
Abstract
In this study, the effect of drilling quality on fatigue life of UD, 0/90, and ± 45 fiber angle carbon fiber reinforced plastics (CFRP) was investigated. CFRPs were drilled using WC, HSS, and Brad Spur tool types that have different geometries and materials at different feed rates of 0.05, 0.10, and 0.15 mm/rev, and at the different spindle speeds of 1000, 3000 and 5000 rev/min. Thrust forces were measured during the drilling of CFRPs, and surface roughnesses, deformation factors, and maximum tensile forces were measured after drilling operations. Thrust force, surface roughness, and deformation factor were evaluated in terms of drilling quality. The drilling parameters that cause the best, average, and worst drilling quality were determined. Then, fatigue behaviors of CFRPs drilled in these drilling parameters were investigated. Fatigue tests were carried out at %75, %80, %85, and %90 load ratios based on the lowest tensile force of the drilled samples. As a result of the study, it was determined that the thrust force, the deformation factor, and the surface roughness increased as the feed rate increased. However, the thrust force, the deformation factor, and the surface roughness decreased as the spindle speed increased. Besides, the best drilling quality was obtained from the drilling operation performed using WC tool type, at a spindle speed of 5000 rev/min and a feed rate of 0.05 mm/rev. The worst drilling quality was obtained from the drilling operation performed using Brad Spur tool type, at a spindle speed of 1000 rev/min and a feed rate of 0.15 mm/rev. With the decreasing drilling quality, a significant decrease occurred in the tensile force and fatigue life of CFRPs. The tensile load and fatigue life of CFRPs drilled in optimum drilling parameters were obtained higher. In the case of selecting the correct drilling parameters, it was observed that the reduction in fatigue life of CFRPs could be prevented ratios of %22–49.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Carbon fiber reinforced plastic composites (CFRPs) are used in numerous fields due to their high mechanical properties [1, 2]. The usage of CFRP in engineering applications has increased in many industries in the last two decades. Although CFRPs are produced very close to final shape, they might need machining in some cases [3]. That matrices and reinforcement elements possess different mechanical properties, especially since carbon fibers have abrasive characteristics, aggravates machining of CFRPs [4, 5]. The method, mostly used in machining CFRPs, is drilling [6]. Since CFRPs are anisotropic, fiber breakages, deformations, and micro-cracks occur in the drilling of these materials [7,8,9,10,11]. As a result, the strength of the material and fatigue life decreases. [12,13,14,15,16,17]. For example, because of these problems, nearly %60 of the materials produced for the aircraft industry become useless [18, 19].
Since damages occurring on the material have an important role in the quality of the product, there is an increasing interest in these kinds of materials to prevent damages or keep them at a low level in the drilling. Researchers realized drilling processes with the use of various drilling methods using different cooling types at different feed rates and spindle speeds of composite materials by utilizing tools with different geometries and materials. In drilling processes, various types of tool types such as Brad Spur and core drill, step drill, dagger drill, and specially produced tools were used. Researchers mostly preferred HSS, WC, and PCD tools and coating types of these tools, such as AlTiN, TiCN, and TIN. It was observed that drilling processes of composites were performed between vast spindle speed as 100–40,000 rev/min and very vast feed rate as 0.005–1.0 mm/rev. Gasses like pressured air, CO2, and N were used as fluid coolants the part from the MSS system. As an alternative to conventional drilling methods, various unconventional drilling methods such as ultrasonic vibration-assisted drilling, laser-assisted drilling, water jet drilling, electro-erosion drilling, and core drilling were used for the drilling of CFRP.
Most of the researchers reported that the most critical drilling parameter affecting drilling quality is tool type and feed rate [20,21,22,23,24], and when feed rate increases, drilling quality decreases [8, 21, 25,26,27,28,29,30]. Some researchers [25, 28, 30, 31] stated that as spindle speed increases, drilling quality decreases, whereas some other researchers [8, 22, 29, 32] reported that as spindle speed increases, drilling quality increases as well. Likewise, some researchers [33,34,35,36] observed that the quality of drilling increases with decreasing tool angle, while some researchers [8, 37,38,39] observed that the quality of drilling increases with increasing tool angle. Lin et al. [1] investigated fatigue behaviors of drilled holes and molded-in holes woven glass fiber reinforced composites with 0/90 and ± 45 fiber angles. They determined that fatigue life decreased as tool diameter increased, and the molded-in hole composites had longer fatigue life compared to drilled composite. Persson et al. [40] examined the effect of damages that occurred during drilling on material strength and fatigue life. They explained that the minimum strength and fatigue life were obtained in drilling processes carried out with more worn cutting tools. Besides, the highest resistance and fatigue life were obtained in drilling processes carried out with the KTH method. Both material strength and fatigue life were obtained lower compared to fresh tools in drilling processes carried out with used tools. Paoletti [41] investigated the effect of drilling parameters and deformation on the fatigue life of CRFPs. He determined that with the decrease in cutting speed, thrust force, torque, and deformation decreased. Besides, he established that a low amount of deformation and smaller micro-cracks on the surface of the hole increased the fatigue life of the samples. Saleem [42] conducted the drilling operations of various CRFPs with fiber angles at different parameters with water jet and conventional drilling methods. At the end of his study, he reported that %15 more damage occurred with the sample drilled using the traditional drilling method compared to drilling performed by water jet that fatigue life and tensile force of CFRP was obtained lower. Furthermore, he noticed that CRFPs with fiber angle 45° tended to be damaged more. Montesano et al. [2] investigated the effects of drilled CRFPs by conventional methods and water jet on fatigue performance. They reported that they obtained higher surface roughness with drilling processes conducted by water jet, and fatigue performance was better compared to conventional drilling. That surface roughness was not alone an indicator of surface quality. Therefore, the effect of deformation on the fatigue life of CFRP should be examined.
When previous studies are considered, it was observed that there were a few studies about the effects of the drilling quality on the fatigue life of CFRPs. In the reviews, it was established that few parameters were investigated. In drilling CFRPs, no comprehensive study investigating the effect of drilling parameters, fiber angle, and tool material on drilling quality and the effect of drilling quality on fatigue life could be found. In this study, both the effect of drilling parameters, such as spindle speed, feed rate, and tool type material and geometry on thrust force, deformation factor, and surface roughness, and the effect of these parameters on tensile force and fatigue life of CFRPs were experimentally investigated.
2 Experimental work
2.1 Materials
CFRPs used in the experiments were produced using vacuum infusion methods with dimensions 500 mm × 500 mm × 6 mm with angles of UD, 0/90, and ± 45 by Innoma Co. Trade Ltd. Afterward, for the experiments, they were cut in dimensions of 150 mm × 36 mm × 6 mm according to ASTM D5766–2002 standards. CFRPs consisted of 11 layers to obtain a 6 mm thickness. In Table 1, the properties of CFRPs used in this study are given.
Drilling processes of UD, 0/90, and ± 45 CFRPs were performed in Brother Brand SPEEDIO S500 × 1 model CNC vertical machining center, using WC, HSS and Brad Spur tools at spindle speeds of 1000, 3000, and 5000 rev/min and feed rates of 0.05, 0.10, and 0.15 mm/rev. Drilling parameters have been determined according to the literature and so as not to cause tool wear. Drilling parameters are given in Table 2.
The graphical abstract of the experimental study is shown in Graphic abstract. Initially, the drilling of UD, 0/90, and ± 45 CFRPs was performed. Thrust forces occurring during drilling were measured using a Kistler brand 9257B three-axis dynamometer and multichannel amplifier.
The surface roughnesses of CFRPs were measured at 0.25 mm sampling length and five sampling numbers, with the use of Timesurf T200 brand surface roughness measuring device. From the points on the surface of each hole that coincide with 0°, 90°, 180°, and 270°, surface roughness values were taken three times; thus, average surface roughness was measured.
MedPro Microscopy brand MM800TRF model optic microscope was used to determine the deformations occurring after drilling of CFRPs. The deformations occurring at the entrance and exit of the hole in the drilling process of CFRPs were determined with the use of Fd = Dmax/D formula, where Fd, Dmax, and D are deformation factor, the diameter of the damaged area, and hole diameter, respectively.
The tensile forces of CFRPs were carried out at a speed of 1 mm/min tensile speed in concordance with ASTM 3039 with the use of a Shimadzu AG–X universal test machine, which possesses 250 kN load capacity. For each parameter, the tensile experiments were repeated three times.
Fatigue load ratios were chosen as %90, %85, %80, and %75 of the minimum tensile force for each UD, 0/90, and ± 45 CFRPs. Fatigue tests were repeated three times at each load level. Fatigue load levels are given in Table 3. Besides, thermal images of CFRPs were taken at certain revolution numbers with the using of Testo 881-2 brand thermal camera to observe temperature and damage progression occurring during fatigue of CFRPs.
3 Results and discussion
Drilling of UD, 0/90, and ± 45 CFRPs was carried out without using any cooling liquid at CNC vertical machine at different feed rates of 0.05, 0.10, and 0.15 mm/rev, and at the different spindle speeds of 1000, 3000, and 5000 rev/min the using WC, HSS, and Brad Spur tools. Thrust forces, surface roughness, deformation factors, tensile forces, and fatigue life of CFRPs were determined separately. Also, the relations between these data and cutting tool types, spindle speed, and feed rate were examined.
3.1 Effect of drilling parameters on thrust force, surface roughness and deformation factor
The thrust force results belonging to drilling processes carried out using WC, HSS, and Bard Spur tools different feed rates of 0.05, 0.10, and 0.15 mm/rev, and at the different spindle speeds of 1000, 3000, and 5000 rev/min, UD, 0/90, and ± 45 of CFRPs are shown in Fig. 1.

Effect of drilling parameters on thrust force

Thrust force profiles
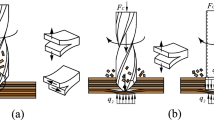
For UD, 0/90, and ± 45 CFRPs, cutting tool cannot find sufficient time to cut fiber since the chip removal amount in one revolution of cutting tool increases with increasing feed rate. In this case, a cutting tool cannot cut the fiber entirely, and it exposes the fiber to bending or rupture. This case causes the thrust force to increase. With the increase in spindle speed, it was noticed that thrust forces as well decreased. The reason for this is that a tool revolving at high spindle speed leads to an easy cut of fiber. While minimum thrust forces were obtained in drilling processes carried out using WC tool, maximum thrust forces were obtained in drilling processes carried out using Brad spur tool (Fig. 2).
When the effects of fiber orientation angles on thrust force were studied, different types of tools in drilling CFRPs with varying angles of fiber resulted in better. However, it is not possible to generalize this case for three tool types. Minimum thrust force in drilling processes carried out using WC tool was obtained in ± 45-CFRPs drilling, while maximum thrust forces occurred in the drilling of UD-CFRPs. While maximum thrust force in drilling processes carried out using HSS tool happened in the drilling of UD-CFRPs, minimum thrust forces occurred in the drilling of 0/90-CFRPs. On the other hand, in drilling processes carried out using Brad Spur tool, maximum thrust forces occurred with ± 45-CFRPs, different from other tools, minimum thrust forces were obtained in drilling processes carried out with UD-CFRPs. This case is thought to be related to tool geometries. When cutting edge is at the positions of 0° and 180°, deformations occur, when the positions are 90° and 270°, the separation layers arise, and when the positions are at multiples of 45°, fiber breakages happen. Also, when cutting edge is at the positions of 0° and 180°, Fx is minimum, and Fy is maximum, and at positions of 90° and 270°, Fx becomes maximum and Fy becomes minimum [43]. Thrust force profiles occurring at a revolution during drilling using WC, HSS, and Brad Spur tools at a feed rate of 1000 rev/min and 0.05 mm/rev UD, 0/90, and ± 45-CFRPs are shown in Fig. 3. While establishing the position of the tool, firstly, Fx, and Fy thrust forces were investigated. After the points, where Fx and Fy thrust forces were minimum, were established, other positionings were performed.

Effect of drilling parameters on surface roughness
Surface roughness is a concept related to geometric tolerance. It makes it possible to characterize the hole surface [44, 45]. Drilling performance plays an important role in surface quality in drilling of CFRPs. A good surface quality improves fatigue life, tensile strength, and friction life significantly. One of the properties determining surface quality is surface roughness. Surface roughness is affected by machining parameters. The surface roughness results of drilling processes carried out using WC, HSS, and Brad Spur tools different feed rates of 0.05, 0.10, and 0.15 mm/rev and at the different spindle speeds of 1000, 3000, and 5000 rev/min, UD, 0/90, and ± 45-CFRPs are shown in Fig. 3.
Similar to the thrust force results, surface roughness increased at increasing rates; however, it decreased in increasing spindle speeds. This reveals that there is a linear relation between thrust force and surface roughness. In drilling processes carried out using WC and HSS tools, maximum surface roughness occurred in drilling processes performed by UD-CFRPs. In contrast, minimum surface roughness happened in the drilling of ± 45-CFRPs. On the other hand, in drilling processes carried out using Brad Spur tool, while maximum surface roughnesses were obtained with 0/90-CFRPs, minimum surface roughnesses were obtained with UD-CFRPs.
Deformation, also known as layer separation and fiber breakage, is the most common type of damage observed in the drilling of composites. The deformation is caused due to the feed force of tool type or tensile strength occurring during chip removal. Deformation factors of drilling at a spindle speed of 1000 rev/min and feed rate of 0.05, 0.10, and 0.15 mm/rev using WC, HSS, and Brad Spur tools UD, 0/90, and ± 45 CFRPs are shown in Fig. 4.

Effect of drilling parameters on deformation factor
The deformation factor increased at the same increasing feed rates of the previous results, whereas the deformation factor in increasing spindle speeds decreased. While the minimum deformation factor was obtained in the drilling processes carried out using WC tool, the maximum deformation factor was obtained using Brad Spur tool. Minimum deformation factors for all three cutting tools were obtained in the drilling of UD-CFRPs, while maximum deformation factors were obtained in the drilling of 0/90-CFRPs.
3.2 Effect of deformation on tensile load and Fatigue life
The tensile loads of drilled UD, 0/90, and ± 45 CFRPs at a spindle speed of 1000 rev/min and feed rates of 0.05, 0.10, and 0.15 mm/rev using WC, HSS, and Brad Spur tools are shown in Fig. 5.

Effect of drilling parameters on tensile force
Thrust force, surface roughness, and deformation factor increased with an increase in feed rate, and consequently, the tensile forces decreased. The deformation factor decreased with the increase in spindle speed; hence, tensile loads were higher. It was observed that tensile forces of CFRPs drilled using WC tool were higher, while tensile forces of CFRPs drilled using Brad Spur were lower. Besides, while small tensile loads were obtained in ± 45-CFRPs, the highest tensile loads were obtained in 0/90-CFRPs.
Due to the anisotropic structure of composites, the crack propagation method is not preferred in the determination of fatigue life. Therefore, the fatigue life of composites is calculated by means of estimated stress and transformation methods. Besides, fatigue behavior in materials can be obtained with the investigation of transformation energy. Hysteresis rake angle (Δσ/ΔƐ) can be defined as the rigidity indicator of material. In Fig. 6, a hysteresis conversion is shown.

Hysteresis cycle
As a result of previous experiments, the best hole quality was obtained in CFRPs drilled using WC tool at the spindle speed of 5000 rev/min and at the feed rate of 0.05 mm/min; however, the worst hole quality was obtained in CFRPs using Brad Spur tool at the spindle speed of 1000 rev/min and at the feed rate of 0.15 mm/min. Besides, as an intermediate value, the feed rate using HSS tool at the spindle speed of 3000 rev/min and the feed rate of 0.10 mm/min was chosen. Fatigue lives are shown in connection with load levels UD, 0/90, and ± 45 CFRPs drilled in different parameters in Figs. 7, 8, and 9, respectively.

Fatigue life of UD-CFRP

Fatigue life of 0/90-CFRP

The fatigue life of ± 45-CFRP
Since thrust forces, deformation factors, and surface roughnesses of CFRPs drilled using WC tool were obtained better, in other words, due to a higher drilling quality, their fatigue life was established to be the longest, while the fatigue life of CFRPs drilled using Brad Spur tool was determined to be shorter. It was observed that average fatigue life loss could be prevented for -CFRPs with regard to load ratio by %39–%50; and for 0/90-CFRPs by %22–%60; and for ± 45-CFRPs by %24–%43. Hysteresis rake angles belonging to fatigue test of UD-CFRPs at the level of %75 and of ± 45-CFRPs at the level of %90 are shown in Figs. 10, 11, and 12, respectively.

Hysteresis cycle of UD-CFRP

Hysteresis cycle of 0/90-CFRP

Hysteresis cycle of ± 45-CFRP
When the figures are examined, it can be seen that the hysteresis rake angle decreased while the hysteresis area increased with the increase in the revolution. As the number of revolutions increased, the hysteresis area increased, and the hysteresis rake angle decreased because fiber ruptures and matrix cracks occurred. At the same number of revolutions, lower hysteresis areas but higher hysteresis rake angles were obtained with CFRPs drilled using WC tool, while CFRPs drilled using Brad Spur tool, larger hysteresis area but lower hysteresis rake angles were obtained. This was caused because the quality of CFRPs drilled using WC tool was higher; namely, it was more rigid.
On the other hand, in Tables 4 and 5, thermal images of %90 load level revolutions of 0/90 and ± 45 CFRPs drilled using WC, HSS, and Brad Spur tools are given. It was observed that the temperatures of CFRPs drilled using WC tool turned out to rise later than CFRPs drilled using HSS and Brad spur tools. While the samples drilled using WC tool damaged quite then, the ones drilled using Brad Spur tool damaged earlier.
4 Conclusions and suggestions
In this study, in the drilling of UD, 0/90, and ± 45 CFRPs, the effects of drilling parameters such as spindle speed, feed rate, and tool type on thrust force, deformation factor, and surface roughness were investigated. Also, tensile load and fatigue life of CFRPs drilled at different drilling parameters were studied experimentally. For this purpose, CFRPs were exposed to drilling processes different feed rates of 0.05, 0.10, and 0.15 mm/rev, and at the different spindle speeds of 1000, 3000, and 5000 rev/min using WC, HSS, and Brad Spur (HSS) tools. During drilling processes, initially thrust forces and later deformation factors and surface roughnesses were found. The data, which were obtained after tensile experiments of CFRPs, were conducted, were examined, and then drilling parameters, where tensile loads were obtained as low, medium, and high, were determined, and after this, drilling processes in these CFRPs were repeated at these drilling parameters. Fatigue tests of CFRPs were conducted at load levels of %75, %80, %85, and %90, respectively.
-
While minimum thrust forces and surface roughnesses and deformation factors were obtained in drilling processes carried out using WC tool, maximum thrust forces and surface roughnesses and deformation factors were obtained in the drilling processes performed using Brad Spur tool. Minimum and maximum thrust forces for UD, 0/90, and ± 45 CFRPs are 62.8 N, 59.1, 57.4 N and 978 N, 1049 N, and 1141 N, respectively. Minimum and maximum surface roughnesses for UD, 0/90, and ± 45 CFRPs are 1.47 μm, 1.27 μm, 1.15 μm and 5.35 μm, 5.67 μm, and 5.56 μm, respectively. Minimum and maximum deformation factors for UD, 0/90, and ± 45 CFRPs are 1.15, 1.22, 1.16 and 1.43, 1.49, and 1.45, respectively.
-
While the increase in feed rate lowered the drilling quality, an increase in spindle speed bettered the drilling quality.
-
Drilling quality directly affected tensile load and fatigue life. While in drilling processes performed at low feed rate and high spindle speed using WC tool, higher tensile load, and fatigue life were obtained, low tensile loads and fatigue life were obtained in drilling processes carried out using Brad Spur tool. In the case of the selection of the correct drilling parameters, decreases of %26, %19, and %19 in the tensile strengths of ± 45, UD, and 0/90 CFRPs could be prevented, respectively. Besides, in the fatigue life of ± 45, UD, and 0/90 CFRPs, these ratios are with regard to drilling parameters that could be prevented by %39–%50, %22–%60, and %24–%43, respectively.
-
The best drilling parameters for UD, 0/90, and ± 45 CFRPs were established using WC tool at low feed rate and high spindle speed.
References
Lin HJ, Tang CS (1994) Fatigue strength of woven fabric composites with drilled and moulded-in holes. Compos Sci Technol 52(4):571–576
Montesano J, Bougherara H, Fawaz Z (2017) Influence of drilling and abrasive water jet induced damage on the performance of carbon fabric/epoxy plates with holes. Compos Struct 163:257–266
Tao C, Qiu J, Yao W, Ji H (2016) The effect of drilling-induced delamination on tensile strength and prediction of residual strength of carbon fiber-reinforced polymer laminate. J Compos Mater 50(24):3373–3384
Geier N, Szalay T (2017) Optimisation of process parameters for the orbital and conventional drilling of uni-directional carbon fiber-reinforced polymers (UD-CFRP). Meas J Int Meas Confed 110:319–334
Singh AP, Sharma M, Singh I (2013) A review of modeling and control during drilling of fiber reinforced plastic composites. Compos Part B Eng 47:118–125
Saoudi J, Zitoune R, Gururaja S, Mezlini S, Hajjaji AA (2016) Prediction of critical thrust force for exit-ply delamination during drilling composite laminates: thermo-mechanical analysis. Int J Mach Mach Mater 18:77
Priarone PC, Robiglio M, Melentiev R, Settineri L (2017) Diamond Drilling of Carbon Fiber Reinforced Polymers: Influence of Tool Grit Size and Process Parameters on Workpiece Delamination. Procedia CIRP 66:181–186
Gaitonde VN, Karnik SR, Rubio JC, Correia AE, Abrão AM, Davim JP (2008) Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites. J Mater Process Technol 203(1–3):431–438
Panchagnula KK, Palaniyandi K (2017) Drilling on fiber reinforced polymer/nanopolymer composite laminates: a review. J Mater Res Technol 7(2):1–10
Bonnet C, Poulachon G, Rech J, Girard Y, Costes JP (2015) CFRP drilling: Fundamental study of local feed force and consequences on hole exit damage. Int J Mach Tools Manuf 94:57–64
Karataş MA, Motorcu AR, Gökkaya H (2020) Optimization of machining parameters for kerf angle and roundness error in abrasive water jet drilling of CFRP composites with different fiber orientation angles. J Braz Soc Mech Sci Eng 42(4):1–27
Klotz S, Lepold A, Zanger F, Schulze V (2017) Experimental investigation of clamping systems and the resulting change of cutting conditions while drilling carbon fiber reinforced plastics. Procedia CIRP 62:15–20
Pandit GD (2017) Experimental study of residual tensile strength of drilled composite. Int J Mater Sci Eng 5(1):35–46
Dogrusadik A, Kentli A (2017) Comparative assessment of support plates’ influences on delamination damage in micro-drilling of CFRP laminates. Compos Struct 173:156–167
Turan K, Kaman MO, Gur M (2015) Progressive failure analysis of laminated composite plates with two serial pinned joints. Mech Adv Mater Struct 22:839–849
Cetkin E, Çelik YH, Temiz S (2019) Microstructure and mechanical properties of AA7075/AA5182 jointed by FSW. J Mater Process Technol 268:107–116
Çetkin E, Çelik YH, Temiz Ş (2020) Effect of welding parameters on microstructure and mechanical properties of AA7075/AA5182 alloys joined by TIG and MIG welding methods. J Braz Soc Mech Sci Eng 42(1):34
Liu DF, Tang YJ, Cong WL (2012) A review of mechanical drilling for composite laminates. Compos Struct 94(4):1265–1279
Debnath K, Singh, (2017) Low-frequency modulation-assisted drilling of carbon-epoxy composite laminates. J Manuf Process 25:262–273
Ogawa K, Aoyama E, Inoue H, Hirogaki T, Nobe H, Kitahara Y, Katayama T, Gunjima M (1997) Investigation on cutting mechanism in small diameter drilling for GFRP (thrust force and surface roughness at drilled hole wall). Comp Struct 38(1–4):343–50
Davim JP, Reis P (2003a) Drilling carbon fiber reinforced plastics manufactured by autoclave-experimental and statistical study. Mater Des 24(5):315–324
Abrão AM, Rubio JCC, Faria PE, Davim JP (2008) The effect of cutting tool geometry on thrust force and delamination when drilling glass fiber reinforced plastic composite. Mater Des 29(2):508–513
Sedlacek J, Slany M (2010) Analysis of delamination in drilling of composite materials. Mod Mach Sci J 4846(2):8–11
Feito N, Diaz-Álvarez J, López-Puente J, Miguelez MH (2016) Numerical analysis of the influence of tool wear and special cutting geometry when drilling woven CFRPs. Compos Struct 138:285–294
Davim JP, Reis P, António CC (2010) Experimental study of drilling glass fiber reinforced plastics (GFRP) manufactured by hand lay-up. Compos Sci Technol 64(2):289–297
Hocheng H, Tsao CC (2005) The path towards delamination-free drilling of composite materials. J Mater Process Technol 167(2–3):251–264
Arul R, Vijayaraghavan S, Malhotra L, Krishnamurthy SK (2006) Influence of tool material on dynamics of drilling of GFRP composites. Int J Adv Manuf Technol 29(7):655–662
Sardiñas RQ, Reis P, Davim JP (2006) Multi-objective optimization of cutting parameters for drilling laminate composite materials by using genetic algorithms. Compos Sci Technol 66(15):3083–3088
Rawat S, Attia H (2009) Characterization of the dry high speed drilling process of woven composites using Machinability Maps approach. CIRP Ann Manuf Technol 58(1):105–108
Kilickap E (2010a) Investigation into the effect of drilling parameters on delamination in drilling GFRP. J Reinf Plast Compos 29(23):3498–3503
Davim JP, Reis P (2003b) Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos Struct 59(4):481–487
Khashaba UA (2004) Delamination in drilling GFR-thermoset composites. Compos Struct 63(3–4):313–327
Durão LMP, Se Moura MFSF, Marques AT (2006) Numerical simulation of the drilling process on carbon/epoxy composite laminates. Compos Part A Appl Sci Manuf 37(9):1325–1333
Singh I, Bhatnagar N, Viswanath P (2008) Drilling of uni-directional glass fiber reinforced plastics: experimental and finite element study. Mater Des 29(2):546–553
Kilickap E (2010b) Determination of optimum parameters on delamination in drilling of GFRP composites by Taguchi method. Indian J Eng Mater Sci 17(4):265–274
Shetty N, Herbert MA, Shetty R, Shetty DS, Vijay GS (2016) Soft computing techniques during drilling of bi-directional carbon fiber reinforced composite. Appl Soft Comput J 41:466–478
Karnik SR, Gaitonde VN, Rubio JC, Correia AE, Abrão AM, Davim JP (2008) Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model. Mater Des 29(9):1768–1776
Heisel U, Pfeifroth T (2012) Influence of point angle on drill hole quality and machining forces when drilling CFRP. Procedia CIRP 1(1):471–476
Feito N, Díaz-Álvarez J, Díaz-Álvarez A, Cantero JL, Miguélez MH (2014) Experimental analysis of the influence of drill point angle and wear on the drilling of woven CFRPs. Materials (Basel) 7(6):4258–4271
Persson E, Eriksson I, Zackrisson L (1997) Effects of hole machining defects on strength and fatigue life of composite laminates. Compos Part A Appl Sci Manuf 28(2):141–151
Paoletti A (2003) The influence of drilling parameters and hole damage on GFRP composites fatigue strength. 40
Saleem M (2010) Analytical and experimental investigation of the effects of the machining processes on the mechanical behaviour of carbon epoxy composite laminates. Ryerson University, Toronto
Eneyew ED, Ramulu M (2014) Experimental study of surface quality and damage when drilling unidirectional CFRP composites. J Mater Res Technol 3(4):354–362
Xu J, An Q, Chen M (2014) A comparative evaluation of polycrystalline diamond drills in drilling high-strength T800S/250F CFRP. Compos Struct 117(1):71–82
Yaşar N, Günay M (2019) Experimental investigation on novel drilling strategy of CFRP laminates using variable feed rate. J Braz Soc Mech Sci Eng 41(3):150
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Thiago Ritto.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yenigun, B., Kilickap, E. Influence of hole quality on fatigue life of drilled CFRP with the different ply orientation angle. J Braz. Soc. Mech. Sci. Eng. 43, 20 (2021). https://doi.org/10.1007/s40430-020-02719-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-020-02719-2