
Abstract
The current study deals with the replacement of existing sintered bronze brake pad using hybrid composite brake pads for armour vehicle application. In the present work, fused mullite was added in three different weight percentages which was compensated by synthetic barites. The pads were produced by conventional manufacturing procedure. The physical and mechanical properties were measured as per industrial standards. The tribological performance was evaluated using Chase test following IS2742 Part-4 standards. The test results showed that 3 wt% of mullite abrasive in hybrid brake pad formulation produced reduced density, less squeal, less frictional undulations with the minimum wear of 0.887 g for 100 brake applications. Worn surface characteristics were analysed using scanning electron microscopy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
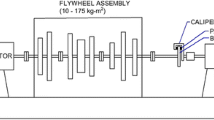
‘Friction,’ the most powerful word, helps to decelerate and stop the vehicle through energy transformation, i.e. from kinetic energy to heat energy. It is mostly used in brake pad or linings and clutches of automotive vehicles. This process must effectively work and satisfy the specified requirement as per the application. Earlier days, the versatile material called asbestos which is a mixture of silicates was widely used in the brake pad due to its excellent fibrous nature. It was banned in the automotive application as it leads to carcinogenic disease called mesothelioma [1, 2]. The brake friction material usually a heterogeneous, multi-ingredient mixture is used for achieving multi-functional work. The brake system is entirely different from a commercial vehicle. The disc brake system consists of a bunch of stators on which the brake pad is mounted by riveting. This dry-type disc brake is a secondary brake system which comes into operation approximately at 35–40 kmph, whereas the main brake system of an armour fighting vehicle is hydraulically actuated and mechanically operated system. Figure 1 shows the brake assembly of an armour vehicle.

Brake shoe assembly of an armoured vehicle
The brake pads in the brake system of racing cars, battle tanks and aircrafts are one of the most complicated materials as they should be able to operate at repeated braking conditions and transient temperature without losing their property. Hence, developing the best material for these applications becomes a complex job. The energy conversion during braking is shown in Fig. 2.

Energy conversion process during braking
Carbon–carbon composite and sintered bronze are used for the application depending on the temperature developed during the braking process. Sintered bronze exhibits quick thermal energy transformation. Tin in the sintered bronze formulation plays a vital role in increasing specific strength of brake pad. This occurs when it combines with copper and assists liquid-phase sintering [3]. Copper alloys are used as it can withstand the rise in temperature levels during braking and increase the heat transfer. It has very good seizure resistance due to the presence of graphite and sulphides in the matrix [4]. The copper-based friction materials with graphite are widely used as it can be self-lubricated at high temperature and dry sliding conditions. In these situations, it can also accomplish good wear and friction performance [5,6,7].
The sintered bronze pad used in armour vehicles was riveted to steel backing plate. The steel backing plate is made using cold-rolled cold-annealed steel of hardness 210 BHN. The coefficient of friction should be in the range of 0.2 to 0.4. The stator consists of 8 sets of brake pads per side and thus totally 64 pads with a density of 6.2 g/cc, and weight of 119 g per brake pad was used to withstand such high braking torque. The formulation is not revealed due to proprietary reasons. The problem with this braking system is that at higher density it causes more conduction leading to the boiling of brake fluid.
The use of hybrid composites in such a case is an ideal solution. The hybrid composite is reinforced with two or more fibres to achieve the requirement. The ingredients of a friction material generally are reinforcement, binder, filler and friction modifier. The abrasive particles in the brake pad are responsible for the coefficient of friction between the rotor and brake pad. Also at the same time, lubricants reduce the friction and stabilize it between them [8]. Hence, in this study, more attention is given to the usage level of abrasive.
Whenever, dealing about abrasives, its Mohs hardness finds an important consideration. Hard abrasives may have the positive effect as it clears the pyrolysed film formation. Also at the same time, the mating part surface also gets abraded. Therefore, the hard-abrasive particles are limited in the formulation [9,10,11]. The low hardness of the abrasive ensures the minimum frictional oscillation and aggressiveness against the counter-face. This aggressive action would cause disc thickness variation (DTV) consequently and results in brake judder [9, 12, 13]. Using hard abrasives in the formulation is closely related to squeal for they directly abrade the disc. Hence, incorporation of optimum percentage gives the required performance [14]. Scarce literature on evaluation of the frictional performance of brake pads containing mullite is available. A study on arriving at the optimum concentration is therefore essential. Few researchers who worked in mullite showed the wear resistance increased as the content of mullite increases. These works are on the mullite, but there is no work done regarding the fused mullite. In this work, fused mullite (3Al2O3·2SiO2) which is the only stable phase at high temperatures among the aluminosilicate minerals has been used as an abrasive in the hybrid composite. It is different from normal mullite. The normal mullite has lesser Mohs hardness compared to fused mullite. This attempt endeavours to compare the tribological performance with the existing sintered bronze brake pad using Chase test and elucidate the worn surface characteristics using SEM.
2 Materials and methods
2.1 Materials
The fused mullite is used as one of the varying ingredient in this study. The specifications are given in Table 1 as provided by the supplier (Orient Abrasives Pvt. Ltd., Porbandar, Gujarat, India), while the other varying ingredient used for compensating the weight percentage is synthetic barites.
2.2 Formulation and development of brake pads
The brake pad is non-asbestos organic (NAO) hybrid composite (HC) which contains 3 wt%, 5 wt% and 7 wt% of mullite as abrasive and designated as HC 1, HC 2, HC 3, respectively. Table 1 shows the ingredients used in hybrid composite brake formulation in the present work. The formulation mix consists of 10 ingredients with four different fibres as reinforcement, namely aramid (2 wt%), steel wool (10 wt%), brass fibre (10 wt%) and glass fibre (5 wt%) for high strength, as it going to be the equivalent for the sintered bronze matrix. All the ingredients were mixed in plough-type mixer at 3000 rpm for 14 min in an orderly manner. There are no formulae for arriving mixing time, so the homogeneous mix was ensured by a visual method. Higher the mixing time does not ensure very good homogeneity of ingredients, but lower mixing time ensures poor homogeneity with poor fibre opening. The manufacturing process adopted was compression moulding as shown in Fig. 3.

Compression moulding machine with top and bottom die
The 100 g mix was put into the mould cavity, and 15 MPa compaction pressure was applied and cured at 170 °C. During the curing process, five breathing cycles were permitted to remove the volatile gas produced. Then, the hybrid composite brake pad was immediately taken to post-curing process where it is kept for 6 h at a constant temperature of 150 °C in a muffle furnace. Three samples were developed as shown in Table 2, but we would discuss the result achieved from HC 1 and HC 2 composite only (3 and 5 wt% mullite). Since 7 wt% of mullite has a vigorous behaviour on the mating part, it was not admitted for testing. Hence, the optimum tribological performance of hybrid composite HC 1 would be discussed more in detail compared with the sintered bronze brake pad. Figure 4a, b shows the developed hybrid composite brake pad and existing sintered bronze pad.

a Developed hybrid composite brake pad, b sintered bronze pad with steel backing plate
2.3 Characterisations of the developed brake pads
The properties, namely specific gravity, heat swell, water swell, loss on ignition of the hybrid composite, were evaluated as per IS 2742 Part-3 standards, while the porosity is measured as per JIS D 4418 procedure. Generally, three samples are tested. The consistent results are reported.
2.3.1 Specific gravity
For specific gravity, the specimen’s weight in air and weight of specimen in water as being suspended without resting on the surface were measured. The weight of the specimen should not be less than 5 g. As per IS 2742 Part-3 testing standard formula, specific gravity was determined as given below in Eq. (1).
where Wa, weight in air in grams and Wb, weight in water in grams.
2.3.2 Rockwell hardness
In this study, Rockwell hardness ‘L Scale’ which shows the value in digital form has been used. A steel ball indentor of 6.35 mm with minor load of 100 N and a major load of 600 N was selected as per standard. Average value of five locations was considered as hardness value.
2.3.3 Heat swell
Heat swell was carried out to check the swell of the composite under laboratory-controlled conditions. The specimen of size 50 × 25 × 6 mm was taken as per IS 2742 standard. The temperature of 200 ± 3 °C was maintained for 30 to 40 min. At five different locations, the swell of the brake pad was measured and recorded.
2.3.4 Water swell
Water swell was carried out to check the swell of brake pad at the wet condition. The specimen of size 50 × 25 × 6 mm was taken as per IS 2742 standard. The test was carried out at room temperature. The specimen was soaked in water and left for 30 to 40 min. At five different locations, swell was measured and recorded.
2.3.5 Loss on ignition
The sample of 2 g of powdered sample was taken by drilling the developed brake pad. The sample was then kept in a muffle furnace for 800–850 °C for 2 h and cooled in a desiccator. During testing, it must be ensured that flying of dust should not take place. Weight before introducing into furnace and weight of the sample after testing were measured, and ignition loss % was calculated as per standard formula as given below in Eq. (2).
where W1, weight of empty crucible, grams; W2, weight of crucible and sample, grams; W3 = weight of crucible and sample (after ignition), grams.
2.3.6 Porosity
The porosity was calculated using the formula given in Eq. (3), and the procedure was based on JIS D 4418 standards.
where W1 is the initial weight of specimen (g), W2 is the final weight of specimen (g), ρ is the density of oil (SAE 80 oil) used for testing (g/cc), and V [volume of specimen (cc)] = W1 (g)/density of the specimen (g/cc).
2.3.7 Chase testing specifications and procedure
The Chase test is a quality screening test for a brake lining/pad. In this test fade, recovery and wear behaviours were studied for the developed composite as per IS 2742 Part-4 standards. The Chase test equipment is shown in Fig. 5.

Chase testing machine with its accessories
The Chase test consists of a rotating drum made up of cast iron and sample holder where the sample of 25.4 × 25.4 × 6 mm was placed. The drum surface was cleaned before the commencement of test by rotating at 411 rpm and placing 320-grit abrasive paper on it, and it is ensured that no dust was seen on the drum surface. The test procedure consists of burnish, baseline I, fade I, recovery I, baseline II, fade II, recovery II and wear. Table 3 shows the working characteristics of the brake drum.
Burnishing or bedding-in was carried out for a braking load of 440 N at a speed of 308 rpm for 25 min. The temperature of the drum was maintained at 93 °C to ensure a conformal contact for at least 95% between the drum and brake pad surface [15, 16]
During baseline I test, the drum surface temperature was maintained between 82 °C and 93 °C and 10 s test run (load applied) and 20 s (without load) were carried out at 411 rpm and 660 N for 20 applications. For fade I test, the temperature of 82 °C was the starting test temperature, and a maximum of 289 °C was carried out with the help of heater at 411 rpm and 660 N for 10 min continuous drag. The coefficient of friction with respect to temperature was recorded. Immediately after fade I, the blower was ON to decrease the temperature from 261 to 93 °C at 411 rpm and 660 N for 10 s. Second, wear measurement was carried out similar to the initial wear. Wear run was carried out.
During fade II test and recovery II, the temperature maintained was the only difference, i.e. for fade II 93 °C to 345 °C and recovery II 317 °C to 93 °C. Finally, the baseline II test was carried out as the same as baseline I. Wear of the samples was found by weighing the tested samples in digital weighing balance of accuracy 0.001 gs.
3 Results and discussion
3.1 Physical, mechanical and thermal properties of the developed composites
The test results of the various properties are given in Table 4. The specific gravity of a hybrid composite brake pad was 2.40 g/cc, and it was increased to 2.72 g/cc as there is an increase in the content of mullite because of its high density. But it is very less when compared with the sintered bronze, and the weight reduction per pad is found to be 72.1 g. The hardness of sintered bronze brake pad is found to be 82.3 HRL, whereas the average hardness value of developed hybrid composite is found to be increasing from 83.5 HRL to 86.3 HRL as the content of mullite increases.
Porosity goes on decreasing as mullite in the formulation increases; hence, noise was observed during testing. The reduction in porosity arrests the vibration within the material during testing. Therefore, the possibilities for vibration to escape become less. And also it is inferred that the hardness increases as porosity decreased. This is as per the literature that higher the specific gravity, higher the hardness which due to close packing leads to the reduction in the porosity [17,18,19]. Figure 6a, b shows the change in specific gravity and hardness as a function of porosity. The heat swell is found to be less and suitable for defence application. This is because the clearance between rotor and brake pad was 0.25 mm. Ignition loss was optimum; hence, the hybrid composite’s thermal stability was high with hybrid reinforcement. Therefore, degradation of the brake pad material was less. From the test result, the hybrid composite HC 1 with 3 wt% mullite was found more suitable when compared with HC 2 and HC 3.

Relationship between porosity and a specific gravity; b hardness
3.2 Tribological performance of the developed composites using chase test
3.2.1 Fade and recovery performance of the developed hybrid composites
The fade I performance of hybrid composite HC 1 and HC 2 are shown in Fig. 7a, b. In HC 1, it was observed that initially, the coefficient of friction (µ) was in the range of 0.4 to 0.28 and can see little friction stability and soon reduces to 0.2, whereas in HC 2, the coefficient of friction was in the range of 0.53 since the fused mullite content was high. The initial increase in coefficient of friction (µ) was due to the abrasive nature of mullite and steel fibre content [19,20,21]. When the brake pad contacts the drum surface, the abrasive gets blunt, attributes to fracture of particle and allows the other ingredients to have contact. But in the case of HC 2, as the content of mullite increases, it increases the contact area and hence the friction coefficient increases. The abrasives dominate the contact surface, and initial bite was high. Hence, the friction coefficient oscillation was less, but at last, the µ was decreasing.

a Fade I performance of HC 1 and b fade I performance of HC 2
Figure 8a, b shows the fade II performance of hybrid composite HC 1 and HC 2. HC 1 composite proved to be the best one when compared to HC 2 in terms of friction stability and effective braking. It is also expected by the driver to have consistency in friction levels for effective braking. This is inferred in HC-1 with less undulations as inferred from Fig. 8a. As the content of mullite is high in HC 2, it leads to produce fresh abrasive surface. Abrasive clears the formation of tribo-film which increases the friction coefficient and noise. Since the interfacial temperature is high during fade II, the steel wool fibre, brass fibre and copper content increase the specific heat capacity of the composite. The aramid fibre helps in reducing the fade by providing a barrier to heat conduction, whereas other fibres lead to accumulation of heat which might be a reason for the decrease in µ in spite of the fused mullite content being high. In the case of HC 1, the blunt abrasives permit the formation of tribo-film. Therefore, friction stability is observed within the permissible range. It is observed that fade decreases and stable frictional behaviour is observed in HC 1 during fade II which is the most expected performance.

(a) Fade II Performance of HC 1 and (b) fade II performance of HC 2
This data ensures that the sufficient tribo-film has been formed on the surface even at the high-temperature braking condition. Table 5 shows the fade and recovery values obtained from the developed composites. The fade performance of HC 1 was suitable, whereas fade performance of HC 2 was higher than 20% which is found to be not suitable. The recovery performance of both the composites is above 95% in both recovery I and II, but the desired recovery level is achieved by HC 1, i.e. above 100. For a good brake friction composite, the recovery values must be greater than 100 [22]. In particular, the HC 1 is higher due to the better porosity which helped to dissipate heat and allow the composite to recover well as inferred from literature. [23, 24].
3.2.2 Wear performance of the composites
The existing sintered bronze brake pad has a wear of 1.2 g for 50 braking application as obtained from previous studies [25], whereas the developed hybrid composite (HC 1) with 3 wt% mullite has a wear of 0.887 g for 100 brake application. The HC 2 has shown a wear of 0.731 g.
Figure 9a, b shows the braking application of HC 1 and HC 2. The HC 1 shows the stability of friction coefficient after 60 cycles, whereas the HC 2 has shown the aggressiveness on the mating part due to its more undulations as well as increased value. During the wear test, coefficient of friction increases continuously and attains a maximum value of 0.691 and an average of 0.592. In both the developed composites, initial bite was seen higher. From initial stage onwards the tribo-layer gets destructed and contacts with the fresh surface of the drum. After 50 brake application, the abrasives get blunted and reduce coefficient of friction which can be seen clearly from Fig. 9a and also it can be known HC 1 has very good recovery behaviour from wear test that was carried out at the middle of the IS 2742 schedule.

a Braking application of HC 1, b brake application of HC 2
A slight increase in wear resistance of HC 2 was obtained. This proves that the developed hybrid composite has achieved better wear resistance than the existing brake pad. The normal and hot friction coefficient of HC 1 and HC 2 was 0.343& 0.314 and 0.504 and 0.450. These results show that friction coefficient range in HC 2 was not suitable since it is not friendly with the mating part of armoured vehicle. Since the weight of the armoured vehicle is nearly 50–58 Tons, a small increase in friction coefficient and vibrations may lead to drastic disc thickness variation.
3.2.3 Worn surface analysis using SEM
SEM micrograph of the worn surface of HC1 is discussed as it is the suitable brake pad formulation among three samples in terms of tribological performance (Fig. 10a–f). Figure 10a shows the primary plateaus formed is high which ensures the presence of fibres and mullite. The primary plateaus formed are continuous, which is the reason for a high coefficient of friction. The presence of alumina has increased the area of contact patches and load bearing area along with the fibres [26]. The degradation of the matrix can be seen in Fig. 10b. The degraded matrix gets pulverised further and settles down on the contact patches for forming the tribo-film. These degraded matrixes consist of powdery ingredients which increase the asperity contact. Since the mullite is also included in the powdery ingredient category, this may be the reason for the increase in friction coefficient and frictional oscillation. In Fig. 10b instead of patches, the bulky material has been deteriorated and seems like pitting due to hard ploughing. The pits formation and initiation of cracks and its propagation are shown in Fig. 10c, d in which the degradation of filler and the resin could be noted [27].

SEM images of Chase-tested HC 1 composites showing, a contact plateaus; b destruction of plateaus; c pit formation; d crack formation; e formation tribo-film; f destruction of tribo-film
In Fig. 10e, the third body layer and cracks leading to the disintegration of the friction layer can be seen. It shows that the friction layer is destroyed slowly by the cracks. The friction layer did not contribute to the load bearing of the composite. Instead, the layer performs its role to a certain limit and then goes as wear debris as shown in Fig. 10f. Slightly, wear tracks are observed on the friction layer. Figure 11a, b shows the orientation of various fibres in the hybrid composite. This shows the fibrous nature in the composite, fibre compatibility and excellent strength. And also it increases the real contact area and thus gives rise to friction coefficient.

SEM images showing a dispersion of fibres in the formulation, b closure view of dispersion
4 Conclusions
Thus, a hybrid composite brake pad was developed, and its tribological behaviour was compared with the existing sintered bronze brake pad. The following conclusions were made:
-
Specific gravity and hardness of brake pad were in the increasing order of HC 3 > HC 2 > HC1 as the mullite content increases and density had been reduced from 6.2 g/cc to 2.40–2.72 g/cc.
-
The heat swell and loss on ignition were in the decreasing order of HC 1 < HC 2 < HC 3.
-
Porosity was found to be in the increasing order of HC 1 > HC 2 > HC 3.
-
The optimum tribological performance was achieved with 3 wt% mullite sample (HC 1), and wear of brake pad was reduced from an average of 1 g to 0.887 g.
-
Even though hybrid composite HC 2 found to be little wear resistant, HC 1 is found suitable among the samples with the normal friction coefficient of 0.343, hot friction coefficient of 0.314, less squeal and vibration which is more required for armour fighting vehicle.
Thus, the hybrid composite developed utilising fused mullite can be used in replacing conventional sintered bronze pad for defence vehicle applications.
Change history
25 April 2019
In the original publication of the article, Fig. 7 has been wrongly overwritten with Fig. 8.
References
Pye AM (1973) A review of asbestos substitute materials in industrial applications. J Hazard Mater 3:125–147
Ramazzini C (1999) Call for ban: call for an international ban on asbestos. Scand J Work Environ Health 25(6):633–635
Sato T, Hirai Y, Fukui T, Akiyama K, Usami H (2015) Effects of dispersed sulfides in bronze under line contact conditions. In: Proceedings of Malaysian international tribology conference, pp 84–85
Gilardi R, Alzati L, Thiam M, Brunel J-F, Desplanques Y, Dufrénoy P, Sharma S, Bijwe J (2012) Copper substitution and noise reduction in brake pads. Materials 5:2258–2269. https://doi.org/10.3390/ma5112258
Liew KW, Nirmal U (2013) Frictional performance evaluation of newly designed brake pad materials. Mater Des 48:25–33
Kovacik J, Emmer S, Bielek J, Kelesi L (2008) Effect of composition on friction coefficient of Cu–graphite composites. Wear 265:417–421
Samal CP, Parihar JS, Chaira D (2013) The effect of milling and sintering techniques on mechanical properties of Cu–graphite metal matrix composite prepared by powder metallurgy route. J Alloys Compd 569:95–101
Chan D, Stachowiak GW (2004) Review of automotive brake friction materials. Proc Inst Mech Eng D J Automob Eng 218:953
Ertan R (2016) Synergistic effect of organic- and ceramic-based ingredients on the tribological characteristics of brake friction materials. Mater Technol 50:223–228. https://doi.org/10.17222/mit.2014.225
Longley JW, Gardner R (1988) Some compositional effects in the static and dynamic. Properties of commercial vehicle disk brakes. ImechE C 453(88):31–38
Jang H, Kim SJ (2000) The effects of antimony trisulfide (Sb2S3) and zirconium silicate (ZrSiO4) in the automotive brake friction material on friction characteristics. Wear 239(2):229–236. https://doi.org/10.1016/s0043-1648(00)00314-8
Handa Y, Kato T (1996) Effect of Cu powder BaSO4 and cashew dust on the wear and friction characteristics of automotive brake pads. Tribo Trans 39:346–353
Jang H, Yoon JH, Kim SJ, Lee JY, Park HD (2003) The effect of the composition and microstructure of gray cast iron on preferential wear during parasitic drag and on intrinsic damping capacity. SAE technical papers 2003-01-3313, pp 57–64
Doi K, Mibe T, Matsui H, Tamasho T, Nakanish H (2000) Brake judder reduction technology–brake design technique including friction material formulation. JSAE Rev 21:497–502
Manoharan S, Vijay R, Singaravelu DL, Kchaou M (2019) Experimental investigation on the tribothermal properties of brake friction material containing various forms of graphite: a comprehensive study. Arab J Sci Eng 44(2):1459–1473
Justin Antonyraj I, Vijay R, Lenin Singaravelu D (2018) Influence of WS2/SnS2 on the tribological performance of copper-free brake pads. Industrial lubrication and technology, pp 1–8
Mahale V, Bijwe J, Sinha S (2019) A step towards replacing copper in brakepads by using stainless steel swarf. Wear. https://doi.org/10.1016/j.wear.2019.02.019
Kolluri DK, Ghosh AK, Bijwe J (2010) Performance evaluation of composite friction materials: influence of nature and particle size of graphite. J Reinf Plast Compos 29(18):2842–2854
Lenin Singaravelu D, Vijay R, Rahul Ragh M (2015) Influence of crab shell on tribological characterization of eco-friendly product based non asbestos brake friction material. SAE technical paper, pp 1–10
Cai P, Wang Y, Wang T, Wang Q (2016) Improving tribological behaviours of friction material by mullite. Tribol Int 93:282–288
Thiyagarajan V, Kalaichelvan K, Vijay R, Lenin Singaravelu D (2015) Influence of thermal conductivity and thermal stability on the fade and recovery characteristics of non asbestos semi metallic disc brake pad. J Braz Soc Mech Sci Eng. https://doi.org/10.1007/s40430-015-0448-8
Manoharan S, Krishna Raj S, Vijay R, Lenin Singaravelu D, Suresha B (2017) Development and characterization of novel fiber reinforced hybrid friction composites. In: Paulo Davim J (ed) Green composites, materials, manufacturing and engineering. De Gruyter, Berlin, pp 69–114
Bijwe J, Kumar M (2007) Optimization of steel wool contents in non-asbestos organic (NAO) friction composites for best combination of thermal conductivity and tribo-performance. Wear 263(7–12):1243–1248. https://doi.org/10.1016/j.wear.2007.01.125
Lenin Singaravelu D, Vijay R, Rahul M (2015) Influence of crab shell on tribological characterization of eco-friendly products based non-asbestos brake friction materials. SAE technical paper, pp 1–10
Dhanalakshmi S, Sivakumar P, Anil Kumar VN, Raghavendra Bhat R (2007) Development and characterisation of copper based brake pads for armoured fighting vehicles. In: National conference on automotive manufacturing, held at PSG College of Technology, Coimbatore, Organised by SAE India Southern Section
Ravikiran A, Jahanmir S (2001) Effect of contact pressure and load on wear of alumina. Wear 251:980–984
Satapathy BK, Bijwe J (2002) Analysis of simultaneous influence of operating variables on abrasive wear of phenolic composites. Wear 253:787–794
Acknowledgements
Authors sincerely thank Mr. Habib Rahamathullah, Fricmart, New Delhi, for extending the testing facilities. Authors would like to record their gratitude to Mr. Venkataswamy, M.D. of Pyramid Precision Engineering, Chennai, for guiding us in knowing about technical details of testing, and authors also would like to extend their hearty thanks to Ms. J. Jesintha Princy, Research Scholar, School of Social Science and Languages, VIT, Vellore, for helping us in finding grammatical errors in this research paper.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva, Ph.D.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original version of this article was revised: Figure 7 has been wrongly over written with figure 8. Now, it has been corrected.
Rights and permissions
About this article

Cite this article
Vineeth Kumar, V., Senthil Kumaran, S., Dhanalakshmi, S. et al. Tribological performance evaluation of fused mullite-reinforced hybrid composite brake pad for defence application. J Braz. Soc. Mech. Sci. Eng. 41, 179 (2019). https://doi.org/10.1007/s40430-019-1682-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-019-1682-2