
Abstract
The present work focuses on optimizing the newly designed ball burning tool using Taguchi analysis method experiment on traditional lathe machine with process parameters for burning. The test piece and ball materials used are Aluminum Alloy 5083 with different percentages of zirconium and high carbon chromium with 6 mm diameter. The levels of parameters of the input process parameters are selected on the basis of one element at a time of the experiment: burning feed, burning rate, and material composition. The response parameters are hardness and roughness of the surface. The main objective of this study is to compare surface roughness and surface hardness values on a workpiece of 100% aluminum alloy and aluminum (99%, 98%) with zirconium (+1%, +2%).
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
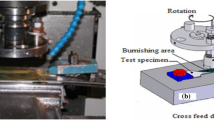
The ball burning (BB) process is a surface finishing method at room temperature that consists of creating minor plastic deformations on the surface of a workpiece by moving and compressing a hardball on the surface which leads to an improvement in the physical and mechanical properties of this workpiece. As a deforming component, this process uses a high-hardness ball to induce material from peaks to valleys of superficial irregularities with a normal and uniform load [1, 2], as shown in Fig. 1. The ball burning process is already well known and has recently been commonly used as improved in the surface finishing of mechanical parts. This is because it is a simple, quick, and low-cost process that makes high-quality surface finish with low energy and little contamination of the environment. Compared to traditional methods such as grinding and thermal treatment, this results in a promising alternative. The most popular applications of the BB process are, among other items, the manufacture of polymer injection molds, metal forming devices and various components for industries such as automobile, aeronautical, railway, and aerospace. This method induces compressive residual stress on the surface of a workpiece and thus increases wear and tiredness resistance is shown in Fig. 2. Certain benefits provided by this method are the high dimensional precision of the product, avoiding secondary and costly processes (i.e., grinding, super-finishing, etc.), increasing corrosion resistance, mending manufacturing defects and since this process does not produce metal chips, it is known to be a safe process for the environment.

Shows the methodology of ball burning process

Process of ball burning
1.1 The Work Objectives
In this study, experiments will be performed to improve surface finish quality, aluminum alloy product removal rate 5083 with zirconium compositions’ (+1%, 2%) low chromium and high carbon work part. The type is the tip of the ball’s nose. A series of experiments will be carried out by varying the frequency, feed rate, and composition of the spindle parameters. The speed of the spindle is 97, 192, and 256 rpm. Feed concentrations were 0.44, 0.48, and 0.56 mm/min, as well as compositions (aluminum alloy 5083, Al 5083+Zr 1%, and Al 5083+Zr 2%).
1.2 Methodology
See Fig. 1.
2 Review of the Literature
Roller Burnishing is a process used to superfinish different components. The type of contact between the workpiece and the tool in this technique is a line. The workpiece rotates on the chuck, keeping the tool parallel to the workpiece’s length. Plastic deformation of the surface of the workpiece results in a new topography. The effect of different operating parameters such as burning power, speed, feed, roller length, and number of passes will be investigated for better surface finish [2]. The Zirconium Dioxide Particles Are Synthesized By Solution Combustion Method. The Nan composite Materials Are Prepared By Mechanical Stir Casting Method Effect Of Burnishing Process Parameters On Surface Quality—A Review [3] Banerjee Andrei (2004) Mechanical Engineering Institute proceedings, part J: Journal of Engineering Tribology. In the present age of globalization, surface performance of machined components is of utmost importance for every industry. The usability and durability of the service depend on the quality of the layer [4]. Whatever the manufacturing process used may be, perfectly smooth surface development is impossible. The imperfections and irregularities are bond that occurs on the machined components in some type of peaks and valleys. A solid, highly polished ball or roller is used in burning to flatten this rough peak by plastic deformation into the valleys. Burnishing is a method of production that is very simple, inexpensive, and less chip-based.
3 Design of Burnishing Tool in 2D Model
The decision was made to carry out the ball burning process in the present work between two burning processes, the first and foremost work being to design and develop the ball burning tool by selecting the appropriate materials, dimensions, and design so that the process and tool is simpler, cheaper, and requires minimum time consumption at minimum cost [5]. It is possible to use the method built in this work on convection machine tools such as lathe. Figure 3 shows the tool built in this research with interchangeable roller burning tool assembly to perform ball burning operation. This method improves the tool’s versatility and allows all processes to be carried out. The burning tool built in the above way consists of ball holder, square case, lock pins and threaded lock aid, and spring components. Taking into account the parameters to be selected and managed in the project, the tool design is made is shown in Fig. 4.

Interchangeable roller burning tool assembly
3.1 Fabrication of Ball Burnishing Tool
HCHCR-D2 steel is High Carbon High Chromium Cold Work Steel. Performance with high wear-resistant properties and durability is due to 0.90% vanadium addition. It is normally an annealed supply state and will provide hardness to achieve 57–59 HRC. In the annealed condition, it can be machinable. D2 is inferior to D3 steels due to the high properties of alloys.

Fabrication of work piece
3.2 Fabrication of Work Piece
5083 Aluminum Alloy is an aluminum alloy,in which the main alloy being zirconium. It is solid, with comparable strength to many steels, and has good strength of fatigue and average machinability [6].
4 Stir Casting Process
Stir casting process is a quick and cost-effective liquid state manufacturing method of metal matrix composites; in this process, aluminum alloy has been overheated to 800 °C (Fig. 5) and then the temperature is slowly lowered below the liquid temperature to hold the matrix content in semi-solid condition is shown in Fig. 6. The preheated zirconium particles are with different volume proportions at this temperature.

Placing aluminum material in sand mould and heated the material up to 760 °C

Stir casting machine

Casting component
5 Experimental Investigation
The experiments are done on the Lathe machine (turning) with the following parameters:
Cutting tool—Ball burnishing tool
Workpiece material—aluminum compositions (Fig. 7)
Feed—0.56, 0.48, 0.44 mm/min
Cutting speed—97, 192, 256 rpm,
Aluminum composition—Al, Al+1%, Al+2% zirconium.
6 Aluminum Composition
6.1 Preparation of Workpiece for Burnishing Process on Lathe Machine

Turning process
Choose the perfect tool to conduct workpiece turning process is shown in Fig. 8. Turning operations are conducted to decrease rod diameter and increase workpiece surface finish. The cross slide crank now advances about 10 division’s or.010″ (ten one-thousandths or one-hundredth of an inch). Turn the handwheel of the wagon counterclockwise to drive the wagon gradually toward the headstock. Keep a steady cranking motion as the tool starts to slice into the metal to get a good even break. It is difficult to get a smooth turn and even slice by hand. Continue to move the tool toward the headstock until it is about 1/4″ away from the chuck jaws. Clearly, you want to be cautious not to let the tool reach the chuck jaws. Mark the parameters chosen on the workpiece using marker. Nine divisions are made on each line. On each part number of the ball burning tool passes are set as 3 passes (Table 1).

Surface roughness versus speed by means of keeping pressure and range of passes steady of 100% aluminum
Feed at 0.40: surface roughness decreases with speed boom as shown in Fig. 9. At 0.48 of feed: surface roughness decreases until medium speed 192 rpm and remains consistent for good speed of 256 rpm. At zero56 of feed: surface roughness decreases as speed increases. Feed at 0.44: surface roughness decreases as rate increases as shown in Fig. 10. At 0.48 of feed: surface roughness decreases to a medium speed of 192 rpm and remains steady for a good speed of 256 rpm. At 0.56 of feed: surface roughness decreases with increased speed is shown in Fig. 11.

Surface roughness versus speed by keeping force, number of passes constant of 99% Al+1% Zr

Surface roughness versus speed by way of maintaining force, quantity of passes constant of 98% aluminium+2% zirconium
Hardness test results
Hardness is a fabric feature, not an integral physical component anymore. It is defined because the resistance to indentation is determined by measuring the indentation’s permanent strength. Typically it is commonly used to check materials that have a form that is too coarse or have a ground that is too rough to look at the use of some other solution, castings, and forgings. As defined in ASTME-18, the Rockwell hardness test method is the most widely used technique for hardness testing (Table 2).

Speed versus Surface Hardness
At 0.44 of Feed: surface hardness can increase by increasing speed. At 0.48 of Feed: surface hardness should increase by increasing speed as shown in Fig. 12. It will increase periodically up to a medium speed of 192 rpm and increase to extinction at a speed of 256 rpm. Feed at 0.56: surface hardness increases with the aid of increasing speed. The cloth’s hardness increases by increasing pace from 97 to 256 rpm, step by step (Tables 3 and 4).

Surface hardness versus speed by preserving pressure, number of passes regular of 99% aluminium+1% zirconium
Feed at 0.44: surface hardness increases with increasing speed. It gradually increases from a frequency of 97 to 256 rpm. At 0.48 feed: the hardness of the surface increases by increasing speed as shown in Fig. 13. It will rise periodically to a moderate velocity of 192 rpm and will increase to 256 rpm to extinction. Feed at 0.56: surface hardness will increase as speed increases is shown in Fig. 14. The material’s hardness would gradually increase by increasing the speed from ninety seven to 256 rpm (Tables 5 and 6).

Surface hardness versus speed by keeping force, number of passes constant of 98% aluminium+2% zirconium
7 Results and Discussions
Comparison of surface roughness: The surface roughness of a hundred percent wire are measured with different speeds and feeds. Rate growth is observed to decrease the workpiece’s roughness until excessive 256 rpm speed and 0.56 feed cost. The surface roughness values are calculated with 2% zirconium and 98% aluminum by changing the speed and feed. It is found that the surface roughness is lower at a frequency of 97 rpm and a feed rate of 0.44. Surface roughness values at 256 rpm and 0.56 feed are higher.
Comparison of Surface Roughness with different compositions
The surface roughness of the entire experiment is higher for 100% aluminum at 0.44 feed rate and 97 rpm feed rate and the surface roughness is reduced for composite cloth with 98% aluminum with 2% zirconium at 0.56 feed charge and 256 rpm level. Generally, an increase in the percentage of zirconium in the roughness of the aluminum floor can be calculated (Table 7).
Comparison of surface Hardness
The surface hardness is measured with varying speed and feed for 100% of the aluminum wire. It is situated that the speed increases the hardness of the surface. The surface roughness is measured using different speeds and feeds of zirconium as 1% and aluminum as 99%. It is found that the change in velocity raises the stiffness of the ground to a high speed of 256 rpm and a cost of 0.56
Taguchi technique
Taguchi describes a product’s quality level as the total loss suffered by society as a result of a product’s failure to perform as desired when deviating from the overall performance degrees of the added target. It includes expenses attributable to poor performance, operating expenses (which change as a product ages), and any costs incurred due to the harmful aspect of the product being used; It aid’s the performance repair teams to succeed. Noise is any unnecessary effect that will increase due to noises in the material or procedure system [7].
Optimization of surface roughness using minitab software material–aluminum alloy

Material–aluminum alloy with zirconium 2%

The force values measured from the experiments and their corresponding S/N ratio values are shown in Figs. 15, 16 and 17.

Optimization of hardness using minitab software Material–aluminum alloy

Aluminum alloy with zirconium+2%
8 Conclusion
Using CREO, the ball burning method was effectively modeled. Prototype model is used in early stage and the workpiece is also made using similar types of fabric. For experimental analysis, the ball burnishing tool manufactured here is performed using lathe device by different compositions of zirconium in aluminum to examine surface roughness and surface hardness on distinctive pieces of paintings. The results obtained from the experimental analysis really suggest that there is a boom inside the workpiece hardness for the same values of different materials with growth within the composition of zirconium in aluminum. From the consequences, itcan besaid that the surface hardness values are better at a velocity of 256 rpm and feed price of 0.56. From complete experimentation the surface hardness is lower for 100% aluminum at 0.44 feed charge and 97 rpm velocity and surface hardness is higher for composite material having 98% aluminum with 2% of zirconium at feed rate of 0.56 and velocity of 256 rpm. Overall it can be observed that growth in percentage of zirconium in aluminum floor hardness values is improved. From whole experimentation the floor roughness is higher for a 100% aluminum at 0.44 feed price and 97 rpm velocity and surface roughness is decreased for composite having 98% aluminum with 2% of zirconium at feed price of 0.56 and pace of 256 rpm. Overall it may be determined that growth in percent of zirconium in aluminum surface roughness values is decreased.
References
Jayakrishnan J, Suraj R Effect of roller burnishing process on tool steel material using Cnc lathe. J Des Manufact Technol 5:155–159
Rakic R, Rakic Z (2002) The Influence of the metal working fluids on machine tool failures, vol 252(5–6), pp 438–444
Banerjee S, Mithra S, Panja B Using Taguchi method. J Mech Civ Eng 13:46–50
Solanki RG, Patel KA, Dhruv RB Effect of burnishing system parameters on surface quality. IJEDR 4. ISSN: 2321-9939
Kumar P, Purohit GK Design and development of ball burnishing tool. J Eng Res Technol 6:733–738
Stalin B, Murugan C Evaluation of mechanical behavior of aluminium alloy boron carbide MMC. In: International conference on emerging engineering trends and science (ICEETS – 2016). ISSN: 2348-8360
Tripathi H, Pungotra H, Gandotra S, Beri N (2013) Experimental investigation into ball burnishing process of brass using Taguchi approach. J Sci Eng Res 4(8)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Jawahar, M., Suresh kumar, J., Srikiran, M., Ismail, S. (2020). Experimental Investigation of Ball Burnishing Process Parameters Optimization for Al 5083 Using Taguchi Method. In: Narasimham, G., Babu, A., Reddy, S., Dhanasekaran, R. (eds) Recent Trends in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-1124-0_17
Download citation
DOI: https://doi.org/10.1007/978-981-15-1124-0_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1123-3
Online ISBN: 978-981-15-1124-0
eBook Packages: EngineeringEngineering (R0)