
Abstract
Natural and biodegradable fiber blended polymer-based composites are the best choice for lightweight and high-strength applications. The environmentally polluting plastic wastes, specifically high-density polyethylene (HDPE), are utilized and recycled for polymer composite fabrication. In this investigation, environment-polluting waste HDPE (high-density polypropylene) based polymer composites are fabricated with flax natural fiber treated with an alkali solution with 10% concentration. The injection mold fabricated waste HDPE/flax natural fiber (0, 10, 20, and 30 wt%) moisture absorption resistance percentage, tensile strength, and microhardness is evaluated by ASTM standards. The impact of alkali-processed flax natural fiber provided better moisture absorption resistance percentage, higher tensile strength, and good hardness is noted. Its values are 51%, 54 MPa, and 39 HV, which are noted by the higher content of flax natural fiber. This composite is suggested for sports applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Most recently, biodegradable natural fiber blended composites have yielded better strength, good thermal stability, and enriched hardness. It is utilized in various domains such as structural, construction, electrical, and automotive [1, 2]. The different types of natural fiber and its composite fabrication techniques are reviewed, and the injection mold is suitable for complex net shape production and mass production [3]. Related to synthetic fiber, the natural fiber-made polymer composite was found to have better specific properties and be cost-effective [4].To enrich composites' physical and mechanical characteristics, the natural fibers are processed with chemical solutions and involve composite fabrication [5].
The natural fiber blended polymer composite is developed by the traditional route and evaluated its thermal qualities of composites. The evaluated results showed enhanced thermal qualities of composite related to unreinforced polymer matrix [6]. The kenaf and palm fiber inclusions enrich the HDPE composite functional characteristics via the injection route. Composite consists of maximum loading of kenaf natural fiber exposed superior tensile strength and good dynamic behavior [7]. The natural jute and palm fiber incorporated HDPE composite is prepared and evaluated through ASTM standards for its tensile, microstructural, and flexural strength behavior. The evaluation results are improved in tensile and flexural strength of fabricated composite containing maximum loading of natural jute and palm fiber [8]. Besides, the attention of natural fiber processed with chemical processing is used for composite fabrication for automotive applications [9]. The chemical-processed natural fiber-reinforced polymer composite facilitates superior adhesive action and better stability than mono polymer matrix [10]. The bast natural fiber is processed with NaOH solution and subjected to composite fabrication. It facilitates maximum tensile and flexural strength and enriches its hardness by including nanosilica [11]. Natural fiber extraction, processing techniques, chemically processed fiber characteristics, and biodegradation details are reviewed and reported that the polymer composite is made with chemically processed natural fiber's maximum mechanical and thermal characteristics [12]. Amid the different technologies used for short fiber incorporated polymer composites, the injection molding route was cost-effective and could produce large quantities [13]. The flax natural fiber-reinforced HDPE composite is fabricated through the injection mold technique. Influences of flax natural fiber on mechanical/thermal/wear behavior of HDPE composite are studied, and better mechanical/thermal/ and wear behavior is spotted as related to mono HDPE matrix without reinforcement [14]. Rachid et al. [15] developed a single-lap epoxy composite via the conventional route, and its characteristics were analyzed experimentally and using a finite element analysis route. The results recorded a better improvement in mechanical behavior, which is greater than mono epoxy composite without reinforcement.
The current investigation of past literature is detailed above, and it identified natural fiber-developed composites that are biodegradable and cost-effective. However, a lack of mechanical properties and high moisture absorption percentage is noted due to untreated natural fiber. The research synthesizes the flax natural flax fiber (alkali processed) reinforced waste HDPE recycled composites via the compression mold route. The impact of alkali-treated natural flax fiber on moisture absorption resistance percentage, tensile, and microhardness is evaluated and compared with mono HDPE matrix. The evaluated results of the present investigation exposed better moisture absorption behavior with enriched tensile/microhardness on 30 wt% loading of flax natural fiber-made HDPE composite.
Fabrication of HDPE/Flax Natural Fiber Composites
The HDPE wastes are taken as a matrix material for this investigation. Waste HDPE is gathered from the environment, and the necessary processing is done to remove the dust and sand particles. Moreover, the HDPE polymer facilitates better chemical resistance, durability, flexibility, and ease of recycling [16].
Among the varieties of natural fiber, flax fiber is considered for HDPE composite fabrication due to its high strength, durability, better stability, good hypoallergenic, and biodegradability [17, 18]. The flax fibers are extracted from natural sources and involve a chemical surface process for enhancing the fiber's physical and chemical qualities [19]. The extracted flax fiber is cleaned and dried for the initial step and dipped into a 5% alkali chemical solution for 60 min. It supports enriching the fiber quality and limiting the fiber break [20]. The fibers are stirred uniformly using a mechanical stirrer at 100 rpm speed during the alkali process. It limits the waste dust and solid particles in the flax fiber. In the final stage, the flax natural fiber is dried by an electric dryer with an applied dryer temperature of 200 °C for 30 min. The chemical-treated flax fibers are shortened by 4–6 mm and used for fiber reinforcement. Table 1 displays the physical properties of HDPE and flax fiber.
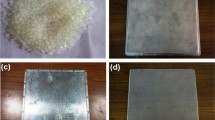
Amid the various fabrication techniques, the injection molding process is efficient, economical, and able to produce complex shapes [3 and 7] reason, the injection molding process is selected for HDPE composite fabrication. Figure 1 presents the HDPE and its composite with different wt% of flax natural fiber processed with alkali solution fabricating injection mold setup. The four HDPE composites are synthesized, followed by Table 2.

Vertical-type injection mold machine
Table 2 presents the details of the preparations for the HDPE composite sample 2. The required quantity of HDPE is taken and mixed with chopped flax natural fiber processed with alkali solution via a mechanical stirrer at 100 rpm speed. The uniform blended HDPE/flax natural fiber is kept in a feedstock hopper directly connected to the injection heating barrel. Its temperature is enriched 250–350 °C for HDPE-like semisolid stage degradation and interacts with flax natural fiber. In the meantime, the 250 mm × 100 mm × 10 mm rectangular tool steel die is preheated to eliminate the shrinkage of the composite [6, 7]. The semisolid state was mixed with flag natural fiber and injected into a tool steel die to get rectangular-shaped composite samples involved in evaluation measures. Finally, the injected composite sample is cured by elevated temperature for 30 min. The fabricated HDPE and its flax natural fiber-reinforced HDPE composite's moisture absorption resistance behavior is evaluated and studied by ASTM D3039 and D762. ELMACH 40-ton capacity tensile testing machine is used for testing the composite's tensile performance, and a 3 mm/min cross slide is maintained. Similarly, the ELMACH make Vickers hardness tester is used to evaluate the microhardness behavior of developed HDPE composite samples with 100 g load for 10 s. Besides, the three test samples are tested by each fabricated sample, and the mean of three is considered as the actual composite value with a 4% statistical error margin.
Result and Discussions
HDPE Composite's Moisture Absorption Resistance Percentage
Figure 2 scatter diagram indicates the moisture absorption resistance qualities of HDPE and its HDPE composite prepared with different loading rates of flax natural fiber processed with alkali chemicals.

HEPE composites moisture absorption resistance percentages
The HDPE matrix without flax natural fiber is measured by 34% of its moisture absorption resistance percentage. However, introducing 10 wt% natural fiber under alkali treatment exhibited a 38% of moisture absorption resistance percentage. It is higher than the mono HDPE matrix. The chemical processing of natural fiber causes a better moisture absorption resistance percentage compared to untreated natural fiber-made composites [8]. While the composition of alkali chemical-processed flax natural fiber is, 20 wt% is added into HDPE matrix, resulting in an enriched moisture absorption resistance percentage of 47% and significantly raises in moisture absorption resistance percentage to 54% on loading of 30 wt% flax natural fiber (alkali chemical treated). This composite attained a 59% hike related to the moisture absorption resistance percentage of the HDPE matrix without flax natural fiber. The enhancement of moisture absorption resistance percentage is due to chemical processing. Similar results are reported [10].
HDPE Composite's Tensile Strength
The HDPE and its HDPE composite made with 0–30 wt% of alkali chemical solution flax natural fiber tensile strength behavior are exploited in Fig. 3. The tensile characteristics of HDPE matrix without flax natural fiber are 29 MPa. Moreover, the tensile strength of flax natural fiber (chemically treated) blended HDPE composite is higher than the mono HDPE and its evidence is provided in Fig. 3.

HEPE composites tensile strength
The tensile behavior of 10 wt% flax natural fiber blended HDPE is 35 MPa. The enrichment of tensile behavior is due to the appearance of chemical-treated flax natural fiber. It makes an effective joint that limits fiber dislocation [6]. Similarly, the HDPE composite fabricated with 20 wt% of flax natural fiber under chemical treatment is recorded at 46 MPa. The effective fiber dispersion in the HDPE matrix is the reason for the hike in tensile strength. The highest tensile strength of 54 MPa is noted by the higher loading of flax natural fiber treated with an alkali solution could improve the fiber quality with improved adhesive strength. However, the HDPE composite with a maximum of 30 wt% of flax natural fiber processed with alkali chemicals exposed 86% improvements in tensile behavior related to monolithic HDPE matrix. The even distribution of flax natural fiber and enriched adhesive action between the polymer matrix and fiber phase cause superior tensile strength [12].
HDPE Composite's Microhardness
HDPE matrix and exposure of flax natural fiber-made HDPE composites microhardness are highlighted in Fig. 4. It indicates that the microhardness behavior of flax natural fiber processed with alkali chemicals is greater than that of the mono HDPE matrix. 24 HV notes that the microhardness of mono HDPE is marginally improved by adding flax natural fiber treated with an alkali solution.

HEPE composites microhardness
The chemical solution processed natural fiber exposed better physical and mechanical behavior [8 and 10]. The 10 wt% flax natural fiber treated with alkali fiber blended HDPE composite's microhardness is exhibited by 32 HV, and 20 wt% alkali chemical surface treated flax natural fiber-made HDPE composite is exposed to higher microhardness value of 34 HV, it is greater than the mono HDPE matrix. The alkali action improves adhesive strength and limits moisture absorption behavior [3 and 9]. However, the HDPE composite consists of a 30 wt% alkali-processed flax fiber composite recorded by 39 HV. It is greater than the mono HDPE matrix. It is improved by 62.5% compared to unreinforced HDPE composites [14].
Conclusions
The waste HDPE is recycled and utilized for composite fabrication, which is blended with flax natural fiber and processed with a 5% alkali solution concentration. The injection mold fabricated composites are involved in experimental testing, and the following conclusions are made.
-
Four HDPE composite samples, including mono HDPE matrix, 10, 20, and 30 wt% of flax natural fiber (treated with alkali), are synthesized, and HDPE composite containing 30 wt% of flax natural fiber is exposed to superior moisture absorption behavior and hiked by 59% related to mono HDPE matrix.
-
The tensile strength of HDPE composite with 30 wt% of flax natural fiber processed by alkali own maximum tensile strength and enhanced by 86% compared to unreinforced HDPE composite sample 1.
-
The HDPE with 30 wt% of flax natural fiber exposed marginal hike in microhardness of composite and exposed by 62.5% is greater than the microhardness of unreinforced HDPE.
-
The optimum performance HDPE/30 wt% flax natural fiber composite is suggested for sports equipment applications.
Data Availability
The requirement of all the data relevant to the present research is available in the manuscript.
References
R. Sasikumar et al., Effect of tamarind fruit fiber contribution in epoxy resin composites as biodegradable nature: characterization and property evaluation. Biomass Convers. Biorefin. (2023). https://doi.org/10.1007/s13399-023-04465-6
M.A.A. Faruque et al., Bast fiber reinforced green polymer composites: a review on their classification, properties, and applications. J. Nat. Fibers 19(14), 8006–8021 (2022)
L. Kerni et al., A review on natural fiber reinforced composites. Mater. Today Proc. 28(3), 1616–1621 (2020)
K. Aruchamy et al., Influence of weave arrangements on mechanical characteristics of cotton and bamboo woven fabric reinforced composite laminates. J. Reinf. Plast. Compos. 42(11), 15 (2021)
F. Jahan, M. Soni, Effects of chemical treatment on mechanical properties of various natural fiber reinforced composite: a review. Mater. Today Proc. 46(15), 6708–6711 (2021)
M. Asim et al., Thermal stability of natural fibers and their polymer composites. Iran. Polym. J. 29, 625–648 (2020)
I.S. Aji et al., Study of hybridized kenaf/palf-reinforced HDPE composites by dynamic mechanical analysis. Polym.-Plast. Technol. Eng. 51(2), 146–153 (2012)
O.O. Daramola et al., Tensile, flexural, and morphological properties of Jute/Oil Palm pressed fruit fibers reinforced high density polyethylene hybrid composites. Fibers (2021). https://doi.org/10.3390/fib9110071
A. Wazeer et al., Automotive sector: a review, Green Energy and Intelligent. Transportation 2(1), 100043 (2023)
R.A. Reddy et al., Effect of chemical treatment on natural fiber for use in fiber reinforced composites – review. Mater. Today Proc. 33, 2996–2999 (2020)
S. Sur et al., Investigation and performance study of hibiscus sabdariffa bast fiber-reinforced HDPE composite enhanced by silica nanoparticles derived from agricultural residues. Fibers Polym. (2023). https://doi.org/10.1007/s12221-023-00221-9
N. Sivashankar, R. Viswanathan, K. Periasamy, S. Chandrakumar, ’Multi-objective optimization of performance characteristics in drilling of Mg AZ61 using twist end mill drill tool. Mater. Today Proc. 37(Part 2), 214–219 (2021)
J. Isaac Premkumar, A. Prabhu, V. Vijayan, Combustion analysis of biodiesel blends with different piston geometries. J. Therm. Anal. Calorim. 142, 1457–1467 (2020)
C. Dineshbabu, Investigation of aspect ratio and friction on barrelling in billets of aluminium upset forging. Mater. Today Proc. 21(1), 601–611 (2019)
R. Venkatesh, S. Siva Chandran, ’Magnesium alloy machining and its methodology: a systematic review and analyses. AIP Conf. Proc. (2022). https://doi.org/10.1063/5.0096398
C. Ramesh Kannan, M. Vivekanandan, Synthesis and characterization of mechanical properties of AA8014 + Si3N4/ ZrO2 hybrid composites by stir casting process. J. Adv. Mater. Sci. Eng. 2022, 11 (2022)
L. Rajeshkumar et al., Assessment of biodegradation of lignocellulosic fiber-based composites–a systematic review. Int. J. Biol. Macromol.Macromol. (2023). https://doi.org/10.1016/j.ijbiomac.2023.127237
C. Dolza et al., Development and characterization of environmentally friendly wood plastic composites from biobased polyethylene and short natural fibers processed by injection moulding. Polymers 13(11), 1692 (2021)
A.P. More, Flax fiber–based polymer composites: a review. Adv. Compos. Hybrid Mater. 5, 1–20 (2022)
H.B. Rachid et al., Effect of nanocomposite rate on the crack propagation in the adhesive of single lap joint subjected to tension. Mech. Adv. Mater. Struct.Struct. (2023). https://doi.org/10.1080/15376494.2023.2240319
Funding
The authors did not receive support from any organization for the submitted work. No funding was received to assist with the preparation of this manuscript. No funding was received to conduct this study. No funds, grants, or other support were received.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose. The authors have no competing interests to declare relevant to this article's content. All authors certify that they have no affiliations with or involvement in any organization or entity with any financial or non-financial interest in the subject matter or materials discussed in this manuscript. The authors have no financial or proprietary interests in any material discussed in this article.
Ethical Approval
This is an observational study. Alkali-processed flax natural made high-density polyethylene waste recycled composites: Performance evaluation: The Research Ethics Committee has confirmed that no ethical approval is required.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Aruna, M., Shariff, J., Chakravarthy, K.S. et al. Alkali-Processed Flax Natural Made High-Density Polyethylene Waste Recycled Composites: Performance Evaluation. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00739-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00739-z