
Abstract
Wire electrical discharge machining (WEDM) process optimization is essential when any novel material is discovered. The WEDM process has numerous variables which affect multiple responses. Therefore, multi-response optimization needs to be performed with the help of advanced optimization techniques. Multi-parametric optimization of the WEDM for processing aluminium silicate composite with 15–20% silicate (designated as Al/SiCp) was examined in the present work. A composite principal component was calculated using principal component analysis for multi-parametric optimization. The artificial neural network was employed for enhancing the performance of the process. Analysis of variance was performed to realize the influence of WEDM process parameters on the overall WEDM effectiveness. The WEDM response characteristics such as finish part roughness (Ra), material removal rate and kerf width were considered for this work. From the experimental findings, it is observed that the parameters, viz. the % composition of silicate, the pulse off time (POFF) and current (IP), are the most critical process parameters. The parameters obtained through the present analysis were silicate composition 15%, pulse on time 112 μs, POFF 56 μs, IP-3 A, wire feed rate 4 m/min, wire tension 10 kg and fluid pressure 13 kg/cm3.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
To sustain in the current global manufacturing market, new technologies in manufacturing are playing a very important role. Micromachining proves its significant role in the manufacturing sector. The use of aluminium-based materials in the machining improves drastically. Aluminium enjoys its wide application in the automobile sector, defence sector, chemical processing instruments, space and many more. Hence, nowadays, most of the researchers are developing various novel compositions for aluminium-based composites. The wire electrical discharge machining (WEDM) is a very beloved non-conventional metal cutting process preferred in the metal cutting industries. Most of the researches in the field of material processing concern with the minimum surface roughness, maximum MRR, minimum vibration, minimum tool–workpiece interface temperature and other process parameters.
Chen et al. [1] have employed a back-propagation neural network (BPNN) to enhance the overall WEDM effectiveness. Taguchi L18 orthogonal array has been used for experimental planning. Surface roughness was linked with the related machining parameters based on the ANN technique. From experimental findings, it was observed that pulse on time and input current mostly dominate the response. Jun et al. [2] have investigated the impact of residual strains in Al-based metal matrix composite (MMC) welding using an eigenstrain-based finite element approach. From the research outcome, the residual strain has been observed as a crucial factor that affects the machining performance. Ilhan et al. [3] have employed the multiple regression analysis (MRA) and ANN technique for analysing processes and enhancing the process performance. From the investigation, the surface roughness during the machining of Co28Cr6Mo has been mostly affected by the process parameters. Gaitinde et al. [4] have used conventional wiper and ceramic inserts in the metal cutting process. The performance of conventional and wiper ceramic inserts was compared during the machining using artificial neural network. The findings show that the soft computing technique ANN has the capability of predicting the response effectively and efficiently. Debaprasanna et al. [5] have investigated the influencing of dependent parameters associated with the machining of AlSiC MMC using the PCA technique. Ra, MRR, TWR, i.e. tool wear rate, and the circularity have been analysed during the research. Jamadara et al. [6] have used dimensional analysis (DA) technique and BPNN training network to analyse the impact due to imperfections in the components of the bearing. The BPNN has been effectively employed in the detection of localized faults in roller bearings. Bobbili et al. [7] have investigated the effect of machining parameters on MRR and Ra using DA and ANN approach. Senthilkumar et al. [8] have adopted a grey relational fuzzy grade (GRFG) technique to study the influencing of process variables and the cutting angles on the machining performances. Vinoth et al. [9] have investigated the reinforcement of traditional and the cryogenically treated WEDM process. From the experimental findings, it has been observed that the cryogenically treated WEDM process is more effective and efficient compared with the traditional process. Neeraj et al. [10] have specified response surface method (RSM) combine with a genetic algorithm (GA) in the WEDM. For predicting overcut, they carried out 32 experiments and analysed the impact of parameters such as pulse on time (PON), pulse off time (POFF), servo voltage (SV), peak current (IP) and wire tension (WT). They employed RSM to study the process variables’ influence. The GA has been employed to find out the most favourable process parameters which minimize the overcut. Vinod et al. [11] have performed RSM and coupled it with desirability function to study the impact of machining parameters such as PON, POFF, IP and SV on the voltage on MRR and Ra. The desirability function approach (DFA) has been adopted to find out the favourable set of process variables concern with the machining of Monel-400 material. Abhijit et al. [12] have analysed the impact of particles in the hard facing material for improving the overall performance and reliability. From the study, it has been observed that the nanostructure particle significantly affects the machining performance. Karabulut et al. [13] have studied the impact of reinforcement content on the properties (mechanical) of the Al-7039-based composites. They observed that the reinforcement of Al2O3 (10% wt) has produced higher mechanical properties such as hardness and strength. Ergun et al. [14] have investigated the impact of process variables on the thrust force and Ra, dimensional accuracy and the burr height during the drilling of Al/10B4C and Al/10B4C/5Gr composites. The impact of various cutting parameters was analysed with the help of analysis of variance (ANOVA).
Kavimani et al. [15] have examined the process and used grey relational analysis for improving the performance of the process. Graphene–SiC magnesium composite was effectively machined, and the responses were optimized for the better use. Majumdar et al. [16] have employed multi-response techniques like general regression and ANN to get the optimized value of surface roughness and microhardness. The machining of Al/SiC metal matrix composite was examined by the authors. The modelling, optimization and analysis of micro-EDM process were carried out by Bhiradi et al. [17] with an effective use of adaptive neuro-fuzzy inference system (ANFIS) tool coupled with principal component analysis (PCA) with the minimization of tool wear rate and maximization of material removal rate as an objective. Multi-response optimization was performed by Kimar et al. [18] for the optimization of surface characteristics measure in terms of thickness of white layer, roughness parameters and the crack density of the surface. Grey relational analysis (GRA) tied with the Taguchi technique was employed by the authors Manikandan et al. [19] for multi-response performance optimization of Inconel 625 during the electrochemical process. Joshi et al. [20] have examined the characterization of thermal damage during the WEDM process using ultra-thin wafers. RSM-based central composite design was adopted for conducting the experiment. Philip et al. [21] have investigated the tribological performance of alloy Ti–6Al–4V during the EDM process at 200–6000 °C. The load is varying from 50 to 150 N. For the said load, the EDM responses were tested and the best set of EDM process parameters was identified for the effective machining of Ti–Al–4V material. Saha et al. [22] have introduced neuro-genetic technique for the multi-response optimization of TiC-reinforced composite. The method employed was found to be very effective in the optimization process. Majumdar and Maity [23] have employed a hybrid approach of grey relational neural network coupled with multivariate approach for the WEDM process optimization of Ni–Ti shape memory alloy. Jangra et al. [24] have employed grey relational analysis for the EDM of punching die. Surekha et al. [25] have used response surface method and fuzzy grey relational analysis for the optimization of EDM of EN-19 process. Phate et al. [26] have used ANN-based grey relational analysis for the optimization. Also, SiC has shown the significant impact on WEDM performance [27]. The latest work related to different WEDM and its optimization is presented in Table 1.
Nowadays, most of the metal cutting industries use advanced machining processes for improving product quality and the performance of an industry. For this purpose, application of traditional machining is not efficient and effective. To overcome this, wire electrical discharge machining (WEDM) is projected in this work. Along with the use of advance and latest precise machining process, the use of aluminium-based metal matrix composite also drastically increases the field of space, defence and automobile industries. Hence, the effort has been made to focus on measuring the performance of WEDM process which will help to find the ease of machining aluminium with silicon carbide (SiC 15 & 20%) MMC. This effort will help the machining industries to overcome the challenges faced during the convectional machining.
The motivation of the work PCA is a statistical technique used to extract important features from the large set of features available in the dataset. If there are different features in the dataset, then we cannot execute the algorithm taking into account all features in the dataset. It will reduce the performance of any technique. PCA has an important feature of removing the correlated feature that means all the principal components are independent of one another. PCA improves the performance by getting rid of correlated variables that do not contribute in any decision making which reduces the training time. It also helps in overcoming the over fitting issue. It also improves the visualization of the data by transforming the high-dimensional data into low-dimensional data compared with the other methods. Hence, PCA has been selected for the present work. Based on the literature review, many researchers have worked on the MMCs and their analysis. But no one reported multi-response optimization using ANN-based PCA approach. For this purpose, wire electrical discharge machining (WEDM) has been projected along with multi-response optimization using ANN-based PCA approach.
Experimentation
Fabrication of Component (MMC)
The demand for aluminium-based MMCs is rising day by day. The acceptability is due to its superior strength versus low weight fraction and favourable properties. The filler material tried for making this MMC consists of silicon carbide (SiC). The workpiece was prepared using the sand casting method. Aluminium alloy was put in the crucible and preheated at a temperature of 1000 °C. A wooden pattern of required size was prepared, and then, the cope and drag were prepared as per the dimensions and the manufacturing standards. After that, the heated Al liquid metal was poured into the mould along with SiC powder and then allowed to cool down slowly. After that, the composite specimen of required size and shape was removed. The workpiece was ground to remove the unwanted particles and defects and make the workpiece ready for machining.
The fabricated MMC has a good mechanical properties such as yield strength, higher ultimate strength etc. The maximum strength was 6.61 MPa, while the ultimate tensile strength was 215 MPa. It has a better thermal conductivity, high melting point, low thermal expansion, high strength and the high hardness value. The fabricated MMC has a density of 2883 kg/m3, melting point 515 °C, Poisson’s ratio of 0.34 and thermal conductivity of 185 W/mK.
Measurement of Response Parameters
The response MRR is estimated by using “Eq. 1.” The set-up for conducting the experiment is shown in Fig. 1.
where Wb and Wa are the weight of workpiece in pre- and post-WEDM in grams and Tm is the machining time in minutes.

Experimental set-up
Ra is a measure of surface roughness. It is measured in microns using digital roughness tester Mitutoyo SJ-201. The amount of materials wasted during the machining is known as kerf width (Krf). It affects the dimensional accuracy. Kerf width is measured using a profile projector.
Selection of Experimental Plan
All experiments were conducted on WEDM (Ultracut S0 wire Electronic Discharge Machine,Make: M/S Electronica, Ultracut So Model). Al SiCp15/20% MMC with dimension 80 mm × 55 mm × 20 mm was chosen as a sample workpiece. During the WEDM operation process, parameters like a pulse on time (PON), pulse off time (POFF), wire feed rate (WFR), input current (IP), SiC percentage, dielectric fluid pressure (FP) and wire tension (WT) were considered for the investigation. Brass cutting wire (diameter of 0.25 mm) was selected as a cutting wire.
The levels of the process parameters are tabulated in Table 2. Taguchi’s L18 (21 * 35) mixed plan of experimentation is employed for the experimentation, and three replicated were used for each experiment. The average of three replicates is used for getting the value of response parameters. The WEDM set is shown in Fig. 1. The experimental findings are tabulated in Table 3.
The approach such as “higher is the better” is adopted to find out the signal-to-noise(S/N) ratio for the response MRR (Eq. 2), while the approach such as “lower is the better” is used for the response’s Ra and Kerf (Eq. 3).
where Zmn is the mth experiment at the jth test and s is the total number of replications.
Principal Component Analysis (PCA)
This is a mathematical technique use for identifying the less significant numbers of uncorrelated variables from the big set of data. In the following section, basic steps involved will be discussed in brief:
-
Step 1: Construction of standard matrix [M] There are three response variables or attributes and a total 18 experiments that construct matrix [M] of order 18 × 3. The matrix can be written as “Eq. (4).”
$$M = \left( {\begin{array}{*{20}l} {A_{11} } \hfill & {A_{12} } \hfill & {A_{13} } \hfill & \ldots \hfill & \ldots \hfill & {A_{1p} } \hfill \\ {A_{21} } \hfill & {A_{22} } \hfill & {A_{23} } \hfill & \ldots \hfill & \ldots \hfill & {A_{2p} } \hfill \\ {A_{31} } \hfill & {A_{32} } \hfill & {A_{33} } \hfill & \ldots \hfill & \ldots \hfill & {A_{3p} } \hfill \\ \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill \\ \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill \\ {A_{m1} } \hfill & {A_{m2} } \hfill & {A_{m3} } \hfill & \ldots \hfill & \ldots \hfill & {A_{mp} } \hfill \\ \end{array} } \right)$$(4)where m is the run or experiments carried out and p is the f response or attributes identified in the work.
-
Step 2: Construction of the normalization matrix [B] This can be possible with the help of Eq. (5). For the higher better response or attributes, i.e. MRR, the normalized values are obtained by using Eq. (5), while for the lower best response, i.e. the Ra and kerf responses, the normalized values are obtained by using Eq. (6).
$$B_{mp} = \frac{{Z_{m\left( p \right)} - \hbox{min} \, Z_{m\left( p \right)} }}{{\hbox{max}\, Z_{m\left( p \right)} - \hbox{min} \, Z_{m\left( p \right)} }}$$(5)$$B_{mp} = \frac{{\hbox{max} \, Z_{m\left( p \right)} - Z_{m\left( p \right)} }}{{\hbox{max} \,Z_{m\left( p \right)} - \hbox{min} \, Z_{m\left( p \right)} }}$$(6)where Zm(p) is the normalized values of the pth response, min Zm(p) is the minimum value of Zm(p) for the pth response and max Zm(p) is the maximum values of Zm(p) for pth response. The n normalized matrix [X] is represented by Eq. (7).
$$B = \left( {\begin{array}{*{20}l} {B_{11} } \hfill & {B_{12} } \hfill & {B_{13} } \hfill & \ldots \hfill & \ldots \hfill & {B_{1p} } \hfill \\ {B_{21} } \hfill & {B_{22} } \hfill & {B_{23} } \hfill & \ldots \hfill & \ldots \hfill & {B_{2p} } \hfill \\ {B_{31} } \hfill & {B_{32} } \hfill & {B_{33} } \hfill & \ldots \hfill & \ldots \hfill & {B_{3p} } \hfill \\ \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill \\ \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill \\ {B_{m1} } \hfill & {B_{m2} } \hfill & {B_{m3} } \hfill & \ldots \hfill & \ldots \hfill & {B_{mp} } \hfill \\ \end{array} } \right)$$(7) -
Step 3: Construction of variance–covariance matrix [Y] The variance–covariance matrix (Eq. 8) is obtained from the matrix [X] by using Eq. (9)
$$Y = \left( {\begin{array}{*{20}l} {C_{11} } \hfill & {C_{12} } \hfill & {C_{13} } \hfill & \ldots \hfill & \ldots \hfill & {C_{1p} } \hfill \\ {C_{21} } \hfill & {C_{22} } \hfill & {C_{23} } \hfill & \ldots \hfill & \ldots \hfill & {C_{2p} } \hfill \\ {C_{31} } \hfill & {C_{32} } \hfill & {C_{33} } \hfill & \ldots \hfill & \ldots \hfill & {C_{3p} } \hfill \\ \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill \\ \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill & \ldots \hfill \\ {C_{m1} } \hfill & {C_{m2} } \hfill & {C_{m3} } \hfill & \ldots \hfill & \ldots \hfill & {C_{mp} } \hfill \\ \end{array} } \right)$$(8)The correlation coefficient matrix is given by “Eq. (9)”
$$C_{p,l} = \frac{{{\text{Cov}}\left( {X_{mp} ,X_{ml} } \right)}}{{\sqrt {{\text{Var}}\left( {X_{mp} } \right)*{\text{Var}}\left( {X_{ml} } \right)} }}$$(9)where l = 1,2,3,…,p and Cov ((Xmp),(Xml)) is the covariance of the sequences Xmp and Xml.
-
Step 4: Compute eigenvalues and eigenvectors for the correlation coefficient matrix (Y) The eigenvalue and eigenvector are denoted by the λJ and VJ, respectively.
-
Step 5: Estimate principal component (ψJ) The eigenvector (VJ) represents the weighting factor of Jth principal component.
Let RJ represent the Jth response parameter, then the Jth principal component ψJ is given by Eq. (10)
$$\psi_{J} = V_{1J} R_{1} + V_{2J} R_{2} + \cdots + V_{JJ} R_{J}$$(10)where ψ1 stand for the starting (First) principal component (PC1), ψ2 represents intermediate (Second) principal component (PC2) and ψ3 represents the last (third) principal component (PC3).
-
Step 6: Calculate Overall composite primary component (CPC) It is multiple responses combine index. It is the combination of all each primary component with its eigenvalues. It is given by Eq. (11).
$${\text{CPC}} = \mathop \sum \limits_{J = 1}^{p} \left( {\psi_{J}^{2} } \right)^{1/2}$$(11) -
Step 7: Select the optimum setting for the highest value of CPC The higher value of CPC indicates better performance. ANOVA was carried out to know the significant impact of dependent process variables on the overall performance of the WEDM.
Methodology Adopted
In the present work, PCA is used for multi-response optimization. The performance parameter (CPC) is calculated based on PCA. PCA is used to find out the overall performance parameter (CPC). In order to strengthen the analysis and to correlate the input process parameters with the CPC, ANN has been introduced in the present work. BPNN is performed to obtain the best value of CPC known as ANN-based CPC (Table 5) which represents the overall performance of the machining process. The results shown in Fig. 4 or Table 7 are based on ANN-based CPC. The flow of the work is as follows
-
Fabrication of MMC
-
Experimentation (actual input and output)
-
Analysis of an impact of process parameters on individual response parameter
-
The calculation for multi-response optimization through PCA
-
The calculation for ANN-based CPC (input is the actual process parameter and output is PCA-based CPC); here, we get ANN-based CPC which was correlated the input process parameters.
-
Impact of various process parameters on overall performance.
-
Results and Discussion
Result and Discussion
The experimental plan and the response measure during the experimentation are given in Table 3.
Impact of WEDM Process Factors
Figure 2a–c shows the main effect plots. These are the graphs of mean response or mean output parameter for each factor level linked by a line. The flat (horizontal) line represents that there is no presence of the main effect, while non-parallel or incline lines represent the presence of the main effect. Different levels of the variables influence the response in a diverse way. The larger the difference in vertical positions of the plotted points, the higher the magnitude of the main effect. The slop of these lines shows the relative magnitude of the effects.

Impact of various process parameters and the error plot
Silicon carbide (SiC) is a chemical compound of carbon and silicon which is initially produced by the electrochemical reaction between sand and carbon. It has excellent abrasive property. Aluminium silicon carbide has a metal–ceramic composite that consist of silicon carbide particles dispersed in a matrix of aluminium alloy. The combination of these metal and ceramic gives the advantages of both high thermal conductivity (metal) and a lower coefficient of thermal expansion (Ceramic). These both the properties are very important in machining through WEDM. The presence SiC (abrasive) particles will also help in enhancing the MRR.
Pulse on time (PON) is an actual time during which the machining performed. Hence, it increases machining time or “PON.” Because of this, the machining becomes faster which will enhance the MR. Pulse off time (POFF) is a span between two consecutive sparks during which there is no current supply to the electrode. Hence, it will decrease the MRR. As the PON increases, thermal energy is transferred into the workpiece. The workpiece melting rate is also increased rapidly. During the solidification process, this melted metal is sticking to the finished part of the workpiece which deteriorates the surface quality of it.
It is observed that a higher fraction of Sic is associated with the higher MRR, but it will adversely affect the response kerf width and surface roughness. It is observed that higher value of pulse on time is associated with the higher MRR, but it adversely affects the surface roughness. Lower kerf width is associated with the lower and higher value of pulse on time. It is also observed that the lower value of pulse off time is associated with the lower surface roughness and kerf width, while maximum MRR is associated with the middle value of pulse off time. Maximum MRR is associated with the lower wire feed rate, while the minimum surface roughness and kerf width are associated with higher value of the wire feed rate.
Minimum kerf width and surface roughness are associated with higher input current, and maximum MRR is associated with lower value. The higher value of wire tension is associated with maximum MRR and minimum Ra, kerf. Similarly the maximum value of MRR is associated with higher value of dielectric fluid pressure, while its higher value adversely affects other two responses and vice versa. Figure 2d illustrates the residual which pursue a straight line in the normal probability plot. Residuals are spread out arbitrarily around zero. It has been observed that residual error is within the permissible error.
PCA Analysis
Table 4 shows that the values of PC1, PC2 and PC3 are 98.80%, 1.10% and 0.2% corresponding to the responses Ra, Kerf and MRR’s principal component values, respectively. So PC1 and PC2 account for tremendous total variability. We can neglect PC3 as it has only 0.2% of the proportion. The magnitude of CPC is shown in Table 5. The CPC symbolizes the overall effectiveness characteristics. This multi-response performance problem can be converted into a single response with the objective function maximum CPC. The CPC is maximized for getting the optimized value of the response parameters.
The first principal component (PC1) is strongly correlated with all the response variables. PC1 increases with increases in both Ra and kerf, while it increases with the decrease in the MRR. Second principal component (PC2) increases with the decrease in the kerf width and the material removal rate. Third principal component (PC3) increases with the decrease in surface roughness. The results obtained from the PCA analysis shows that run 9 is the optimized run for the present situation.
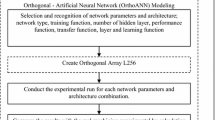
Validation Using Soft Computing Technique ANN
ANN is a soft computing technique synonymous to the human nervous system to improve the performance. It consists of various layers (hidden input and output) layers with different nodes. The basic terminology and the number of layers selected for the analysis are shown in Fig. 3a. There are seven input parameters (nodes) and one output parameter (node), i.e. CPC. In total, ten hidden layers are used to train the network. The ANN is designated as 7-10-1 network. ANN-predicted CPC validates the effectiveness of PCA technique. The correlation obtained between PCA-predicted CPC and ANN-predicted CPC is 0.99999.


a ANN 7-10-1 architecture. b ANN best validation performance curve. c ANN gradient versus epochs curve. d ANN regression curve
FF-BPNN is trained using training function Levenberg–Marquardt (LM) and the adoption learning function “LEARNGDM.” The transfer function employed during the analysis is “TANSIG.” Various parameters used to train the network are tabulated in Table 6. The performance curves of the trained data are shown in Fig. 3b, c. The regression plot of the trained network is shown in Fig. 3d. ANN is employed here to find out the best performance and calculate the best CPC and get the optimized ranking. ANN-trained CPC is shown in Table 5.
The residual error observed is 0.065267. The last column of Table 7 showed the % contribution of the process parameter. Figure 4 shows that % of SiC, POFF and IP are the critical parameters that have an effect on the whole process effectiveness. The values for the S/N ratio for the overall CPC are tabulated in Table 4. The impact or effect of process parameters on the overall ANN-based CPC is as shown in Fig. 4.

Impact of process parameters on CPC (ANN)
Figure 4 shows that the overall performance is deteriorating with the enhancement in the % composition of SiC from 15 to 20%. The overall performance is increasing with an increase in PON and POFF from 108 to 112 μs and 52 to 56 μs, respectively. The overall performance is also enhanced with increases in the IP and WT from 1 to 3 positions and 11 to 13 kg, respectively. The overall performance is maximum at a wire feed rate 4 m/min, while it is a minimum of 5 m/min.
The maximum value is of the ANN-based CPC is 1.544 which is at experiment number nine. The optimum parameters for experiment 9 are % C1 (15) PON3 (112) POFF3(56) WFR1(4) IP3(3) WT2(10) FP1(13). The signal-to-noise, i.e. S/N, ratio of the obtain CPC is estimated using Eq. 2. The magnitude of signal/noise (S/N) ratio for the CPC is tabulated in Table 5. The well-known approach of ANOVA is carried out to understand the significant factors during the analysis. Table 7 shows the results obtained through ANOVA. Table 7 shows that the contribution of silicate composition (contribution 49.58%) is the critical factor, followed by the POFF, IP and PON affecting the WEDM overall effectiveness.
After getting the optimized results from the PCA analysis, the next step is to find out the role of each parameter on performance. For this purpose, ANOVA has been used in the present work. The details are shown in Table 6.
As the PON increases, thermal energy is transferred into the workpiece, and the workpiece melting rate is increased rapidly. During the solidification process, this melted metal is sticking to the finished part of the workpiece which deteriorates surface quality of the finished part. Surface quality is also deteriorated with microcracks present in the materials. These microcracks are developed due to the various stresses and the mechanical properties such as material thermal conductivity, strength and Young’s modulus of elasticity. Hence, the selection of the optimum level of process parameters is very significant during the WEDM of the MMC. The optimum value of the PON and the IP will create an optimum amount of thermal energy.
Conclusions
This work focused on multi-response optimization of the WEDM process during Al/Sic MMC by applying principal component analysis coupled with an artificial neural network. The experiments were executed as per Taguchi’s L18 (21 * 35) mixed plan with responses material removal rate, kerf width and surface roughness. Pulse on time (PON), pulse off time (POFF), wire feed rate(WFR), input current (IP), SiC percentage, dielectric fluid pressure (FP) and wire tension (WT) were considered as process input parameters. To improve the effectiveness of the optimization and analysis of the entire process, a soft computing technique, viz. ANN, was employed, which validates the effective use of PCA in optimization. From the present work, the following conclusions are drawn:
-
Based on the analysis, it has been found that the optimum magnitude of input parameters is Sic weight 15% of the total volume, pulse on time 112 μs, pulse off time 56 μs, wire feed rate 4 mm/min, input current 3 knob position, wire tension 4 kg and the dielectric fluid pressure 13 kg/m2.
-
From ANOVA, the % composition of SiC (Contributing 49.58%) has been observed as the most influencing parameter. The variation in the volume fraction of SiC drastically affects the overall performance of the WEDM process.
-
The integrated PCA-ANN approach has been effectively proved for multi-response optimization of Al/SiCp WEDM. Further, the present approach can also be employed for different MMSs and the diverse machining processes. The experimental optimum conditions can also be used to automate the machining process.
References
H.-C. Chen, J.-C. Lin, Y.-K. Yang, C.-H. Tsai, Optimization of wire electrical discharge machining for pure tungsten using a neural network integrated simulated annealing approach. Expert Syst. Appl. 37, 7147–7153 (2010)
T.-S. Jun, F. Rotundo, X. Song, L. Ceschini, A.M. Korsunsky, Residual strains in AA2024/AlSiCp composite linear friction welds. Mater. Des. 31, S117–S120 (2010)
I. Asilturk, S. Neseli, M.A. Ince, Optimisation of parameters affecting surface roughness of Co28Cr6Mo medical material during CNC lathe machining by using the Taguchi and RSM methods. Measurement 78, 120–128 (2016)
V.N. Gaitonde, S.R. Karnik, L. Figueira, J.P. Davim, Performance comparison of conventional and wiper ceramic inserts in hard turning through artificial neural network modeling. Int. J. Adv. Manuf. Technol. 52, 101–114 (2011)
D. Puhan, S.S. Mahapatra, J. Sahu, L. Das, A hybrid approach for multi-response optimization of non-conventional machining on AlSiCp MMC. Measurement 46, 3581–3592 (2013)
I.M. Jamadar, D.P. Vakharia, A novel approach integrating dimensional analysis and neural networks for the detection of localized faults in roller bearings. Measurement 94, 177–185 (2016)
R. Bobbili, V. Madhu, A.K. Gogia, Modelling and analysis of material removal rate and surface roughness in wire-cut EDM of armour materials. Eng. Sci. Technol. Int. J. 18, 664–668 (2015)
N. Senthilkumar, J. Sudha, V. Muthukumar, A grey-fuzzy approach for optimizing machining parameters and the approach angle in turning AISI 1045 steel. Adv. Prod. Eng. Manag. 10, 195–208 (2015)
S. Vinoth Kumar, M. Pradeep Kumar, Machining process parameter and surface integrity in conventional EDM and cryogenic EDM of Al–SiCp MMC. J. Manuf. Process. 20, 70–78 (2015)
N. Sharma, R. Khanna, R.D. Gupta, WEDM process variables investigation for HSLA by response surface methodology and genetic algorithm. Eng. Sci. Technol. Int. J. 18, 171–177 (2015)
V. Kumar, V. Kumar, K.K. Jangra, An experimental analysis and optimization of machining rate and surface characteristics in WEDM of Monel-400 using RSM and desirability approach. J. Ind. Eng. Int. 11, 297–307 (2015)
A. Saha, S.C. Mondal, Multi-objective optimization in WEDM process of nanostructured hardfacing materials through hybrid techniques. Measurement 94, 46–59 (2016)
Ş. Karabulut, U. Gökmen, H. Çinici, Study on the mechanical and drilling properties of AA7039 composites reinforced with Al2O3/B4C/SiC particles. Compos. B 93, 43–55 (2016)
E. Ekici, A.R. Motorcu, G. Uzun, An investigation of the effects of cutting parameters and graphite reinforcement on quality characteristics during the drilling of Al/10B4C composites. Measurement 95, 395–404 (2017)
V. Kavimani, K.S. Prakash, T. Thankachan, Multi-objective optimization Graphene–SiC Magnesium composite through hybrid techniques. Measurements 145, 335–349 (2019)
H. Majumdar, K. Maity, Prediction and optimization of surface roughness and micro hardness using GRNN and MOORA –fuzzy–a MCDM approach nitinol in WEDM. Measurements 118, 1–13 (2018)
I. Bhiradi, L. Raju, S. Somashekher, Adaptive Neuro-fuzzy Inference system (ANFIS): modelling, Analysis, and optimization of process parameters in the Micro-EDM process. Adv. Mater. Process. Technol. 6(1), 133–145 (2020)
S. Kimar, M. Thirumalai, S. Kumaran, Investigating the surface integrity of Aluminium based composites machined by EDM. Defence Technol. 15(3), 338–343 (2019)
N. Manikandan, K. Balasubramanian, D. Palanisamy, P. Gopal, D. Arulkirubakaran, J. Binoj, Machinability analysis and ANFIS modelling on advanced machining of hybrid metal matrix composites for aerospace applications. Mater. Manuf. Process 34(16), 1866–1881 (2019)
K. Joshi, U. Bhandarkar, I. Samajdar, S. Joshi, Microstructural characterization of thermal damage on Silicon wafers sliced using Wire-Electrical Discharge Machining. J. Manuf. Sci. Eng. 140, 1–14 (2018)
J. Philip, D. Kumar, J. Mathew, B. Kuriachen, Experimental investigation on the tribological performance of electric discharge alloyed Ti–6Al–4V at 200–6000 °C. J. Tribol. 142, 1–15 (2020)
P. Saha, D. Tarafdar, S. Pal, P. Saha, A. Srivastava, K. Da, Multi-objective optimization in wire –electro-discharge machining of TiC reinforced composite through neuro-genetic technique. Appl. Soft Comput. 13, 2065–2074 (2013)
H. Majumdar, K. Maity, Application of GRNN and multivariate hybrid approach to predict and optimize WEDM responses for Ni–Ti shape memory alloy. Appl. Soft Comput. 70, 665–679 (2018)
K. Jangra, A. Jain, S. Grover, Optimization of Multi-machining characteristics in wire electrical discharge machining of punching die using grey relational analysis. J. Sci. Ind. Res. 69, 606–612 (2010)
B. Surekha, T. Lakshmi, H. Jena, P. Samal, Response surface modelling and application of fuzzy grey relational analysis to optimise the multi response characteristics of EN-19 machined using powder mixed EDM. Aust. J. Mech. Eng. (2019). https://doi.org/10.1080/14484846.2018.1564527
M.R. Phate, S.B. Toney, V.R. Phate, Investigation on Al/GrCp10 MMC WEDM using artificial neural network based grey relational analysis. ANNALS of Facul. Eng. Hunedora-Int. J. Eng. XVIII(2), 141–149 (2020)
M.R. Phate, S.B. Toney, V.R. Phate, Investigation on the impact of Silicon Carbide and process parameters on wire cut-EDM of Al/SiCp MMC. Int. J. Ind. Eng. Prod. Res. 31(2), 11–23 (2020)
M.R. Phate, S.B. Toney, V.R. Phate, Analysis of machining parameters in WEDM of Al/SiCp20 MMC using Taguchi-based grey-fuzzy approach, Modell. Simul. Mater. Sci. Eng. 2019 (2019)
M.R. Phate, S.B. Toney, Modeling and prediction of WEDM performance parameters for Al/SiCp MMC using dimensional analysis and artificial neural network. Eng. Sci. Technol. Int. J. 22, 468–476 (2019)
A. Kumar, T. Soota, J. Kumar, Optimization of wire-cut EDM process parameters by Grey-based response surface methodology. J. Ind. Eng Int. 14, 821–829 (2018)
K. Aslantas, E. Ekici, A. Çiçek, Optimization of process parameters for micro milling of Ti–6Al–4V alloy using Taguchi-based gray relational analysis. Measurement 128, 419–427 (2018)
S.S. Nain, D. Garg, S. Kumar, Modeling and optimization of process variables of wire-cut electric discharge machining of super alloy Udimet-L605. Eng. Sci. Technol. Int. J. 20, 247–264 (2017)
S.A. Sonawane, M.L. Kulkarni, Optimization of machining parameters of WEDM for Nimonic-75 alloy using principal component analysis integrated with Taguchi method. J. King Saud Univ. Eng. Sci. 30, 250–258 (2018)
A. Goswami, J. Kumar, Investigation of surface integrity, material removal rate and wire wear ratio for WEDM of Nimonic 80 A alloy using GRA and Taguchi method. Eng. Sci. Technol. Int. J. 17, 173–184 (2014)
A. Goyal, Investigation of material removal rate and surface roughness during wire electrical discharge machining (WEDM) of Inconel 625 super alloy by cryogenic treated tool electrode. J. King Saud Univ. Sci. 29, 528–535 (2017)
B. Rajeswari, K.S. Amirthagadeswaran, Experimental investigation of machinability characteristics and multi-response optimization of end milling in aluminium composites using RSM based grey relational analysis. Measurement 105, 78–86 (2017)
V. Gaikwad, V.S. Jatti, Optimization of material removal rate during electrical discharge machining of cryo-treated NiTi alloys using Taguchi’s method. J. King Saud Univ. Eng. Sci. 30, 266–272 (2018)
Acknowledgements
All authors listed would like to express their acknowledgement towards all stakeholders of Kakade laser for providing facilities.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Phate, M.R., Toney, S.B. & Phate, V.R. Multi-parametric Optimization of WEDM Using Artificial Neural Network (ANN)-Based PCA for Al/SiCp MMC. J. Inst. Eng. India Ser. C 102, 169–181 (2021). https://doi.org/10.1007/s40032-020-00615-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40032-020-00615-1