
Abstract
Micro electrical discharge machining (µEDM) is used for fabricating microstructures and micro components such as arrays of micro tools, micropillars, and complex three-dimensional shapes. These micro features are extensively used in the field of micro-electro-mechanical systems (MEMS), bio-MEMS, environmental and information technology, and so on. µEDM variants such as micro electrical discharge drilling (µED-drilling), reverse micro electrical discharge machining (R-µEDM), drilling with in situ fabricated tool, block micro electrical discharge grinding (B-µEDG), micro wire electrical discharge grinding (µWEDG), and micro electrical discharge milling (µED-milling) are equally contributing toward the fabrication of microscale parts and components. For the last few decades, researchers have mainly concentrated on the dimensional accuracy and precision measurement while fabricating microstructures for quantifying the response measures to determine the quality machining in micro level. Several factors such as machining parameters (electrical and non-electrical), tool and workpiece fixation, resolution, and repositioning capacity of the machine control dimensional accuracy and precision altogether. In addition, for machining the micro features, micro tools have been used. So, it is very important to study the tool wear because it directly affects the accuracy of micro features during machining. Tool wear cannot be completely avoided, but it can be minimized up to a significant level. Moreover, it can also be done using tool wear compensation. These errors are highly responsible for getting the inaccurate dimension of the microstructure. It is important to analyze the effect of each factor meticulously to achieve a precise and accurate dimension of micro components.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
Micromachining has plenty of applications in electronics industries, aerospace engineering, biomedical, etc. [1, 2]. Micro parts and components are one of the inevitable parts of the human life because of their distinguishing advantages such as they utilize less energy and material, require low power consumption, and have high sensitivity. Considering these distinctive advantages of micro features, researchers have got attracted toward it and contributed a lot toward the development of micro features. Based on different fabrication method, micro features with various shapes and sizes have been fabricated till today. The challenging task while fabricating micro features is ensuring the dimensional accuracy of the final product so that the product is solely based on the desired measurement.
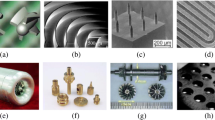
To meet the increasing demand of micromachining, number of manufacturing processes such as laser beam machining (LBM), lithography, electroplating, and molding (LIGA), micro ultrasonic machining (µUSM), micro electrical discharge machining (µEDM), ion beam machining (IBM), and micro electrochemical machining (µECM) have been identified [1]. The last two decades saw a tremendous growth in the application of µEDM in microdomain due to its inherent capability of using a variety of machining techniques (drilling, milling, grinding, etc.) with ease of use and lower processing cost. µEDM is one of the assuring micromachining technology used for fabricating high aspect ratio profiles in electrically conductive materials regardless of their hardness [3] as shown in Fig. 1. µEDM, being a contact-free process, is free from chatter and vibration problems of the tool and workpiece and their actuated inaccuracies [4, 5]. Several machining techniques such as drilling, grooving, grinding, milling, and deburring can be performed in microdomain in a single setup of µEDM. However, the process suffers a setback in the form of tool wear which is an intrinsic feature of any EDM process [6]. The tool wear affects the shape and size of the desired microcavity resulting inadequacy in dimensional accuracy and precision [7]. Tool wear cannot be diminished entirely in µEDM, but measures can be taken to minimize it. The first and foremost necessity is the selection of processing parameters of µEDM such that tool wear is minimum without impacting machining efficiency and surface quality. A trade-off is often required between surface quality and machining efficiency to attain dimensional accuracy and precision. To remunerate the effect of tool wear, application of tool wear compensation strategy is necessary. The framing of a compensation technique for µEDM requires plenty of pre-examined data on tool wear and its trend on the variation of the process parameters of µEDM. The accuracy of a certain applied compensation technique depends on the correctness of the pre-examined or real-time data. Accordingly, faulty data will lead to overcompensation or undercompensation of tool wear thus hindering dimensional accuracy. Estimation of the relative tool wear ratio, i.e., the ratio of tool wear rate to workpiece wear rate plays the most important role in formulating any compensation strategy. Compensation techniques can be categorized as off-line and on-line types. Off-line techniques rely on the extensive pre-examined data to incorporate relative tool wear ratio, whereas real-time techniques depend on some sorts of in situ measurement methods to predict or estimate the wear ratio.

Photographic view of micro electrical discharge machining (µEDM) (Model: Hyper-15, Make: Sinergy nano systems, Mumbai, India)
µEDM and their variants are applicable in micromachining, so it is essential to be aware of the effect of individual processing factors in each of the variants to apply the proper tool wear compensation techniques. Besides the machining conditions, for instance, discharge energy, feed rate, tool rotation, etc., the inherent machine setup parameters such as resolution and repositioning capacity of the machine along with human partake in tool and workpiece fixation also plays a huge role in accuracy and precision of micromachined components. Thus, it is essential to consider all the factors involved with µEDM to achieve dimensional accuracy and precision in the micro features.
This chapter comprises process mechanism of µEDM, a detailed overview of the different variants of µEDM, dimensional accuracy and precision measurement of various features obtained by different variants of µEDM, and the state of art of different variants of µEDM in detail.
2 Process Mechanism of Micro Electrical Discharge Machining (µEDM)
The material removal mechanism in µEDM is based on electrothermal energy, which is utilized in between the tool and the workpiece during the sparking process as shown in Fig. 2. The electrical energy results in a series of discharges in between the tool electrode and the workpiece to erode materials from tool and workpiece simultaneously [8]. The discharged energy is employed in the form of thermal energy causing melting and vaporization of the materials. The process takes place in the dielectric medium, which is ionized due to the collision of electrons emitted from the tool electrode. This phenomenon leads to dissociation of ions from the molecules of the dielectric fluid, and as a result of this, the concentration of electrons and ions becomes high and such high concentration of electrons and ions is characterized as plasma. The plasma channel provides the path for flowing sparks to remove materials from the electrodes. The working principle of µEDM is similar to macro EDM, but the former differs from the latter in certain aspects which can be listed as [9]:

Mechanism of µEDM
-
a.
Plasma channel diameter: The width of the plasma channel determines the size of the unit removal of material that will expel out due to discharge. Unlike macro EDM, where the size of the tool is several times larger than the plasma channel diameter; in µEDM, due to the smaller diameter of tool electrodes used, the plasma channel diameter may equal or even exceed the tool diameter. The pulse duration controls the expansion phenomenon of the plasma channel. It is very important to limit the pulse duration until the plasma channel exceeds tool diameter as the wear phenomenon of material in such cases are unpredictable.
-
b.
Electrode heating: Electrode of diameter less than 1 mm is used for µEDM. Since the smaller electrode is used, it does not possess sufficient mass to transport the heat from the discharge site. This property acts as a limiting source to the amount of energy that can be supplied in the µEDM process and affects the erosion rate of materials accordingly.
-
c.
Viscous force of dielectric on electrode: The tool electrode is more susceptible to deflection by the viscous force of dielectric due to its smaller size. This phenomenon limits the volume and velocity of dielectric that can be supplied where fluid friction possesses the capability to distort the tool electrode. Due to this reason, in most of the µEDM process, jet flushing is used, which can be adjusted to exert a minimum force on the tool electrode.
To achieve a micromachined profile with desired accuracy and precision, it is very important to understand the factors that are acting and their effects in the material removal mechanism of tool and workpiece. Besides the machining factors that directly contribute to the µEDM process, some equipment setup parameters also play a pivotal role in the quest for accuracy and precision. The factors affecting the accuracy and precision in µEDM are listed in Fig. 3.

Classification of the factors affecting accuracy and precision in µEDM
2.1 Machining Parameters
The machining parameters play the most vital role in achieving dimensional accuracy and precision as they directly affect the erosion mechanism of tool and workpiece. Thus, it is essential to correctly select the machining parameters to obtain accurate and precise micro features. The machining parameters affecting the wear of tool electrode and the workpiece in µEDM can be grouped into electrical and non-electrical factors. The electrical and non-electrical factors can be further subdivided into more discrete elements which are discussed below.
-
a.
Discharge energy: To produce micro features by µEDM, the supply of energy in the inter-electrode gap has to be so minimal that it is just sufficient for the required unit removal of material for micromachining. Resistance–capacitance (RC) type pulse generator has been widely used to supply lower energy in µEDM where maximum discharge energy per pulse (ERC) can be written as depicted in Eq. (1) [10]:
$$E_{\text{RC}} = \frac{1}{2}CV_{\text{g}}^{2}$$(1)where, capacitance and gap voltage are denoted by C and Vg, respectively. The capacitor stores the energy until discharge occurs whereas voltage determines the breakdown limit for current flow through the dielectric fluid. Imperative parameters such as current and pulse duration are taken care by capacitance in RC-type pulse generator [11]. Capacitor mainly controls the melting and vaporization of materials during µEDM process whereas voltage controls the pulse initialization factor. Transistor-type circuit has also been used in many µEDM applications where discharge energy per pulse is expressed as shown in Eq. (2) [12]:
$$E_{\text{T}} = V_{\text{p}} I_{\text{p}} \frac{{T_{\text{on}} }}{{T_{\text{on}} + T_{\text{off}} }}$$(2)where Vp, Ip, Ton, and Toff represent the voltage of a single pulse, current of a single pulse, pulse duration, and pulse interval, respectively. The discharge energy per pulse in transistor type is significantly higher and can be compared to that of conventional macro EDM [13]. Current and voltage directly influence the discharge energy in proportionality. Higher energy results in a powerful spark and produces deeper craters on the workpiece surface, deteriorating the surface quality and dimension [14]. The term “\(\frac{{T_{\text{on}} }}{{T_{\text{on}} + T_{\text{off}} }}\)” is also known as the duty cycle which can be defined as the ratio between pulse duration and the total cycle time (pulse duration + pulse interval). This parameter plays an important role in the transistor-pulse-type generator of µEDM [15]. Although minimum Toff increases efficiency, a suitable combination of Ton and Toff is required for stable machining and in most of the cases, the value of Toff is selected based on Ton value. Transistor-type generator increases efficiency but leads to poor surface quality and imprecise dimension. Elsewhere, RC-type generator renders higher dimensional accuracy and precision by commanding the voltage and capacitance, which in turn controls the discharge energy.
-
b.
Polarity: Polarity determines the direction of current flow throughout the circuit. When tool electrode (linked to spindle) is joined to the cathode (negative polarity), the polarity is termed as straight, whereas when it is joined to the anode (positive polarity), the polarity is termed as the reverse. In either of the cases, the workpiece is joined to the opposite terminal to that of the tool electrode. For the purpose of micromachining, straight polarity is used, whereas when the desire is to remove the maximum amount of material from the electrode linked with the spindle, the reverse polarity is beneficial.
-
c.
Feed rate: Feed rate in µEDM should not be correlated with the feed rate of conventional machining where it determines the machining rate. The parameter ‘feed rate’ in all the variants of µEDM signifies the speed at which the tool adjusts itself to maintain sufficient gap for discharge between tool and workpiece. Feed rate principally performs two functions [16]. Firstly, when the process runs into short-circuiting, the tool flinches back and accelerates with the action of a servo control for maintaining stable sparking gap. Secondly, when the gap between tool and workpiece is more than the spark gap, the tool positions itself with the closest point of the workpiece surface for sparking to occur. An increase in feed rate decreases the non-machining or idle time, thus increasing the processing efficiency. But higher feed rate causes unwanted surface damage due to secondary sparking caused by the trapped debris particles as they do not get sufficient time to flush away from the discharge site.
-
d.
Tool rotation speed: Tool rotation imparts a centrifugal force that supports in order to throw away debris particles from the discharge region [17]. It also produces an agitation effect and allows proper functioning of dielectric fluid by enabling it to flow through the inter-electrode gap [18]. Tool rotation becomes imperative in higher depth micromachining as the jet flushing would constrain up to a certain limit, and the debris would adhere to the tool and workpiece surface. Vibration-assisted tool holder or workpiece holder can produce agitation and remove the trapped debris, but it requires an additional auxiliary setup. Thus, tool rotation at certain revolutions per minute (rpm) provides a subtle alternative for enhancing the molten metal flow and debris flushing from the working zone [19]. The surface quality also improves as rotation splits the spark and changes the spark position ensuing in smaller craters on the workpiece surface.
2.2 Machine Setup Parameters
Some miscellaneous factors such as equipment motion capacity and human share in the handling of tool and workpiece also affect the dimension of the micro features. These parameters act as a vital source of errors in micromachining, although in maximum study effect of these sources are neglected. The effects of the machine setup parameters are discussed below.
-
a.
Tool electrode and workpiece fixation: Tool and workpiece fixation plays a significant role in inhibiting positioning errors. Wang et al. [18] analyzed different errors of a µEDM system associated with the end surface, shaft, and hole positioning. The end-surface positioning type is applicable for positioning of mutually perpendicular surfaces such as rectangular workpiece where an angle exists between the ideal and actual position of the workpiece. The hole-positioning type is applicable for micro wire electrical discharge machining (µWEDM) where the wire electrode has to be inserted into the pre-drilled hole. The challenge lies in positioning the wire electrode exactly at the center of the pre-drilled hole where positioning error can be reduced by minimizing the hole and wire diameter. The positioning of a rod, wheel, and other cylindrical structures can be executed by a shaft-positioning technique which is similar to the hole-positioning method except for possessing an electrode. The diameter of the electrode and roundness of the cylindrical body affects the positioning error. Apart from positioning shift, improper tool–workpiece fixation may also lead to tapering and breakage of tool electrode, thus hindering any form of accuracy and precision [19]. A high-resolution vision system will allow a platform to visualize the errors inhibited in clamping and rectification can be carried out by analyzing the images accordingly. To machine complex microstructures, integrated technique (combination of µWEDM, µED-milling, etc.) is preferable to increase processing efficiency and achieving higher accuracy. Reclamping of tool and workpiece should be avoided as it would inadvertently produce an error in clamping that would transmit to the machined product, so the processing route should be focussed on minimum numbers of reclamping of tool and workpiece, preferably in single setting [20].
-
b.
Resolution and repositioning capacity: Resolution refers to the smallest measurable decrement or increment in the position of the machine tool, whereas repositioning refers to the repeatability with which the machine can revert to a particular position within the maximum travel of all the axes of the machine tool. Multiple to and fro movements are often required to machine a complex microcavity. In such scenario, the precise positioning of work coordinates is required, which depends on the repositioning capacity of the machine tool. Pham et al. [21] reported nonattainment of positioning accuracy and repeatability as one of the important roots of error. In their research, they used laser interferometer for measuring the positioning repeatability and accuracy. Technically, lower the resolution and position accuracy value, higher would be the chances of acquiring accurate work coordinates, thereby increasing the probability of precise dimension of machined micro features.
3 Different Variants of Micro Electrical Discharge Machining
µEDM can be divided into several variants depending upon the micro features desired, and thus, the movement of the electrode and workpiece needs to be maneuvered accordingly. The several variants of µEDM which are in practice for micromachining can be listed as follows:
3.1 Micro Wire Electrical Discharge Grinding (µWEDG)
µWEDG is used for fabrication of micro-rods whose processing mechanism is similar to the µWEDM. In this process, a larger diameter rod is rotated and fed vertically against the wire electrode to reduce the diameter of the rod. Compared to other µEDM variants, µWEDG produces micro-rods with higher dimensional accuracy and precision as the effect of tool wear is negligible or minimum in this case. This is due to the continuous passing of fresh wire during machining. A sketch diagram and photographic image of the µWEDG process are depicted in Fig. 4.

a Schematic diagram of µWEDG. b Pictorial image of the process of µWEDG
3.2 Block Micro Electrical Discharge Grinding (B-µEDG)
B-µEDG is used for fabricating micro-rods, where a larger diameter rod is rotated and fed horizontally into a solid block. The solid block acts as a sacrificial electrode in this process. A sketch diagram and photographic view of the B-µEDG process are shown in Fig. 5. The machining efficiency of the B-µEDG process is higher than µWEDG process as the rotating tool remains in the vicinity of a larger surface of block compared to the wire in the µWEDG process. But, some tapering prevails in the micro-rods fabricated due to the trapped debris between the tool and the block along the axes of the tool. This leads to secondary discharges and a non-uniform gap between the tool and block electrode.

a Schematic diagram of B-µEDG. b Pictorial image of the process of B-µEDG
3.3 Micro Electrical Discharge Drilling (µED-Drilling)
In µED-drilling, a tool electrode is vertically fed against the workpiece until a desired depth of the drilled hole is achieved. Figure 6 represents the schematic diagram and pictorial image of µED-drilling where the tool electrode is rotated and fed vertically against the workpiece. Drilling may be attained simply by vertical feeding, but rotation increases machining efficiency and improves circularity in shape. This process may be used for drilling blind holes as well as through holes according to desired applicability. Precise machining of the blind hole is an exhausting task compared with through holes due to the difficulty in estimation of the hole depth in a blind hole.

a Schematic diagram of µED-drilling. b Pictorial representation of µED-drilling process
3.4 Reverse Micro Electrical Discharge Machining (R-µEDM)
Generally, in µEDM operation, the tool electrode is joined to the negative terminal whereas the workpiece is joined to the positive terminal to impart high material removal from the workpiece. But R-µEDM works on opposite polarity to that of conventional µEDM with the motive of imparting more material removal in the form of debris from the tool electrode connected to the spindle. This phenomenon is used for fabrication of micro-rods, where larger diameter rods are fed against pre-drilled holes on a plate with the intention of reducing the diameter of the rod to that of pre-drilled holes. A schematic diagram of the R-µEDM process along with its pictorial image is shown in Fig. 7. This process also allows fabrication of an array of micro-rods when the rod is fed against an array of pre-drilled holes. The spindle cannot be rotated in such cases as rotation would vanish any microstructure fabricated on the rod on its periphery other than its center.

a Schematic diagram of R-µEDM. b Pictorial representation of R-µEDM
3.5 Drilling with in Situ Fabricated Tool
This technique is accomplished in two steps. In the first step, −ve polarity is assigned to the tool electrode to drill micro hole in the plate electrode (Fig. 8a, b). In the second step, +ve polarity is assigned to the same tool electrode (rod), which is now treated as a workpiece for the reduction of its diameter. The same electrode is then withdrawn and moved slightly in the lateral direction (x-axis or y-axis) to make an eccentricity with the drilled hole (Fig. 8c). Thereafter, the rotating workpiece (rod) is moved downward to interact with the side of the drilled hole as shown in Fig. 8d. While being fed downwards, the workpiece loses material from the surface resulting in a decrease in its diameter. Thus, a micro rod is fabricated, which can be used as a micro tool. This process is known as drilling with an in situ fabricated tool because the fabricated micro rod is further used as a tool electrode. The fabricated micro rod used later as a tool to drill micro holes on the metallic plates is depicted in Fig. 8e, f.

Schematic diagram of drilling with in situ fabricated tool
3.6 Micro Electrical Discharge Milling (µED-Milling)
µED-milling is the technique through which tool electrode is continuously fed in horizontal (x–y) direction with a predetermined depth of cut which is set at the beginning of machining. It is generally performed as a layer by layer machining process, where each layer contributes a certain depth of cut. Figure 9a represents the sketch diagram of a µED-milling process used for fabricating microchannels. Micro slots fabricated on copper by µED-milling process are shown in Fig. 9b. The movement mechanism of µED-milling allows machining of complex microcavities with the use of simple cylindrical micro tools. Thus, the process eliminates the use of complex-shaped tools for machining 3D cavities as in the case of die-sinking µEDM process. But tool wear is a concern to maintain the dimensional accuracy of the features to be machined on the workpiece. In this case, to get accurate dimension and precise measurement of the machined cavity, tool wear needs to be compensated by some form or other.

a Sketch diagram of microchannel fabricated by µED-milling. b Micro slots fabricated by µED-milling process
4 Dimensional Accuracy and Precision Measurement
µEDM is broadly used for fabricating micro features, for example, micro-rods, micro slots, and micro holes due to their broad applicability in industries. Quantitative evaluation of these micro features is essential to achieve accuracy and precise dimension. The performance measures by which the micro features can be analyzed are described in this section.
4.1 Micro-rods
Machining time, surface roughness, standard deviation in diameter, and average diameter are the response measures needed to be quantified in order to obtain the micro features with target diameter and length along the surface of the micro rod.
Average diameter: The secondary sparking between the tool and workpiece causes non-uniform tool wear leading to a tapered micro feature. In case of micro-rods, taperness can be assessed by calculating the average diameter of the rod along its entire length, i.e., from tip to root. Figure 10a shows a schematic diagram depicting the target diameter and obtained diameter of a micro rod. A micro rod fabricated by µEDM is represented in Fig. 10b. The diameter of the rod is evaluated at different position along the length of the rod. The tip and middle part of the rod show desired diameter. However, a signification variation of diameter is observed in the root of the rod. To clarify the difference in diameter of the micro rod, the deviation of the micro rod diameter is plotted along its entire length as represented in Fig. 10c. The straightness of the fabricated micro rod holds good till it reaches 700 µm length. Beyond 700 µm, i.e., in the root of the micro rod, a high amount of deviation is observed.

Representation of average diameter
Standard deviation in diameter: It can be used to study the deviation in straightness along the top surface of the micro rod. Straightness should be constantly maintained on the entire length of the micro rod. Deviation of straightness along the length of the micro rod can be assessed by calculating the standard deviation in diameter. Minimum standard deviation of diameter is desired to achieve accurate and precise micro rod.
4.2 Micro Holes
Tool wear rate (TWR), material removal rate (MRR), overcut, circularity, taper angle, edge sharpness, and recast layer are the response parameters which are directly involved in the evaluation of micro holes in order to characterize them.
Tool wear rate: It is the amount of tool material which erodes slowly from the tool per unit time during the machining process. TWR is to be controlled to obtain the error-free micro features with higher dimensional accuracy. The schematic diagram depicted in Fig. 11 shows the ideal condition and the real condition of the tool after the machining process.

Shape of the tool after machining in ideal and in real condition. a In ideal condition. b Tapered and oval shape along the length and end surface, respectively, in real condition. c Irregular surface and irregular oval shape along the length and end surface, respectively, in real condition
Material removal rate: Material removal rate (MRR) is the quantity of undesirable material which comes out from the metal surface per unit time for getting the desired features. It can be evaluated by measuring the weight before and after the machining process as depicted by Eq. (3). Further, MRR can be also determined by calculating the volume of material removed after an operation or measuring the irregular geometrical features as depicted by Eqs. (4)–(6) and the corresponding schematic diagrams as shown in Fig. 12a–c, respectively.

a MRR in ideal condition. b MRR in case taper shape feature. c MRR of irregular shape feature
where, initial weight (before machining) and final weight (after machining) of the workpiece are denoted by Wi and Wf, respectively.
where h denotes depth of the hole and r indicates different radii.
Overcut: It occurs due to the spark gap or inter-electrode gap (IEG) existing between the tool and the workpiece. Overcut can be calculated by Eq. (7) and its corresponding sketch diagram is represented in Fig. 13. As the IEG is an inevitable situation in EDM; hence, overcut is an unavoidable phenomenon. Although it brings some deviation in the size of the drilled hole than the size of the tool concerning diameter, in turn, it is an advantageous situation for EDM. Overcut helps in maintaining the IEG between the electrodes. Hence, a healthy machining without short circuit takes place. Moreover, the overcut provides the clearance between tool and workpiece which provides the free passage of the debris particles to come out of the machining zone. It varies with the increase in voltage and capacitance and can be minimized by proper adjustment of the process parameters.

Representation of overcut and taper angle
Taper angle: The tapered surface starts from the entry edge of the hole and ends with exit edge of the hole of the workpiece as shown in Fig. 13. The taper angle subtended by this surface is mathematically expressed in Eq. (8). Taper angle occurs due to secondary sparking, which removes more material gradually from the entry side when the sidewall of the tool interacts with the wall of the already machined hole while moving downward. Moreover, the inevitable phenomenon of tool wear in EDM is also responsible for causing taperness in drilled hole.
where h represents depth of the hole.
Circularity: It defines the roundness of the circular features of machined parts. Practically, circularity demands the edge of the features to be round. The deviation in the circular features, i.e., out of roundness of a micro hole is known as circularity error. Circularity error of a hole can be measured by a technique using circumscribed and inscribed circle of the hole as shown in Fig. 14. The difference between the radius of the circumscribed and inscribed circle is used to measure the circularity error of the hole as depicted in Eq. (9). Circularity error mainly occurs due to non-uniform sparking at the edges of the hole.

Circularity error
Edge sharpness: It is defined as the uniformity on the edge of the micro hole throughout the circumference. The irregularity in edges of a hole known as edge deviation, occurs due to non-uniform sparking in the form of arc pulses, short circuit pulses, open-circuit pulses, etc. [22], during the machining process. Edge deviation is the average gap between the circles circumscribing and inscribing at the edge of a certain segment in the hole. It is calculated by measuring the diameter of the curves inscribing and circumscribing the edge as shown in Eq. (10) corresponding to Fig. 15.

Edge deviation
Recast layer: During the sparking process, a high temperature is generated in the working zone which causes the metals to melt and vaporize and flushes away from the sparking region in the form of debris. But a small portion which does not get flushed away from sparking region remains deposited on the finished work surface. The deposited amount on the finished work surface in the form of molten metal, after solidification, is known as recast layer as shown in Fig. 16. This also has an effect on the quality of the drilled holes. Hence, it is important to assess the thickness of the recast layer.

Recast layer
4.3 Micro Slots
The effect of tool wear in µED-milling of one layer is represented in Fig. 17. It is detected that, as the milling progresses along the length, the width and depth of the slot decrease leading to inaccuracy and imprecision. The dimensional inaccuracies in µED-milling of one layer are further classified in Fig. 17a, where d1 and d2 represent the depth of the slots at start and end; w1 and w2 represent the width of the slots at start and end of the top surface; wb1 and wb2 represent the width of the slots at start and end of the bottom surface, respectively. Deviation of the slot along the width and depth is clearly visible. Figure 17b represents the effect of tool wear on the micro slots due to single-layer machining by µED-milling process. The width and the depth of the slot gradually diminish as the length of the milling proceeds. To overcome the problem of deviation, tool wear compensation techniques need to be used. Many tool wear compensation techniques have been proposed by several researchers which are mentioned in details in Sect. 5.6. Traditionally, to and fro scanning method is used to get similar dimensional features over the two ends of a milling slot as depicted in Fig. 17c. But for achieving precise and accurate dimensional features, tool wear compensation techniques need to be employed.

a Sketch diagram of micro milling with different views shows the actual profile and the ideal profile of the micro slot. b Represents the effect of tool wear after fabricating micro slots in µED-milling process. c Shows the micro slots after applying compensation method
5 State of the Art of µEDM
The dimensional accuracy and precision measurement are few of the important aspects by which one can judge the progress, improvement, and advancement of process capabilities and dimensional errors of the micro features fabricated by µEDM process. There are different variants of µEDM such as µED-drilling, R-µEDM, drilling with in situ fabricated tool, µWEDM, µWEDG, B-µEDG, and µED-milling, and their progress by many researchers are mentioned in the following subsections.
5.1 Micro Wire Electrical Discharge Grinding (µWEDG)
µWEDG utilizes traveling wire as a tool electrode. This process is applicable for grinding micro-rods to reduce their diameter further. In the year 1985, Masuzawa et al. [23] introduced a method called µWEDG for the machining of small diameter rods. The process provided little accuracy and excellent repeatability with an \({\text{error}} < 1\,\upmu{\text{m}}\). Moreover, they also fabricated many thin shape parts and components such as needle-shaped parts, electron emitters, punches, and electrode for EDM. Sheu [24] introduced a new hybrid technique combining one pulse discharge (OPD) with µWEDG to machine multi-micro-spherical probes. Using this method, he found a better result in the form of instantaneous fabrication of micro-spherical probes of approximately 40 µm diameter. Rees et al. [25] combined the µWEDG with a rotating submergible spindle for carrying out the machining operation. They conducted an experimental study to find out the statistically significant parametric condition using optimization technique which influences the surface quality more during the main cut. µWEDG and B-µEDG processes were combined by Oliaei et al. [26] to machine milling tools in micro size of variant geometries on tungsten carbide (WC) and polycrystalline diamond (PCD). In their study, they maintained the quality while fabricating the microfluidics chips, which was actually a prototype, using micro end mill tool. For improving the processing efficiency and the consistency accuracy of the µWEDG operation, Tangential feed WEDG (TF-WEDG) technique was taken by Zhang et al. [27]. They combined TF-WEDG to real-time measurement system through the charge-coupled device (CCD). Moreover, they joined the self-drilling holes method with TF-WEDG for further enhancement of the machining efficiency while fabricating micro-rods. Using the fabricated micro-rods, micro hole drilling was performed. The results of their study demonstrated repeated machining accuracy of micro-rods to be around or lower than 2 µm and consistency accuracy of arrayed micro holes to be around ±1.1 µm [27].
5.2 Block Micro Electrical Discharge Machining (B-µEDG)
B-µEDG involves a multi-pass process in which certain amount of material erodes from each side of the workpiece to minimize the dimensions of the micro features. Ravi and Huang [28] have developed the B-µEDG method for fabricating symmetrical sections such as rectangular, tapered, circularly, stepped, and triangular. They found the process to be feasible for fabricating micro features with various shapes. Zhao et al. [29] proposed a tangential feeding method of B-µEDG to overcome the difficulties encountered while fabricating micro-rods of desired dimensions. Experimental results of their research highlighted the present method to be effective in terms of producing accurate dimensions of the micro-rods. Formation of the taper angle is one of the major problems in the B-µEDG method, and for solving this problem, Jahan et al. [30] introduced electrode in the form of a moving block while fabricating micro-rods.
5.3 Micro Electrical Discharge Drilling (µED-Drilling)
The µED-drilling process is frequently used for drilling micro holes in a vast scope of demands, for instance, biomedical, automotive, aerospace, MEMS, and nuclear sector. In the recent past, a significant contribution has been made by many researchers toward the enhancement of the accuracy of the edges of the micro features. The improvement made by different researchers regarding the machining of micro hole is stated here.
Pham et al. [31] introduced a simple technique based on geometrical information for evaluating the volumetric wear ratios of the tool electrode, i.e., tube and rod types. They briefly discussed the electrode shape variation during the machining process consisting of various machining parameters and suggested possibilities of some wear compensation techniques. Pradhan and Bhattacharyya [32] proposed a novel technique for improving the accuracy of micro holes concerning straightness. They introduced a method of changing the polarity in a particular interval of time, which removes debris particles efficiently from the inter-electrode gap to improve the accuracy of micro holes. Puranik and Joshi [33] explored the connection among the achieved depth of the micro hole and their accuracy in µEDM. They observed that the micro hole with depth 5.0 mm could be easily achieved using 200 µm tool electrode by controlling the input conditions. Further increase of depth was not possible due to the occurrence of debris accumulation and secondary sparking. Transistor and RC-type generators in µEDM have been studied and explored by Jahan et al. [14] for obtaining quality micro holes. They found that RC-type was more appropriate for obtaining better micro holes in terms of accuracy and surface finish. Aligiri et al. [34] introduced a technique for improvement of tool wear in µED-drilling, wherein compensated length was calculated and adjusted until the target volume of removed material was reached. Result confirmed that the developed technique was more reliable than the uniform wear method (UWM). Jahan et al. [35] proposed vibration-assisted µEDM, in which workpiece was vibrated with low frequency for improving the performance of µEDM deep hole drilling. It was observed that the current approach improves the internal surface of the deep micro holes in terms of surface quality and accuracy. Heinz et al. [36] utilized non-magnetic materials in magnetic-field-assisted µEDM in their novel work. The result showed improvement in terms of increased volume removal and decreased tool wear, i.e., 28% and 50% between 0.33T and 0.66T, respectively, during the machining process. Maity and Singh [37] optimized the controlling parameters of the µEDM operation like capacitance, voltage, speed of rotation, and feed of tool, which influenced the response measures such as machining time, recast layer, and circularity error for drilling micro holes. Jahan et al. [38] utilized workpiece vibration-assisted µEDM machine for calculating the effectiveness of the low-frequency vibration for deep hole drilling. The result showed that 75 Hz vibration frequency and their corresponding amplitude of 1.5 µm to be appropriate for improving the performance of both machining characteristics and the accuracy of the micro holes. Ferraris et al. [39] applied an innovative method for drilling micro holes having an aspect ratio greater than 30. For doing so, they insulated the sidewall of the tools employing a coating to prevent the secondary sparks during the drilling process. They successfully drilled a 0.2 mm diameter micro holes with an aspect ratio of around 120 within a time duration of 1 h. Natarajan and Suresh [40] performed the machinability study of stainless steel grade 304 during µED-drilling operation. They observed that lower range of current and pulse on time enhanced the quality of the micro holes in terms of surface, while the higher range of current and pulse on time deteriorated the quality of the surface. D’Urso and Ravasio [41] investigated the effect of variant process parameters and the properties of the workpiece, for example, stainless steel, tungsten carbide, and aluminium, and electrode materials such as tungsten carbide and brass, respectively, while drilling micro holes. They applied appropriate fitting equation with an acceptable coefficient of determination to analyze the summarized behaviours.
5.4 Reverse Micro Electrical Discharging Machining (R-µEDM)
In general, reverse machining in EDM means polarity conversion from negative to positive and vice versa. But the term used R-µEDM by many researchers in µEDM is different from the above. R-µEDM is a normal machining method where instead of keeping the workpiece on the work table, it is attached to the spindle through collet, and on the other hand, the tool is held on the work table.
From the last decades, work on reverse µEDM has been in constant progress. In the year 2006, Kim et al. [42] successfully machined micro rod using different values of voltages and capacitances. For enhancing the accuracy of the micro features, they calculated the wear ratio at various values of input conditions and obtained the optimum input condition. They also fabricated different shapes of micro features on stainless steel such as channels (slots), grooves, micro hole, and rod arrays. To characterize the R-µEDM process while fabricating micro-rods, Taguchi methodology was applied by Mujumdar et al. [43], Mastud et al. [22], and Singh et al. [44]. Mujumdar et al. [43] used a bulk brass rod as a workpiece having diameter 2 mm and a thick copper plate of 200 µm with pre-drilled 200 µm circular hole and 400 µm square hole as a tool. They observed the gap voltage and capacitance to have more influence on response parameters such as dimensional accuracy, zero error length, and surface roughness. Moreover, they noticed that gap voltage was the utmost important factor accountable for the accuracy of the micro-rods along their length. Mastud et al. [22] used tungsten carbide 0.8 mm diameter as a workpiece and tungsten copper as a tool electrode having thickness 300 µm with a pre-drilled micro hole of 100 µm. They observed the erosion rate to advance with the passage of time during machining. Moreover, they found that lower thickness of tool electrode was more responsible for the enhancement of surface roughness of the fabricated micro-rods. Singh et al. [44] used a copper plate and tungsten rod as tool electrode and workpiece, respectively. The thickness of the tool was 293 µm with a drilled hole of 212 µm, on the contrary, the diameter of the workpiece was 0.8 mm. They focused on the accuracy of micro-rods to detect the deviation in length and the diameter from the target length and diameter in the form of input feed length and pre-drilled hole, respectively. They also detected the capacitance and feed rate to have more influence on the deviation in length of the micro rod. On the contrary, gap voltage, capacitance, and feed rate were uniformly responsible for the deviation in average diameter. Moreover, voltage contributed more toward the straightness of micro-rods throughout the length.
Jahan et al. [45] machined microstructures with lower machining time and showed improvement in the machining accuracy at optimum condition of machining parameters. Nirala and Saha [46] introduced a new method for tool wear compensation in R-µEDM. They compared the method with uniform wear method [47] and normal machining (without compensation) and found reduction in errors (i.e., existing method by 2%, normal machining by 18.2–22.4%, and uniform wear method by 4.0–8.3%). In the year 2016, a simple analytical model for evaluating the tool wear and material removal from workpiece was developed by Singh et al. [48]. They achieved lower tool wear, lower material removal, and less taper along the length of a long micro rod of 2 mm at lower parametric conditions (100 V, 100 pF) compared with higher parametric conditions (150 V, 104 pF).
5.5 Drilling with In Situ Fabricated Tool
In this method, a micro hole is first drilled using a negatively charged rod electrode, and then the rod electrode is retracted to its original position. After that, the rod electrode is moved at a certain distance horizontally from its original position (i.e., offset), and subsequently, the reverse polarity is applied. Finally, either of the condition such as with or without rotation is used to feed the tool into the plate electrode during the machining process and thus a micro rod with lower diameter is obtained. The benefits of this technique are that no adjustment is required while machining micro rod. Yamazaki et al. [49] used different values of off-centered, i.e., 60, 75, 78, 80, 85, and 90 µm based on off-centering concept chart. Their research highlighted an improvement in the accuracy of the micro rod in the form of machining straight micro rod without taper. Using this method, Yamazaki et al. also machined straight, stepped, multi micro-rods, and other complicated shape features.
In the subsequent papers of Yamazaki et al. [50,51,52], they worked on a process where they tried to reduce the plate electrode wear while fabricating straight and long micro-rods. For enhancing the precision of the machining process, they adopted two-step method, run out measuring method, and dummy hole diameter measuring method. Utilizing the adopted method, they obtained high accuracy micro rod without even coinciding the rod with the axis of rotation.
5.6 Micro Electrical Discharge Milling (µED-Milling)
µED-milling is the technique in which the tool electrode advances in the horizontal x–y direction at a particular depth of cut initiated at the beginning of machining. It is generally performed as a layer by layer machining process, where each layer contributes a certain depth of cut. To get an accurate dimension and precise measurement of machined cavity tool wear needs to be compensated by some form or other. Compensation can be applied based on the extracted dimensional features in real-time or can be predetermined based on wear ratios of tool and workpiece.
In the year 1989, Sato et al. [53] fabricated a wide groove of 50 µm on metal block using µED-milling. Later, Masuzawa and Tönshoff [54] have verified the result obtained by Sato et al. Electrode deformation is one of the major problems in µED-milling due to tool wear. For the rectification of tool wear problem, Yu et al. [6, 47] presented a technique which combined uniform wear method (UWM) with longitudinal wear compensation. The outcome confirmed the applicability of this approach for 3D microstructures. Moreover, mathematical relations were derived for tool wear compensation and applied in machining square cavities with sharp corners and inclined planes. Bissacco et al. [55] investigated tool wear and material removal (workpiece) using µED-milling process, in which they selected typical process parametric combinations for roughing and finishing operation. Volume measurement and discharge counting have been made for several energy levels and their effect in terms of errors on material removal per discharge and electrode wear per discharge was found to be relatively high. Karthikeyan et al. [15] used design software in order to evaluate the eroded amount of material from the tool and the workpiece. They detected that the rotation speed shows a major role in getting the desired material removal rate (MRR). Moreover, they also observed that the tool rotation affects the final shape of the features due to debris flushing and partially re-deposition of the molten metal [11]. In the consequent work [56], they developed a simple empirical equation with 95 and 99% confidence level for MRR and TWR. The results demonstrated the contribution of more energy and speed in the case of a single performance study, whereas feed was a significant contributor in the case of multi-performance analysis. Material removal from the tool significantly affects the machining efficiency while fabricating microchannel and it is one of the major problems in µED-milling. For solving this problem, a new compensation method was introduced by Li et al. [57], which was based on scanned area (BSA) that removes materials layer by layer. The BSA method improved the machining efficiency compared to that of UWM and the combination of both UWM and linear compensation. Jafferson et al. [58] applied ultrasonic vibration and magnetic field at the same time and at a different time in their work. The experimental results of their study highlighted an improvement in the machining efficiency in case of using ultrasonic vibration and magnetic field separately. On the other hand, they got poor results in case of jointly using ultrasonic vibration and magnetic field. Moreover, they [16] also analyzed the effect of non-electrical parameters, for example, horizontal tool feed rate (HTF), layer thickness (LT), and tool rotational speed (TRS), and found significant results in case of using speed and horizontal feed rate. The roots of the faults in µED-milling were examined by Tong et al. [59] and they proposed a layer depth constrained algorithm (LDCA) and an S-curve accelerating algorithm (SCAA) to decrease the errors. They found improvement in the results in terms of getting machined microcavities of less than 800 µm with enhanced machining accuracy and MRR. Zhang et al. [60] used fixed length compensation method, in which geometrical and mathematical models were formulated. Later, several trials were used to confirm the model. The developed model was taken to predict the fabricated work surface and the tool surface electrode. Wang et al. [61] established an in situ pulse monitoring system for understanding the process dynamic and a combined off-line and in-line adaptive tool wear compensation. Dimensional accuracy and tool wear rate of stainless steel (S304) were investigated by Ali et al. [62]. They also analyzed the TWR and width of the microchannel data and developed a corresponding empirical relation. They obtained minimum microchannel width and TWR at a voltage of 91 V and feed rate of 10 µm/s [62].
6 Summary
µEDM is one of the established processes through which micro features, for example, micro-rods, micro holes, and micro slots can be fabricated easily on electrically conductive metals irrespective of their hardness. From the last few decades, many researchers have contributed a lot of their work on which they show the improvement in the fabrication of microstructures while using µEDM. The progress and improvement in µEDM for the fabrication of micro features are increasing continuously because of their wide application in the area of electronics, nuclear sectors, biomedical, MEMS, etc.
The main concern which affects the accuracy and dimensions of the micro features is the tool wear. It is detected by the researchers that the elimination of tool wear can resolve almost all the problems that lead to the incorrect dimensional variation of the micro features in terms of shape and size. For reducing the tool wear, researchers have developed many compensation methods. Still, researchers are trying to develop improved methods of compensation. Tool wear can also be reduced significantly by the proper selection of parametric conditions such as voltage, capacitance, current, and tool material.
In the current era, researchers are engaged in fabricating error-free micro features by the use of suitable compensation techniques. This chapter has provided a brief explanation about the progress of the machining efficiency of µEDM in terms of accuracy improvement and precision measurement. The recent advances of the different variants of µEDM have also been presented in this chapter.
Abbreviations
- µEDM:
-
Micro electrical discharge machining
- MEMS:
-
Micro-electro-mechanical systems
- µED-drilling:
-
Micro electrical discharge drilling
- R-µEDM:
-
Reverse micro electrical discharge machining
- B-µEDG:
-
Block micro electrical discharge grinding
- µWEDG:
-
Micro wire electrical discharge grinding
- µED-milling:
-
Micro electrical discharge milling
- LBM:
-
Laser beam machining
- LIGA:
-
Lithography, Electroplating, and Molding
- µUSM:
-
Micro ultrasonic machining
- IBM:
-
Ion beam machining
- µECM:
-
Micro electrochemical machining
- µWEDM:
-
Wire electrical discharge machining
- RC:
-
Resistance–capacitance
- E RC :
-
Discharge energy per pulse in RC circuit
- C :
-
Capacitance
- V g :
-
Gap voltage
- E T :
-
Discharge energy per pulse in transistor circuit
- I p :
-
Current of a single pulse
- V p :
-
Voltage of a single pulse
- T on :
-
Pulse duration
- T off :
-
Pulse interval
- W i :
-
Initial weight of workpiece
- W f :
-
Final weight of workpiece
- h :
-
Depth of hole
- IEG:
-
Interelectrode gap
- TF:
-
Tangential feed
- CCD:
-
Charge–coupled device
- UWM:
-
Uniform wear method
- MRR:
-
Material removal rate
- TWR:
-
Tool wear rate
- BSA:
-
Based on scanned area
- HTF:
-
Horizontal tool feed rate
- LT:
-
Layer thickness
- TRS:
-
Tool rotational speed
- LDCA:
-
Layer depth constrained algorithm
- SCAA:
-
S-curve accelerating algorithm
References
Kibria G, Bhattacharyya B (2011) Investigation into micro-hole geometrical accuracy during micro-EDM of Ti-6Al-4V employing different dielectrics. Int J Mach Mach Mater 10:310
Kibria G, Shivakoti I, Pradhan BB, Bhattacharyya B (2017) Electrical discharge micro-hole machining process of Ti–6Al–4V: improvement of accuracy and performance. In: Non-traditional micromachining processes. Springer International Publishing, pp 93–144
Kibria G, Sarkar BR, Pradhan BB, Bhattacharyya B (2010) Comparative study of different dielectrics for micro-EDM performance during microhole machining of Ti-6Al-4V alloy. Int J Adv Manuf Technol 48:557–570
Ho KH, Newman ST (2003) State of the art electrical discharge machining (EDM). Int J Mach Tools Manuf 43:1287–1300
Kadirvel A, Hariharan P, Gowri S (2012) A review on various research trends in micro-EDM. Int J Mechatron Manuf Syst 5:361–384
Yu Z, Masuzawa T, Fujino M (2000) 3D micro-EDM with simple shape electrode Part 1: machining of cavities with sharp corners and electrode wear compensation. In: Proceedings KORUS 2000 4th Korea-Russia international symposium on science and technology. IEEE, pp 102–105
Jahan MP (2013) Micro-electrical discharge machining. In: Nontraditional machining processes. Springer, London, pp 111–151
Kibria G, Bhattacharyya B (2017) Microelectrical discharge machining of Ti-6Al-4V. In: Microfabrication and precision engineering. Elsevier, pp 99–142
Katz Z, Tibbles CJ (2004) Analysis of micro-scale EDM process. Int J Adv Manuf Technol 25:923–928
Masuzawa T (2001) Micro-EDM. In: Proceedings of the thirteen international symposium on electro machining, pp 3–19
Karthikeyan G, Garg AK, Ramkumar J, Dhamodaran S (2012) A microscopic investigation of machining behavior in µeD-milling process. J Manuf Process 14:297–306
Son S, Lim H, Kumar AS, Rahman M (2007) Influences of pulsed power condition on the machining properties in micro EDM. J Mater Process Technol 190:73–76
Han F, Wachi S, Kunieda M (2004) Improvement of machining characteristics of micro-EDM using transistor type isopulse generator and servo feed control. Precis Eng 28:378–385
Jahan MP, Wong YS, Rahman M (2009) A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J Mater Process Technol 209:1706–1716
Karthikeyan G, Ramkumar J, Dhamodaran S, Aravindan S (2010) Micro electric discharge milling process performance: an experimental investigation. Int J Mach Tools Manuf 50:718–727
Jafferson JM, Hariharan P, Ram Kumar J (2016) Effect of non-electrical parameters in μED milling: an experimental investigation. Int J Adv Manuf Technol 85:2037–2047
Vidya S, Barman S, Chebolu A et al (2015) Effects of different cavity geometries on machining performance in micro-electrical discharge milling. J Micro Nano-Manuf 3:11007
Wang C, Chu X, Liu G et al (2013) The design of integrated route in micro-EDM. Mater Manuf Process 28:1348–1355
Karthikeyan G, Ramkumar J, Dhamodaran S (2014) Block EDG: issues and applicability in multiple pass µED-milling. Mach Sci Technol 18:120–136
Rahman M, Lim HS, Neo KS et al (2007) Tool-based nanofinishing and micromachining. J Mater Process Technol 185:2–16
Pham DT, Dimov SS, Bigot S et al (2004) Micro-EDM—recent developments and research issues. J Mater Process Technol 149:50–57
Mastud S, Singh RK, Joshi SS (2012) Analysis of fabrication of arrayed micro-rods on tungsten carbide using reverse micro-EDM. Int J Manuf Technol Manage 26:176
Masuzawa T, Fujino M, Kobayashi K et al (1985) Wire electro-discharge grinding for micro-machining. CIRP Ann Manuf Technol 34:431–434
Sheu DY (2004) Multi-spherical probe machining by EDM: combining WEDG technology with one-pulse electro-discharge. J Mater Process Technol 149:597–603
Rees A, Brousseau E, Dimov SS et al (2013) Development of surface roughness optimisation and prediction for the process of wire electro-discharge grinding. Int J Adv Manuf Technol 64:1395–1410
Oliaei SNB, Özdemir C, Karpat Y (2014) On-machine fabrication of PCD and WC micro end mills using micro electro discharge machining. Int J Mechatron Manuf Syst 7:246
Zhang L, Tong H, Li Y (2015) Precision machining of micro tool electrodes in micro EDM for drilling array micro holes. Precis Eng 39:100–106
Ravi N, Huang H (2002) Fabrication of symmetrical section microfeatures using the electro-discharge machining block electrode method. J Micromech Microeng 12:905–910
Zhao WS, Jia BX, Wang ZL, Hu FQ (2006) Study on block electrode discharge grinding of micro rods. Key Eng Mater 304–305:201–205
Jahan MP, Rahman M, Wong YS, Fuhua L (2010) On-machine fabrication of high-aspect-ratio micro-electrodes and application in vibration-assisted micro-electrodischarge drilling of tungsten carbide. Proc Inst Mech Eng Part B J Eng Manuf 224:795–814
Pham DT, Ivanov A, Bigot S et al (2007) An investigation of tube and rod electrode wear in micro EDM drilling. Int J Adv Manuf Technol 33:103–109
Pradhan BB, Bhattacharyya B (2008) Improvement in microhole machining accuracy by polarity changing technique for microelectrode discharge machining on Ti–6Al–4V. Proc Inst Mech Eng Part B J Eng Manuf 222:163–173
Puranik MS, Joshi SS (2008) Analysis of accuracy of high-aspect-ratio holes generated using micro-electric discharge machining drilling. Proc Inst Mech Eng Part B J Eng Manuf 222:1453–1464
Aligiri E, Yeo SH, Tan PC (2010) A new tool wear compensation method based on real-time estimation of material removal volume in micro-EDM. J Mater Process Technol 210:2292–2303
Jahan MP, Saleh T, Rahman M, Wong YS (2010) Development, modeling, and experimental investigation of low frequency workpiece vibration-assisted micro-EDM of tungsten carbide. J Manuf Sci Eng 132:54503
Heinz K, Kapoor SG, DeVor RE, Surla V (2011) An investigation of magnetic-field-assisted material removal in micro-EDM for nonmagnetic materials. J Manuf Sci Eng 133:21002
Maity KP, Singh RK (2012) An optimisation of micro-EDM operation for fabrication of micro-hole. Int J Adv Manuf Technol 61:1221–1229
Jahan MP, Wong YS, Rahman M (2012) Evaluation of the effectiveness of low frequency workpiece vibration in deep-hole micro-EDM drilling of tungsten carbide. J Manuf Process 14:343–359
Ferraris E, Castiglioni V, Ceyssens F et al (2013) EDM drilling of ultra-high aspect ratio micro holes with insulated tools. CIRP Ann Manuf Technol 62:191–194
Natarajan N, Suresh P (2015) Experimental investigations on the microhole machining of 304 stainless steel by micro-EDM process using RC-type pulse generator. Int J Adv Manuf Technol 77:1741–1750
D’Urso G, Ravasio C (2017) Material-Technology Index to evaluate micro-EDM drilling process. J Manuf Process 26:13–21
Kim BH, Park BJ, Chu CN (2006) Fabrication of multiple electrodes by reverse EDM and their application in micro ECM. J Micromech Microeng 16:843–850
Mujumdar SS, Mastud SA, Singh RK, Joshi SS (2010) Experimental characterization of the reverse micro-electrodischarge machining process for fabrication of high-aspect-ratio micro-rod arrays. Proc Inst Mech Eng Part B J Eng Manuf 224:777–794
Singh AK, Patowari PK, Deshpande NV (2015) Experimental analysis of reverse micro-EDM for machining microtool. Mater Manuf Process 31:530–540
Jahan MP, Wong YS, Rahman M, Liang TW (2012) In-situ machining of varied-shaped and arrays of microelectrodes using reverse micro-electrodischarge machining. Int J Mechatron Manuf Syst 5:495–515
Nirala CK, Saha P (2016) A new approach of tool wear monitoring and compensation in RμEDM process. Mater Manuf Process 31:483–494
Yu ZY, Masuzawa T, Fujino M (1998) Micro-EDM for three-dimensional cavities-development of uniform wear method. CIRP Ann Manuf Technol 47:169–172
Singh AK, Patowari PK, Deshpande NV (2016) Effect of tool wear on microrods fabrication using reverse μEDM. Mater Manuf Process 32:1–8
Yamazaki M, Suzuki T, Mori N, Kunieda M (2004) EDM of micro-rods by self-drilled holes. J Mater Process Technol 149:134–138
Yamazaki M, Suzuki T, Mori N, Kunieda M (2006) Electrical discharge machining of micro-rod using self-drilled holes. J Japan Soc Precis Eng Contrib Pap 72:657–661
Yamazaki M, Suzuki T, Mori N et al (2008) Minimum diameter of microrods machined by micro-electrical discharge machining using self-drilled holes method. Denki Kako Gakkaishi 42:51–57
Yamazaki M, Suzuki T, Mori N et al (2008) Improvement of accuracy of micro EDM using self-drilled holes method. J Japan Soc Precis Eng 74:264–268
Sato T, Masuzawa T, Fujino T, Onishi Y (1989) Application of WEDG for microdrilling and microendmilling. In: Proceedings of annual spring assembly of JSPE, pp 1091–1092
Masuzawa T, Tönshoff HK (1997) Three-dimensional micromachining by machine tools. CIRP Ann Manuf Technol 46:621–628
Bissacco G, Valentincic J, Hansen HN, Wiwe BD (2010) Towards the effective tool wear control in micro-EDM milling. Int J Adv Manuf Technol 47:3–9
Karthikeyan G, Ramkumar J, Shalabh Aravindan S (2012) Performance analysis of μeD-milling process using various statistical techniques. Int J Mach Mach Mater 11:183–203
Li JZ, Xiao L, Wang H et al (2013) Tool wear compensation in 3D micro EDM based on the scanned area. Precis Eng 37:753–757
Jafferson JM, Hariharan P, Ram Kumar J (2014) Effects of ultrasonic vibration and magnetic field in micro-EDM milling of nonmagnetic material. Mater Manuf Process 29:357–363
Tong H, Zhang L, Li Y (2014) Algorithms and machining experiments to reduce depth errors in servo scanning 3D micro EDM. Precis Eng 38:538–547
Zhang L, Du J, Zhuang X et al (2015) Geometric prediction of conic tool in micro-EDM milling with fix-length compensation using simulation. Int J Mach Tools Manuf 89:86–94
Wang J, Qian J, Ferraris E, Reynaerts D (2017) In-situ process monitoring and adaptive control for precision micro-EDM cavity milling. Precis Eng 47:261–275
Ali MY, Rahman MA, ZuhaidaZunairi SN, Banu A (2017) Dimensional accuracy of micro-electro discharge milling. IOP Conf Ser Mater Sci Eng 184:12034
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Singh, A.K., Kar, S., Patowari, P.K. (2020). Accuracy Improvement and Precision Measurement on Micro-EDM. In: Kibria, G., Bhattacharyya, B. (eds) Accuracy Enhancement Technologies for Micromachining Processes. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-2117-1_3
Download citation
DOI: https://doi.org/10.1007/978-981-15-2117-1_3
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-2116-4
Online ISBN: 978-981-15-2117-1
eBook Packages: EngineeringEngineering (R0)