
Abstract
The current study is conducted to analyze the influence of thickness configurations on the mechanical properties of the flat-clinching joint. Al1060-H12 sheets with four-type thickness configurations were employed in flat-clinching process. Pull-out and single-lap shear tests were implemented to obtain the static strengths and absorbed energies of the clinching joints. Their main geometrical parameters and failure modes were also discussed and studied. The clinching joint with a thick top sheet achieves smaller undercut and greater neck thickness than the joint using a thick bottom sheet. Compared with the clinching joint using a thick bottom sheet, the joint with a thick top sheet has larger absorbed energy and static strength in single-lap shear tests. In pull-out tests, absorbed energy and static strength of the joint using a thick bottom sheet are larger than the joint with a thick top sheet. Flat-clinching process can reliably join Al1060-H12 sheets with different thickness configurations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With automotive and aerospace industries developing, considerable attention has been paid to lightweight materials. Aluminum alloy has become one of the most commonly applied lightweight materials because of good forming properties [1]. Nevertheless, it is very hard to join aluminum alloy components by utilizing traditional spot welding due to the low melting point, high thermal conductivity, and natural surface oxide layer, etc. [2,3,4,5]. Some advanced processes have been developed successfully to join lightweight materials like aluminum alloys. Mechanical clinching, an advanced joining process, has attracted increasing interest in recent years because it has many benefits, e.g., high economic viability, absence of cleaning requirements and temperature influences, as well as non-pollution [6,7,8,9]. Mechanical clinching process has more superiorities in the joining of dissimilar or coated lightweight metal sheets [10,11,12,13] compared with traditional spot welding. Special tools are employed to join two or more sheets together by local plastic deformation during this process. Mechanical clinching has been extensively employed in the manufacturing of thin-walled structures, specifically in automotive structures.
However, one disadvantage of conventional clinching process is that an exterior protrusion as shown in Fig. 1 is formed on the die-sided sheet. The high protrusion can restrict the employment of the conventional clinching process in functional and visible surfaces. Much work has been done to reduce the protrusion height of the conventional clinching joint.

Conventional clinching process
Reshaping clinching joint is one way of decreasing the protrusion height. In this respect, two customized tools were used by Wen et al. [14] to squeeze the clinching joint to 60% of the original clinching joint height. Although the tensile and shear strengths of the joint after reshaping are slightly improved, the customized tools are very difficult to produce because of complex geometry. Chen et al. [15] employed two flat tools with simple shape instead of the customized tools. The research showed a promising result that the shear strength of the clinching joint is greatly improved. Reshaping process using a rivet can significantly increase joint strength compared with reshaping process without a rivet [16]. However, the weight and cost of the reshaped joint are increased due to the additional rivet. Bumped and flat dies can also be employed in reshaping process to reshape clinched Al5052 sheets [17], carbon fiber reinforced polymer (CFRP) and AA6024 sheets [18], as well as AA6082 sheets [19]. All the above reshaping processes lead to increased production time because of the additional steps using various tools.
Another way to decrease the protrusion height is to employ a flat anvil instead of extensible dies or a fixed die in mechanical clinching process, which is called die-less clinching process [20,21,22]. If a blank holder force is insufficient, the protrusion will still appear on the die-sided sheet. However, as the blank holder force is enhanced, the height of the protrusion gradually decreases, and even the occurrence of protrusion on the bottom sheet is completely avoided. Such a joining that does not develop the protrusion on the die-sided sheet is called flat-clinching [7]. Flat-clinching process not only improves the aesthetics of the joined parts but also addresses die alignment problems and decreases the joining time [22, 23].
Many factors, such as process parameters, toolset, and workpieces, influence the forming of the flat-clinching joint, and also interact with each other [24]. Neugebauer et al. [20] pointed out some important influence factors of flat-clinching, but did not explore in depth. Gerstmann and Awiszus [25] carried out a systematic numerical analysis to quantify the influencing factors by means of FEM. The optimization of the clinched tools can improve the interlocking of flat-clinching and the planarity of the anvil-sided surface. Han et al. [26] conducted experiments and numerical studies through orthogonal experimental design to determine the best geometric parameters of the clinched tools. The results showed that the blank holder radius and punch corner radius have a significant influence on the flat-clinching joint compared with other geometric parameters of the clinched tools. Chen et al. [27], using a series of forming forces, studied many aspects of the flat-clinching joint including shearing strength, tensile strength, material flow, main geometrical parameters, and failure mode. The flat-clinching joint obtained with a forming force of 90 kN exhibits the highest static strength.
The thickness configuration has a considerable effect on the joining strength in conventional clinching process. Varis [28, 29] carried out comparative studies, using square and round punches, for high-strength sheet metals with different thicknesses. The greatest potential for a round joint shape occurs when the thicker material is located on the punch side. Mucha et al. [30] analyzed the influences of the die, sheet type, and thickness configuration on the joint strength. The clinching joints with various thickness configurations have different failure modes. The clinching joint using a thin top sheet could achieve a smaller neck thickness compared with the joint using a thick top sheet in the conventional and reshaping processes [17, 31]. Therefore, the arrangement of sheet thickness can directly affect the load-carrying ability of the final joint. Besides, the sheets with various thicknesses are frequently employed to construct automobile bodies. Therefore, flat-clinching process using various thickness aluminum alloy sheets should also be investigated.
In this paper, the effect of sheet thickness configuration on flat-clinching process was investigated through an experimental method. Al1060-H12 sheets with 2.0-, 2.5-, and 1.5-mm thicknesses were employed to carry out experiments. The main geometrical parameters affecting the mechanical characteristics of the clinching joint, such as bottom thickness, neck thickness, and undercut, were measured. Single-lap shear and pull-out tests were also implemented to analyze the influence of thickness configuration on the mechanical properties of the clinching joint. The failure modes of clinching joints were also discussed and studied. Flat-clinching process can reliably join Al1060-H12 sheets with different thickness configurations.
2 Materials and methods
2.1 Material characterization and sample configuration
Al1060-H12 sheets with 2.0-, 2.5-, and 1.5-mm thicknesses were prepared for producing the joint samples in flat-clinching process. All sheets in the tests were cut into 80 × 25 mm (length × width) rectangular strips. For each thickness of Al1060-H12 sheets, three uniaxial tensile tests were performed to obtain average mechanical properties. They showed similar mechanical properties. Therefore, their mechanical properties were averaged to obtain the final mechanical properties. The final mechanical properties are shown in Table 1. Al1060-H12 sheets had excellent ductility, which was a precondition to develop the flat-clinching joint.
2.2 Joining process mechanism
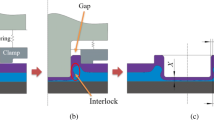
Flat-clinching, using a set of tools, is a joining process by localized severe plastic deformation of sheets. Mechanical properties of the clinching joint predominantly depend on the degree of plastic deformation to produce geometric interlock, and the lower surface of the bottom sheet remains flat. Flat-clinching process described by four stages is depicted in Fig. 2: (a) primary stage, (b) drawing stage, (c) stage of interlock forming, and (d) release stage.

Flat-clinching process. a Primary stage. b Drawing stage. c Stage of interlock forming. d Release stage. (1) Punch. (2) Blank holder. (3) Flat anvil. (4) Spring. (5) Top blank. (6) Lower blank
2.3 Flat-clinching tests
Flat-clinching process was carried out by using an Instron 5982 testing machine. The flat-clinching tools, employed to produce joint samples, are depicted in Fig. 3. The important components of the clinching tools were disc springs, a blank holder, a flat anvil, and a punch, respectively. According to the thickness configurations of sheets, the sheet samples were divided into four types, which were FC 2-1.5, FC 1.5-2, FC 2-2.5, and FC 2.5-2, respectively (FC A–B: A was the thickness of Al1060-H12 sheet on the punch-sided, and B was the thickness of Al1060-H12 sheet on the anvil-sided). The flat-clinching tests were carried out eight times for each kind of sheet samples. The punch moved down at the velocity of 30 mm/min until the load driving the punch reached 90 kN during flat-clinching process.

Flat-clinching tools. a Photograph for the installation of flat-clinching tools and b main geometrical parameters of core flat-clinching tools
2.4 Study of the geometrical parameters
Geometrical parameters of the clinching joint perform vital roles in its static strength, energy absorption, and even failure modes. As depicted in Fig. 2d, neck thickness (tn), bottom thickness (X), and undercut (tu) are the most important geometrical parameters of the joint. To investigate the mechanical behaviors of joint samples produced using various processing conditions, the joint samples were sectioned along the joint centerline. The cross-section shapes of the joints were observed with a metallurgical microscope. Their vital geometrical parameters were determined and recorded. A parameter analysis was also carried out.
2.5 Static strength tests
Pull-out and single-lap shear tests were conducted on the joint samples for obtaining their static strength. The Instron 5982 testing machine can measure and record load-displacement curves, and the maximum load was defined as the joint strength. For each sheet thickness condition, three samples were tested to calculate their mean strength. The schematics of the joint samples employed in the pull-out and single-lap shear tests are depicted in Fig. 4. The tests were implemented using the testing machine with a full-scale load of 100 kN at room temperature. Set the velocities of the pull-out and single-lap shear tests to 2 mm/min until the joint failed.

Schematics of joint samples. a Pull-out sample. b Single-lap shear sample (the unmarked dimensions in the schematic are in millimeter.)
Absorbed energy, a vital evaluation criterion of the joint quality [6, 32], was calculated after static strength tests. The area between the displacement abscissa and the load curve can show the absorbed energy. During an automobile impact, the more energy absorbed by clinching joints installed on the car, the better the overall safety of the car. It is necessary to study the absorbed energy of the flat-clinching joint.
3 Results
3.1 Geometrical parameters
Without additional material inserts and temperature influences, the clinching joint is created by severe plastic deformation of sheets. Therefore, the static strength of the clinching joint is determined principally by its geometrical parameters [33, 34]. A geometrical interlock was created to join the sheets for all the clinching joints under the forming force of 90 kN. Figure 5 presents the cross-section shapes of clinching joints with various thickness arrangements. Their main geometric parameters are depicted in Fig. 6. The joints using thickness configurations with same total thickness, e.g., the FC 1.5-2 joint and the FC 2-1.5 joint, had little difference in the bottom thickness—0~0.03 mm—so the thickness configurations with the same total thickness had a slight impact on the bottom thicknesses of clinching joints. The joint with a thick bottom sheet demonstrated a larger undercut and a smaller neck thickness compared with the joint using a thick top sheet. Comparing the FC 2-1.5 joint and the FC 2-2.5 joint, the joint undercut improved, and its neck thickness reduced as the bottom sheet thickness increased. Comparing the FC 1.5-2 joint and FC 2.5-2 joint, with the top sheet thickness increasing, the joint undercut reduced, and its neck thickness increased. When the top and bottom sheets were raised by the same thickness, e.g., the FC 1.5-2 joint and the FC 2-2.5 joint, the neck thickness and undercut only made a small increase. In addition, the FC 2-2.5 joint showed the largest undercut (0.34mm). The mean neck thickness of the FC 2.5-2 joints was the largest (0.68mm).

Cross-section shapes of clinching joints with different thickness configurations. a FC 1.5-2. b FC 2-1.5. c FC 2-2.5. d FC 2.5-2

Main geometrical parameters for the clinching joints with various thickness configurations
3.2 Failure modes
The conventional clinching joint has three main failure modes in pull-out and single-lap shear tests: unbuttoning, full shear, and mixed failure [6, 35,36,37]. The structural strengths of the undercut (Fu) and neck (Fn) determine the failure mode of the clinching joint. When Fu > > Fn, the clinching joint loses efficiency in full shear mode. When Fn > > Fu, the clinching joint loses efficiency in unbuttoning mode. When Fn ≈ Fu, that is, when the two structural strengths are similar, the clinching joint loses efficiency in mixed failure mode. Though the lower surface of the flat-clinching joint is plane, its failure modes are similar to the conventional clinching joint.
In pull-out tests, the joint samples with a thick bottom sheet (the FC 1.5-2 sample and FC 2-2.5 sample) failed in full shear mode presented in Fig. 7a. The joint samples using a thick top sheet (the FC 2-1.5 sample and FC 2.5-2 sample) lost efficiency in unbuttoning mode depicted in Fig. 7b. In single-lap shear tests, for all the joint samples, full shear mode presented in Fig. 8 was only failure mode, where the neck portion of the top sheet was fractured, and its lower portion was left in the bottom sheet cavity.

Failure modes in pull-out tests. a Full shear for the joint sample with a thick bottom sheet. b Unbuttoning for the joint sample using a thick top sheet

Full shear mode in single-lap shear tests. a Joint sample with a thick bottom sheet. b Joint sample with a thick top sheet
3.3 Static strength and absorbed energy
Pull-out and single-lap shear strengths are two principal static strengths for the clinching joint. The higher static strength of the joining, the better the quality of the joint.
Figure 9 presents the pull-out strengths for the joint samples with various thickness configurations. Compared with the joint sample using a thick top sheet, the joint sample with a thick bottom sheet exhibited greater pull-out strength. The pull-out strength of the FC 2-2.5 sample was improved by 47.6% compared with the FC 2-1.5 sample. The FC 1.5-2 sample showed 12% greater pull-out strength compared with the FC 2.5-2 sample. When the top and bottom sheets were thickened by 0.5 mm, e.g., the FC 1.5-2 sample and the FC 2-2.5 sample, the pull-out strength of the sample increased. Besides, the mean pull-out strength of the FC 2-2.5 samples was the maximum (830 N), while the FC 2-1.5 sample had the minimum value of average pull-out strength (562.2 N).

Pull-out strengths for the joint samples with various thickness configurations
Figure 10 depicts the single-lap shear strengths for the joint samples with various thickness configurations. The joint sample with a thin top sheet had a smaller single-lap shear strength compared with the joint sample using a thick top sheet, e.g., the FC 1.5-2 sample and the FC 2-1.5 sample. The FC 2-2.5 sample demonstrated an average 17.9% lower single-lap shear strength than the FC 2-1.5 sample. The single-lap shear strength of the FC 1.5-2 sample was 41.7% lower than the FC 2.5-2 sample. When the top and bottom sheets were thickened by 0.5 mm, e.g., the FC 1.5-2 sample and the FC 2-2.5 sample, the single-lap shear strength of the joint sample improved. The FC 2.5-2 sample exhibited the greatest mean single-lap shear strength (1771.9 N), while the average single-lap shear strength of the FC 1.5-2 samples was the lowest (1032.5 N). In addition, the pull-out strength was lower than the single-lap shear strength for all joint samples.

Single-lap shear strengths for the clinching joints with various thickness configurations
Figure 11 presents the typical pull-out load curves of the joint samples with various thickness configurations. All the pull-out load curves had a similar development trend. The pull-out loads increased gradually to reach the maximum loads respectively as the displacement improved. The pull-out load curves suddenly descended after the maximum loads. The FC 2-1.5 sample showed a shorter displacement compared with other joint samples before the load peak. As depicted in Fig. 12, all the development trends of the single-lap shear load curves were also similar. The single-lap shear loads were raised rapidly to reach the maximum loads respectively as the displacement increased, and then the single-lap shear loads descended gradually. Compared with other joint samples, the FC 2.5-2 sample exhibited a longer displacement.

Typical pull-out load curves for the joint samples with various thickness configurations

Typical single-lap shear load curves for joint samples with various thickness configurations
Absorbed energies of the joint samples with various thickness arrangements during pull-out and single-lap shear tests are shown in Fig. 13. In pull-out test, the joint sample with a thick bottom sheet had a greater absorbed energy compared with the joint sample using a thick top sheet. The joint sample using a thick bottom sheet exhibited a smaller absorbed energy than the joint sample with a thick top sheet in single-lap shear test due to the smaller neck thickness. In addition, the FC 2-2.5 sample showed the largest absorbed energy (2.75 J) in pull-out tests. The FC 2.5-2 sample demonstrated the largest absorbed energy in single-lap shear tests (3.15 J).

Absorbed energies for the joint samples with various thickness configurations during pull-out and single-lap shear tests
4 Discussion
4.1 Comparison of conventional clinching process and flat-clinching process
Flat-clinching process is very different from conventional clinching process. An exterior protrusion is developed on the bottom sheet during conventional clinching process. The high protrusion restricts the employment of conventional clinching process at functional and visible surfaces. Compared with this process, the protrusion on the bottom sheet is completely avoided during flat-clinching process. Though it appears correspondingly on the top sheet, the flat-clinching joint can be used at visible and functional surfaces because of a plane lower surface. In addition, it also has the following advantages [20]: no need of coaxial alignment between upper and lower dies, lower costs and wear of clinched tools, and easy to paint and clean surfaces. Although flat-clinching process is formidable to join low-ductility metals at room temperature, it has the potential: sheets can be heated up directly on the pre-heated flat anvil, and then rapidly joined. This potential makes it possible to join some metals with poor ductility and even brittle metals such as magnesium [20]. Therefore, flat-clinching process is more widely employed than conventional clinching process.
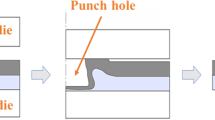
4.2 Material flow
Schematic diagrams of material flow in flat-clinching process are illustrated in Fig. 7. Red arrows are employed to show material flow of sheets. The material near the punch fillet is compressed to flow upwards and radially, and the material cannot flow further radially under the action of the high holder force during flat-clinching process. For the joint with a thick top sheet, the top sheet has more compressed material to flow upward into the neck portion. The thick neck portion can push the bottom sheet material to flow radially so that the bottom sheet material is very hard to flow into the interlock area (as depicted in Fig. 14a). Therefore, the joint with a thick top sheet exhibits a smaller undercut and a greater neck thickness. For the joint with a thick bottom sheet, its neck portion is overstretched, and the little compressed material of the top sheet flows into the neck portion, so the bottom sheet material is easy to flow into the interlock area (as depicted in Fig. 14b). Meanwhile, the bottom sheet has more compressed material flowing into the interlock area. Therefore, the clinching joint with a thick bottom sheet has a larger undercut and a smaller neck thickness. When the top and bottom sheets are raised by the same thickness, the influence of thickness configuration on the undercut and neck thickness is partly counteracted, so the undercut and neck thickness only slight increase.

Schematic diagrams of material flow for flat-clinching process. a The joint with a thick top sheet. b The joint with a thick bottom sheets
4.3 Analysis of failure modes
In pull-out tests, Fu is greater than Fn for the joint sample with a thicker bottom sheet because of the thin neck portion. The tensile load evenly exerts on the neck portion of the joint. When the tensile load is raised to Fn, the joint sample fails. However, Fu is smaller compared with Fn for the joint sample with a thick top sheet due to the insufficient interlock. The tensile load is evenly concentrated in the interlock area of the joint, and then the joint sample will separate when the tensile load is raised to Fu.
In single-lap shear tests, the top sheet protrusion tends to rotate around a fulcrum to get out of the bottom sheet cavity. Due to the smaller undercut, the joint sample with a thick top sheet is easier to rotate around the fulcrum than the joint sample with a thick bottom sheet. Fu is larger compared with Fn for all the joint samples. The side of the joint neck bears most of the shear load. The neck portion is broken when the shear load is equal to Fn.
4.4 The mechanical properties of the flat-clinching joint
In pull-out test, the joint with a thick bottom sheet loses efficiency in full shear mode. The pull-out strength depends on its neck portion. The joint with a thick top sheet fails in unbuttoning mode. Its pull-out strength relied on the undercut. Fn of the joint with a thick bottom sheet is higher than Fu of the joint using the thick top sheet. Therefore, the joint sample with a thick bottom sheet shows the larger pull-out strength compared with the joint sample using a thick top sheet. As the top and bottom sheets increase in thickness, the neck thickness and the undercut increase, so the pull-out strength of the joint sample rises.
All the joint fails in full shear mode in single-lap shear tests. The single-lap shear strength of the clinching joint depends on the neck thickness. The neck thickness increases as the top sheet thickness rises, so the joint strength is enhanced. The neck thickness reduces as the bottom sheet thickness decreases. Therefore, the joint strength reduces.
The relative tendency of absorbed energy for the joint samples with various thickness configurations is similar to the static strength regardless of the type of test. The FC 2-2.5 joint exhibits the largest absorbed energy in pull-out tests because it has the biggest pull-out strength and joint stiffness. The FC 2.5-2 joint has the largest absorbed energy in single-lap shear tests because it demonstrates the greatest single-lap shear strength and load displacement.
5 Conclusions
This paper has attempted to comprehensively understand the influence of thickness configurations on the mechanical behavior of the flat-clinching joint. The clinching joints were obtained by flat-clinching process. Material flow was investigated to analyze the effect of thickness configurations on the joint geometrical parameters. The static strength and absorbed energy were employed to assess the joint quality. The failure modes of the flat-clinching joints were analyzed and discussed. Flat-clinching process can reliably join Al1060-H12 sheets with different thickness configurations. The main conclusions drawn by this study are as follows:
-
(1)
The joint with a thick top sheet can achieve the greater neck thickness and smaller undercut than the joint using a thick bottom sheet because its top sheet has more compressed material to flow upward into the neck of the clinching joint, and the bottom sheet material is very difficult to flow into the interlock area.
-
(2)
All the clinching joint fails in the full shear mode in single-lap shear tests because of the weak neck. The joint with a thick top sheet shows greater absorbed energy and static strength due to the larger neck thickness.
-
(3)
In pull-out tests, the clinching joint using a thick bottom sheet fails in full shear mode due to the small neck thickness, and the clinching joint with a thick top sheet fails in unbuttoning mode owing to the insufficient interlock. The tensile structural strength of the neck of the joint with a thick bottom sheet is higher than the undercut of the joint using a thick top sheet. Therefore, its absorbed energy and static strength are higher.
-
(4)
In the present study, the FC 2-2.5 joint exhibits the largest absorbed energy and static strength in pull-out tests because of the sufficient interlock. The FC 2.5-2 joint has the largest absorbed energy and static strength in single-lap shear tests because of the largest neck thickness.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations
References
Yang HY, He XC, Wang YQ (2013) Analytical model for strength of clinched joint in aluminium alloy sheet. In: Applied Mechanics and Materials. Trans Tech Publ, pp 578-581. https://doi.org/10.4028/www.scientific.net/AMM.401-403.578
Lee CJ, Kim JY, Lee SK, Ko DC, Kim BM (2010) Design of mechanical clinching tools for joining of aluminium alloy sheets. Mater Design 31(4):1854–1861. https://doi.org/10.1016/j.matdes.2009.10.064
Lambiase F (2012) Influence of process parameters in mechanical clinching with extensible dies. Int J Adv Manuf Technol 66(9-12):2123–2131. https://doi.org/10.1007/s00170-012-4486-4
Mori K, Abe Y, Kato T (2012) Mechanism of superiority of fatigue strength for aluminium alloy sheets joined by mechanical clinching and self-pierce riveting. J Mater Process Technol 212(9):1900–1905. https://doi.org/10.1016/j.jmatprotec.2012.04.017
Abe Y, Mori K, Kato T (2012) Joining of high strength steel and aluminium alloy sheets by mechanical clinching with dies for control of metal flow. J Mater Process Technol 212(4):884–889. https://doi.org/10.1016/j.jmatprotec.2011.11.015
Lambiase F, Di Ilio A (2014) An experimental study on clinched joints realized with different dies. Thin-Walled Struct 85:71–80. https://doi.org/10.1016/j.tws.2014.08.004
He X (2017) Clinching for sheet materials. Sci Technol Adv Mater 18(1):381–405. https://doi.org/10.1080/14686996.2017.1320930
Hamel V, Roelandt JM, Gacel JN, Schmit F (2000) Finite element modeling of clinch forming with automatic remeshing. Comput Struct 77(2):185–200. https://doi.org/10.1016/S0045-7949(99)00207-2
Eshtayeh MM, Hrairi M (2016) Recent and future development of the application of finite element analysis in clinching process. Int J Adv Manuf Technol 84(9-12):2589–2608. https://doi.org/10.1007/s00170-015-7781-z
Lei L, He XC, Zhao DS, Zhang Y, Gu FS, Ball A (2018) Clinch-bonded hybrid joining for similar and dissimilar copper alloy, aluminium alloy and galvanised steel sheets. Thin-Walled Struct 131:393–403. https://doi.org/10.1016/j.tws.2018.07.017
Lambiase F, Di Ilio A, Paoletti A (2015) Joining aluminium alloys with reduced ductility by mechanical clinching. Int J Adv Manuf Technol 77(5-8):1295–1304. https://doi.org/10.1007/s00170-014-6556-2
Abe Y, Kato T, Mori K, Nishino S (2014) Mechanical clinching of ultra-high strength steel sheets and strength of joints. J Mater Process Technol 214(10):2112–2118. https://doi.org/10.1016/j.jmatprotec.2014.03.003
Abe Y, Nihsino S, Mori K, Saito T (2014) Improvement of joinability in mechanical clinching of ultra-high strength steel sheets using counter pressure with ring rubber. Procedia Engineer 81:2056–2061. https://doi.org/10.1016/j.proeng.2014.10.285
Wen T, Wang H, Yang C, Liu LT (2014) On a reshaping method of clinched joints to reduce the protrusion height. Int J Adv Manuf Technol 71(9-12):1709–1715. https://doi.org/10.1007/s00170-014-5612-2
Chen C, Zhao SD, Han XL, Cui MC, Fan SQ (2016) Investigation of mechanical behavior of the reshaped joints realized with different reshaping forces. Thin-Walled Struct 107:266–273. https://doi.org/10.1016/j.tws.2016.06.020
Chen C, Zhao S, Cui M, Han X, Ben N (2016) Numerical and experimental investigations of the reshaped joints with and without a rivet. Int J Adv Manuf Technol 88(5-8):2039–2051. https://doi.org/10.1007/s00170-016-8889-5
Chen C, Zhao SD, Han XL, Cui MC, Zhao XZ, Ishida T (2017) Experimental investigation of the mechanical reshaping process for joining aluminum alloy sheets with different thicknesses. J Manuf Process 26:105–112. https://doi.org/10.1016/j.jmapro.2017.01.015
Lambiase F, Ko DC (2017) Two-steps clinching of aluminum and carbon fiber teinforced polymer sheets. Compos Struct 164:180–188. https://doi.org/10.1016/j.compstruct.2016.12.072
Borsellino C, Di Bella G, Ruisi V (2007) Study of new joining technique: flat clinching. In: Key Engineering Materials. Trans Tech Publ, pp 685-692
Neugebauer R, Todtermuschke M, Mauermann R, Riedel F (2008) Overview on the state of development and the application potential of dieless mechanical joining processes. Arch Civ Mech Eng 8(4):51–60. https://doi.org/10.1016/S1644-9665(12)60121-6
Sabra Atia MK, Jain MK (2018) A parametric study of FE modeling of die-less clinching of AA7075 aluminum sheets. Thin-Walled Struct 132:717–728. https://doi.org/10.1016/j.tws.2018.09.001
Sabra Atia MK, Jain MK (2018) Finite element analysis of material flow in die-less clinching process and joint strength assessment. Thin-Walled Struct 127:500–515. https://doi.org/10.1016/j.tws.2018.03.001
Chen C, Zhang H, Xu Y, Wu J (2020) Investigation of the flat-clinching process for joining three-layer sheets on thin-walled structures. Thin-Walled Struct 157:157. https://doi.org/10.1016/j.tws.2020.107034
Peng H, Chen C, Zhang HY, Ran XK (2020) Recent development of improved clinching process. Int J Adv Manuf Technol 110(11-12):3169–3199. https://doi.org/10.1007/s00170-020-05978-4
Gerstmann T, Awiszus B (2014) Recent developments in flat-clinching. Comput Mater Sci 81:39–44. https://doi.org/10.1016/j.commatsci.2013.07.013
Han X, Zhao S, Chen C, Liu C, Xu F (2017) Optimization of geometrical design of clinching tools in flat-clinching. J Mech Eng Sci 231(21):4012–4021. https://doi.org/10.1177/0954406216660335
Chen C, Zhao S, Han X, Zhao X, Ishida T (2017) Experimental investigation on the joining of aluminum alloy sheets using improved clinching process. Materials 10(8):887. https://doi.org/10.3390/ma10080887
Varis JP (2003) The suitability of clinching as a joining method for high-strength structural steel. J Mater Process Technol 132(1-3):242–249. https://doi.org/10.1016/S0924-0136(02)00933-0
Varis JP (2002) The suitability of round clinching tools for high strength structural steel. Thin-Walled Struct 40(3):225–238. https://doi.org/10.1016/S0263-8231(01)00063-5
Mucha J, Kascak L, Spisak E (2011) Joining the car-body sheets using clinching process with various thickness and mechanical property arrangements. Arch Civ Mech Eng 11(1):135–148. https://doi.org/10.1016/S1644-9665(12)60179-4
Chen C, Han X, Zhao S, Xu F, Zhao X, Ishida T (2017) Influence of sheet thickness on mechanical clinch–compress joining technology. P I MECH ENG E-J PRO 232(6):662–673. https://doi.org/10.1177/0954408917735717
He XC, Zhao L, Yang HY, Xing BY, Wang YQ, Deng CJ, Gu FS, Ball A (2014) Investigations of strength and energy absorption of clinched joints. Comput Mater Sci 94:58–65. https://doi.org/10.1016/j.commatsci.2014.01.056
Lee CJ, Kim JY, Lee SK, Ko DC, Kim BM (2010) Parametric study on mechanical clinching process for joining aluminum alloy and high-strength steel sheets. J Mech Sci Technol 24(1):123–126. https://doi.org/10.1007/s12206-009-1118-5
Coppieters S, Cooreman S, Lava P, Sol H, Van Houtte P, Debruyne D (2011) Reproducing the experimental pull-out and shear strength of clinched sheet metal connections using FEA. Int J Mater Form 4(4):429–440. https://doi.org/10.1007/s12289-010-1023-6
Pietrapertosa C, Zhang L, Habraken A, Jaspart J-P (2003) Clinching joining system: validation of numerical models. In: Proceedings of the 6th International Esaform Conference on Material Forming. Nuova Ipsa editire, pp 351-354
Zhang Y, He XC, Wang YF, Lu Y, Gu FS, Ball A (2018) Study on failure mechanism of mechanical clinching in aluminium sheet materials. Int J Adv Manuf Technol 96(9-12):3057–3068. https://doi.org/10.1007/s00170-018-1734-2
Lei L, He XC, Yu TX, Xing BY (2019) Failure modes of mechanical clinching in metal sheet materials. Thin-Walled Struct 144:106281. https://doi.org/10.1016/j.tws.2019.106281
Funding
This research work is supported by the National Natural Science Foundation of China (Grant No. 51805416), Natural Science Foundation of Hunan Province (Grant No. 2020JJ5716), the Project of State Key Laboratory of High Performance Complex Manufacturing, Central South University (Grant No. ZZYJKT2019-01), Huxiang High-Level Talent Gathering Project of HUNAN Province (Grant No. 2019RS1002), Young Elite Scientists Sponsorship Program by CAST, and the Open Sharing Fund for the Large-scale Instruments and Equipments of Central South University (Grant No. CSUZC202117).
Author information
Authors and Affiliations
Contributions
Chao Chen conceived and designed the experiments; Chao Chen performed the experiments; Huiyang Zhang and Xiaoqiang Ren analyzed the data; Huiyang Zhang and Jinliang Wu contributed reagents/materials/analysis tools; Chao Chen and Huiyang Zhang wrote the paper.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Compliance with ethical standards. All authors agreed with the consent to participate.
Consent to publish
All authors have read and agreed to the published version of the manuscript.
Competing interests
The authors declare no competing interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, C., Zhang, H., Ren, X. et al. Investigation of flat-clinching process using various thicknesses aluminum alloy sheets. Int J Adv Manuf Technol 114, 2075–2084 (2021). https://doi.org/10.1007/s00170-021-06981-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-06981-z