({W}_{\rm solid }=1.110\,\text{J/g}\).

The lightweight evaluation values of different rivet-reinforced joints
It can be observed from the results that the RT-1.0 joint has the best performance in lightweight strength evaluation no matter in strength performance or energy absorption performance, however, the RT-1.5 joint has excellent loadbearing capacity. To sum up, considering the both factors of vehicle lightweight and the joint strength performance, the tubular rivet with 1.0 mm wall thickness is the best choice for automobile lightweight.
4 Conclusions
A mechanical rivet-reinforcing process for joining the AA5052 sheets with different tubular rivets of wall thickness and solid rivets was investigated in the present study. Main geometrical parameters, energy absorption and failure mode of rivet-reinforced joints were investigated by experimental methods. The shearing strength of the clinched joints increased with the introduction of rivets and the rivet-reinforcing technology. The main conclusions of this paper can be summarized as follows:
-
1.
Compared with the conventional mechanical clinched joints, the average shearing strength of rivet-reinforced joints with the tubular rivets of 1.0 mm, 1.5 mm, 2.0 mm wall thickness and solid rivets are separately increased by 96.58%, 118.55%, 100.10% and 107.63%. The main failure mode of all the rivet-reinforced joints in the single-lap-shear strength test is neck fracture mode.
-
2.
The average energy absorption of the rivet-reinforced joints with the tubular rivets of 1.0 mm, 1.5 mm, 2.0 mm wall thickness and the solid rivets are respectively increased by 457.37%, 419.24%, 413.27% and 425.76% compared with the conventional mechanical clinched joints.
-
3.
In terms of the rivet-reinforced joint maximum load and energy absorption, the rivet-reinforced joints with rivets have stronger energy absorption capability than the mechanical clinched joints in the single-lap-shear failure process. Compared with other rivet-reinforced joints, the rivet-reinforced joint with a tubular rivet of 1.5 mm wall thickness has excellent loadbearing capacity (\(F=3514.5 N\)). On the other hand, the rivet-reinforced joint with a tubular rivet of 1 mm wall thickness has stronger energy absorption capability than other types of rivet-reinforced joints (E \(=3.894 J\)).
-
4.
As for joining the AA5052 sheets with rivet-reinforcing technology, the tubular rivet with 1 mm wall thickness is the most conductive to the automobile light weighting compared with other types of the rivets, and its lightweight evaluation values are \({R}_{1.0}=10.494\,\text{kN/g}\) and \({W}_{1.0}=2.159\,\text{J/g}\). On the other hand, the solid rivet has the worst lightweight effect, which the lightweight evaluation values are \({R}_{\rm solid }=6.458\,\text{kN/g}\) and \({W}_{\rm solid }=1.110\,\text{J/g}\), respectively.
References
Chen C, Zhao S, Han X, Wang Y, Zhao X (2017) Investigation of flat clinching process combined with material forming technology for aluminum alloy. Materials 10(12):1433. https://doi.org/10.3390/ma10121433
Shi C, Yi RX, Chen C, Peng H, Ran XK, Zhao SD (2020) Forming mechanism of the repairing process on clinched joint. J Manuf Process 50:329–335. https://doi.org/10.1016/j.jmapro.2019.12.025
Chen C, Li YX, Zhai ZY, Zhao SD, Zhang P, Huang MH, Li YB (2019) Comparative investigation of three different reforming processes for clinched joint to increase joining strength. J Manuf Process 45:83–91. https://doi.org/10.1016/j.jmapro.2019.06.009
He X (2017) Clinching for sheet materials. Sci Technol Adv Mater 18(1):381–405. https://doi.org/10.1080/14686996.2017.1320930
He X, Liu F, Xing B, Yang H, Wang Y, Gu F, Ball A (2014) Numerical and experimental investigations of extensible die clinching. Int J Adv Manuf Technol 74(9–12):1229–1236. https://doi.org/10.1007/s00170-014-6078-y
Lei L, He XC, Yu TX, Xing BY (2019) Failure modes of mechanical clinching in metal sheet materials. Thin Wall Struct 144:106281. https://doi.org/10.1016/j.tws.2019.106281
Lambiase F (2015) Joinability of different thermoplastic polymers with aluminium AA6082 sheets by mechanical clinching. Int J Adv Manuf Technol 80(9–12):1995–2006. https://doi.org/10.1007/s00170-015-7192-1
Eshtayeh MM, Hrairi M (2016) Recent and future development of the application of finite element analysis in clinching process. Int J Adv Manuf Technol 84(9–12):2589–2608. https://doi.org/10.1007/s00170-015-7781-z
Chen C, Zhang H, Ren X, Wu J (2021) Investigation of flat-clinching process using various thicknesses aluminum alloy sheets. Int J Adv Manuf Technol 114(7):2075–2084. https://doi.org/10.1007/s00170-021-06981-z
Chen C, Han X, Zhao S, Xu F, Zhao X, Ishida T (2017) Influence of sheet thickness on mechanical clinch–compress joining technology. Proc Inst Mech Eng Part E J Process Mech Eng 232(6):662–673. https://doi.org/10.1177/0954408917735717
Chen C, Zhao SD, Han XL, Cui MC, Fan SQ (2016) Optimization of a reshaping rivet to reduce the protrusion height and increase the strength of clinched joints. J Mater Process Technol 234:1–9. https://doi.org/10.1016/j.jmatprotec.2016.03.006
Chen C, Zhao SD, Cui MC, Han XL, Fan SQ (2016) Mechanical properties of the two-steps clinched joint with a clinch-rivet. J Mater Process Technol 237:361–370. https://doi.org/10.1016/j.jmatprotec.2016.06.024
Chen C, Han XL, Zhao SD, Xu F, Zhao XZ, Ishida T (2017) Comparative study on two compressing methods of clinched joints with dissimilar aluminum alloy sheets. Int J Adv Manuf Technol 93(5–8):1929–1937. https://doi.org/10.1007/s00170-017-0650-1
Chen C, Zhang HY, Xu YQ, Wu JL (2020) Investigation of the flat-clinching process for joining three-layer sheets on thin-walled structures. Thin Wall Struct. https://doi.org/10.1016/j.tws.2020.107034
Borsellino C, Di Bella G, Ruisi V (2007) Study of new joining technique: flat clinching. In: Key engineering materials. Trans Tech Publ, pp 685–692
Mucha J, Kascak L, Spisak E (2013) The experimental analysis of forming and strength of clinch riveting sheet metal joint made of different materials. Adv Mech Eng. https://doi.org/10.1155/2013/848973
Lambiase F, Di Ilio A (2015) Mechanical clinching of metal–polymer joints. J Mater Process Technol 215:12–19. https://doi.org/10.1016/j.jmatprotec.2014.08.006
Mucha J, Witkowski W (2013) The experimental analysis of the double joint type change effect on the joint destruction process in uniaxial shearing test. Thin Wall Struct 66:39–49. https://doi.org/10.1016/j.tws.2013.01.018
Peng H, Chen C, Zhang HY, Ran XK (2020) Recent development of improved clinching process. Int J Adv Manuf Technol 110(11–12):3169–3199. https://doi.org/10.1007/s00170-020-05978-4
Chen C, Zhao SD, Cui MC, Han XL, Fan SQ, Ishida T (2016) An experimental study on the compressing process for joining Al6061 sheets. Thin Wall Struct 108:56–63. https://doi.org/10.1016/j.tws.2016.08.007
He XC, Zhao L, Yang HY, Xing BY, Wang YQ, Deng CJ, Gu FS, Ball A (2014) Investigations of strength and energy absorption of clinched joints. Comp Mater Sci 94:58–65. https://doi.org/10.1016/j.commatsci.2014.01.056
Han L, Chrysanthou A, Young KW (2007) Mechanical behaviour of self-piercing riveted multi-layer joints under different specimen configurations. Mater Design 28(7):2024–2033. https://doi.org/10.1016/j.matdes.2006.06.015
Lee CJ, Kim JY, Lee SK, Ko DC, Kim BM (2010) Design of mechanical clinching tools for joining of aluminium alloy sheets. Mater Des 31(4):1854–1861. https://doi.org/10.1016/j.matdes.2009.10.064
Lee CJ, Kim JY, Lee SK, Ko DC, Kim BM (2010) Parametric study on mechanical clinching process for joining aluminum alloy and high-strength steel sheets. J Mech Sci Technol 24(1):123–126. https://doi.org/10.1007/s12206-009-1118-5
Lambiase F (2012) Influence of process parameters in mechanical clinching with extensible dies. Int J Adv Manuf Technol 66(9–12):2123–2131. https://doi.org/10.1007/s00170-012-4486-4
Lambiase F, Di Ilio A (2012) Finite element analysis of material flow in mechanical clinching with extensible dies. J Mater Eng Perform 22(6):1629–1636. https://doi.org/10.1007/s11665-012-0451-5
Lambiase F, Di Ilio A, Paoletti A (2015) Joining aluminium alloys with reduced ductility by mechanical clinching. Int J Adv Manuf Technol 77(5–8):1295–1304. https://doi.org/10.1007/s00170-014-6556-2
Mucha J (2011) The analysis of lock forming mechanism in the clinching joint. Mater Des 32(10):4943–4954. https://doi.org/10.1016/j.matdes.2011.05.045
He XC, Zhang Y, Xing BY, Gu FS, Ball A (2015) Mechanical properties of extensible die clinched joints in titanium sheet materials. Mater Des 71:26–35. https://doi.org/10.1016/j.matdes.2015.01.005
Song Y, Yang L, Zhu G, Hua L, Liu R (2019) Numerical and experimental study on failure behavior of steel-aluminium mechanical clinched joints under multiple test conditions. Int J Lightweight Mater Manuf 2(1):72–79. https://doi.org/10.1016/j.ijlmm.2018.12.005
Chen C, Zhao S, Cui M, Han X, Ben N (2016) Numerical and experimental investigations of the reshaped joints with and without a rivet. Int J Adv Manuf Technol 88(5–8):2039–2051. https://doi.org/10.1007/s00170-016-8889-5
Chen C, Zhao SD, Han XL, Cui MC, Zhao XZ, Ishida T (2017) Experimental investigation of the mechanical reshaping process for joining aluminum alloy sheets with different thicknesses. J Manuf Process 26:105–112. https://doi.org/10.1016/j.jmapro.2017.01.015
Chen C, Fan SQ, Han XL, Zhao SD, Cui MC, Ishida T (2017) Experimental study on the height-reduced joints to increase the cross-tensile strength. Int J Adv Manuf Technol 91(5–8):2655–2662. https://doi.org/10.1007/s00170-016-9939-8
Chen C, Zhao SD, Cui MC, Han XL, Zhao XZ, Ishida T (2017) Effects of geometrical parameters on the strength and energy absorption of the height-reduced joint. Int J Adv Manuf Technol 90(9–12):3533–3541. https://doi.org/10.1007/s00170-016-9619-8
Lambiase F, Ko DC (2017) Two-steps clinching of aluminum and carbon fiber reinforced polymer sheets. Compos Struct 164:180–188. https://doi.org/10.1016/j.compstruct.2016.12.072
Chen C, Li YX, Zhang HY, Li YB, Pan Q, Han XL (2020) Investigation of a renovating process for failure clinched joint to join thin-walled structures. Thin Wall Struct. https://doi.org/10.1016/j.tws.2020.106686
Chen C, Zhang HY, Peng H, Ran XK, Pan Q (2020) Investigation of the restored joint for aluminum alloy. Metals 10(1):1–13. https://doi.org/10.3390/met10010097
Chen C, Ran XK, Pan Q, Zhang HY, Yi RX, Han XL (2020) Research on the mechanical properties of repaired clinched joints with different forces. Thin Wall Struct. https://doi.org/10.1016/j.tws.2020.106752
Abe Y, Saito T, Mori KI, Kato T (2018) Mechanical clinching with dies for control of metal flow of ultra-high-strength steel and high-strength steel sheets. Proc Inst Mech Eng Part B J Eng Manuf 232(4):644–649. https://doi.org/10.1177/0954405416683429
Abe Y, Kishimoto M, Kato T, Mori K (2009) Joining of hot-dip coated steel sheets by mechanical clinching. Int J Mater Form 2(S1):291–294. https://doi.org/10.1007/s12289-009-0446-4
Eshtayeh M, Hrairi M (2016) Multi objective optimization of clinching joints quality using Grey-based Taguchi method. Int J Adv Manuf Technol 87(1–4):233–249. https://doi.org/10.1007/s00170-016-8471-1
Lambiase F, Di Ilio A (2014) An experimental study on clinched joints realized with different dies. Thin Wall Struct 85:71–80. https://doi.org/10.1016/j.tws.2014.08.004
Funding
This research work is supported by the National Natural Science Foundation of China (Grant No. 51805416), Young Elite Scientists Sponsorship Program by CAST, Natural Science Foundation of Hunan Province (Grant No. 2020JJ5716), Natural Science Basic Research Plan in Shanxi Province of China (Grant No. 2019JQ-372), the Project of State Key Laboratory of High Performance Complex Manufacturing, Central South University (Grant No. ZZYJKT2019-01), and Huxiang High-Level Talent Gathering Project of HUNAN Province (Grant No. 2019RS1002).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Technical Editor: Monica Carvalho.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ren, X., Chen, C., Ran, X. et al. Investigation on lightweight performance of tubular rivet-reinforced joints for joining AA5052 sheets. J Braz. Soc. Mech. Sci. Eng. 43, 333 (2021). https://doi.org/10.1007/s40430-021-03053-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-021-03053-x