
Abstract
Selecting the most suited manufacturing process for a specific product, as well as optimizing the design regarding manufacture and assembly, is actions that will directly impact on cost and quality, aiming at finding the best match between the product’s functional requirements and the attributes of the processes, and it should be carried out in the first stages of product development. In this context, the literature presents some sheet metal joining process selection methods, which can be classified as: mechanical (forming), metallurgical (welding) and chemical (adhesive) processes. However, such methods are complex and not specific for thin sheet metal. Therefore, our goal is to propose a joining process selector for overlapping sheet metal, which can correlate the product’s functional requirements with the technical characteristics of the processes (clinching, rivets and welding) in early stages of product development. Unlike what is found in the literature, this selector is subdivided into five different types of clinching processes. The selector design was based on the Quality Function Deployment (QFD) principle, which easily converts a product’s functional requirements into an ordered joining process list. The joining process data collection was carried out from two approaches: quantitative (joining sheet thickness, joint dimensions, production batch and joining strength) and qualitative (type of material, surface finish and accessibility to perform the joining). Three products were chosen to validate the selector. The results were compared against the literature and commonly commercially employed processes. The application of the selector in commercial products showed compatibility with the literature as well as the commercially used processes. However, depending on the product, other requirements might be considered, such as availability of equipment and production costs.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Part of a very competitive market, in an increasingly developed technological scenario, industries are looking for ways to stand out and innovate over the competition, striving to take action to overcome such obstacles and prosper during periods of economic crisis. Therefore, keeping the processes lean and production costs compatible with customer demand is utterly necessary for a company to stay in the market. Selecting the right manufacturing process for a particular product or component, as well as optimizing its design considering its manufacturing and assembly, will directly impact the cost and quality. A company’s market success may be hurt when that selection is not carefully made, not taking the right factors into account. Such factors will only be clearly seen when all information regarding customer demands and product requirements is well defined [29]. Selecting a process, therefore, is finding the best match between a product’s functional requirements and the process’ attributes. And that selection should take place during the early stages of product development, before the drawbacks of selecting an inappropriate process render the planned budget unfeasible [3].
The challenge of selecting a specific manufacturing process lies in the knowledge of the existing processes, their limitations and capabilities. Various process selectors available in the literature aim to provide such guidelines and reduce the distance between the ideal process and the desired application. The joining of thin sheets encompasses different categories of manufacturing processes, ranging from mechanical (forming), metallurgical (welding) to even chemical (adhesive) processes. In a brief systematic literature review (SLR, “Appendix”) aims specifically at finding works on the selection of joining processes, the work of LeBacq et al. [21] is found as the main reference on the topic. In that paper, the authors present a software-implemented joining process selection methodology. The selection runs through a database of materials and mechanical, welding and adhesive joining processes. In that approach, the non-viable processes are initially eliminated and, later, through a fuzzy logic algorithm, the remaining options are sorted according to how well they meet the requirements. After feeding the software with the data, a multi-criteria evaluation is performed, which returns a list of possibly applicable processes.
Two other works also stand out in the SLR. The first one is Maropoulos et al. [24], which studied the specification and implementation of CAPABLE (Concurrent Assembly and Process Assessment BLocks for Engineering manufacture) for welding, a planning toolkit based on aggregate process planning, which is defined as “a methodology to evaluate alternative design and processing options at the early design stages according to relevant manufacturing criteria.” The authors studied two input methods: manual and information abstraction. Manual input is more suitably employed concurrently with other design and analysis activities, but not as good for product redesign. Information abstraction can be employed during early redesign stages to extract aggregate product information from existing designs.
The second work is Mesa et al. [25]. The authors propose a functional characterization of mechanical joining methods for assembly and disassembly activities that take place throughout the product’s life cycle, focusing on open architecture products. The proposed approach integrates DFA and DFD principles in a formal methodology, where different joining methods, not only welding, are evaluated and sorted into five different categories. The authors also employ an algorithm to establish the joint type.
Besides those authors, the works that cited Lebacq’s [21] were also evaluated in the SLR, resulting in five other articles. Kaspar et al. [16] employed multi-criteria decision-making (MCDM) methods to provide a computer-based selection tool for joints of any kind, not only sheet metal. The proposed solution is based on a three-step process connected through a W-model. In the first step, the “Component Pre-Design” is performed, including the concurrent selection of Design, Material and Manufacturing Process. The second step is the “Cross-Component Design,” when the concurrent selection of component design and joining technology takes place. The third and last step is the “Component Detail Design,” with the final cross-dimensional decision-making. Each of those steps is correlated with a tridimensional structure based on three correlation matrices, each providing a viability filter. The result is a ranking of possible processes for each joint.
A more focused approach is presented by Kaspar et al. [17], which deals with the joining of cross-component multi-material systems. The authors propose a three-phase methodology: In phase 1 (screening), the available materials’ thickness combination is compared against the theoretical data from the joining database, resulting in an unrated list of viable processes. In phase 2 (assessment), an efficient multidimensional evaluation of the listed technologies in terms of technical, economical and ecological criteria is performed, leading to an assessed ranking. The most challenging part takes place in phase 3 (optimized selection), whose objective is to adapt the initial design according to some criteria, such as sustainability and technology. The result is an optimized design.
Kim et al. [18] developed a helping system to select potential joining methods (mechanical and thermal fasteners, adhesives and hybrid processes) for different materials, based on data mining from various sources (experts, handbooks and vendors). The collected data were organized into several categories based on joining materials, mechanical and design requirements, geometry and so on, yielding a formalized data structure. The selection is performed using a two-phase algorithm: first evaluating the viability to join the materials and then evaluating the viable joining method based on attribute requirements. The result is a filtered list of joining methods.
Another database-based approach is provided by Esawi and Ashby [11]. The authors employed three different taxonomy-like structures where joining processes, materials, geometry and loadings are considered separate kingdoms, each containing information organized in families, classes, subclasses and members. Those three kingdoms compose three different main databases. Two other databases are also provided: one regarding materials that can be joined together (also a main database) and another that stores the source of the provided data. The selection is performed based on links between those four databases. The absence of a link indicates that a combination of material, process or geometry/loading is not achievable, and consequently, the process is unsuitable.
The work of Ashby et al. [4] is a review of material selection methods that includes some references to process selection. Based on a literature review, the authors pointed out some challenges for the future of material selection, including how to deal with finite-time design and expertise retrieval, process selection and modeling, interfacing of materials and process selection tools with geometric modeling and dimensioning tools, multi-material selection, green design, aesthetics and industrial design, selection of functional materials, miniaturization and the identification of possible applications for new materials.
L’eglise et al. [20], in turn, approached a process selection methodology considering a database of fifty-four different widespread joining processes. The selection takes place in two stages: in stage 1, the processes that are technically incompatible with the product in question are eliminated through filters. In stage 2, the remaining processes are sorted in order to determine the most suitable solutions. During that stage, the authors use the PROMETHEE method as a multi-criteria decision-making supporting technique. To integrate such methodology, a piece of software was later developed.
Brown et al. [6] also contribute to the joining process selection topic. Their proposal is based on the implementation of software as part of a proactive approach to DFA, not aiming at selecting a specific joining process, but at pointing out possible joining processes capable of meeting the imposed conditions. To develop the selection methodology itself, an adaptation of the technique known as PRIMA (Process Information Maps) was used, in order to enable the use of four variables chosen from a two-dimensional spreadsheet.
Houldcroft [14], in turn, developed a sort of metal joining process selection guide. His guide gathers twenty-eight non-mechanical joining processes, focusing on welding, and forty-four types of joints and different material thicknesses. The main idea is that the designer can choose the joint geometry and the material thickness, and the guide will provide a list of compatible processes. However, the tool he developed does not specifically select a process, but a list of compatible processes and information about each one.
In addition to the joining process selectors, the literature also presents specific selectors for a particular joining technology. Lees [22], for instance, presented a table for a comparative analysis of adhesive-based joining of elements, not necessarily metallic. Kalpakjian and Schmid [15] presented a welding process selection graph based on the type and thickness of the materials involved in the joining. Schey [28] also presented a similar work for the selection of welding processes, adding technical and economical selection criteria.
Despite the extent of existing joining processes, as Wiendahl et al. [33] point out, most do not address the specific joining of thin sheets and do not distinguish between different clinching processes, considering them all as one category. Only Kaspar et al. [17] consider the sheet thickness and refer to the concept of QFD. Kaspar et al. [17], Kin et al. [18] and Esawi and Ashby [11] are more robust computational applications that need more specification.
In this context, the literature presents many methodologies for the selection of sheet metal joining processes. However, the complexity and generality of such methods and the lack of a simple tool that considers the product’s functional requirements, and which is focused on the selection of processes to join thin sheet metal, are clear. Therefore, this work aims to propose an overlapping thin sheet metal joining process selector that relates the product’s functional requirements with the technical characteristics of each process (including clinching variations), indicating the most suitable joining process in the product development phase.
2 Literature review
The joining processes can be categorized according to the nine parts of DIN 8593 (Fig. 1).

Source: Adapted from Wiendahl et al. [33]
Joining processes according to DIN 8593 standard.
DIN 8593 Part 1 is about simple joining. The parts are placed one over another, joining, articulating and locking themselves together. The joint holds up with gravity, friction and non-permanent interlock. In Part 2, the filler joining, the joints are made with a fluid between the parts. Those kinds of joins can be normally loosened by applying heat. Part 3 is about mechanical components, with a group called clamping elements (screws, rivets, etc.). Part 4 is about the joining of amorphous materials. The formed joints, Part 5, are made through a connection between the parts, resulting in interlocking. Part 5 has a subgroup called riveting and clinching processes. Part 6 includes welding processes. They can use pressure or fusion and can be considered permanent joints. Part 7, on the contrary, regards temporary welding processes called brazing joining. The joined parts can be unfixed with the correct tools. Part 8 is about adhesive bonds. They use nonmetallic bonding agents which harden physically or chemically, joining the workpieces. Finally, Part 9 is about textile joints, such as carbon fibers [33].
The point joining processes stand out from other DIN 8593 definitions for thin sheet metal joining. They are Part 5 (forming) and Part 6 (welding), including
-
(a)
Clinching is a mechanical forming sheet metal joining process. In this process, one sheet is held onto the other by a concentrated force applied by a punch and a die. At the end, the sheets are plastically deformed toward the die, resulting in an angular displacement of the material. The sheet metals are finally interlocked [13]. Figure 2 shows some commercial clinching processes.
-
(b)
Rivets produce a permanent mechanical forming joint using clamping elements. The process can be undone, but the sheets and/or rivets are destroyed. In this kind of joint, the rivet is formed after it is inserted in a pre-existing hole on the sheets. It is usually conformed on one side only [29].
-
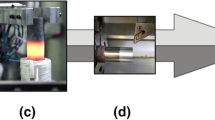
(c)
Welding is the most important and recognized joining method for metallic materials. This process applies fusion or pressure to create chemical bonds and join the materials. Two welding subgroups stand out for sheet metal assemblies: resistance spot welding (RSW) and friction stir welding (FSW). The metal sheets that are held together under pressure by electrodes are joined in one or more spots by the heat generated from the resistance to the flow of electric current [2]. FSW is a solid-state joining technique using a non-consumable rotating tool with a specially designed pin and shoulder, which is inserted into the touching edges of sheets or plates to be joined and traversed along the line of joint. The localized heating softens the material around the pin, and the combination of tool rotation and translation leads to movement of material from the front to the back of the pin [26]. As a variant of FSW, the friction stir spot welding (FSSW) has been proposed to accomplish spot welding without the transversal pin movement. The FSSW process consists of three stages: plunging, stirring and retracting [34]. The friction spot welding (FSpW) is similar to the FSSW, but the joint is completely filled. There is no hole on the sheet metal by the end of the process, which is important to avoid corrosion and stress concentration [7].

3 Development of the process selector
The development of the sheet metal joining selector was based on the same conceptual model as Santos et al. [27], who used the principles of QFD to elaborate a casting process selector. In this approach, a correlation matrix is constructed, which correlates the product’s functional requirements (defined by the designer) with the characteristics of the sheet joining processes, thus obtaining the importance of each of those characteristics for the product, which, in a second stage, are correlated with the joining processes and product specifications in the selection matrix, resulting in a ranking (from zero to ten) of the analyzed processes (Fig. 3).

Source: Adapted from Santos et al. [27]
Conceptual model for the selection of joining processes.
Unlike Santos et al. [27], qualitative product specification characteristics, such as surface finish and accessibility to perform the joining, were considered. A similar method was employed by de Aguiar et al. [8] to evaluate the recyclability of a given product during its development stage, considering two factors: the type of material and the product’s disassembly process. Qualitative characteristics, such as disassembly accessibility, contamination and compatibility between the materials, were converted into an increasing difficulty scale (1–4), meaning that the highest rating qualitative characteristics indicate lower recyclability.
The development of the selector comprised three steps. Initially, a bibliographic research was carried out to outline the main technical features of each joining process to be included in the selector. Those features were split into two groups: qualitative and quantitative, which were later used to build the QFD-based correlation and selection matrices. In step 3, three products were chosen for analysis, and then, the results were compared against those from Brown et al. [6] and against commercially used joining processes.
3.1 Definition of joining processes’ technical characteristics and data gathering
From the literature, the main technical characteristics of the joining processes that will be used as selection criteria, according to Table 1, were defined as: surface finish, accessibility for joining, sheet thickness, batch, joining strength, joint type and material type. It is noteworthy that the selectors in the literature differ in this regard, since they mix process characteristics and product functional requirements.
Each of these characteristics causes the joining process to be selected differently:
-
Surface finish—This factor is related to the quality of the surface to be joined. The lower the number of chemical elements, oxides and other substances found on the surface, the better the surface quality. Thus, processes that require parts with absolutely clean surfaces perform worse in the selection than those that can be performed on painted parts. For example, in resistance spot welding (RSW), the heating to form the welding point depends on the resistance to current flow. Such resistance is directly affected by the parts’ surface condition, as dirt, paint, oxides and oils are insulating, in addition to the conductivity, resistivity and melting point of the materials (type of material) and the thickness of the sheet. Such elements affect energy consumption.
-
Accessibility to perform joining—Represents how accessible the area to perform the joining task is. Processes that require tools on both sides to join plates are less accessible than processes that use tools on a single side. This factor is also related to the geometry of the parts (presence of obstacles to the place of joining).
-
Thickness of joining sheets (mm)—Relates to the process ability to join sheets of greater thickness, or not to damage sheets of thinner thickness.
-
Batch (production/year)—Some processes are more productive than others. Including this factor in the selector allows selecting joining processes according to the desired production volume.
-
Joining strength (kN)—Relates to the load capacity supported by the joint in its transverse direction (shear).
-
Type of material—Corresponds to the types of material that the process is able to join. For this version of the selector, only joints of the same type of material were considered.
-
Type of joining—It is the variety of types of arrangements between two or more plates that can be served by the joining process. In this version, only overlapping plate joints were considered.
-
Joint dimensions (Ø mm)—It is the diameter of the connecting element itself, in the case of circular joints such as rivets, or the tool diameter, for welding and clinching processes. For example, in friction stir spot welding (FSSW) and friction spot welding (FSpW), the joined region undergoes severe plastic deformation depending on the type of material. In such case, weld resistance is given by the ratio of shear force and effective nominal area of the joint (outside diameter of the tool).
The data gathering for the joining processes’ chosen characteristics was carried out from two approaches: quantitative (joining sheet thickness, joint size, batch and joining strength) and qualitative (material type, surface finish and accessibility to perform the joining). The maximum and minimum characteristics for each of the evaluated factors are shown in Table 2. The values represent the limits for which the selector is able to perform the selection process for sheet metal joining.
For the quantitative characteristics, four levels of values were established: (1) extreme minimum, (2) ordinary minimum, (3) ordinary maximum and (4) extreme maximum, where (1) and (4) represent, respectively, the lowest and the highest possible values, while (2) and (3), in turn, represent the average values collected from the literature, as in the methodology proposed by Santos et al. [27]. The sheet thickness refers to the sum of the thicknesses of the sheets involved in the joining. In this case, for each process, four levels were established, as shown in Table 3, which exemplifies those values for the resistance spot welding (RSW) process, following the same criteria for the other quantitative characteristics of joint size, batch and joining strength.
In the qualitative approach (except for the material type characteristic), concepts were assigned a value from 1 to 4, based on the evaluation of a certain characteristic, similar to de Aguiar et al. [8].
Type of material is an important factor for the selection. Defining the sheets’ type of material to analyze the compatibility with the joining processes is necessary for a better selector functionality. Table 4 presents a survey about the main sheet materials (C steel, stainless steel, aluminum and copper and their respective alloys) [1, 7, 15, 23, 29, 30].
To meet and respect such material differentiation between the possible joining processes, the type of material must be the first specification made by the designer, as it will be the first filter for the selection process. For example, if, at the early selection stage, the product material is informed as stainless steel, the BTM Tog-L-Loc®, BTM V-Loc ™ and BTM Oval-Loc® clinching processes should be automatically disregarded, as they will not meet the product joining needs under any circumstances.
The surface finish characteristic can refer to both the roughness of the sheets being joined and their surface finish. For the case under study, that is, when it comes to the development of a sheet metal joining process selector, the most important factor to ensure a good joint between the sheets is the surface finish, since they already have a standardized roughness dimensional tolerance. Regarding that characteristic, the state of the surface must be considered in terms of contaminants such as oxide layers or chemicals, paint or additional materials such as plastic films. Four factors (Table 5) that represent the sheets’ surface conditions were defined. The selector designer or user should choose the one that most closely matches the product’s raw material surface conditions.
Still working qualitatively, the selector considers the joining accessibility, which measures how easily a certain part can be reached with the hand or a tool (Kroll and Carver [19], apud de Aguiar et al. [8]). Just as the surface finish characteristic, a product’s accessibility was evaluated with the qualitative attribution of four factors, according to how easy it is to access the joining place in the product. According to Table 6, factor 1 represents a product with an easy access to the joining site, without any geometric restrictions. Factor 2 represents an application whose joining is 50% easy to access. Factor 3, in turn, represents an application whose joining is 50% difficult to access. And, finally, factor 4 represents an application whose joining is very difficult to access.
3.2 QFD-based joining process selector
After listing the sheet metal joining processes, their inherent technical characteristics and each of such characteristics’ values, the correlation matrix was developed. The matrix correlates the product’s functional requirements, that is, the set of attributes it requires, with the technical characteristics of the joining processes. Correlation takes place by assigning weights that vary from 0 to 5, where 0 means “no correlation” and 5 means “very strong correlation.” The matrix yields the translation of the functional requirements to the importance degree of the process characteristics.
The next step is the elaboration of the selection matrix, which compares the values informed by the designer and the values from the selector database. According to the comparison results, values of 0, 1 or 2 will be given as follows:
-
(a)
For the quantitative variables: 0 if the characteristic is above the extreme maximum or below the extreme minimum, 1 if it is between the ordinary minimum and the extreme minimum or between the ordinary maximum and the extreme maximum and, finally, 2 if it is between the ordinary minimum and the ordinary maximum.
-
(b)
For the qualitative variables: 2 if it is compatible with the process value, 1 if it is less than the process value and 0 if it is greater than the process value.
At the end, each characteristic’s index is found by multiplying the process capability value by the importance obtained from the correlation matrix. The grade of each joining process will be the sum of its characteristics’ indices, going as high as 100 (ideal process). After the results are normalized, the selection matrix can provide a priority list of processes that can be employed in the proposed application. Figure 4 summarizes the selector operation.

Source: Prepared by the author
Selector operation flowchart.
4 Selector application and evaluation
For the analysis and validation of the proposed selector, three commercial products were chosen and compared against other selectors, similar to L’eglise et al. [20] and Santos et al. [27]. The selected products were: (a) complex automotive part (joining of five components); (b) cable tray (joining of similar components) and (c) paint can (joining of wire flap to body) (Fig. 5), with their specifications and functional requirements grouped in Table 7.

Source: Prepared by the author
Product joining details used for selector validation.
The functional requirements and design specifications of each product were first fed into the correlation matrix, translating the requirements into the degree of importance of the joining processes’ characteristics (Table 8). For the automotive part, for example, they are, in descending order: joining strength, joint dimensions, surface finish, production batch, joining sheets thickness, joining accessibility.
After obtaining the characteristics’ importance values, the priority for each process is calculated for each part. For instance, the results for the solid rivet process for the automotive part are shown in Table 9, along with the respective characteristic’s importance values obtained from the correlation matrix (Table 8) shown in Table 9 (column C). The values for the automotive part in column B are compared against the characteristic values of the solid rivet process (columns D to H), in order to find the associated indicators (column I). Thus, the importance values (column C) are multiplied by the correlated indicators (column I), giving the characteristic’s priority value (column I). The number 63, obtained from the sum of values from column I, corresponds to the non-normalized priority index for this process. It was the greatest value among the listed joining processes as well as the tubular rivet process and, after normalized, received a score of 10.00.
Similarly, the other joining processes were analyzed and applied to the two other products (cable tray and paint can), with the final ranking presented in Table 10. For the automotive part (a), the selector result was, in first place, solid rivet processes (63) and tubular rivets (63), followed by the BTM Tog-L-Loc® clinching process (56). For the cable tray part (b), the number one process result was resistance spot welding (RSW) (97), followed by the TOX-clinching® process (89). The high score for the processes for the cable tray stands out, which means a great adherence to this selector’s manufacturing processes. Finally, for the paint can (c), the selected process was the TOX-clinching® (62), followed by the BTM Tog-L-Loc® (53).
And, to complete the validation, a comparison was made between the results of the proposed selector (1) and the processes used in the industry (2), and with the literature (3) (Table 11).
For the automotive part and the cable tray, the developed selector’s first choices were the same processes suggested by the industry and Brown et al. [6]: rivet and resistance welding (RSW), respectively. For the paint can, the selector suggested TOX-Clinching® first and BTM Tog-L-Loc®, the same used in the industry, second. It is worth mentioning how closely related they are, as both are visually similar clinching processes, but with technical differences in the performed plastic deformation. In this case, other selection factors must be considered to define the process that best meets functional and production requirements, as well as production specifications.
5 Conclusion
The overlapping thin sheet joining process selector was proposed from a conceptual QFD-based model, to be employed in the early stages of product development. The use of the correlation matrix allowed translating the product’s functional requirements into the degree of importance of each characteristic of the joining processes, namely clinching, rivets and welding, with special attention to clinching, with scarce literature, which has been subdivided into the BTM®’s Tog-L-Loc®, V-Loc ™, Oval-Loc® and Lance-N-Loc® clinching processes, and the TOX®’s clinching process. The data collection for the joining processes’ chosen characteristics was carried out from two approaches: quantitative (joining sheet thickness, joint size, batch and joining strength) and qualitative (material type, surface finish and accessibility to perform the joining), with sheets’ material type as an initial analysis filter. The building of the selection matrix compared the product data and the selector database, resulting in a priority list of the joining processes. When applied to commercial products, the selector showed compatibility with the literature, as well as with commercially used processes. However, depending on the product, other requirements may be taken into consideration, such as equipment availability and production costs.
Using the principles of QFD in the selector allowed to provide a solution that can easily convert a product’s functional requirements into an ordered list of joining processes. Therefore, it should facilitate the analysis, the interpretation of results and, consequently, the decision-making in the early stages of product development. Future works should address the limitations inherent to this version of the selector, including, for example, the study of the union between sheets of different materials or multiple layers.
References
Alting L (1994) Manufacturing engineering processes, 2nd edn. Marcel Dekker, Nova York
American Society for Metals International (1993) ASM handbook: welding, brazing and soldering, vol 6. ASM International, Materials Park
Ashby MF (2005) Materials selection in mechanical design, 3rd edn. Butterworth-Heinemann, Oxford
Ashby MF, Bréchet YJM, Cebon D, Salvo L (2004) Selection strategies for materials and processes. Mater Des 25(1):51–67. https://doi.org/10.1016/S0261-3069(03)00159-6
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (2011) NBR 6215: produtos siderúrgicos – terminologia (steel products - terminology). ABNT, Rio de Janeiro
Brown NJ, Swift KG, Booker JD (2002) Joining process selection in support of a proactive design for assembly. J Eng Manuf 216:1311–1324
Campanelli LC, Alcântara NG, dos Santos JF (2011) Soldagem por ponto no estado sólido de ligas leves (Spot welding in solid state of light alloys). Soldagem Inspeção 16(3):300–307
de Aguiar J et al (2017) A design tool to diagnose product recyclability during product design phase. J Clean Prod 141:219–229
DEUTSCHES INSTITUT FÜR NORMUNG (2003) DIN 8593-0: manufacturing processes joining—part 0: classification, subdivision, terms and definitions. DIN, Berlin
DEUTSCHES INSTITUT FÜR NORMUNG (2003) DIN 8593-5: manufacturing processes joining—part 5: joining by forming processes. DIN, Berlim
Esawi AMK, Ashby MF (2004) Computer-based selection of joining processes methods, software and case studies 2004. Mater Des 25(7):555–564. https://doi.org/10.1016/j.matdes.2004.03.002
Groover MP (2010) Fundamentals of modern manufacturing: materials, processes and systems, 4th edn. Wiley, Danvers
He X (2017) Clinching for sheet materials. Sci Technol Adv Mater 18(1):381–405
Houldcroft PT (1990) Which process? A guide to the selection of welding and related processes, 1st edn. Abington Publishing, Cambridge
Kalpakjian S, Schmid S (2013) Manufacturing engineering and technology, 7th edn. Pearson Higher, Massachusetts
Kaspar J, Choudry SA, Landgrebe D, Vielhaber M (2018) Concurrent and geometry-dependent selection of material and joining technology—An initial utility-based systematic decision-making tool. In: 2018 Annual IEEE International Systems Conference (SysCon). IEEE, Vancouver, BC, Canada, p 1-8, 23-26 April 2018. https://doi.org/10.1109/SYSCON.2018.8369549
Kaspar J, Choudry SA, Vielhaber M (2019) Optimized decision-making in joining selection by alternative-based material and design-oriented changes. Procedia CIRP 80:4–9. https://doi.org/10.1016/j.procir.2019.01.057
Kim JH, Wang LS, Putta K, Haghighi P, Shah JJ, Edwards P (2019) Knowledge based design advisory system for multi-material joining. J Manuf Sys. https://doi.org/10.1016/j.jmsy.2019.03.003
Kroll E, Carver BS (1999) Disassembly analysis through time estimation and other metrics. Robot Comput Integr Manuf 15(3):191–200
L’eglise T et al (2001) A multicriteria decision-aid system for joining process selection. In: International symposium on assembly and task planning, vol 4, 2001, Fukuoka. IEEE, Anais Tokyo
Lebacq C et al (2002) Selection of joining methods in mechanical design. Mater Des 23(1):405–416
Lees WA (1984) Adhesives in engineering design. The Design Council, London
BTM® Clinching Solutions. Marysville: BTM® Company (2016) High value clinch joining technology for sheet metal assembly. http://www.btmcorp.com/clinching-solutions.html. Accessed Oct 2018
Maropoulos PG, Yao Z, Bradley HD, Paramor KYG (2000) Integrated design and planning environment for welding Part 1: product modelling. J Mater Process Technol 107:3–8
Mesa JA, Illera D, Esparragoza I, Maury H, Gómez H (2018) Functional characterisation of mechanical joints to facilitate its selection during the design of open architecture products. Int J Prod Res 56(24):7390–7404
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50(1–2):1–78
Santos AE et al (2017) Proposal and evaluation of a selection procedure for cast parts. J Braz Soc Mech Sci Eng 39(8):3151–3163
Schey JA (2000) Introduction to manufacturing process, 3rd edn. McGraw-Hill, Nova York
Swift KG, Booker JD (2003) Process selection: from design to manufacture, 2nd edn. Butterworth-Heinemann, Oxford
TOX® (2014) Clinching e união de chapas metálicas (Clinching and sheet metal joint). TOX® Pressotechnik, Weingarten. Tecnologia de união TOX®. https://pt.tox-pressotechnik.com/aplicacoes/clinching/tox-joining-technology/. Accessed Oct 2018
United States Patent. Christoph Schilling; Jorge dos Santos. Method and device for joining at least two adjoining work pieces by friction welding. US 6,722,556 B2, 16 May 2002, 20 Apr 2004
United States Patent. Tomoyuki Iwashita. Method and apparatus for joining. US 6,601,751 B2, 19 abr. 2001, 05 ago 2003
Wiendahl HP, Reichardt J, Nyhuis P (2015) Handbook factoring planning and design. Springer, Berlin
Yang XW, Fu T, Li WY (2014) Friction stir spot welding: a review on joint macro-and microstructure, property, and process modelling. Adv Mater Sci Eng 2014:1–11
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Lincoln Cardoso Brandao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix: Systematic literature review
Appendix: Systematic literature review
The search was performed on June 2019, using SCOPUS database with the following features:
-
Search string: “selection of joining methods”
-
Search fields: Article Title, Abstract and Keywords
-
Subject area/Language/Source/Publish year: all
This search resulted on seven documents, listed in Table 12, being the work of Lebacq et al. [21] the most cited of them. Among these documents, only two are published in the last 5 years.
As a second filter, it as performed the reading of the title and abstract. Papers numbered as 3 and 5 in Table 11 were considered out of scope, since they don’t seem to address the selection of joining process per se, in any level. Paper number 6 is out of the list too, since it addresses the joining of plastic parts. The work of Goslow (1967) was considered suitable for evaluation, but we didn’t have access of its contents, and consequently, was also removed from the list (paper #7). The remaining papers (1, 2 and 4) were selected for full reading.
Besides these filters, an additional endeavor was performed in evaluating the works that cited the paper of Lebacq et al. [21]. The full list (51 papers) passed by a refinement limiting the options with the following criteria:
-
Subject area: Engineering; Materials Science
-
Language: English
-
Source type: Journals; Conference Proceedings
-
Publish year: all
It resulted on 38 documents, which passed through a more detailed reading of title and abstract. The seven remaining results are listed in Table 13. Among these papers, we didn’t have access just to document number 5 and the paper of Mesa et al. [25] was already on the previous list (paper number 3). The remaining papers were selected for full reading.
Rights and permissions
About this article

Cite this article
Bond, D., Suzuki, F.A. & Scalice, R.K. Sheet metal joining process selector. J Braz. Soc. Mech. Sci. Eng. 42, 226 (2020). https://doi.org/10.1007/s40430-020-02310-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-020-02310-9