
Abstract
Dry-type transformers play a vital role in power distribution to many loads at different voltage levels in a nuclear power station. Usually, dry-type transformers are located indoor with appropriate heating, ventilation and fire protection. The dry-type transformers in NPPs are less loaded due to redundancy in design. The maintenance program for transformers in NPPs calls for stringent requirements and overseen by multiple regulating authorities. Even though an effective maintenance program is in effect, there were few occasions where a dry-type transformer has failed and could not be foreseen during regular maintenance. Also with growing nature of deregulation in electrical markets, the failure probability of transformer increases simultaneously. A transformer failure in a nuclear power plant (NPP) can result in significant damage to critical loads, serious safety implications and revenue loss as well. Hence, a distinctive maintenance program should be adopted in order to ensure the healthiness of dry-type transformer. This paper describes a case study made to analyze the procedures for maintenance of dry-type transformers by conducting sterilization techniques at a specified interval in order to improve reliability. The results of this case study were extraordinary and successfully improved transformer life. Owing to the results, the revision of existing procedures followed in other NPPs is recommended.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The Prototype Fast Breeder Reactor (PFBR) electrical system describes station auxiliary transformers having the rating of 6.6 kV/433 V, 2MVA feeding power supply to the power control center switchgear panels for the load rating of 90 kW to 160 kW. In PFBR, there are 26 Nos. 6600/433 V dry-type transformers are used to feed the power supply to many auxiliary loads and successfully operating from 2012 onwards. From 2012, the loading of the transformer was gradually increased from 20 to 50%, and few transformers were raised to 60%. These transformers operated satisfactorily for nearly 7 years. There were no deficiencies observed during this period. One of the 2 MVA transformer’s HT winding short circuited and set the transformer on fire. The initial observation for failure of transformer is due to inter-turn fault which was a result of degradation in resin insulation which in turn was due to an overlay of dust and moisture. A detailed failure analysis need to be carried out and the condition of existing transformers also to be examined, in order to prevent similar failures. Hence out of the 26 nos. of transformers, seven nos. of transformer were initially sampled, and case study was carried out [1, 2].
Existing Maintenance Program
The cast resin dry-type transformer has a primary winding with delta and a secondary winding with star connection. HV and LV winding are separately cast under vacuum with fiber glass reinforcement. Core is constructed out Cold Rolled Gain Oriented Silicon steel and exposed outer surface is given an epoxy varnish as per IS: 11,171. The enclosure is fully of bolted construction as shown in Fig. 1 [3].

Dry-type transformer assembly
Generally a dry-type transformer requires very less maintenance. However, inspection should be made at regular intervals and corrective measures to be taken to ensure design life span as per the manufacturer recommendation. The common problem that occurs in a transformer is when there is moisture in the windings. Moisture accumulates when transformers are kept in areas under high level of humidity, dampness or extreme fluctuations in temperature. Normally during a preventive maintenance, the fine dust particles found inside as well as outside of the HV and LV windings and corrosion particles on the outer surface of the winding are cleaned. This procedure was followed for the last 7 years, and post-maintenance parameters were observed to be normal. Also the audible sound emitted by transformer measured was well within limits showing no sign of degradation [4].
Failure of Dry-Type Transformer
After successful operation of seven years, there was an inadvertent fire in the 2 MVA transformer. The transformer tripped on HT side earth fault resulting in LV side trip [5]. There was no automatic fire protection for the transformer, and hence manual firefighting was attempted with CO2 fire extinguishers. On complete utilization of all CO2 extinguishers, there was no other option left but deployment of dry chemical powder (DCP) extinguishers available in the vicinity to extinguish the fire completely.
Root Cause Analysis
The visual inspection of the failed transformer was carried out. The as-found condition is shown in Fig. 2a, b.

a Failure of the insulation that came out from the transformer Y-phase winding. b Failed Y-phase winding insulation and winding top side view
In first preliminary view, a flashover was occurred due to failure of insulation between turn-to-turn in Y-phase near tapping point which leads to peel off insulation in Y-phase of the transformer as shown in Fig. 2a, b. After visual inspection, the winding resistance and insulation resistance were measured, and corresponding factory results are given in Table 1.
The above test results were compared with factory test (2010) reports and latest preventive maintenance records (2020) and found matching for R and B phases. However, for Y phase, it was found that winding between tap position 2 and 6/7/8 was found open. Further, on physical checking of burnt insulation at top of the winding, few winding strips were found in snapped condition. There might have been partial discharge inside Y-phase insulation and inter-turn fault near tapping position in Y phase winding due to insulation deterioration. The sealing of HT cable entry as well as control cable entry to the transformer and sealing arrangement for the LT bus duct at the top of the transformer were all found to be intact indicating the source of fire is from the transformer due to partial discharge. For further analysis, yearly preventive maintenance records were reviewed for checking if there were any leads. Interestingly, the images shown in Fig. 3a–d, taken on the transformer for clearing the functional test of a thermal imaging camera, were recalled and were studied now. Figure 3d clearly shows a slight sign of higher temperature in the Y-phase compared to other two phases [6, 7].

a Thermal image of one phase of the transformer with upper half side, b thermal image of the all the three phase of the transformer, c thermal image of one phase of the transformer with lower half side, d thermal image of all the three phase upper half of the transformer
In due course of time, the cascading effects of temperature variation to insulation degradation and vice versa, finally resulting in partial discharge. In dry-type transformers, the possible causes for failure may be due to the following:
-
a)
Heating due to load or harmonic loading.
-
b)
Voltage surges.
-
c)
Persistent over voltage.
-
d)
Unequal distribution of voltage stress among coils.
-
e)
Partial discharges.
-
f)
Insulation degradation due to environmental conditions like dust, moisture, etc.
In the present failed transformer, the moisture was found to be deposited over the surface. Cleaning with cloth does not help much due to fine undulation and surface pores. Use of cleaning agent is effective only when resin temperature is increased. The gaps between winding can be cleaned only by a custom made sponge. Hence, heating of transformer is mandatory. The heating methods are described below. Thermal imaging of transformer is recommended as a good maintenance practice.
Sterilization Process
In dry-type transformer, heating of the winding by allowing a full rated current through the winding is a known method of heating. The heat can be generated only by allowing current for prolonged period. It is similar to a short-circuit test of a transformer. This process is conducted on the high-voltage (HV) side of the transformer, whereas the low-voltage (LV) side or the secondary is short-circuited. Copper flexible connectors are used to short the LV winding of transformer. The short-circuit test requires variable voltage source to feed the minimum voltage at HV side and receive the rated current on the LV side which is short-circuited. Usually in a plant, a variable voltage source may not be available. So in this case, an already available standard rated voltage such as 433 V applied on the HV side will produce a current on the LV side which will be less than the rated current of LV side. This process may not feed the rated short-circuited current on the LV side due to the fixed impedance of the transformer. In general, the magnitude of in-rush current is 6 to10 times of rated current. By applying reduced voltage with LV short-circuited condition, the magnitude of inrush current is expected to be less as compared to normal condition.
At present transformer LV winding temperature is about 55o C with 20% load. The load is increased to 65–82% by conducting the above short-circuit test and the temperature of winding may be expected to raise from 70 to 80 °C [8,9,10,11]. By keeping this arrangement for about 5–6 h, the transformer winding gets heated uniformly. The heating results in slackening the dust on the winding.
A special cloth arrangement with sponge was used to clean the dust between the winding surfaces when it is still hot. The special cloth should be a baniyan cloth made with 100% cotton, woven type, lint free with high rate of absorbency (< 2 s) and this would be rinsed with Isopropyl Alcohol which is having antibacterial properties, Volatile, colorless liquid with a sharp musty odor like rubbing alcohol. Figure 4 shows the method of cleaning the winding. The special cloth with sponge clearly shows the deposit of dust which is removed from the winding surfaces. This is an enhanced method for removing the heavily bonded dust. It is not a conventional method and posed a great challenge since cleaning was carried out in a hot environment.

Cleaning of the transformer winding using special cloth arrangement with sponge at higher temperature
A typical calculation of 2 MVA transformer is given below.
A transformer of rated capacity 2 MVA has a voltage rating 6600/433 V and Dyn11 vector group with 8% impedance. The full load current on HV and LV side is 175A and 2667A, respectively. The corresponding impedance voltage on HV side is 528 V is required to circulate the full load current on secondary side, i.e., 2667A.
As per our sterilization process, the available rated voltage on LV, i.e., 433 V applied on HV side and the corresponding current on the LV side is as follows.
In this sterilization process, this transformer is loaded up to 82% of rated load and winding temperature attains 81 °C within 6 h.
The following are pre-requisites and steps in the sterilization process in order to maintain the healthiness of the transformer.
-
Measure and record the values of insulation resistance, polarization index (PI) and tan delta test before sterilization of transformer.
-
Conduct the sterilization process on transformer and maintain the temperature of winding between 70 °C and 80o C for 5–6 h.
-
Immediately apply 100% dry air through the winding to blow out dust from transformer windings. For removing the dust inside the winding, clean the transformer winding by the special cloth cleaning technique as shown in Fig. 4. The cloth is inserted in between winding annular space and pulled up and down for cleaning the fine dust deposited inside the winding.
-
Measure and record the values of insulation resistance, polarization Index and tan delta test after sterilization of transformer.
Results and Discussions
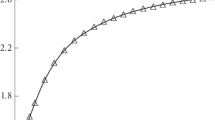
The results observed before and after sterilization was plotted. The insulation resistance is usually measured after 10 min, whereas in our case, it is noted every minute and plotted as graph shown in Fig. 5a–f.

a IR values between HV winding to Earth before sterilization. b IR values between HV winding to Earth after sterilization. c IR values between LV winding to Earth before sterilization. d IR values between LV winding to earth before sterilization. e IR values between HV winding to LV winding before sterilization. f IR values between HV winding to LV winding after sterilization
The Insulation resistance values between HV winding to Earth, LV winding to earth and HV winding to LV winding before sterilization are shown in Fig. 5a, c and e, respectively. The corresponding results after sterilization are shown in Fig. 5b, d and f, respectively. The IR values were observed to be doubled after the sterilization process which shows the effectiveness of the procedure in removal of moisture, dust, etc., which could not be cleaned in conventional methods. The above overall results are extraordinary when compared to the conventional methods of heating the windings. The method of taking the insulation resistance values at the end of every minute after sterilization shows gradual increase and becomes steady after few minutes.
This indicates increase in dielectric strength resulting from the formation of dipole and polarization owing to cleaner gaps between winding and core. The resin also is free from moisture and dust which supports the effectiveness of sterilization.
Figure 5c, d brings the effectiveness of the overall process where most of the transformer LV winding to earth values are improved four fold after sterilization process. Normally, cleaning the LV winding inner surface and removing dust and moisture is very difficult, whereas this sterilization technique effectively removes the same and improves the values to an extraordinary level.
The polarization index gives an indication of the buildup of dirt or moisture, the deterioration of insulation and the feasibility for operating the transformer. Usually, the polarized index indicates the degradation of the insulation. The PI values before and after the sterilization are given in Fig. 6a, HV winding to earth, Fig. 6b, LV winding to earth, Fig. 6c, HV winding to LV winding. After sterilization, there is only a minor change in magnitude which shows that the sterilization process does not have any effect on the insulation of the transformer windings. This improvement in PI values aids in increased transformer life. Measuring capacitance and dissipation/power factor help to determine insulation condition in bushings or between windings. All the tan delta values are subjected to temperature correction done for 20 °C.

a Polarization index values between HV winding to Earth before and after sterilization. b Polarization index values between LV winding to Earth before and after sterilization. c Polarization index values between HV winding to LV winding before and after sterilization
A tan delta test is special test to know the healthiness of the transformer. Usually, a tan delta test is conducted on an oil cooled-type transformer only [12]. It has been extended to dry-type transformer for a detailed analysis. Figure 7a shows that the tan delta values CHG + CHL before and after sterilization indicate a twofold increase. Similarly, increased values after sterilization are observed for other modes such as CHG, CHL, CLG + CLH and CLG as shown in Fig. 7b–e, respectively. Before sterilization, each transformer gives different values but after sterilization all the transformers give almost equal values and low in magnitude which shows good healthiness of the transformers.

a Tan delta value CHG + CHL before and after sterilization of the transformers. b Tan delta value CHG before and after sterilization of the transformers. c Tan delta value CHL before and after sterilization of the transformers. d Tan delta value CLG + CLH before and after sterilization of the transformers. e Tan delta value CLG before and after sterilization of the transformers
The overall results of tan delta test are extraordinary and are a clear indication of improvement in transformer healthiness and extended life in the long run of the plant [13].
Conclusion
The sterilization process has been carried out in a most economical way with the available resources in the plant and did not hinder the essential plant functions. It is similar to a short-circuit test almost closer to the rated current and reach the maximum allowable temperature. The method has been devised taken in to account the value of the equipment, safety of personnel, down time, minimal cost implication to plant.
It is evident after sterilization that the IR values have increased multifold and ingress moisture and dust both removed effectively when compared with conventional techniques. The procedure avoids inter-turn fault and corona discharge. There is no degradation of insulation as justified in PI test after the sterilization. The tan delta test once again confirms the insulation integrity after the sterilization.
As an overall result, the life of the transformer is increased during the long run of the plant. From the results of the above case study, the present maintenance program is planned to be revised, and the sterilization procedure practiced once in 5 years is recommended to the other nuclear power plants. Also thermal imaging is recommended to be carried out along with the procedure.
References
A. Kumar, S.K. Singh, Z. Husain, Root-cause analysis of transformer failure scenario at power sub-station, in Advances in Environmental and Agricultural Science, ISBN: 978-1-61804-270-5 (2015), pp. 265–270.
B.S.Rajpurohit, Gauravsavla, Naushadali, P.K.Panda, S.K.Kaul, H.Mishra, A case study on failure of dry type transformers in distribution system, in 6th International Conference on Large Power Transformers—Modern Trends in Application, Installation, Operation & Maintenance, February 22nd-23rd, 2017, New Delhi, India
J. Smolka, A.J. Nowak, Experimental validation of the coupled fluid flow, heat transfer and electromagnetic numerical model of the medium-power dry-type electrical transformer. J. Therm. Sci. 47, 1393–1410 (2008). https://doi.org/10.1016/j.ijthermalsci.2007.11.004
Z. Valkovic, Investigation of core noise levels using a dry-type transformer model. J. Magn. Magn. Mater. 160, 205–206 (1996)
D. Paul, Failure analysis of dry-type power transformer. IEEE Trans. Ind. Appl. 37(3), 689–695 (2001)
M. Eslamian, B. Vahidi, A. Eslamian, Thermal analysis of cast-resin dry-type transformers. Energy Convers. Manag. 52, 2479–2488 (2011). https://doi.org/10.1016/j.enconman.2011.02.006
P.E.B. Alonso, A. Meana-Fernández, J.M. FernándezOro, Thermal response and failure mode evaluation of a dry-type transformer. Appl. Therm. Eng. 120, 763–771 (2017)
F. Jian-qin, K. Guo-ping, C. Zhi-wu, Z. An-ping, W. Yun-bing, C. Guang-zhao, Present research situation and trend of temperature measurement and control technology for dry-type transformers. Proc. Environ. Sci. 11, 398–405 (2011). https://doi.org/10.1016/j.proenv.2011.12.064
M. Eslamian, B. Vahidi, S.H. Hosseinian, Analytical calculation of detailed model parameters of cast resin dry-type transformers. Energy Convers. Manag. 52, 2565–2574 (2011). https://doi.org/10.1016/j.enconman.2011.01.011
M. Lee, H.A. Abdullah, J.C. Jofriet, D. Patel, Thermal modeling of disc-type winding for ventilated dry-type transformers. Electric Power Syst. Res. 80, 121–129 (2010)
M. Leea, H.A. Abdullah, J.C. Jofriet, D. Patel, M. Fahrioglu, Air temperature effect on thermal models for ventilated dry-type transformers. Electric Power Syst. Res. 81, 783–789 (2011). https://doi.org/10.1016/j.epsr.2010.11.008
G. Steevs, P.E, Baron USA, LLC, Transformer oil processing & field vacuum dry-out, in Life of Transformer Seminar, California, USA, February 20–24 (2017)
E.W.Roberts, J.L.Edson, A.C. Udy, Aging of safety Class 1E transformers in safety systems of nuclear power plant, by U.S. Nuclear Regulatory Commission, Feb 1996
Funding
There was no outside funding or grants received that assisted in this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Swamynathan, K., Singadurai, A. & Sivakumar, P. Sterilization of Dry-Type Transformer Winding by Conducting Short-Circuit Test in Nuclear Power Plant: A Case Study. J. Inst. Eng. India Ser. B 103, 237–244 (2022). https://doi.org/10.1007/s40031-021-00640-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40031-021-00640-3