
Abstract
Burnishing is cold working process in which hard balls are pressed against the surface, resulting in improved surface finish. The surface gets compressed and then plasticized. This is a highly finishing process which is becoming more popular. Surface quality of the product improves its aesthetic appearance. The product made up of aluminum material is subjected to burnishing process during which kerosene is used as a lubricant. In this study factors affecting burnishing process such as burnishing force, speed, feed, work piece diameter and ball diameter are considered as input parameters while surface finish is considered as an output parameter In this study, experiments are designed using 25 factorial design in order to analyze the relationship between input and output parameters. The ANOVA technique and F-test are used for further analysis.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
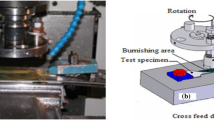
Burnishing is a cold working and plastic deformation process. In burnishing, initial asperities are compressed and modified. Plastic deformation occurs by applying a pressure through a ball on metallic surfaces. Due to the work hardening of the surface during burnishing, there will be a hardened layer on the surface and it is expected to increase the fatigue resistance of the component. Burnishing is a process that leads to an accurate change in the surface roughness of the work piece by a minor amount of plastic deformation. In burnishing process, the material on the surface of the work piece is redistributed without any material loss. As compared with roller burnishing, ball burnishing is more advantageous for cylindrical components, because the ball can easily move in forward and backward direction along the surface or parallel to the axis of the cylindrical component. This results in reduction of peak to valley height of the surface. Burnishing causes work hardening and induces beneficial compressive stress in the surface layer. Work hardening of the component surface results in improved micro hardness, wear resistance and fatigue strength of the component.
Wu [1] considered three independent parameters namely; speed, feed, and depth of cut and remaining parameters are considered constant. Author studied response surface methodology on gray cast iron using lathe and eventually roughness model equations are obtained.
Loh et al. [2] did experimental study on vertical milling machine by using 34 factorial design to find the effect of ball burnishing parameters on the surface roughness of AISI 1045 specimen. It was found that ball material, lubricant, feed and the depth of penetration have significant effect on the surface roughness. Author carried out analysis by using variance technique and F-test. It was observed that the surface roughness of a pre-machined surface could be finished up to 0.77 μm.
Elbaradie [3] established the surface roughness model for gray cast iron (154BHN) using carbide tool (turning) under dry condition and for constant depth of cut. The effect of speed, feed, and nose radius of the cutting tool were examined using design of experiment and response surface methodology (RSM).
Hassan and Momani [4] considered burnishing parameters like force, speed, feed rate, number of tool passes and ball diameter while other parameters are kept constant. Author considered brass material in this study and obtained improved surface roughness, micro hardness, and fatigue life.
El-Axir [5] carried out experimental study on CNC lathe machine. This study considered parameters like speed, feed rate, number of tool passes and depth of burnishing. The effect of considered input parameters on Al alloy 2014 material is investigated.
Shirsat and Ahuja [6] carried out experimental study on surface finish and surface hardness of brass specimen using combined turning and two ball burnishing process. The experiments in this study were planned using 23 factorial design. The experimentation was carried out on Kirloskar turn Master-40 lathe using SAE-30 oil as a lubricant. A pre-machined surface with roughness between 0.78 µm to 0.95 µm could be finished to about 0.121 µm and improved surface hardness was obtained.
Lacalle et al. [7] considered Burnishing parameters like force, speed, number of tool passes, depth of penetration, and lubricant. Author used heat treated steel on 5-axis high speed milling machine. Output constraints are measured such as maximum height, maximum roundness, mean surface roughness, micro hardness, and micro structure.
Luca et al. [8] considered Burnishing parameters like force, speed, feed rate and ball diameter. Author used hardened steelfor this experiment and measured improved surface roughness.
Esme [9] has used AA7075 on CNC lathe machine. Burnishing parameters are like force, speed; feed rate and number of tool passes are considered. Surface roughness and surface hardness are measured.
Sagbas [10] investigated effect of burnishing on work piece made up of Al alloy 7178 processed on CNC lathe machine. Considered burnishing parameters are force, speed, feed rate and number of tool passes. The effect of considered parameters on the surface roughness is measured.
Low and Wong [11] selected two polymers each one from different groups of polymers such as thermoplastic and thermosets. Polymers used in their study were polyoxymethylene (POM) and polyurethane (PUR).The burnishing force, speed, feed, number of tool passes, ball diameter, and lubricant are kept constant while surface roughness, wear, and friction characteristics are examined.
Li et al. [12] considered two materials AA 7075 and AISI 5140 for burnishing and experiments were carried out on lathe machine.
Grzesik and Zak [13] explored burnishing effects on AISI5140 by considering parameters such as force, speed, ball diameter and lubricant. It was found that surface roughness is improved by 40 %.
All above information is related to separate turning and single ball burnishing. In this paper the effect of burnishing force, burnishing speed, burnishing feed, work piece diameter, ball diameter on the surface roughness and hardness of work piece are investigated. Cylindrical shaped work piece made up of brass material is considered in this study. In this experimentation three burnishing parameters namely force, speed, feed are varied while the other burnishing parameters are kept constant. A combined turning and ball-burnishing tool is specifically designed for Kirloskar Turn Master −40 lathe which is used for burnishing of brass test specimen. Pre-machined surface hardness of brass is 130 BHN. Due to combined tool, the total time required to complete turning and burnishing operations is reduced. It also provides more accuracy and output due to force balance and combined operation. With the help of this tool, cylindricity and circularity of the cylindrical component can be maintained.
In this study brass specimen is used mainly due to the following reasons:
-
Brass cannot be heat treated properly in order to improve the material properties.
-
For improving the material properties of non-ferrous material like brass, combined turning and two balls burnishing process is more suitable.
-
Brass material cannot be machined properly on conventional as well as CNC machines.
Combined Turning and Two Ball Burnishing Tool
The combined turning and two ball burnishing tool is shown in Fig. 1. The balls are located inside an interchangeable adopter. Diameter of both the balls is 12.5 mm and made from steel material. The balls are free to rotate with the movement of the work piece due to frictional engagement between their surfaces. When balls are pressed against the surface of metallic specimen, the adaptor compresses a pre-calibrated springs. The springs are used to reduce the possible sticking effect of the balls and also to measure the applied vertical burnishing force with help of the depth nut. Rotating the depth nut in clockwise direction, the load is applied on spring through steel body. This tool includes two ball bearings (Bearing No 628X) and two flat-ended springs having stiffness 7.5 kg/mm. The combined turning and two ball-burnishing tool is designed in a simple manner so that it can be mounted easily on the lathe machine.

Combined turning and two ball burnishing tool
Design of Experiment
Factorial design used in this study is a composite design, which was initially proposed by the researchers [1, 4]. There are numerous advantages associated with the use of factorial design in analyzing experimental data. It is more efficient than the conventional one-factor-at-a-time experiments commonly employed by researchers. It also assists in analyzing effects of individual factors as well as interaction (combination) of individual factors. Further, if an output parameter (e.g. surface roughness) needs to be minimized with respect to the combination of individual factors then factorial design provides a combination near to the minimum (or maximum), whereas the one-factor-at-a-time procedure lacks in it. A 25 factorial design is used in this study, which consists of 32 experimental combinations (each factor is varied at two levels such as low and high). These 32 experimental combinations are located at vertices of the cube as shown in Fig. 2. For each experimental combination one observation is obtained due to resource constraints. Single observation for each experimental combination results in zero degrees of freedom for error, which in turn makes estimation of pure error difficult. To overcome this problem four additional experiments are conducted by varying factors at medium level. These four experimental combinations represent an added centre points to the cube shown in Fig. 2. Thus the design consists of total 36 experiments, which are used to develop the surface roughness model equations. For this study considered input factors are varied at three different levels (viz. low, medium, and high). The experimental trials are divided into three blocks. First two blocks consists of eighteen random trials each (first block trial numbers 2, 3, 5, 8, 10,11, 12, 14, 16, 19, 22, 23, 26, 28, 30, 31, 35, 36 and second block trial numbers 3, 4, 6, 7, 9, 13, 15, 17, 18, 20, 21, 24, 25, 27, 29, 32, 33, 34) and third block consists of all 36 trials. For each group surface roughness model equations are obtained. The analysis of above blocks is carried out by using analysis of variance (ANOVA) technique and F-test.

Composite design
The actual experiments are carried out on lathe machine which has wide range of parameter settings. Cylindrical brass specimens are turned up to 25 mm diameter which leads to the surface roughness in the range of 0.78–0.95 μm. These brass specimens are then subjected to burnishing process. Table 1 shows the experimental values at three different levels for each considered burnishing factor as well as coding for different levels. Table 2 shows the design matrix used in this study. For each experimental combination shown in Table 2, the burnishing process is carried out using four different types of lubricants such as SAE-20 oil, SAE-30 oil, SAE-40 oil, and SAE-50 oil. After subjecting a work piece to the burnishing process its surface roughness is measured using SURFTEST 221 series 178, Mitutoya (Japan made).The surface roughness is measured perpendicular to the burnishing direction. In this study, the mean average surface roughness (Ra) values are measured by taking the average of three readings taken at different locations of a work piece. The surface roughness values for each experimental combination as well as for each type of lubricant are shown in Table 2. From Table 2 it can be observed that, after burnishing the surface roughness values lie in the range of 0.1104–0.1930 μm (surface roughness improves).
Results
With the help of factorial design, total 36 experiments are conducted for each type of lubricant by considering all possible experimental combinations as shown in Table 2. The mathematical surface roughness models are obtained for each type of lubricant.
The mathematical models are
For SAE-20 base oil
For SAE-30 base oil
For SAE-40 base oil
For SAE-50 base oil
Using above mathematical models the effect of each considered burnishing factor on the surface roughness identified by varying one factor at a time while keeping other factors constant. The effect of each burnishing factor on the surface roughness is shown in Figs. 3, 4, 5, 6 and 7.

Effect of force on surface roughness

Effect of speed on surface roughness

Effect of feed on surface roughness

Effect of work piece diameter on surface roughness

Effect of ball diameter on surface roughness
In Fig. 3 the case of SAE-30 base oil is considered. For this case it can be seen that, as the force is increased up to 21 kgf the surface roughness decreases. For the same case as the force is increased beyond 21 kgf, the surface roughness increases i.e. material gets deteriorated. Observing all above figures it can be stated that, in general SAE-30 base oil results in better surface finish compared to other type of lubricants and force has a significant effect on the surface roughness compare to speed, feed, work piece diameter and ball diameter. When the force is increased beyond particular value the surface roughness starts decreasing.
The reason for SAE-30 base oil resulting in better surface finish can be understood by the very purpose lubricant is used in burnishing process. The burnishing process carried out without lubricant will result in heat generation due to friction. This heat needs to be dissipated effectively. The properties of the lubricant having major effect on the surface finish of the work piece may include viscosity and lubricity. According to this study as well as Shirsat and Ahuja [6], in general it can be stated that the lubricants with lower viscosities usually results in better surface finish. This makes sense, as lubricant needs to carry the particulates away from the surface of work piece. If particulates are not carried away they might accumulate where burnisher meets the surface. These accumulated particulates will act as an abrasive resulting in poor surface finish. Less viscous lubricants can carry away particulates more effectively. For brass work piece the lubricity of SAE-30 base oil may be better than the lubricity of any other lubricant used in this study.
Conclusion
From Figs. 3, 4, 5, 6, and 7, it is observed that at 5 % significance level.
-
1.
Surface roughness is improved by 500–600 % using SAE-30 as a lubricant. SAE-30 base oil results in better surface finish compared to other types of lubricant irrespective of the burnishing factor except feed.
-
2.
The burnishing force has more dominant effect on the surface finish as compared to speed, feed, work piece diameter, and ball diameter.
-
3.
With the help of this process, it is possible to turn the shafts of low rigidity by balancing the cutting forces.
-
4.
This process gives more production due to combined operation.
References
S.M. Wu, Tool-life testing by response surface methodology—Part 1. J. Manuf. Sci. Eng. 86(2), 105–110 (1964)
N.H. Loh, S.C. Tam, S. Miyazawa, A study of the effects of ball-burnishing parameters on surface roughness using factorial design. J. Mech. Work. Technol. 18(1), 53–61 (1989)
M.A. Elbaradie, Surface roughness model for turning grey cast iron (154 BHN). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 207(1), 43–54 (1993)
A.M. Hassan, A.M. Momani, Further improvements in some properties of shot peened components using the burnishing process. Int. J. Mach. Tools Manuf. 40(12), 1775–1786 (2000)
M.H. El-Axir, An investigation into roller burnishing. Int. J. Mach. Tools Manuf. 40(11), 1603–1617 (2000)
U.M. Shirsat, B.B. Ahuja, Parametric analysis of combined turning and ball burnishing process. Indian J. Eng. Mater. Sci. 11(5), 391–396 (2004)
De Lacalle, L.N. Lopez, A. Lamikiz, J. Munoa, J.A. Sánchez, Quality improvement of ball-end milled sculptured surfaces by ball burnishing. Int. J. Mach. Tools Manuf 45(15), 1659–1668 (2005)
L. Luca, S. Neagu-Ventzel, I. Marinescu, Effects of working parameters on surface finish in ball-burnishing of hardened steels. Precis. Eng. 29(2), 253–256 (2005)
U. Esme, Use of grey based Taguchi method in ball burnishing process for the optimization of surface roughness and microhardness of AA 7075 aluminum alloy. Mater. Technol. 44(3), 129–135 (2010)
A. Sagbas, Analysis and optimization of surface roughness in the ball burnishing process using response surface methodology and desirabilty function. Adv. Eng. Softw. 42(11), 992–998 (2011)
K.O. Low, K.J. Wong, Influence of ball burnishing on surface quality and tribological characteristics of polymers under dry sliding conditions. Tribol. Int. 44(2), 144–153 (2011)
F.L. Li, W. Xia, Z.Y. Zhou, J. Zhao, Z.Q. Tang, Analytical prediction and experimental verification of surface roughness during the burnishing process. Int. J. Mach. Tools Manuf. 62, 67–75 (2012)
W. Grzesik, K. Żak, Modification of surface finish produced by hard turning using superfinishing and burnishing operations. J. Mater. Process. Technol. 212(1), 315–322 (2012)
Acknowledgments
Authors would like to thank Production Engineering Department, Government College of Engineering, Pune (India), for rendering help in the technical aspects of this study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shirsat, U., Ahuja, B. & Dhuttargaon, M. Effect of Burnishing Parameters on Surface Finish. J. Inst. Eng. India Ser. C 98, 431–436 (2017). https://doi.org/10.1007/s40032-016-0320-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40032-016-0320-3