
Abstract
Membrane technology has a significant role in textile wastewater treatment considering the modular design of the membrane processes that enables to conceive a complete treatment scheme. The study presents a comparative study of microfiltration (MF) (0.2 µm and 0.05 µm), ultrafiltration (UF), ozonation (0.1, 0.2 g/L ozone), ultraviolet (UV) irradiation and titanium dioxide (TiO2) (0.05, 0.15, 0.3, 0.5 g/L TiO2) and zeolite adsorption (125, 250, 500 mL/min flow rates) processes as pre-treatment prior to nanofiltration (NF) and reverse osmosis (RO) membranes for the treatment of real textile washing wastewater (WW). Experiments demonstrated that the applied pre-treatment methods enhanced the flux performance of NF270 and RO membranes except zeolite adsorption. By evaluation of all pre-treatment alternatives, it was seen that the best chemical oxygen demand (COD) removal efficiency (41%) was achieved with MF0.05 membrane. The highest conductivity removal efficiencies were obtained by UV/TiO2 application and with ozonation process the colour of the wastewater was removed at a performance of 80.5%, that was the highest among all pre-treatment applications. Based on the permeate flux and quality, the best pre-treatment method was selected as MF membrane with a pore size of 0.05 µm. Best conductivity removal efficiency was obtained by MF0.05 + XLE membrane combination at 93.6%. Also, considerably high COD removals were achieved with pre-treated NF and RO combinations together with a significant colour elimination (> 98%). In this study, it is aimed to create an efficient system that can be applied in real textile wastewater treatment by creating a combined treatment process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Global industrial development has adverse effects on the environment such as water pollution, resource depletion, ecosystem destruction, and is consequently responsible for human health risks (Chu et al. 2020; Rongwong and Goh 2020). Water consumption is expected to rise by 50% until 2034; hence, the sustainable elimination of waste streams becomes a challenging task for industries considering the water scarcity, strict regulations and economic cycle of water treatment and supply (Nadeem et al. 2019). The textile industry produces excess quantity of wastewater including various chemicals such as heavy metals, salts and dyes, and its effluents are of a great concern considering the colour problem of the wastewater. 54% of the dye effluents in the world are produced by textile industries (Belli et al. 2019; Samsami et al. 2020). According to The World Bank estimations, textile industries are responsible for the 17–20% of industrial sourced water pollution (Kant 2012). Daily water consumptions vary between 50 and 400 L for production of 1 kg fabric in average. The wastewater generated by textile industries is dependent on the wet processing operations such as desizing, scouring, bleaching, mercerizing, dyeing and washing, which include various types of synthetic dyes and chemicals and are characterized by a very high pH and salinity values (Dilaver et al. 2018; Cinperi et al. 2019). Significant amount of water is required for washing the dyed, printed or manufactured fabric and yarn, and also for cleaning the printing machines, printing screens and dyeing vessels, which corresponds to 50–80% of total wastewater production, thereby the wastewater coming from the washing process has high loads of colour along with washing agents such as caustic soda, enzymes, etc. (Kant 2012; Petrinić et al. 2015; Nadeem et al. 2019). Hence, the selection of a proper treatment method becomes crucial considering the complexity of the wastewater characteristics and high water consumption (Kant 2012).
Textile wastewater treatment is a challenging task, and thus, several methods have been applied to eliminate the textile sourced waste streams. The conventional treatment applications by means of physical, chemical or biological processes are unsatisfactory considering the non-biodegradable compounds, such as azo dyes, salts, surfactants, heavy metals and toxic compounds (Gosavi and Sharma 2014; Cinperi et al. 2019; Ağtaş et al. 2020). Physico-chemical treatment methods are expensive, less effective and produce sludge, that is another problem to overcome. Biological processes are economically viable and well-known processes; however, they cannot be viable options, since the dyes used in the textile industry are not biodegradable (Balcik-Canbolat et al. 2019). To achieve high-quality effluent water, combination of different processes such as advanced oxidation processes (AOPs) or membrane filtration is needed, which are already counted as effective and promising treatment options by several researchers (Gosavi and Sharma 2014; Hossain et al. 2016; Sahinkaya et al. 2019).
Membrane-based alternatives serve as practical treatment methods for textile industry, which have a great potential of high-quality water production along with the possibility of dyestuff separation (Petrinić et al. 2015). Membrane processes could be operated under moderate temperatures without any phase change and capable of handling major feed volumes. The process is also environmentally friendly without waste by-products, secondary pollutants or chemical requirements. The simplicity of the technology, modular design and easy scale-up opportunities enable the consistency of the system in accordance with complex nature of textile waste streams (Dasgupta et al. 2015). On the minus side, the risk of membrane fouling is a significant limiting factor of membrane filtration process due to higher operational costs, higher energy consumptions and increased cleaning requirements (Kose-Mutlu et al. 2017). Thus, removing organic and inorganic fraction of the wastewater has a critical importance to prevent the organic fouling, scaling, biofouling and maintain higher flux values for longer operation of the membranes (Ellouze et al. 2012; Yin et al. 2018).
Pressure-driven membrane processes are microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO). MF and UF membranes are generally operated as a pre-treatment method of textile wastewater with remarkable results to remove suspended solids (Yin et al. 2018). Uzal et al. (2006) studied MF pre-treatment of textile wastewaters with high colour rejections. UF membranes also allow the removal of particles and macromolecules (Uzal et al. 2006; Dasgupta et al. 2015). Arnal et al. (2008) investigated the effectiveness of UF membrane subsequent to NF and RO process, and reported that the fouling of the NF and RO membranes were significantly decreased (Arnal et al. 2008). Fersi et al. (2009) investigated the flux decline of MF, UF and NF membranes. MF and UF membranes were used as pre-treatment of NF process and colour, turbidity and total dissolved solids (TDS) removal efficiencies were recorded above 90%. NF membranes are used to remove the organic fraction as low-molecular-weight compounds and divalent salts and RO membranes reject the mineral salts and chemicals with a nearly complete colour removal (van der Bruggen et al. 2004; Debik et al., 2010; Koseoglu-Imer 2013). Among combined membrane treatment schemes, UF/NF combination is counted as an essential treatment alternative in terms of membrane performance and fouling control. Fersi and Dhahbi (2008) published a comparative study of direct NF and UF/NF hybrid systems and achieved better performance with the combined process (> 95% colour retention, 80% conductivity and total dissolved salts retentions) (Fersi and Dhahbi 2008; Lafi et al. 2018). Ellouze et al. (2012) achieved increased removal efficiencies of 35% for COD and 39.6% for salinity with improved permeate fluxes by initiating MF prior to NF membranes (Ellouze et al. 2012).
Besides various combined systems involving membrane-based processes have been investigated so far (Zyłła et al. 2006; Lee et al. 2009; Debik et al. 2010; Zuriaga-Agustí et al. 2010; Dasgupta et al. 2015; Hassanzadeh et al. 2017; Lafi et al. 2018; Yin et al. 2018; Ye et al. 2020). Table 1 shows some examples of the integrated processes of AOPs and membrane technologies for textile wastewater treatment. Combined AOPs and membrane filtration have been practiced as promising treatment alternatives, since AOPs minimize the fouling effect of the membranes (Feng et al. 2010; Sathya et al. 2019). AOPs are electrochemical, photocatalytic and chemical procedures that produce strong oxidizing species that are targeted to organic components of textile wastewater. Most common homogeneous oxidation systems are ultraviolet radiation (UV), ozone, hydrogen peroxide and photocatalysts (Alaton and Teksoy 2007; Malik et al. 2018; Adar 2020). Among the advantageous techniques for textile wastewater treatment, adsorption process could be counted as one due to simple operation, lower initial cost, flexible design and insensitivity to toxic substances (Chang et al. 2002; Ozdemir et al. 2009). Natural zeolite has an adsorption capacity for organic substances and investigated to remove dye in wastewater so far (Armaǧan et al. 2003; Benkli et al. 2005; Torres-Pérez et al. 2007; Abukhadra and Mohamed 2019; Rashid et al. 2020).
NF and RO processes have already been exhibited a competitive separation and purification process for textile industry wastewater but should be employed with a proper pre-treatment method to maintain a sufficient removal performance and avoid membrane fouling. Therefore, within the scope of this study, various techniques ((membrane filtration (MF, UF), advanced oxidation (ozonation, UV–TiO2) and adsorption (zeolite)) used in textile wastewater treatment in the literature were used as pre-treatment techniques before membrane processes and their effects on membrane performance were investigated. In the experiments with real textile wastewater, the effects on both the removal efficiency of the membranes and the membrane fouling were examined, and accordingly, the change in the flux of the membranes was followed in detail. Thus, it is aimed to create an efficient system that can be applied in real textile wastewater treatment by creating a combined treatment process.
Materials and methods
Wastewater characterization
WW used in this study was taken from a company (Zorluteks Textile Trade and Industry Inc. Kirklareli/Turkey) that produces home textile products. In the washing process, raw fibers are washed and sodium hydroxide is generally used within the process. The parameters [chemical oxygen demand (COD), conductivity, colour and pH] frequently used in the characterization of textile wastewater were measured to determine the characteristics of WW. The main characteristics of WW are given in Table 2.
Experimental set-ups
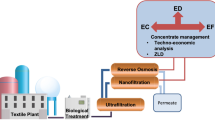
Experiments within the scope of the study consist of two main parts. These sections are pre-treatment and final treatment. The real textile wastewater is first pre-treated; then, final treatment is applied. To understand the effect of pre-treatment, an experimental set in which pre-treatment was not used was also carried out. The pre-treatment methods used are membrane processes (MF-UF), ozonation, UV–TiO2 and zeolite. For the final treatment, NF and RO processes were applied. The details of the methods used are explained in this section.
Pre-treatment experiments
A laboratory-scale cross-flow filtration system was operated to determine the membrane performances of MF and UF (Fig. 1). The stainless-steel membrane unit consists of a feed tank unit, high-pressure pump, fine cartridge filters, membrane cell where the membrane is placed, membrane cell housing, two manometers at the membrane cell inlet and outlet, high-pressure regulating valve, cooling system and hydraulic hand pump (Koparan K1, Turkey). The pressure difference created by a high-pressure pump (Cat Pumps, UK) for enabling the three-phase flow of operation. The width, length and height of the membrane cell is 21.6, 16.5 and 5.3 cm in order, and the width, length and height of the membrane housing is 27.6, 22.9 and 20.3 cm.

Cross-flow membrane filtration system
In ozonation process, ozonizer (Sander S1000) was used for pure oxygen and produced ozone was provided to glass column from the bottom. Unused ozone was collected from the top of the glass column with teflon pipes and passed through two potassium iodide (KI) tanks, in which the remaining ozone was captured. UV–TiO2 pre-treatment system consists of UV lamp (MHM Electronic Ballast, 40 W) that was placed in a quartz tube and fixed in the tubular feed tank. Zeolite (Clinoptilolite), that has a diameter of 0.7 mm, was supplied from Rota Mining Corporation, Turkey. The wastewater was fed to a 25 cm modified/unmodified zeolite filter column at three different inlet speeds of 125, 250 and 500 mL/min.
Final treatment experiments
As mentioned in the previous sections, after the pre-treatment, the textile wastewater was given to the NF and RO membranes separately for the final treatment. Membrane performance tests for NF and RO membranes were determined using the laboratory-scale dead-end filtration system (Sterlitech, HP4750 models). The effective membrane area of the dead-end filtration system is 14.6 cm2. The permeate flow passing through the membrane was collected on a precision balance and the mass of the permeate accumulated at regular intervals was recorded. During filtration tests, the wastewater in the system was continuously mixed and it was pressurized with nitrogen gas at room temperature.
Membrane specifications
Two MF membranes (MP005, MV020), UF membrane (UC010T) for pre-treatment experiments, NF membrane (NF270) and RO membrane (XLE) for final-treatment experiments were used in this study. The properties of MV020, MP005, UC010T, NF270 and XLE membranes, referred as MF0.2, MF0.05, UF, NF270 and XLE, are given in Table 3.
Experimental procedure
As mentioned before, treatment methods of WW with NF270 and XLE membranes were carried out with and without pre-filtration to investigate the effect of pre-treatment alternatives on permeate flux and membrane performance. MF membranes and UF membrane were operated under 1 bar pressure. The experiments were conducted at room temperature. The resulting permeate stream was collected in a container and stored for final treatment.
In the ozonation process, ozone concentrations of 0.1 and 0.2 g O3/L and contact time of 10 and 20 min were applied to 2 L WW. A total of four different studies were carried out at two different ozone concentrations and two different contact times. The combinations of applied ozone concentrations and contact times are listed below;
-
10 min using 0.1 g/L ozone,
-
20 min using 0.1 g/L ozone,
-
10 min using 0.2 g/L ozone,
-
20 min using 0.2 g/L ozone.
Residual ozone concentration was determined by the titrimetric method with the addition of sodium thiosulfate. As a result of the pre-treatment experiments with ozone, ozone concentration and contact time with the highest removal efficiencies were selected and the effluent of the selected alternative was subjected to NF and RO processes.
In UV–TiO2 pre-treatment experiments, four different TiO2 amounts of 0.1 g, 0.3 g, 0.6 g and 1 g were added to 2 L WW at final TiO2 concentrations of 0.05, 0.15, 0.3 and 0.5 g/L, and studies were carried out with a contact time of 1 h. A pump was used to recycle the feed for 1 h to minimize TiO2 precipitation and increase UV exposure, resulting in better mixing. The effluent with the highest treatment efficiency was then subjected to final treatment with NF and RO membranes.
Zeolite experiments were carried out using unmodified zeolite and modified zeolite. Pre-treatment experiments have been carried out by passing the WW through unmodified and modified zeolite at different flow rates separately. Modification of zeolite was made with Hexadecyltrimethylammonium (HDTMA). First, 400 g of zeolite was washed several times with deionized water and then oven dried. 6 g HDTMA (Sigma-Aldrich) was dissolved in 2 L of deionized water. The dried zeolite and HDTMA solution was placed in a bottle and shaken for 2 h for modification. The modified zeolite was then washed several times with deionized water and dried at room temperature. The pre-treatment alternatives performed are listed below:
-
Unmodified zeolite—flow rate of 125 mL/min
-
Unmodified zeolite—flow rate of 250 mL/min
-
Unmodified zeolite—flow rate of 500 mL/min
-
Modified zeolite—flow rate of 125 mL/min
-
Modified zeolite—flow rate of 250 mL/min
-
Modified zeolite—flow rate of 500 mL/min.
In NF and RO processes, the operating pressures were 9 and 15 bar, respectively. The experiments were carried out on a recovery basis. Approximately 250 mL of wastewater was filled into the system and the experiment was continued until the amount of wastewater collected in the filtrate was 150 mL.
Experimental analysis
Temperature, pH and conductivity probes (Hach Lange,USA) were used for temperature, pH and conductivity measurements. Within the characterization and treatability studies, COD measurements of the samples were determined titrimetrically according to Standard Methods (APHA, 2005). Colour was measured in terms of absorbance using a Perkin Elmer Lambda 25 brand UV–visible Spectrophotometer (Perkin Elmer, Lambda 25, Germany) with a 1 cm quartz cell at three different wavelengths (436 nm, 525 nm, 620 nm).
Results and discussion
Pre-treatment experiments
MF and UF experiments
Pre-treatment experiments were carried out with MF and UF membranes. Figure 2 shows the fluxes obtained with MF and UF membranes depending on time. The flux values for MF membranes were found to be similar. The flux of MF0.2 membrane was higher in comparison to UF membrane due to the larger pore size. As can be seen in Fig. 2, the flux obtained with MF membranes varied between 70 and 160 LMH. The flux decreased over time due to the fouling effect caused by deposition of pollutants on the membrane surface which reduce the membrane pore size (Ćurić et al. 2021b). The flux changing trend of UF membrane was found to be more stable and valued around 20 LMH which conforms to the study by Uzal et al. (2009). In the study of Barredo-Damas et al. (2006), 10 kDa MWCO UF membrane was used as a pre-treatment for textile wastewater recovery, and the flux values varied between 10 and 30 LMH which are quite similar to the range of flux in the present study.

Variation of flux with time throughout pre-treatment studies
Water quality parameters including COD, conductivity and colour were measured in the pre-treated wastewater samples (Table 4).
For COD parameter, similar removal efficiencies, which varied between 37 and 41% were obtained for each membrane. In the study of Arnal et al. (2008), COD removal efficiencies were reported to be between 35 and 50% using 10 kDa UF membrane for textile wastewater treatment (Arnal et al. 2008), which supports our results. According to Tables 2 and 4, conductivity values remained almost same for each membrane. The colour removal efficiencies of the two MF membranes were 71% for MF0.05 and 57.4% for MF0.2 membrane, which were better compared to UF membrane (47%). The higher performance of MF membranes could be based on the larger pores which lead to higher accumulation of organic and inorganic particles on membrane surface creating higher fouling that eventually resulting in higher removal rates by plugging the membrane pores and decreasing the MWCO of the membrane (Ćurić et al. 2021a). The overall results demonstrated that as a membrane pre-treatment, MF membrane with 0.05 μm pore size showed better performance.
Ozonation experiments
Two different ozone concentrations (0.1 and 0.2 g/L) were experimented at two different contact times (10 and 20 min). Table 5 provides the results of ozonation experiments as a pre-treatment method of textile washing wastewater.
In Table 5, colour removal efficiencies were found to be higher as expected and in similar with literature (Somensi et al. 2010). The highest COD and colour removal efficiencies were 12.2 and 80.5%, respectively, with 0.1 g/L ozone concentration and 20 min contact time. For conductivity, similar results were obtained for each experiment. Hence, combination of 0.1 g/L ozone concentration and 20 min contact time was selected as the optimum ozonation alternative.
UV/TiO2 experiments
(Barakat 2011; Da Motta et al. 2014).
Table 6 shows the effluent characteristics and removal efficiencies at four different TiO2 doses (0.05, 0.15, 0.3 and 0.5 g/L) under UV light. As the TiO2 concentration increased COD, conductivity and colour removal efficiencies were increased to 0.3 g TiO2. The highest removal efficiencies were achieved with 0.3 g TiO2 and reached at 25% for conductivity, 28.8% for COD and 37% for colour. Based on the increased TiO2 dosage, dye adsorption on catalyst surface increases to a certain level. As the TiO2 dosage increased to 0.5 g/L, removal efficiencies were decreased for all parameters. This is because of adding high amount of TiO2 resulted in decreased light penetration by the photocatalyst suspension which leads to lower performance (Da Motta et al. 2014). Similar trends were observed in our study with a decrease in removal efficiencies over 0.5 g/L TiO2 dose (Barakat 2011; Da Motta et al. 2014).
Zeolite experiments
Results of pre-treatment experiments performed using zeolite are provided in Table 7. COD removal efficiencies were similar for the experiments conducted with unmodified zeolite at all flowrates and colour removal efficiencies remained at the same level around 7%. There was any obvious conductivity removal same as for the experiments conducted with modified zeolite. COD removal efficiency of modified zeolite at 125 mL/min flow rate was around 6.4% while there was no positive effect observed on modified zeolite at 250 and 500 mL/min. Also, colour removal efficiencies remained lower compared to unmodified zeolite. Hence, unmodified zeolite and 500 mL/min wastewater flowrate were selected due to relatively high removal efficiencies to be filtered through NF270 and XLE membranes.
Overall evaluation of pre-treatment alternatives
Treatment efficiencies of the selected pre-treatment methods for each treatment alternative are given in Fig. 3. When all pre-treatment methods are considered, it can be seen that highest colour removal efficiency was obtained with ozonation process (80%) and highest conductivity removal efficiency (25%) with UV/TiO2 process. COD removal efficiencies were similar and around 40% with MF, UF membranes and UV/TiO2 process. Pre-treatment with zeolite adsorption was found to be the least effective process for textile wastewater.

Removal efficiencies of selected pre-treatment alternatives
Final treatment with NF and RO membranes
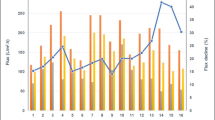
The pre-treated textile washing wastewater was filtered through NF270 and XLE membranes as a final-treatment step. In addition, washing wastewater has been directly fed to NF and RO membranes to observe the effect of pre-treatment methods. The flux values of NF and RO membranes are provided in Fig. 4. The best flux performance was obtained with UF + NF270 experiment (40–45 LMH). The flux trend of MF0.05 + XLE membrane combination was quite stable and valued around 30 LMH. Flux changing trends were generally stable for each method. For the experiment of direct filtration with NF270 alone, after some point, a slight decrease in flux was observed. Hence, it can be stated that the pre-treatment methods other than zeolite had a positive effect on NF membrane flux. The clogging would be less and the flux would increase, since less-contaminated water was fed to NF membrane depending on the higher COD removal efficiency achieved in pre-treatment experiment. The flux values of RO membrane varied between 25 and 37 LMH. Compared to NF membrane, slightly lower level of fluxes with higher decreasing trend in RO was an expected situation due to the larger pore size of NF membranes. Similar with the results of NF experiments, the pre-treatment methods other than zeolite adsorption resulted in an increased flux values when compared with the RO filtration alone which refers to the effectiveness of the applied pre-treatment applications.

Fluxes obtained in final-treatment experiments: a NF membrane; b RO membrane
Overall removal efficiencies for each method are given in Fig. 5. In studies with NF membranes, it was observed that COD removal efficiency varied between approximately 77% and 88%. Results indicated that the highest COD removal efficiency (88%) was achieved by NF270 membrane without any pre-treatment. The lowest COD removal efficiency (77%) was recorded as 77% by NF270 filtration pre-treated with zeolite. Due to the superior performance of NF membranes on textile wastewater treatment, COD removal efficiency was above 75% (Kurt et al. 2012). Besides ozone application is the most effective pre-treatment method based on COD removal with a value of 83.5%. Considering the conductivity values for NF final-treatment applications, the best result was achieved by MF0.05 + NF270 alternative with a removal efficiency of 66%. There was almost no conductivity removal in the studies with zeolite and UV/TiO2. Colour removal efficiencies were quite high (> 80%) for all experiments, and it can be seen that each pre-treatment application had a positive contribution to colour removal efficiency.

Overall removal efficiencies obtained in final-treatment experiments
In the experiments with RO membranes, COD removal efficiencies were generally above 95%, which showed that the pre-treatment alternatives had no effect on COD removal efficiency. As RO membranes had very small pore sizes, high COD removal efficiencies were achieved as expected. The highest conductivity removal efficiency (93.6%) was achieved with MF0.05 + XLE, and the lowest removal efficiency (53.2%) was obtained with zeolite adsorption once again. Almost 100% colour removal efficiency was obtained with XLE experiments performed with almost each pre-treatment method except sole XLE application with a colour removal efficiency of 94.2%, which confirmed the positive impact of pre-treatment on colour removal.
Considering the overall results of the study, optimum treatment combination in terms of treatment and filtration performances is presented in Table 8. The highest flux was obtained with UF + NF270 combination recorded as approximately 40–45 LMH. Although the flux was generally higher in the studies with NF membrane, the flux values are stable in the study with MF0.05 + XLE, and it was obtained as approximately 30 LMH. Considering the treatment performance, COD removal efficiency over 90% was obtained with every pre-treatment method with XLE. Colour removal efficiency was above 95% in almost each pre-treatment alternative excluding the sole applications of NF and RO. Throughout the alternatives that gave quite high COD and colour removal, the highest conductivity removal efficiency (93.6%) was achieved with MF0.05 + XLE combination. Overall, the optimum alternative for the treatment of WW was determined as MF0.05 + XLE combination in terms of treatment and filtration performance.
Conclusion
The feasibility of MF, UF, ozonation, UV–TiO2 and zeolite adsorption processes as pre-treatment before NF and RO membranes have been experimentally evaluated for the treatment of real textile WW. Subsequently, the performances of NF and RO membranes were investigated solely to evaluate the effect of pre-treatment techniques. When all the results are evaluated, first of all, when the flux values are examined, it can be seen that both NF and RO fluxes are higher in the pre-treated alternatives. It can be seen that the fluxes obtained after the pre-treatment made with membranes are also higher. From this, it can be said that pre-treatment has a positive effect on flux values. This can be explained as a decrease in the fouling tendency of the NF and RO membranes because of some contaminants removed in the pre-treatment.
When the treatment efficiency results are examined, it is seen that the COD removal efficiency is 75% and above for all alternatives. In conductivity removal, it is understood that especially zeolite and UV cannot provide removal when operated together with NF membrane. In colour removal, the high removal efficiency was achieved from almost all alternatives.
To conclude, MF process with MF0.05 membrane is considered as a suitable pre-treatment option prior to either NF or RO membranes. Regarding the best permeate quality in terms of COD, conductivity and colour, the removal efficiencies were recorded as 85%, 66% and 98% in order with MF0.05 + NF270. Using RO membrane after MF0.05 pre-treatment step, removal efficiencies were increased to a level of 97.5% for COD, 93.6% for conductivity and 99.3% for colour.
In this study, it is aimed to create an efficient system that can be applied in real textile wastewater treatment by creating a combined treatment process. Using MF membranes before NF and RO membranes, fouling of NF and RO membranes can be reduced, and permeate fluxes can be increased. Hence, MF–NF and MF–RO combinations may possess an effective treatment alternative for real textile WW especially considering the pre-treatment requirement prior to membrane filtration. Thus, it is thought that treatment efficiency and flux can be obtained more stable, membrane cleaning frequency can be reduced by reducing membrane fouling, and membrane service life can be extended and economically beneficial.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Abukhadra MR, Mohamed AS (2019) Adsorption removal of safranin dye contaminants from water using various types of natural zeolite. Silicon 11:1635–1647. https://doi.org/10.1007/s12633-018-9980-3
Adar E (2020) Optimization of triple dye mixture removal by oxidation with Fenton. Int J Environ Sci Technol 17:4431–4440. https://doi.org/10.1007/s13762-020-02782-1
Ağtaş M, Yılmaz Ö, Dilaver M et al (2020) Hot water recovery and reuse in textile sector with pilot scale ceramic ultrafiltration/nanofiltration membrane system. J Clean Prod. https://doi.org/10.1016/j.jclepro.2020.120359
Alaton IA, Teksoy S (2007) Acid dyebath effluent pretreatment using Fenton’s reagent: process optimization, reaction kinetics and effects on acute toxicity. Dye Pigment 73:31–39. https://doi.org/10.1016/j.dyepig.2005.09.027
APHA (2005) Standard methods for examination of water and wastewater, 21st edn. American Public Health Association, Washington
Armaǧan B, Özdemir O, Turan M, Çelik MS (2003) The removal of reactive azo dyes by natural and modified zeolites. J Chem Technol Biotechnol 78:725–732. https://doi.org/10.1002/jctb.844
Arnal JM, León MC, Lora J et al (2008) Ultrafiltration as a pre-treatment of other membrane technologies in the reuse of textile wastewaters. Desalination 221:405–412. https://doi.org/10.1016/j.desal.2007.01.099
Balcik-Canbolat C, Olmez-Hanci T, Sengezer C et al (2019) A combined treatment approach for dye and sulfate rich textile nanofiltration membrane concentrate. J Water Process Eng 32:100919. https://doi.org/10.1016/j.jwpe.2019.100919
Banerjee P, DasGupta S, De S (2007) Removal of dye from aqueous solution using a combination of advanced oxidation process and nanofiltration. J Hazard Mater 140:95–103. https://doi.org/10.1016/j.jhazmat.2006.06.075
Barakat MA (2011) Adsorption and photodegradation of Procion yellow H-EXL dye in textile wastewater over TiO2 suspension. J Hydro Environment Res 5:137–142. https://doi.org/10.1016/j.jher.2010.03.002
Barredo-Damas S, Alcaina-Miranda MI, Iborra-Clar MI, Bes-Piá A, Mendoza-Roca JA, Iborra-Clar A (2006) Study of the UF process as pretreatment of NF membranes for textile wastewater reuse. Desalination 200:745–747. https://doi.org/10.1016/j.desal.2006.03.497
Belli TJ, Battistelli AA, Costa RE et al (2019) Evaluating the performance and membrane fouling of an electro-membrane bioreactor treating textile industrial wastewater. Int J Environ Sci Technol 16:6817–6826. https://doi.org/10.1007/s13762-019-02245-2
Benkli YE, Can MF, Turan M, Çelik MS (2005) Modification of organo-zeolite surface for the removal of reactive azo dyes in fixed-bed reactors. Water Res 39:487–493. https://doi.org/10.1016/j.watres.2004.10.008
Buscio V, Brosillon S, Mendret J, Crespi M, GutiérrezBouzán C (2015) Photocatalytic membrane reactor for the removal of C.I. Disperse red 73. Materials 8:3633–3647
Chang WS, Hong SW, Park J (2002) Effect of zeolite media for the treatment of textile wastewater in a biological aerated filter. Process Biochem 37:693–698. https://doi.org/10.1016/S0032-9592(01)00258-8
Chu Z, Chen K, Xiao C et al (2020) Improving pressure durability and fractionation property via reinforced PES loose nanofiltration hollow fiber membranes for textile wastewater treatment. J Taiwan Inst Chem Eng. https://doi.org/10.1016/j.jtice.2019.12.009
Cinperi NC, Ozturk E, Yigit NO, Kitis M (2019) Treatment of woolen textile wastewater using membrane bioreactor, nanofiltration and reverse osmosis for reuse in production processes. J Clean Prod 223:837–848. https://doi.org/10.1016/j.jclepro.2019.03.166
Ćurić I, Dolar D, Bošnjak J (2021a) Reuse of textile wastewater for dyeing cotton knitted fabric with hybrid treatment: coagulation/sand filtration/UF/NF-RO. J Environ Manag. https://doi.org/10.1016/j.jenvman.2021.113133
Ćurić I, Dolar D, Karadakić K (2021b) Textile wastewater reusability in knitted fabric washing process using UF membrane technology. J Clean Prod. https://doi.org/10.1016/j.jclepro.2021.126899
Da Motta M, Pereira R, Alves MM, Pereira L (2014) UV/Tio2 photocatalytic reactor for real textile wastewaters treatment. Water Sci Technol 70:1670–1676. https://doi.org/10.2166/wst.2014.428
Dasgupta J, Sikder J, Chakraborty S et al (2015) Remediation of textile effluents by membrane based treatment techniques: a state of the art review. J Environ Manag 147:55–72. https://doi.org/10.1016/j.jenvman.2014.08.008
Debik E, Kaykioglu G, Coban A, Koyuncu I (2010) Reuse of anaerobically and aerobically pre-treated textile wastewater by UF and NF membranes. DES 256:174–180. https://doi.org/10.1016/j.desal.2010.01.013
Dilaver M, Hocaoğlu SM, Soydemir G et al (2018) Hot wastewater recovery by using ceramic membrane ultrafiltration and its reusability in textile industry. J Clean Prod 171:220–233. https://doi.org/10.1016/j.jclepro.2017.10.015
Doruk N, Yatmaz HC, Dizge N (2016) Degradation efficiency of textile and wood processing industry wastewater by photocatalytic process using in situ ultrafiltration membrane. CLEAN–Soil Air. Water 44:224–231
Ellouze E, Tahri N, Ben AR (2012) Enhancement of textile wastewater treatment process using nanofiltration. Desalination 286:16–23. https://doi.org/10.1016/j.desal.2011.09.025
Feng F, Xu Z, Li X et al (2010) Advanced treatment of dyeing wastewater towards reuse by the combined Fenton oxidation and membrane bioreactor process. J Environ Sci 22:1657–1665. https://doi.org/10.1016/S1001-0742(09)60303-X
Fersi C, Dhahbi M (2008) Treatment of textile plant effluent by ultrafiltration and/or nanofiltration for water reuse. Desalination 222:263–271. https://doi.org/10.1016/j.desal.2007.01.171
Fersi C, Gzara L, Dhahbi M (2009) Flux decline study for textile wastewater treatment by membrane processes. Desalination 244:321–332. https://doi.org/10.1016/j.desal.2008.04.046
Gosavi VD, Sharma S (2014) A general review on various treatment methods for textile wastewater. J Environ Sci Comput Sci Eng Technol 3:29–39
Hassanzadeh E, Farhadian M, Razmjou A, Askari N (2017) An efficient wastewater treatment approach for a real woolen textile industry using a chemical assisted NF membrane process. Environ Nanotechnology, Monit Manag 8:92–96. https://doi.org/10.1016/j.enmm.2017.06.001
Hossain A, Rayhan ABMS, Raihan MJ et al (2016) Kinetics of degradation of eosin Y by one of the advanced oxidation processes (AOPs)—Fenton’s process. Am J Anal Chem 07:863–879. https://doi.org/10.4236/ajac.2016.712074
He Y, Wang X, Xu J, Yan J, Ge Q, Gu X, Jian L (2013) Application of integrated ozone biological aerated filters and membrane filtration in water reuse of textile effluents. Bioresour Technol 133:150–157
Kant R (2012) Textile dyeing industry an environmental hazard. Nat Sci 04:22–26. https://doi.org/10.4236/ns.2012.41004
Kertèsz S, Cakl J, Jiránková H (2014) Submerged hollow fiber microfiltration as a part of hybrid photocatalytic process for dye wastewater treatment. Desalination 343:106–112
Kose-Mutlu B, Ersahin ME, Ozgun H et al (2017) Influence of powdered and granular activated carbon system as a pre-treatment alternative for membrane filtration of produced water. J Chem Technol Biotechnol 92:283–291. https://doi.org/10.1002/jctb.4996
Koseoglu-Imer DY (2013) The determination of performances of polysulfone (PS) ultrafiltration membranes fabricated at different evaporation temperatures for the pretreatment of textile wastewater. Desalination 316:110–119. https://doi.org/10.1016/j.desal.2013.02.011
Kurt E, Koseoglu-Imer DY, Dizge N et al (2012) Pilot-scale evaluation of nanofiltration and reverse osmosis for process reuse of segregated textile dyewash wastewater. Desalination 302:24–32. https://doi.org/10.1016/j.desal.2012.05.019
Lafi R, Gzara L, Lajimi RH, Hafiane A (2018) Treatment of textile wastewater by a hybrid ultrafiltration/electrodialysis process. Chem Eng Process Process Intensif 132:105–113. https://doi.org/10.1016/j.cep.2018.08.010
Lee BB, Choo KH, Chang D, Choi SJ (2009) Optimizing the coagulant dose to control membrane fouling in combined coagulation/ultrafiltration systems for textile wastewater reclamation. Chem Eng J 155:101–107. https://doi.org/10.1016/j.cej.2009.07.014
Liu PX, Zhang HM, Feng YJ, Yang FL, Zhang JP (2014) Removal of trace antibiotics from wastewater: a systematic study of nanofiltration combined with ozone-based advanced oxidation processes. Chem Eng J 240:211–220
Malik SN, Ghosh PC, Vaidya AN, Mudliar SN (2018) Catalytic ozone pretreatment of complex textile effluent using Fe2+ and zero valent iron nanoparticles. J Hazard Mater 357:363–375. https://doi.org/10.1016/j.jhazmat.2018.05.070
Nadeem K, Guyer GT, Keskinler B, Dizge N (2019) Investigation of segregated wastewater streams reusability with membrane process for textile industry. J Clean Prod 228:1437–1445. https://doi.org/10.1016/j.jclepro.2019.04.205
Ozdemir O, Turan M, Turan AZ et al (2009) Feasibility analysis of color removal from textile dyeing wastewater in a fixed-bed column system by surfactant-modified zeolite (SMZ). J Hazard Mater 166:647–654. https://doi.org/10.1016/j.jhazmat.2008.11.123
Petrinić I, Bajraktari N, Hélix-Nielsen C (2015) Membrane technologies for water treatment and reuse in the textile industry. Adv Membr Technol Water Treat Mater Process Appl. https://doi.org/10.1016/B978-1-78242-121-4.00017-4
Rashid T, Iqbal D, Hazafa A et al (2020) Formulation of zeolite supported nano-metallic catalyst and applications in textile effluent treatment. J Environ Chem Eng 8:104023. https://doi.org/10.1016/j.jece.2020.104023
Rongwong W, Goh K (2020) Resource recovery from industrial wastewaters by hydrophobic membrane contactors: a review. J Environ Chem Eng 8:104242. https://doi.org/10.1016/j.jece.2020.104242
Rueda-Márquez JJ, Sillanpää M, Pocostales P, Acevedo A, Manzano MA (2015) Post-treatment of biologically treated wastewater containing organic contaminants using a sequence of H2O2 based advanced oxidation processes: photolysis and catalytic wet oxidation. Water Res 71:85–96
Sahinkaya E, Tuncman S, Koc I et al (2019) Performance of a pilot-scale reverse osmosis process for water recovery from biologically-treated textile wastewater. J Environ Manag 249:109382. https://doi.org/10.1016/j.jenvman.2019.109382
Samsami S, Mohamadi M, Sarrafzadeh MH et al (2020) Recent advances in the treatment of dye-containing wastewater from textile industries: overview and perspectives. Process Saf Environ Prot 143:138–163. https://doi.org/10.1016/j.psep.2020.05.034
Sathya U, Keerthi NM, Balasubramanian N (2019) Evaluation of advanced oxidation processes (AOPs) integrated membrane bioreactor (MBR) for the real textile wastewater treatment. J Environ Manag 246:768–775. https://doi.org/10.1016/j.jenvman.2019.06.039
Somensi CA, Simionatto EL, Bertoli SL et al (2010) Use of ozone in a pilot-scale plant for textile wastewater pre-treatment: physico-chemical efficiency, degradation by-products identification and environmental toxicity of treated wastewater. J Hazard Mater 175:235–240. https://doi.org/10.1016/j.jhazmat.2009.09.154
Torres-Pérez J, Solache-Ríos M, Olguín MT (2007) Sorption of azo dyes onto a Mexican surfactant-modified clinoptilolite-rich tuff. Sep Sci Technol 42:299–318. https://doi.org/10.1080/01496390601069879
Uzal N, Yilmaz L, Yetis U (2006) Microfiltration: a pretreatment alternative for indigo dyeing textile wastewater. Desalination 199:515–517. https://doi.org/10.1016/j.desal.2006.03.116
Uzal N, Yilmaz L, Yetis U (2009) Microfiltration/ultrafiltration as pretreatment for reclamation of rinsing waters of indigo dyeing. Desalination 240:198–208. https://doi.org/10.1016/j.desal.2007.10.092
Van der Bruggen B, Curcio E, Drioli E (2004) Process intensification in the textile industry: The role of membrane technology. J Environ Manage 73:267–274. https://doi.org/10.1016/j.jenvman.2004.07.007
Vergili I, Gencdal S (2015) Applicability of combined Fenton oxidation and nanofiltration to pharmaceutical wastewater. Desal Water Treat 56:3501–3509
Wang X, Xu Q, Qi L (2012) Advanced treatment of textile wastewater for reuse by ozonation-biological and membrane processes. Adv Mater Res 441:578–583
Xu L, Zhang L, Du L, Zhang S (2014) Electro-catalytic oxidation in treating C.I. acid red 73 wastewater coupled with nanofiltration and energy consumption analysis. J Membr Sci 452:1–10. https://doi.org/10.1016/j.memsci.2013.09.064
Yabalak E, Ozay Y, Gizir AM, Dizge N (2020) Water recovery from textile bath wastewater using combined subcritical water oxidation and nanofiltration. J Clean Prod. https://doi.org/10.1016/j.jclepro.2020.125207
Ye W, Liu R, Chen X et al (2020) Loose nanofiltration-based electrodialysis for highly efficient textile wastewater treatment. J Memb Sci 608:118182. https://doi.org/10.1016/j.memsci.2020.118182
Yin Z, Yang C, Long C, Li A (2018) Effect of integrated pretreatment technologies on RO membrane fouling for treating textile secondary effluent: laboratory and pilot-scale experiments. Chem Eng J 332:109–117. https://doi.org/10.1016/j.cej.2017.09.059
Yuzer B, Selcuk H (2021) Recovery of biologically treated textile wastewater by ozonation and subsequent bipolar membrane electrodialysis process. Membranes 11(11):900
Zuriaga-Agustí E, Iborra-Clar MI, Mendoza-Roca JA et al (2010) Sequencing batch reactor technology coupled with nanofiltration for textile wastewater reclamation. Chem Eng J 161:122–128. https://doi.org/10.1016/j.cej.2010.04.044
Zyłła R, Sójka-Ledakowicz J, Stelmach E, Ledakowicz S (2006) Coupling of membrane filtration with biological methods for textile wastewater treatment. Desalination 198:316–325. https://doi.org/10.1016/j.desal.2006.02.008
Acknowledgements
The authors gratefully thank to The Scientific and Technological Research Council of Turkey (TUBITAK) (Project No: 108Y243) and German Ministry of Education and Research (BMBF) (Project No: TUR08/108) for the financial support.
Funding
The authors gratefully thank to The Scientific and Technological Research Council of Turkey (TUBITAK) (Project No: 108Y243) and German Ministry of Education and Research (BMBF) (Project No: TUR08/108) for the financial support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Editorial responsibility: Fatih ŞEN.
Rights and permissions
About this article

Cite this article
Özgün, H., Sakar, H., Ağtaş, M. et al. Investigation of pre-treatment techniques to improve membrane performance in real textile wastewater treatment. Int. J. Environ. Sci. Technol. 20, 1539–1550 (2023). https://doi.org/10.1007/s13762-022-04034-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-022-04034-w