
Abstract
The demands in the present automotive industry need an effective braking mechanism for controlling the vehicle at varying speeds and pressures. In this study, bronze fiber-reinforced brake pads were developed for sustaining fluctuating and thermal loads acting on the brake assembly and also increase the effectiveness of braking. Three composite brake pads (BRZ-I, BRZ-II and BRZ-III) were developed by keeping binder, abrasive and reinforcements as constant and varying the contents of fillers, friction additives and bronze fiber. The materials were prepared using a mixer and hot pressed in a single action hydraulic press based on positive molding method. After fabrication, they were kept in a free atmosphere oven for about 7 hrs to remove the gases in their structures. After post-curing process at (200 °C), the surfaces were ground and formed into samples for performing wear test. The variation of specific wear rate and coefficient of friction is studied with increase in temperature from 100 to 350 °C at a pressure of 15 bar using a friction test rig. The results obtained using experimentation was further validated by applying ANN technique. TOPSIS technique is used for predicting the best experiment for producing lower wear and the desired coefficient of friction. The samples were also tested for its density, heat conductivity and compressibility. SEM and EDX analysis were performed for better understanding of the grain distributions and chemicals present in each sample. The results exhibited that, bronze fiber inclusions present in the composite yields excellent performance characteristics. It was also noticed that, sample BRZ-III possess lower wear rate and desired coefficient of friction and considered as the best performance material.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composite materials are occupying better place in the industry because of its excellent physical, chemical and mechanical characteristics (Ref 1, 2). Currently these materials are being used widely in the areas of automotive sector, biomedical applications and defense industries. Especially in the area of automobile sector, the usages of composite materials are increasing tremendously because of its lower density values, higher specific strength and ease of formability. Another main important reason to increase its usage in the present market is its ability to provide aesthetic appearance to the automobiles and sustain wear and corrosion behavior. One of the key factors which make the composite more attractive for aerospace and automobile applications is the ability to improve its properties by reinforcement of fibers. The recent developments include usage of hybrid systems combination of two or more fibers for achieving the beneficial properties from the combined composite. At present, in automobiles, many components are manufactured using thermoplastic composite materials. The main important component of an automobile is the braking system present in automobile for controlling the vehicle. The ingredients present in a brake pad material are mainly responsible for stopping the vehicle at desired location. Many industries are developing their own methodology in the selection of ingredients of a brake pad after the phasing out of asbestos as a brake friction material. The brake pad materials developed and fabricated for braking system should be capable to dissipate heat effectively to the surroundings, wear resistant and should be capable to produce stable coefficient of friction Chan et al. (Ref 3).
Many studies have reported from the literature to study the influence of fiber, fillers and other ingredients present in the friction material on wear and coefficient of friction. Few studies of various researchers are mentioned below. Tamil moli Langanathan et al. (Ref 4) studied the thermal degradation and fire retardant behavior of renda/kenaf natural fibers with MWCNT modification and achieved good results for sustaining the thermal loads. Naresh Kumar Konada (Ref 5, 6) conducted wear behavior of hybrid carbon and aramid friction materials. Based on the results, hybrid fiber combination of 7 wt.% carbon fiber and 3 wt.% aramid fiber along with remaining ingredients exhibited higher values of coefficient of friction and lower wear rate. Author also observed that, phenol polymer matrix considered for brake pad applications exhibited good bonding behavior with remaining ingredients. This also improves the strength of the composite. Hasan Oktem et al. (Ref 7) developed a system to test an organic brake pad materials using a friction test rig. Author developed a novel hybrid brake pad considering brass fiber, steel fiber, aramid pulp, rubber powder, petro coke powder and various metal sulfides. The developed formulation was tested for coefficient of friction, contact plateau behavior and wear performance. The results indicate that, the developed novel friction material exhibited superior performance compared to commercial brake composites. Melkamu Yigrem et al. (Ref 9) performed tribological and mechanical evaluation for banana peel hybrid composite for brake pads. Author used banana waste peel, carbon powder, and bronze and epoxy polymer matrix for formulation and development of a new friction material. Author compared three composition levels for the study. Composition I with epoxy 22.75 wt.%, carbon powder 35 wt.%, bronze 2 wt.%, banana waste 30 wt.%, hardener 12.25 wt.% experienced minimal loss of weight with higher strength of 2.1 MPa and 13% elongation. Xi Shang et al. (Ref 10) conducted his investigation on low wear braking material with high coefficient of friction. Author used a new material fluorite friendly material for producing lower wear rates and high coefficient of friction. This fluorite material also possesses good binding ability with phenol polymer matrix. Yuning Ma et al. (Ref 11) studied the effect of ZrSiO4 in non-metallic brake friction materials. The results indicate that inclusion of ZrSiO4 powder in the composite enhances the coefficient of friction and depresses the wear rate. Nico Langhof et al. (Ref 12) developed a full ceramic brake system for high performance applications. In this work author tested two different pads (ceramic /silicon carbide) and (ceramic /silicon carbide /coke) against ceramic /SiC disk. It was observed that, the smaller the content of ceramic showed lower wear and high coefficient of friction. Rongping Yun et al. (Ref 13) studied the performance and evaluation of eco-friendly brake friction materials. Author used Aramid pulp and natural fiber as the main ingredient in this composite. The developed composite in this study possess good thermal and fade behavior with lesser wear rate. Hicri Yavuz (Ref 14) studied the effect of limestone on tribological properties in copper and asbestos-free brake friction materials. In this work, author used limestone content of (30-35-40 wt. %) as a filler material in the composite. The results reveal that, increasing the limestone content decreases the density of the samples. Whereas, friction coefficient and wear rate yields closer values and achieved optimum values. Ikpambese et al. (Ref 15) developed palm kernel fiber friction material with epoxy resin as the binder. The content of resin is varied in this work and various properties such as coefficient of friction, wear rate, hardness, porosity, noise level, temperature, specific gravity, stopping time; moisture effect, surface roughness, oil and water absorption rates, and microstructures of the samples were investigated. The results conclude that, sample S6 with composition of 40% epoxy resin , 10% palm waste , 6% Al203, 29% graphite, 15% calcium carbonate exhibited better properties. The results also conclude that, palm kernel fiber can be effectively used for replacement to asbestos fiber. Kun Yu et al. (Ref 16) conducted his study on high frictional stability of braking materials reinforced by basalt fibers. Author formulated brake friction materials by reinforcing aramid pulp, steel fiber and basalt fiber as main fiber reinforcement along with remaining ingredients as fillers and friction modifiers. The findings from authors demonstrate that, inclusion of basalt fiber improved the mechanical, thermal properties of the composite and achieved higher coefficient of friction value in between 0.010 and 0.040. Chaurasiya et al. (Ref 17) studied the influence of aluminum/copper as a metal filler in brake composite materials for medium duty applications. In this study, author developed a brake friction material with phenol resin 10%, (glass fiber, Rockwool, aramid fiber) 21% and barite 22%, vermiculite 20%. Author varied the contents of aluminum powder from 0 to 15% with 5% increment and used aluminum in place of copper as metal filler. After characterizing the material for physical, mechanical and tribological properties it was observed that aluminum brake pads showed better mechanical and tribological properties compared to copper brake pads. It was also noticed that increasing the aluminum content improved the wear resistance of the composite and enhanced coefficient of friction. Rongping Yun et al. (Ref 18) studied the performance and evaluation of ecofriendly brake friction materials. In this work, author developed ecofriendly brake material with aramid fiber and natural fiber as main ingredients with phenol polymer matrix. The remaining ingredients considered in this study are nitrile rubber powder, several friction modifiers, barite and vermiculite as a filler material. The developed materials were tested for its performance and physical and mechanical properties. The samples developed in this study can be fabricated with less cost and produce stable coefficient of friction, better fade and recovery behavior.
Few authors used ANN and other techniques for validation of results and determination of most influencing parameters from the experiment. In all these studies, the ingredients selection plays a prominent role for achieving best performance from friction materials. Hence, with in this study an attempt was made to develop a new novel type of friction material using bronze fiber as main ingredient to sustain severe temperatures during braking and withstand severe loads acting during braking. Few literature studies are considered with application of ANN technique in analyzing experimental results. These studies from various researchers give the behavior of the composite with alteration of ingredients. These ingredients are mainly responsible for better wear rate coefficient of friction of brake samples. Few more studies were investigated to apply the ANN technique for validation of experimental results.
Rajesh Egala et al. (Ref 19) investigated on the tribological behavior of short castor oil fiber-reinforced epoxy composites using ANN methods. Author used full factorial design methods for three normal loads (15, 30, 45 N) and three sliding distances (1000, 2000 and 3000 m) at four fiber lengths (5,10, 15 and 20 mm) for conducting the experiment. Based on the results, 5 mm fiber length provided the best tribological properties. ANN with back propagation algorithm was used as a tool for prediction of tribological performance. Different transfer functions Purelin, Transig, logsig with different network types and training function trianlm are used for 9 and 10 neurons. Optimization was carried for single and multi-hidden layer. After performing, optimization using ANOVA, load plays a major role for generation of wear, coefficient of friction. The second influencing parameter was observed to be interfacial temperature followed by third fiber length and fourth sliding distance. The SEM image of fiber length 5 mm produces good bonding behavior. It was also observed that, ANN with multi-hidden layer architecture predicts the tribological performance quite well compared to single hidden layer regression models.
Veeresh Kumar et al. (Ref 20) used ANN for the prediction of wear of Al6061 alloy metal matrix composites reinforced with aluminum oxide. Author used back propagation technique of ANN modeling. Taguchi orthogonal array was used for analyzing the wear behavior of the specimen. It was observed that, 6 wt.% Al2O3 composite exhibited better wear resistances compared to remaining composites. Author also observed that, sliding distance, weight percentage of the reinforcement and applied load have a substantial influence on the height damage due to wear of Al6061 alloy. A good agreement was observed between experimental results and ANN method.
Dragan Aleksendric (Ref 21) used neural networks for the prediction of brake friction materials wear. Author used ANN technique to for predicting the wear of friction materials and influence of relevant factors, such as temperature, load, sliding velocity, properties of mating materials and durability of transfer layer. Author considered 18 ingredients for the formulation of friction materials. Author used 15 different neural networks with five different algorithms. Seventy-five neural models were investigated by the author for predicting the wear performance. The best results are observed for neural model BR 25, 5, 1. It was also observed that, with increase of molding pressure and brake interface temperature, the specific wear rate was also increased. Author also suggests that, the accuracy of the neural model can be improved by shortening the ranges of input parameters and increasing the output data. Guipu Xiao, Zikang Zhu 22 developed a friction material using DOE/RSM and neural network model. Author investigated non-asbestos organic-based friction materials containing 16 ingredients. These ingredients are studied for first fading rate and second fading rate. Five ingredients phenol resin, synthetic graphite, potassium titanate, mineral fiber, calcium silicate were found to be statically significant for these responses. RSM was used to optimize the friction material formulation. Elman artificial neural network was used to predict the friction characteristics generated by RSM. Based on ANN and RSM optimization method, material formulation was obtained and validated by experiments.
Umar Nirmal (Ref 23) predicted the friction coefficient of treated betelnut fiber-reinforced polyester composite using artificial neural network. In this work, author used different applied loads (5-30 N) and sliding distances (0-6.72 km) to train the ANN configuration with 492 sets and different fiber mat orientations (anti-parallel, parallel and normal orientations). Results obtained from ANN are compared with experimental results. It is observed that, both the results showed good accuracy with Levenberg–Marquardt training function. Ivan Argatov (Ref 24) considered ANN as a novel modeling technique in tribology. Based on his conclusions, ANN is a promising mathematical technique and can be used for modeling complex tribological phenomena. Ashish Soni et al. (Ref 25) applied ANN technique to predict the friction coefficient of nuclear grade graphite. Author used ANN technique for testing and validation. The developed ANN model and back propagation Alyuda neurointelligence could predict the friction coefficient of 0.9995 and a mean absolute error of 0.0030%. Kumaresh dey et al. (Ref 26, 27) applied neural network model for predicting the performance analysis of electrical discharge turning process. Author considered various statistical error metrics like R2, adjusted R2 and root mean square error for predicting the neural network models. Based on the results it is observed that, long short-term memory-based recurrent neural network provides more accurate prediction of both the responses under consideration.
Hence, based on all these studies, ANN technique used by many researchers provides good correlation between input parameters, output parameters and targeted values. The sample data used in this software also helps to predict the estimated values accurately. Thus, a detailed comparison can be made between experimental and predicted values. This method can be used effectively for solving a complex problem for predicting the data for validation. Within this study, ANN technique is used for validation of experimental results and TOPSIS optimization technique is used for determination of best experiment of each sample.
2 Experimentation and Fabrication Methods
The main ingredients present in a friction material are considered as fiber, fillers, abrasive and binder. The selection of ingredients for achieving the desired characteristics of friction materials are given in Table 1. The numbers of ingredients considered for this study are 20 in number. A novel type of friction material was developed with several ingredients and phenol polymer matrix as main binder. Each ingredient has its own role to play for improvement of thermal stability of the composite and withstanding severe thermal and variable loads acting on the brake pads during braking condition of the automobile. The bronze fibers considered with in this study have a composition of 95Cu5Sn. This fiber is having 0.5 mm length and 0.5 mm diameter. It has best thermal and electricity conductivity properties. The fibers also possess a characteristic of eco-friendly in nature. The press and molds used in the production of the brake pads are depicted in Figure 1.

(a) Manufacturing of brake pads equipment (b) Molds used for fabrication of samples
A pressure of 175 kg/cm2 was applied to the unit surface area and the compression process was carried for 6 minutes in a metal mold at approximately 145 °C. The mold was opened and closed automatically in four steps for an average time of 30 seconds to release the gases in the lining. The composites were then kept in an oven at 200 °C for 7 hours to complete the curing process and allow the polymers in the internal structure to achieve thermosetting and releasing the gases from the component. Figure 1 (a) illustrates the hot press equipment used for fabrication of composite friction materials, and Figure 1(b) represents the molds used for fabrication
Figure 2 illustrates the brake pad samples having dimensions 15 mm x 15 mm x 10 mm dimensions cut from the composite for conducting the wear test. Three types of samples BRZ-I, BRZ-II and BRZ-III are cut from the composite sheets for evaluation of mechanical, physical and tribological properties of the samples.

Samples of Bronze fiber reinforced composites BRZ-I, BRZ-II and BRZ-III
The three samples developed are tested for its hardness, density, heat conductivity and compressibility values. The wear rates of the samples were also evaluated using friction test rig equipment and the results obtained are finally validated using artificial neural network method MATLAB software. TOPSIS analysis with multi-criteria decision making method was also applied for wear test for predicting the experiment among all the samples for achieving lesser wear rate and stable coefficient of friction.
3 Results and Discussion
3.1 Determination of Mechanical and Physical Properties of the Samples
Mechanical and physical properties of the materials play a major role for improving the strength of the composite and resist the dynamic loads acting on the brake pads during application of brakes. Mechanical tests such as compressibility and hardness were measured for all the samples to estimate the strength of the composite and physical properties like density and heat conductivity are determined for analyzing the heat carrying capacity of the brake pads.
3.1.1 Determination of Hardness and Density Values of Samples
Hardness is an important mechanical property which directly relates to the strength of the composite. The hardness values of the samples should be in optimum state for exhibiting good performance parameters. In this study, hardness of the samples was determined by using shore D hardness tester by measuring the depth of penetration of indenter. The test methods used to measure the shore D hardness are ASTM D 2240 and ISO 868 (Ref. 27, 28). Table 2 represents the hardness values obtained for three samples BRZ-I, BRZ-II and BRZ-III.
It was observed from Table 2, the hardness values increase from BRZ-I to BRZ-III. The sample BRZ-III with the highest bronze content has the highest value of 73 Shore D, while the sample of BRZ-I with lowest bronze content exhibited lowest 70 Shore D. Bronze fiber is the second hard metal used as a filler material after steel fiber. Considering that, it is substituted between 7.14 and 8.62% in the microstructure of the brake composite, it can be seen that the hardness from BRZ-1 to BRZ-III increases with the increase of the bronze ratio. The hardness measurement was recorded by averaging the values in three different regions on the samples (Ref 29).
A digital precision balance that works according to the Archimedes principle of density test was also been carried out. Density and hardness measurements are shown in Fig. 3. The density values has been performed with the digital precision balance. Based on the observation, the sample specimens BRZ-III possess highest density value of 2.321 g/cm3 and BRZ-I sample possess a lower density value of 2.254 g/cm3. As a result of measurements made with digital precision balance, polymeric bronze samples indicate that, with increase in bronze additive ratio, the density of the samples increases (Ref. 29). The density and proportions of each material used in the mixture of polymer-based composites are known at the time of mixture preparation. It was calculated based on theoretical density of the composite material before pressing and carried the density measurement in accordance with the standards of ASTM 1991 (Ref 27). The tests were performed in room conditions.

Measurements of (a) density and (b) hardness
The density of polymer-based bronze composite material was carried out to determine the change of the values of weight and hardness in before and after. The coefficient of friction must be kept at a desired level over a wide range of temperatures, loads and speeds. The braking performance of brake pads must remain stable in water and oil environment. For this reason, the amount of water and oil absorption can be checked by keeping the brake pads in water and oil. The purpose of performing water and oil absorption tests is to interpret the porosity of the brake pads according to the amount of water and oil they absorb (Table 3) (Ref 27, 31, 32).
3.1.2 Determination of Heat Conductivity and Compressibility
Heat conductivity of the material is an important property for the brake pads. The performance of the brake pads depends mainly on dissipation of heat effectively to the surroundings. The temperature generated at the contact between disk and pad directly relates to the failure mode of the component. The combined effect of dynamic loads and temperature generation leads to failure of a component. The ingredients selected for the composite and polymer matrix chosen should be capable to withstand these temperatures and critical loads (Ref 5, 6).
Heat conductivity test was conducted based on ASTM 1114-98 standard for three sample mixtures. The equipment used to conduct heat conductivity test was C-Therm TCI model analyzer. Figure 4 represents the thermal conductivity tester used to conduct the thermal behavior of all the samples (Ref 30).

Heat conductivity tester
Table 4 gives the values of thermal conductivity for all three samples. It was observed from results that, higher value of thermal conductivity was observed for BRZ-I sample with an average value of 1.6875 W/m K and an average value of 1.645W/m k was observed for BRZ-II sample. Whereas, lowest value of average thermal conductivity of 1.502 W/m K was observed for BRZ-III sample. As a result of these values, it can be observed that, increase in the bronze fiber content in the composite leads to decrease in thermal conductivity of the sample. The difference in the average of thermal conductivity values for all the samples is very less. The samples considered with bronze fiber as the main ingredient in our work possess good thermal conductivity results greater than 1-2 W/m K maximum, and also observed to be greater than the recommended value of thermal conductivity of fiber-reinforced composites (0.58 W/m K) (Ref 28). The difference observed in thermal conductivity values for all the samples is very low. Bronze fiber is the second hard metal used as a filling material after steel fiber. Considering that, it is substituted between 7.14 and 8.62% in the microstructure of the brake composite. It can be seen that, the hardness from BRZ-1 to BRZ-III increases with the increase of the bronze ratio. It is also evident that, as the proportion of bronze increases, some wear resistance also increases. Hence, based on thermal conductivity and wear resistance, the best sample was selected.
Compressibility test was conducted for all the three samples based on ISO 6310 standard (Ref 28) shown in Fig. 5. The more the value of compressibility, the more is the ability of the materials to deform to the required shape during manufacturing. This property is very important for industries to manufacture brake pads in large scale. In accordance with the standard, a pressure of 16 MPa is applied to our samples for 1 second and retracted and this process is repeated at least three times. From the test, it can be seen that, the compressibility of each samples in microns has been found by using compression rate. The compressibility value of BRZ-III was observed as 268.3 µm which possess highest compression amount compared to BRZ-I with 248.7 µm lowest compression amount. Also, it can be observed that bronze additive ratio in composite increased with increasing the amount of compression in samples (Ref 28). The compressibility results are given in Table 5.

Compressibility measurement
3.2 TOPSIS Analysis
Optimization is a powerful tool to determine the most influencing parameters in the experiment and predict the best experiment among the various tests performed on the machine. In this work, eight experiments are conducted on each sample and wear rate and coefficient of friction of the samples are tabulated. In order to determine the best experiment for each sample, TOPSIS analysis MCDM method was used. The beneficial parameter of more weightage is considered for the coefficient of friction 70 % and less weightage is given for wear rate 30%. The aim of the experimental study is to achieve more coefficient of friction and lesser wear rate for the composite. The steps involved in TOPSIS analysis for determining the best experiment is represented as follows:
-
1)
Calculation of normalized matrix
-
2)
Calculation of weighted normalized matrix
-
3)
Calculating the ideal best and ideal worst value
-
4)
Calculate the Euclidean distance from the ideal best and worst
-
5)
Calculation of performance score
Tables 6, 7, 8 and 9 give the analysis of composite for BRZ-I sample. While, Tables 10, 11, 12 and 13) represent the analysis performed on sample BRZ-II. Finally, Tables 14, 15, 16 and 17 give the information of TOPSIS analysis performed on sample BRZ-III. The ranking performances of the samples are represented in the final Tables 9, 13 And 17. It was observed from sample 1 results present in Table 9, experiment number 3 exhibited good performances in terms of lesser wear and higher coefficient of friction. In case of BRZ-II from Table 13, experiment number 1 gives good results. Finally, the sample number 3, i.e., BRZ-IIII which is showing good results in terms of mechanical and physical properties possess good behavior for the experiment number 5 shown in Table 17. This experiment number 5 for BRZ-III composite sample possess a wear rate value of 0.07642 µm and coefficient of friction value of 0.310. The experiment number 5 was conducted based on the conditions of 600 rpm speed, 15 bar pressure and a temperature of 300 °C. These conditions are considered as the optimum conditions for BRZ-III composite sample for exhibiting the lesser wear rate and higher values of coefficient of friction.
3.3 ANN Predictions
The industries of todays in manufacturing sector are integrating the artificial intelligence (AI) techniques for developing the product to improve their reliability and efficiency. Many researchers are attracted to AI techniques because of its inbuilt machine learning algorithms to check the input data given to the system. These algorithms help to check the test results and predict the validation. In recent times, artificial intelligence modeling is gaining wide popularity among other statistical techniques due to its exceptional prediction capabilities. The available studies show that, optimization and modeling tools can unveil the informative relationship between the important variables in the manufacturing process. ANN method has been used extensively to predict tribological, mechanical and physical properties of the materials (Ref 18,19,20,21,22,23,24,25,26). In this work, artificial neural network (ANN) model in MATLAB 2022 is used for predicting the input and target values. The experimental results obtained are trained using ANN method to predict the better values of coefficient of friction and wear rate. For this purpose, the three process variables (speed, pressure and temperature) are trained to the input layer and wear rate, coefficient of friction are given to the output layer. The hidden layer was trained with 10 neurons. In the first layer, i.e., input layer, three neurons (process parameters) are trained; the hidden layer will process the input data and the data is trained continuously by trial and error until a low mean square error is achieved. Out of 100% data, 70% data is used for training, 15% for testing, and 15% for validation purposes. Levenberg–Marquardt feed-forward back propagation training algorithm was used due to the complex nonlinear problem-solving capability and high precision accuracy of the algorithm. “Levenberg–Marquardt” back propagation algorithm is used to determine the relationship between wear, coefficient of friction and input parameters (speed, temperature, pressure) of the test.
The schematic diagram of single hidden layer network for the present study is given in Fig. 6, and the network model is given in Fig. 7. The input parameters are taken as three in number and the process to implement the study is considered with 10 neurons and the target output is represented in two numbers. The steps involved in training the network start with importing the input, output (target) data and sample data in ANN tool. The input data is the experimental data performed on the machine, i.e., pressure, temperature and speed. The output data is related to wear and coefficient of friction obtained after performing the test. Sample data is also given to simulate the network and retrieve the validation data from ANN tool. After creation of network, the training of network was done based on least square performance method and the plots of performance, training state and regression are generated.

Schematic of single hidden layer network

ANN Network model
After training the network with the given set of neurons using Levenberg–Marquardt trainlm mean square error method, the performance curves, training state position and regression charts are generated for each sample shown in Fig. 7, 8, 9, 10, 11, 12, 13, 14, 15 and 16. Table 18 gives the information of comparison of results obtained using experimental work and ANN methods.

Performance curve for BRZ-I

Training state position of BRZ-I sample

Regression chart of BRZ-I sample

Performance curve for BRZ-II

Training state position of BRZ-II sample

Regression chart of BRZ- II sample

Performance curve for BRZ-III

Training state position of BRZ-III sample

Regression chart of BRZ-III sample
Based on the performance curves for all the samples, sample BRZ-III present in Fig. 14 has validation and test lines closely spaced in the graph which directly indicates that, the results obtained using experimentation are agreed with the ANN method results. This sample BRZ-III is superior to remaining samples BRZ-I and BRZ-II in terms of performance curve. Figure 10, 13 and 16 represents the regression charts generated for three samples. From these figures, it is evident that, the validation of given input data with target data for all the samples are good and exhibiting good behavior in terms of regression equations and producing testing curve R = 0.99 for BRZ-II and BRZ-III samples and R = 0.98 for BRZ-I sample. This clearly states that, the experimental results of determination of tribological behavior of friction materials using bronze fiber reinforcement and ANN method results are validated and yields closer values. The yielding behaviors of all the samples are good in reaching the target output.
4 Friction and Wear Behavior of Samples
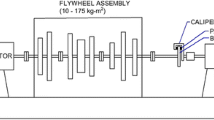
The friction and wear behavior of the samples were determined by using friction test equipment. A good friction material operating under different temperatures and pressures should be capable to produce a desired coefficient of friction and lower wear rate. Figure 17 indicates the view of friction test equipment for analyzing the performance of friction materials. The test was performed at four different temperatures 100, 200, 300 and 400 °C under a constant speed of 600 rpm, pressures of 15 bar and 30 bar. The number of brakes applied on the disk was 200 in number (Ref. ) [7].

Friction test rig 1. AC motor, 2. Clutch, 3. Metal bedding, 4. Main shaft, 5. Bearings, 6. Load cell, 7. Heaters, 8. Calipper, 9. Infrared laser, 10. Load cell screen
Figure 18 represents the variation of friction coefficient at four different temperatures for three samples. It can be observed from the figure that, the friction coefficient increases with increase in temperatures for all the three samples. This also indicates that, the strength of bronze material decreases with increasing temperature. The coefficient of friction for BRZ- I sample varies from (minimum 0.198 to maximum 0.49), whereas for BRZ-II sample it varies from (minimum 0.20 to maximum 0.518) while BRZ-III sample possess coefficient of friction value from (minimum of 0.21 to a maximum of 0.47). These observations indicate that, coefficient of friction values are under the desired case for BRZ-III sample with varying temperatures and pressures (Ref 28, 29). Also, it was observed that, the values of coefficient of friction was good for all the samples with increase in temperature and pressure. BRZ-III sample possess good coefficient of friction values and also exhibits better hardness and less wear rate compared to remaining samples. The selection of the best sample was purely done based on all mechanical properties evaluation and presented in the conclusion.

Variations of friction coefficients at four temperatures
Figure 19 indicates the variation of specific wear rate at four different temperatures for three samples. In figure 19, it can be seen that, the specific wear rate decreases up to 200 °C, and tends to increase with increase in temperature. It is predicted that, the reason for this is a faster material loss by softening the composite surface with the increase in temperature (Ref 7,8,9,10,11,12,13). The highest specific wear rates are observed for the sample BRZ-II and lowest specific wear rates are observed for BRZ-III sample.

Variations of specific wear rate at four temperatures
Brake pad composites produced are used for commercial automobile brake system. This brake test equipment has the capability of measuring friction coefficient, specific wear rate; noise (if it can be assembled to a stable apparatus) based on the SAE J-661 standard. In addition, it will be seen that, most of these type friction test rigs are not developed and either simple equipment’s such as pin-on-disk or commercial (chase type, Kraus) are used. These equipment’s test the frictional behavior of samples in small and standard dimensions. However, test rig designed in this study can study the actual behavior of the friction material closer to the reality (Ref 7, 8).
The specific wear rates V (cm3/N m) of the samples are calculated by using the below formula:
where ‘n’ indicates the speed of rotation of the disk
R is the disk effective radius
W1 indicates the initial weight of the sample
W2 indicates the final weight after test
fm indicates the mass loss of the sample
ρ is the density of the sample
5 Microstructure Evaluation
The microstructure of bronze fiber-reinforced composite for sample BRZ-III was examined using SEM equipment and EDX analysis was performed to determine the type of ingredients present in the composite at six points. These six points are represented with green color in the sample. Figure 20 represents the SEM image of the sample and, Fig. 21(a)-(f) indicates the EDX analysis at six points. Table 19 represents the elements present in the sample.

SEM image bronze brake pad sample III

(a-f) EDX analysis results for six points on the microstructure 1 number point = SiO2 (Silica) + Al2O3 (Alumina) + MgO (Magnesium oxide) 2 number point = FeC (Steel fiber) + Cu-Zn (Bronze) 3 number point = Calcium Hydrochloride (Ca[OH2]) + FeO (Iron dust) + Vermiculite (MgAl2O3SiO3) Rockwool (SiO2+Al2O3 + Fe2O3 + CaO + MgO) 4 number point = C (Dust Graphite-carbon) 5 number point = MgO (Magnesium oxide) + SiO2 (Silica) + BaSO4 (Barium Sulfate) 6 number point = MgO (Magnesium Oxide)
Figure 22 shows the distribution of bronze fiber on composite material by using optical microscopy. The bronze fiber can be seen easily under magnification of 100X. In addition to this, the color of bronze fiber is very different and clear to know. The ability of the brake friction material to with stand the dynamic loads depends mainly on the ingredients present in the composite and bonding behavior of the composite. The results obtained from the tribology are also satisfied and yields the desired coefficient of friction values (µ = 0.2-0.45) and lower wear rate. The bronze fiber content inclusions present in the composite is also mainly responsible for sustaining severe temperatures and producing lower wear rate in the sample.

Optical microscope image of bronze fiber composite (X100)
6 Conclusions
The role of bronze fiber inclusions in the friction material composite along with several ingredients are evaluated using a friction test rig equipment. The materials were also characterized for physical and mechanical properties. Two techniques ANN and TOPSIS methods are used for validation and determining the best experiment for all the samples.
BRZ-III composite specimen exhibited higher shore D hardness value of 73 and higher density value of 2.321 g/cm3 compared to remaining samples. BRZ-III composite sample exhibited a thermal conductivity value of 1.502W/mK slightly lesser than remaining samples. The average thermal conductivity of all the samples are greater than standard thermal conductivity value of fiber reinforced composites (i.e., 0.58 W/mK). Hence based on thermal consideration, all the samples can dissipate heat effectively to the surroundings. The higher compressibility value is observed for BRZ-III sample of 268.3 µm compared to remaining samples. The ingredients selection and fabrication methodology of hot pressing the components with phenol polymer matrix is the main reason for exhibiting good physical and mechanical properties for the sample BRZ-III. After evaluating the performance using a friction test rig, it was observed that, sample BRZ-III yields lower specific wear rate of (0.00042-0.003 cm3/Nm) and the desired coefficient of friction is (0.206-0.412) compared to remaining samples. BRZ-III sample gives the best parameters in tribological behavior. The ANN method used in the present work can be used efficiently to check the experimental data validation of results and checking the yielding behavior. After performing TOPSIS analysis on all samples, experiment number 3, 1 and 5 are observed to be better experiments for BRZ-I, BRZ-II and BRZ-III samples for exhibiting lower specific wear rate and higher coefficient of friction during braking. SEM, optical microscopy and EDX analysis provides the data related to distribution of ingredients and chemicals present in samples. The distribution of ingredients is uniform throughout the sample and possesses good bonding with small amount of large flakes of bronze fiber responsible for improving the strength of the composite. The various chemical compositions present in the sample along with phenol polymer matrix have the greater chances of producing good bonding behavior composite. The bonding and fatigue analysis of the samples can be further analyzed in our future studies. Hence, bronze fiber-reinforced friction materials developed in the present study can extend its usage in the field of automobile and aerospace applications for sustaining severe thermal and variable loads during braking.
Data availability
The data used in the current research work is obtained after performing the experimental test using a friction test rig. This data is available with the corresponding author and coauthor.
References
R.M. Jones, Mechanics of composite materials, 2nd ed. Taylor and Francis, New York, 1998, p 1–270
RJ Crawford (2002) Plastics Engineering, Third Edition, Butterworth-Heinemann an Imprint of Elsevier Science, pp 1-530.
D. Chan and G. Stachowiak, Review of automotive brake friction materials, Proceed. Institut. Mech. Eng., Part D: J. Autom. Eng., 2004, 218(9), p 953–966.
T.M. Loganathan and M.T.H. Sultan, Thermal degradation, visco-elastic and fire-retardant behavior of hybrid Cyrtostachys Renda/kenaf fiber-reinforced MWCNT-modified phenolic composites, J. Thermal Anal. Calorim., 2022, 147, p 14079–14096.
N.K. Konada, Wear performance of MWCNT grafted hybrid fiber (Carbon-Aramid) friction materials, J. Institut. Eng. (India), 2023, 104(1), p 1–11.
NK Konada, Wear behavior of multi walled carbon nano tubes grafted hybrid carbon-aramid friction material, J. Institut. Eng. Series D, 2023, 104(1), p 1–11.
H. Öktem and I. Uygur, Advanced friction-wear behavior of organic brake pads using a newly developed system, Tribol. Trans., 2019, 62(1), p 51–61.
Ö. Hasan, U. Ilyas, A. Gulsah and K. Adem, Experimental study on the performance characteristics of non-asbestos brake pads using a novel friction testing machine, Exp. Tech., 2021, 45, p 561–570.
O. Melkamu Yigrem and S.T. Fatoba, Tribological and mechanical properties of banana peel hybrid composite for brake-pad application, Mater. Today: Proceed., 2022, 62, p 2829–2838.
X. Shang, K. Yu, X. Zuo and H. Yang, Low wear braking material with high friction coefficient, Tribol Int, 2022, 173, p 107608.
Y. Ma, G.S. Martynková, M. Valášková and V. Matějka, Effects of ZrSiO4 in non-metallic brake friction materials on friction performance, Tribol. Int., 2012, 41(3), p 166–174.
M. Nico Langhof, J. Rabenstein, R. Rosenlöcher, W. Hackenschmidt and F.R. Krenkel, Full-ceramic brake systems for high performance friction applications, J. Eur. Ceram. Soc., 2016, 36(15), p 3823–3832.
R. Yun, P. Filip and Lu. Yafei, Performance and evaluation of eco-friendly brake friction materials, Tribol. Int., 2010, 43, p 2010–2019.
H. Yavuz, Effect of limestone usage on tribological properties in copper and asbestos-free brake friction materials, Ind. Lubricat. Tribol., 2023, 75(2), p 238–245.
K.K. Ikpambese, D.T. Gundu and L.T. Tuleun, Evaluation of palm kernel fibers for production of asbestos free automotive brake pads, J. king Saud Univers. Eng. Sci., 2016, 28, p 110–118.
Yu. Kun, Xi. Shang, X. Zhao, Fu. Liangjie, X. Zuo and H. Yang, High frictional stability of braking material reinforced by Basalt fibers, Tribol. Int., 2023, 178, 108048.
A.K. Chaurasiya, P. Ramakumar and M. Balasubramanian, Effect of aluminum/copper as a metal filler in non-asbestos organic (NAO) brake composites materials for medium duty application, J. Tribol., 2023, 37, p 113–127.
R. Yun, P. Filip and Lu. Yafei, Performance and evaluation of ecofriendly brake friction materials, Tribol. Int., 2010, 43, p 2010–2019.
G.V. Rajesh Egala and S.G. Jagadeesh, Experimental investigation and prediction of tribological behavior of unidirectional short castor oil fiber reinforced epoxy composites, Friction, 2021, 9(2), p 250–272.
G.B. Veeresh Kumar, R. Pramod, C.S.P. Rao and P.S. Shiva Kumar Gouda, Artificial neural network prediction on wear of Al6061 alloy metal matrix composites reinforced with-Al2O3, Mater. Today Proceed., 2017, 5, p 11268–11276.
D. Aleksendric, Neural network predictions of brake friction materials wear, Wear, 2010, 268, p 117–125.
G. Xiao and Z. Zhu, Friction materials development by using DOE/RSM and artificial neural network, Tribol. Int., 2010, 43, p 218–227.
U. Nirmal, Prediction of friction coefficient of treated betelnut fiber reinforced polyester composite using artificial neural network, Tribol. Int., 2010, 43, p 1417–1429.
I. Argatov, Artificial neural network as a novel modeling technique in tribology, Front. Mech. Eng., 2019, 5(30), p 1–93.
A. Soni, M. Yusuf, M. Beg and A.W. Hashmi, An application of Artificial Neural Network (ANN) to predict the friction coefficient of nuclear grade graphite”, Mater. Today Proceed., 2022, 68(4), p 701–709.
K. Dey, K. Kalita and S. Chakra Borty, Prediction performance analysis of neural network models for an electrical discharge turning process, Int. J. Interact. Des. Manuf., 2023, 17(2), p 827–845.
D. Kumaresh, K. Kalita and S. Chakra Borty, A comparative analysis on Meta model-based predictive modeling of electrical discharge machining processes, Int. J. Interact. Des. Manuf., 2023, 17(1), p 385–406.
ISO 6310 International Standard (2009), Road vehicles-Brake linings-Compressive strain test methods.
TS 555 (2019), Turkish Standard Institutes, Standard test methods for Road vehicles - Brake systems -Pads for friction brakes, Ankara, Turkey.
SAE J2396 Surface Vehicle Recommended Practice, Definitions and Experimental Measures Related to the Specification of Driver Visual Behavior Using Video Based Techniques, Society of Automotive Engineers, Warren dale, USA, 2000
R.G. Lazarini and J.M. Marconcini, Sugarcane bagasse fibers at high contents in thermoplastic composites: a novel approach using agro-industrial residue via thermo kinetic mixing, Polym. Compos., 2021, 42(9), p 4860–4871.
M. Amirjan, Microstructure, wear and friction behavior of nano composite materials with natural ingredients, Tribol. Int., 2019, 131, p 184–190.
Acknowledgments
We would like to thank Apetech Automotive Corp. Trade Inc. and all its employees who contributed to the production of composite materials. We also thank Msc. Hamdi KARAKAŞ for providing permission to carry out this experimental work. We would also like to thank Engineer Mustafa Serdar for helping in performing experimentation and conducting tests for all materials.
Funding
There is no funding is received for the current research work from any organization
Author information
Authors and Affiliations
Contributions
All authors have read and approved the manuscript. NKK Written the manuscript and analyzed the results achieved from experimental studies and also performed TOPSIS and ANN analysis for materials. HO Conducted the experiment and written the manuscript. HO also provided the data for writing the manuscript and provided valuable suggestions for writing the manuscript. HO also involved in reviewing the manuscript and answering queries. AO Helped in performing the experiment and also provided the suggestions for writing the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Konada, N.K., Oktem, H. & Oz, A. Tribological and Mechanical Behavior of Brake Composite with ANN and TOPSIS. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-023-09122-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-023-09122-7