
Abstract
The utility of polymers is poised to grow dramatically over the last decade and consequently, there is a surge in plastic waste generation. Reprocessing and recycling are proved to be efficient techniques but sometimes the material disqualifies due to inferior properties. The addition of nanofillers to recycled material will substantially improve the properties and various value added products can be produced out of waste. In this research work, recycled high-density polyethylene (rHDPE) was incorporated with graphene nanoparticles and multi-walled carbon nanotubes (MWCNT) with different weight percentages (0.1, 0.3 and 0.5% by wt) and characterization studies were performed on the materials to enhance properties of the recycled products. Morphological, mechanical and thermal properties of the specimen were analyzed. Storage, loss moduli and Tan δ values of 0.5% (by wt) graphene and MWCNT showed 35–40% of improvement in the material properties. Thermal degradation temperature and stability of the materials increased with increase in the filler concentration. Heat distortion temperature has improved by 20% with the increase in the filler concentration. Improved stiffness in the material upturns the load-bearing capacity which is useful in the construction/industries. Good interfacial bond is also seen in the samples thereby extending the utility of the recycled polymers to diverse fields viz., thermal storage systems, roofing, defense, automobile, packaging, etc.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In today’s world, the excessive consumption of single use plastics is one of the causes for the global warming because to meet the needs of plastic production, more fossil fuels are needed which will aggravate the climate change. More than 8.3 billion tons of plastics are produced world-wide and 60% of them end up in the landfills/littering and only 9% is being recycled. Scientists are warning on the alarming usage of plastics, as they may end up to be more than the aquatic animals by 2050. On the other hand, from the last decade, world is slowly taking this as a serious threat to mankind and started to implement stringent laws for the reduction in the usage of single use plastics and also their disposal technologies [1]. Waste management technologies like reduce, reuse, recycle and recover (4R’s) focus on the sustainable alternatives to save material and also reduce the energy requirements leading to a circular economy. Plastic recycling techniques are innumerous, yet mechanical recycling is the solution in both financial and technological aspects. In thermo-mechanical recycling, lower mechanical properties are obtained due to polymer chain degradation when compared to parent material polymer chain scission occurs due to the lower molecular weights after reprocessing due to the presence of contaminants and chemical substantances [2].
Nowadays recycling industry is implementing new strategies to enhance properties by mixing reprocessed polymers with virgin polymers along with compatibilizers, stabilizers or chain extenders. Blending recycled polymers with the reprocessed material which has the desired feature also shows improvement in the respective property [3]. Also, nanotechnology is a new area where nano-sized fillers are blended with the reprocessed material and shows the variation in the mechanical, electrical, optical, thermal, and rheological properties. When compared to the traditional fillers, the loading percentage can also be reduced in nanocomposites. In polymer nanocomposites, one can observe that increase in the properties is ascribed to the presence of interphase and also aspect ratio plays a significant role in deciding the effectiveness of the composites. If aspect ratio is high, it is stated that the surface to volume ratio is high in these materials and can be useful in achieving the desired properties in the matrix [4]. However, the properties can be altered as per the application depending on the dispersion of the reinforcement.
Nanofillers are categorized based on the type of geometry, fillers size, aspect ratio, composition, etc. In the present work, recycled HDPE is reinforced with carbon nanotubes-1D (CNT’s) and graphene nanoparticles-2D (GNP’s), as they exhibit superior thermomechanical properties and hence there is a considerable interest on these fillers. Tensile strength of carbon nanotubes is around 50–200 MPa whereas the Young’s modulus of both fillers is above 1 TPa. Nanofillers dispersion is another important aspect of processing the polymer nanocomposites and various methods like in-situ polymerization, melt intercalation and solution intercalation are in profound use [5]. Svensson et al. worked on reprocessing of HDPE with carbon nanotubes and found that after 200 min of processing, pure HDPE is degraded eventually but the nanocomposite remains almost unaffected [6]. Okolo et al. worked on multi-walled CNT filled HDPE and their applications in offshore sheathing. Weathering of polymers [7] usually occurs over time which may lead to degradation of material properties, but by addition of nanofillers it was shown the properties were improved. Shehzad et al. investigated on improving the thermal properties of HDPE by reinforcing with graphene particles. They found that graphene can be used as a UV Stabilizer which helps in reduction of photo-oxidative nature in polymers [8].
Krishna Satya et al. worked on comparative study on both recycled polypropylene and HDPE using dynamic mechanical analysis [9]. It was found with the addition of nanofillers both the materials will show enhanced properties and concluded that recycled HDPE has good tensile strength whereas recycled polypropylene has good hardness. In research work done by Ghaje Beigloo et al. Recycled HDPE blended with nanographene is found to be effective in improving the thermal stability. With the increase in the graphene particles, there is an increase in the residual ash and also weight loss is observed at higher temperatures [10]. Erden et al. studied on evaluating the mechanical properties of polyethylene reinforced with graphene and carbon nanotubes. It is stated that with the addition of nanofillers, mechanical properties are enhanced [11].
Graphene blended with polyethylene has shown good properties when compared to CNTs. When the nanocomposites are processed through injection molding or additive manufacturing there will be reduction in the thermal properties observed due to uncontrolled heating and non-uniform blending. Controlling cooling temperature while melt mixing will improve the crystallinity of the material and also by introducing the filler content with more lateral dimension enhances the interconnectivity of the hybrid networks which is discussed in the work carried out by Georgios et al. where polyethylene is blended with the CNT’s and the thermal properties were examined [12]. In another work performed by Al-Maqdasi et al., creep behavior of the HDPE loaded with graphene nanoparticles is examined and found out that with 15% filler reinforcement there is reduction of strain in the material by 50%. Also, the nanocomposite behaves as non-linear viscoelastic at lesser stresses [13].
Based on the literature studies available in the domain, more studies were reported on the virgin HDPE blended with 1D/2D nanofillers but only limited studies were performed on the recycled HDPE with nanofillers. To the best of author’s knowledge, megre amount of research has been carried out on the detailed performance parameters and thermal behavior of recycled HDPE with graphene and carbon nanotubes. In the present work, more emphasis is laid on thermal and dynamic mechanical behavior of recycled HDPE blended with both 1D/2D nanofillers. Improvement in the mechanical and thermal properties will further increase the utilization of recycled plastics to the wide range of application areas like structural, industrial, automobile and also in thermal management avenues like Cold Storage Vehicles/Godowns, home roofing shingles, thermal energy storage systems, etc. This work is carried out to ease the performance delimitation on the recycled plastics and also to enhance the usage of these materials in the polymer industry.
Experimental
Materials
Recycled high density polyethylene is procured from a local recycler from Vijayawada, India in the form of pellets with density of 0.956 g/cm3 and the melt flow index (MFI) of 20 g/10 min. Plastic waste is collected from various sources and is segregated according to the resin code (resin code of HDPE is ‘2’), washed and sun dried and then extruded to form pellets. In this work, rHDPE is reinforced with 1D and 2D carbon fillers. Functionalized graphene carboxyl powder (2D filler) with purity greater than 98% and thickness of 2–10 nm, surface area of 190 m2/g is supplied by M/s Platonic Nanotech Pvt. Ltd., India. MWCNTs were procured from M/s Shenzhen Nanotech Pvt. Ltd., China. Technical specifications of the MWCNT’s are as follows: density: 2.16 g/cm3, diameter: 40–60 nm, purity: 95% (by wt), length: 5–20 μm, surface area > 200 m2/g. Functionalization of MWCNTs is required to ensure uniform dispersion in the polymers. Sreekanth et al. have performed chemical treatment on the carbon nanotubes which imparts various functional groups such as carboxyl, and hydroxyl on the surface with better interfacial stress transfer [14].
Methods
Preparation of recycled polymer nanocomposites
Samples with various compositions of the functionalized 1D/2D nanofillers along with pure recycled HDPE material. In this work, graphene and MWCNTs are used as fillers in different weight fractions (0.1, 0.3, 0.5%), since nanofillers enhance the performance of the base material. Nomenclature of the samples analyzed in the present work is tabulated below in Table 1. Preparation of nanocomposites is carried out by adopting simple solvent blending technique coupled with sonication process. In the first step, 1D/2D nanofillers with the respective filler concentration is mixed with ethanol (99% pure, India) and blended by ultrasonicator (Samarth Electronics, Thane, India). Recycled HDPE pellets were then immersed in the nanofluid and heated until ethanol evaporates and hence graphene/MWCNT fillers were coated on the pellets. The obtained pellets were dried in the vacuum oven for about 8 h at 100 °C to remove moisture.
To ensure uniform mixing, pellets were extruded in the twin-screw extruder (Aasabi Twin Screw Extruder, India) with the 200–250 °C as four zone temperatures. Later extruded pellets were blended again in the Injection Molding Machine (Deesha Impex InjKON, India) with zone temperatures of 220–250 °C, injection pressure of 90 bar, injection speed of 90 rpm, holding time of 5 s using suitable die conforming to ASTMD256 standard. The injection molded samples prepared are shown in Fig. 1.

Injection molded samples of graphene and MWCNT nanofillers with rectangular cross-section
Scanning electron microscopy (SEM)
Scanning electron microscopes are advanced analytical tools to assess the topographical features of the specimen with a closer degree of reliability. In this work, to analyze the nature of failure, the fractured area obtained from the impact test of the injection molded specimen was imaged in SEM. Samples of 10 mm × 10 mm × 3 mm size were examined under JSM-IT500 InTouchScope™ Scanning electron microscope, Tokyo, Japan at 15, 30 kV accelerating voltage and at different magnification levels.
Heat distortion temperature (HDT)
Heat distortion test of the polymers signifies the temperature at which the materials deform under given fiber loading. This temperature is mostly essential in mechanically stressed parts when exposed to higher temperatures. HDT is performed on samples as per ASTM D648 standards on Heat Distortion Tester (SC Dey & Co, Kolkata, India). Five samples of individual concentrations are tested for accuracy. The test samples are submerged in silicone oil and the temperature is raised at rate of 2 °C. The load of 0.45 MPa is applied to the samples during the process at 0.25 mm deflection of the specimen.
Dynamic mechanical thermal analyzer (DMTA)
Dynamic Mechanical Analyzer is a tool which is engaged to determine the viscoelastic nature of the samples. In the present work, Perkin Elmer DMA 8000 (USA) is used in the controlled environment and three tests viz "temperature scan", "frequency multiplex" and "creep analysis" were performed on the samples. In the temperature scan, the sample with the size (52 mm × 12 mm × 3 mm) is loaded in 3-point bending mode and it is heated from room temperature to 120 °C with the temperature rate of 2 °C/min at frequency of 1 Hz. Sample size and mode are maintained the same for all the tests performed in this work. To analyze the creep behavior of the samples, constant creep force of 2 N is applied on the samples with the increment of 5 °C and heating rate of 5 °C/min.
Differential scanning calorimetry (DSC)
Differential scanning calorimetry (DSC) measures the heat flow at the molecular level. Glass transition temperature, melting point and crystallization behavior of the polymers can also be evaluated with this method. Five samples of different concentrations were taken in the aluminum pan and is analyzed in DSC (TA instruments DSC-250, USA) under nitrogen flux (60 mL/min) at the scan rate of 10 °C/min over a range of 500 °C.
Thermogravimetric analysis (TGA)
Thermogravimetric analysis on the polymers is performed to determine the weight changes with respect to temperature and time. Weight changes can be attributed to decomposition and oxidation reactions at the molecular level. TGA used in the present work is Shimadzu TGA-50, Japan and sample weight of 9.75 mg is taken in platinum pan and under nitrogen flux (100 mL/min) at scan rate of 10 °C/min.
Results and discussion
Morphological studies
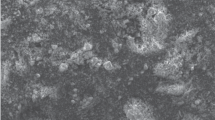
The morphology of recycled HDPE with nanofillers is examined by scanning electron microscope (SEM). Figure 2a–d show the impact fractured area for different graphene and MWCNT filler concentrations. It is worth noting that by adding the fillers there is improvement in the morphology that means there are lesser gaps observed between the interphase of the nanocomposites. This will enhance the strength of the material. It can be observed from Fig. 2a, b that graphene fillers are dispersed homogenously with the increase in filler concentration. As seen from the SEM images, RG3 sample has more uniform structure and hence it can be considered as the optimal concentration amongst RG1 and RG2. Yang et al. [15] have dispersed graphene nanoparticles in PET matrix and stated that when filler content is more than 6%, stacking occurs and there is a formation of network like structure in the morphology.

SEM Images for recycled HDPE with: a 0.1% (by wt), b 0.5% (by wt) graphene fillers, c 0.1% (by wt) and d 0.5% (by wt) MWCNT fillers
In the case of MWCNT also similar behavior is observed. This proves the homogeneity of the blends with the parent material. In the case of MWCNT which can be clearly seen in Fig. 2c, d, with the increase in the filler concentration there is a slight entanglement in the structure but the filler is evenly distributed in the recycled HDPE matrix. Sometimes entanglement can lead to weakening of the strength of the polymer. As observed from the SEM micrographs, RC3 has more uniform structure which shows the optimum filler concentration. Chowreddy et al. worked on recycled PET blended with CNTs in four concentrations viz., 0.25, 0.5, 0.75, 1.0% (by wt) [16]. In the morphological study carried out in the work, similar agglomeration of CNTs is observed which eventually leads to decrease in the strength of the material. In this study, the optimal concentration is RG3 in case of graphene nanofillers and RC3 in the case of MWCNTs.
Discussion on the performance of recycled polymer nanocomposites
The hypothesized schematic illustration on the deformation behavior of recycled HDPE blended with graphene and MWCNT is shown in the Fig. 3. The behavior of the un-deformed recycled polymer under the load with lamellae, which is the crystalline phase of the polymer and amorphous part is observed in Fig. 3a. It is noted that chains are more rigid in this stage and there is restricted movement in the lamellae. As the load is applied on the polymer, there is a interlamellar slip due to the stretching of polymer chains and also as the load acts further, formation of one or more crystalline lamellae in different planes as seen in Fig. 3b. With the inclusion of graphene and MWCNT nanoparticles into recycled HDPE matrix as shown in Fig. 3c, e it can be seen that the nanoparticles occupy both lamellae and amorphous regions enabling the good interfacial strength and thermal properties to the material. From Fig. 3d, f as the concentration of graphene and MWCNTs increases further, lateral movement in the amorphous chains is restricted and also interlamellar split will be inhibited which further reduces the elongation of the polymer.

Constitutive schematic representation of recycled HDPE with graphene and MWCNT nanoparticles: a un-deformed polymer structure, b interlamellar slip, c graphene nanoparticles in lamellae, d increased graphene filler concentration inhibiting the chain movements, e MWCNT nanoparticles in lamellae, and f increased MWCNT concentration inhibiting polymer chains in tensile axis
In the present work, optimum properties were obtained at 0.3% (by wt) in the case of graphene and MWCNT. This shows that with the further increase in the concentration aids to the reduction in the properties rather than improving them. This reduction in properties of the materials is attributed to the overly concentrated nanoparticles which acts as inhibitors for the polymer chain movements and also increase stress on the material [17]. Detailed explanation related to the transition of the polymer is seen in the further sections.
Dynamic mechanical thermal analysis (DMTA)
Viscoelastic behavior of recycled polymer nanocomposites
Dynamic mechanical analysis is a powerful tool to assess the viscoelastic characteristics of polymers. The plots of storage modulus (G′) and loss modulus (G″) of the samples evaluated in the temperature region of 30–120 °C is shown in Fig. 4a–d and the values are tabulated in Table 2. From the curves, it can be noted that with the addition of fillers to recycled HDPE i.e., (graphene, MWCNT) there is a variation in the mechanical properties of the composites. From the Fig. 4a, c, if we observe, the G’ values increased with the increase in the nanofiller concentration. The highest storage modulus is 825.3 MPa with the 0.5% (by wt) graphene nanofiller and with the 0.1% (by wt) MWCNT is 606.9 MPa at 30 °C. It is also observed that G′ with respect to the temperature values gradually decrease with the increase in the filler concentration. RG3 has shown a highest storage modulus value and RG1, a minimum value compared to RP. Contrary to the trend, RG1 has shown increasing values with the increase in temperature which is due to improper processing of polymer and also presence of higher level of impurities. It can be observed from Fig. 4c, RC1 has shown higher value when compared to RC2, RC3 and RP. This is because good interfacial adhesion of MWCNT in RP matrix. There is also a peak shift with respect to the temperature in the curve as shown in Fig. 4b, d. Due to the restricted polymer chain mobility, more energy is required and hence there is a peak shift in the curves [18]. In this study, RC1 has smaller storage modulus value when compared to value of around 1090 MPa for virgin HDPE reinforced with 0.1% (by wt) MWCNT [18]. There is a reduction of 44% in the storage modulus value.

Viscoelastic behavior of samples over temperature region of 30–120 °C: a G′, b G″ plots of graphene nanofillers, c G′, and d G″ plots of MWCNT nanofillers
The highest G″ values in the case of 0.5% (by wt) of graphene nanofillers is 368 MPa and in the case of 0.3% (by wt) MWCNT it is 140.4 MPa at 30 °C. RG3 has higher loss modulus and RG1 has lower values. Similar increasing trend of loss modulus for RG1 which is an obvious behavior as observed in G′. In case of MWCNT filler, RC2 has higher loss modulus and RP has lesser G″ value. Large loss in RC2 may be due to the friction between particle-polymer interaction more energy is dissipated. When compared to virgin HDPE reinforced with 0.1% (by wt) MWCNT there is 30% reduction in the loss modulus. However, by increasing the concentration of MWCNT to 0.5% (by wt) there is an improvement of 6% in loss modulus.
The change in the damping factor with temperature is clearly shown in Table 2. Damping values of the graphene nanofillers decreased with the increase in the filler concentration viz., 0.85, 0.58, 0.24 and in the case of MWCNT nanofillers, there is a slight increase with an increase in the filler concentration and then there is a mild decrease in the damping factor with the ramp of filler concentration. This occurs when the internal energy stored cannot be dissipated due to the underlying frictional properties of the material. Satapathy [19] worked on the identifying the dynamic mechanical behavior of the recycled HDPE and its composites made of jute fibers/fly ash cenospheres. In this work, increase of G′ and G″ value is observed with the addition of coupling agent and fibers. With 20% fiber, 10% fly ash cenospheres, 3% coupling agent, very good mechanical properties were exhibited with respect to recycled HDPE and also a low cost polymeric material is developed.
Creep analysis on recycled polymer nanocomposites
Typically, viscoelastic materials exhibit distortion in the presence of external loads and also with raise in the temperature. When the load is applied on the materials, uncoiling of the polymer chains occur and slip onto one and other. Usually crystalline materials exhibit more creep resistance due to higher secondary bonding when compared to amorphous materials [20]. Figure 5a, b show the creep strain and creep deformation rate of recycled HDPE blended with 0.1% (by wt), 0.3% (by wt), 0.5% (by wt) of graphene nanofillers. It can be observed that with the increase in filler concentration there is an increase in the strain as well as strain rate. Negligible value of strain is observed in RG3 followed by recycled HDPE which means RG3 is stiffer compared to other composites. From Fig. 5b creep strain rate shows the falling trend from the initial stage and the highest peak is seen in the case of 0.5% (by wt) graphene nanofiller and the curve flattens eventually after 4000 s and this indicates the relaxation time for the respective peak load.

a Creep strain and b strain rate of various compositions of recycled HDPE based graphene nanofiller composites
From Fig. 6a, the creep strain and strain rate with respect to time in the case of 0.1% (by wt), 0.3% (by wt), 0.5% (by wt) of MWCNT with recycled HDPE is plotted. It can be observed that a very least strain value is observed in 0.5% (by wt) of MWCNT and can be assumed that RC3 is stiffer when compared to other samples. On the other hand, as evident in Fig. 6b the strain rate is also decreased with the increase in filler concentration. It can be further analyzed that the curve is only slightly flattened and this may be due to polymer chain entanglement and the stiffness of the polymer. Yanjun et al. worked on the recycled HDPE and virgin PVC blended with bagasse and the creep behavior is investigated [21]. In this study, temperature has shown great impact on the creep behavior and also four creep models are developed and concluded that bagasse-recycled HDPE has shown great temperature dependence. Zhang et al. worked on rice husk based HDPE composites and the creep compliance has increased with increases in temperature. It is stated that with the increase in temperature, thermal kinetic energy and free volume would increase and result in decrease of stress relaxation time which leads to increases in creep [22].

a Creep strain and b strain rate of various compositions of recycled HDPE based MWCNT nanocomposites
Heat distortion test (HDT)
Heat distortion temperature signifies the polymer resistance to the deflection under a given temperature and load. This is an important parameter to identify the maximum operation temperature of a polymer in the practical applications. Figure 7 shows the heat distortion temperature values of graphene and MWCNT nanofillers. From the trend, it can be observed that by increasing the filler concentration, there is an increase in the HDT value. There is 20% improvement in HDT value from 0.1% (by wt) loading to 0.5% ((by wt) loading of both fillers. Generally, with the inclusion of nanofillers there will be hindrance in molecular chain movement and hence HDT value rises. Interestingly, there is a drop in HDT values for 0.1% (by wt) of graphene and MWCNT. This is due to decreases in the crystallinity along with the change in glass transition temperature of that composite and also reinforcing effect [23]. Yang et al. worked on HDPE reinforced with non-metals of waste printed circuit board and found that the presence of interfacial strength between the carbon fibers and matrix in the composite makes it more heat resistant [24]. In the case of semi-crystalline materials, HDT results shows variation up to 20–30% even though the test is performed under standard operating procedures. This mainly occurs due to the degree of crystallinity during the preparation of samples. Wong et al. studied on polyethylene and polypropylene and concluded that the crystallinity growth is majorly affected by the mold cooling temperatures [25].

Heat deflection temperatures of recycled HDPE and blend with different concentrations of nanofillers
Differential scanning calorimetry (DSC)
DSC thermograms in Fig. 8 represent the melting and crystallization patterns of recycled HDPE and its composites. Figure 8a shows the endothermic peaks of graphene nanocomposites. Peak temperatures and crystallinity of various blends is shown in Table 3. It is found that addition of 0.1% (by wt) to the recycled HDPE shows the highest endothermic peak with the melting point around 125 °C and has crystallinity of 39.3% whereas for 0.5% (by wt) addition of graphene nanoparticles there is a smaller endopeak with the higher melting point around 134 °C but the crystallinity reduces by 13.5%. This decreasing trend in crystallinity is because of the restricted mobility of polymer chains which hinders the growth of crystal growth. Crystallinity for the samples is calculated using theoretical formula by considering Δh (heat of fusion (J/g)) of the sample to the enthalpy of fusion Δhc of a 100% crystalline material (in the case of HDPE it is 293 J/g) [26]. Moreover, smaller peaks were seen in the thermograms apart from the main peak. This is because the presence of nanofillers still affects the crystalline structure of recycled HDPE. In the work carried out by Batista et al. when virgin HDPE is reinforced with 1–28% graphene fillers, it is observed that although there is an increase in the filler concentration there is no greater change in crystallinity even though there is change in the crystallite and sperulite structure. Similar trend is observed in the present study where the crystallinity values of both nanofillers drop greatly. This behavior is attributed to the aggregations that are formed and act as physical barriers interrupting the crystallization process [27].

DSC Thermograms of: a graphene nanoparticle composites and b MWCNT composites
In the case of recycled HDPE blended with MWCNT nanocomposites similar trend as in the graphene nanoparticles is seen with the reduction in the crystallinity of 8.4% and highest melting point of 135 °C at 0.5% (by wt) of MWCNT as shown in Fig. 8b. MWCNT’s acts as nucleating agents and can induce faster crystallization and degree of crystallization could decline or increase or remain same depending upon the increasing the filler concentration [28]. The results obtained show that by addition of nanofillers there is a slight change in the melting point owing to the reduction in crystallinity. Satapathy et al. worked on recycled HDPE and banana fibers/fly-ash cenospheres composites and observed the similar decrease in the crystallinity [29].
Thermogravimetric analysis (TGA)
The thermal stability of the samples is shown in Fig. 9 and the values are listed in Table 4. Thermal degradation of recycled HDPE started around 340 °C and final decomposition is observed at 490 °C. To enhance the decomposition temperature, nanofillers like MWCNT’s and graphene nanoparticles are added to the parent material. It is observed from Fig. 9a that, thermal degradation temperatures of 0.1% (by wt)–0.5% (by wt) graphene gradually increase and also a two-stage thermal degradation is seen. In the first stage, from 340 to 380 °C there is a decomposition of chain structures in the recycled HDPE and gradually in the second stage there is mass loss. Also the residue percentage increases as the filler concentration is increased. Crystallinity also affects the mass loss and thermal stability of the material.

TGA Thermograms showing various degradation stages of: a graphene filler and b MWCNT fillers
Similarly, from Fig. 9b, it is noted that in the first stage there is a mass loss due to the chain detriment in the parent material, but the degradation temperatures are slightly higher than graphene fillers which is around 590 °C. Residual percentages are slightly lower than graphene proving it to be a good filler in the thermal management applications. In the work [15] carried out on RPET with graphene nanofillers, it is noted that with the increase in filler concentration there is an increase in the thermal stability which clearly states that crystallinity is closely associated with the material mass loss. Orji et al. have worked on recycled HDPE and recycled polypropylene blended with the rice hull. In this work, it is noted that the composites made with < 0.5 mm fibers are more thermally stable and rHDPE composites are more stable compared to that of polypropylene [30].
Conclusion
In this work, recycled HDPE is blended with graphene nanofillers and MWCNT’s in different compositions and morphological, dynamic mechanical and thermal analyses were carried out on the composites. Nanocomposites have shown superior properties when compared to the parent material. The following conclusions are made from the present work.
-
With the increase in filler concentration, there is an improvement in the morphology of the material with lesser voids. RG3 and RC2 have more interfacial bonding and this infers enhancement in strength of the material.
-
Improved stiffness and strength is observed in the RG3 and RC2 which have shown viscoelasticity behavior. There is a decreasing trend observed in the damping factor which is due to the inability of dissipation of internal energy due to frictional forces. From the viscoelastic study, RG2 and RC2 samples have good load bearing capacity and can be used in constructions and roofings.
-
Heat distortion temperature has improved with the increase in filler concentration from 0.1% (by wt) to 0.5% (by wt), showing that the material can resist more at higher temperatures. Hence the usage of the recycled polymer can be extended to diverse industries especially they can be effectively used in thermal management applications.
-
Thermal degradation temperatures have improved with the increase in filler concentrations in MWCNT compositions when compared to graphene nanofillers with lesser residue. Even though crystallinity has reduced, thermal stability has not altered much and both the fillers can be used at elevated temperatures. Thermal studies revealed that RG3 and RC3 are the optimum filler concentrations in thermal applications.
References
Beat plastic pollution. https://www.unenvironment.org/interactive/beat-plastic-pollution
López de Dicastillo C, Velásquez E, Rojas A, Guarda A, Galotto MJ (2020) The use of nanoadditives within recycled polymers for food packaging: properties, recyclability and safety. Compr Rev Food Sci Food Saf 19:1760–1776
Ayre D (2018) Technology advancing polymers and polymer composites towards sustainability: a review. Curr Opin Green Sust Chem 13:108–112
Milan K (2018) Recycled clay/PET nanocomposites evaluated by novel rheological analysis approach. Appl Clay Sci 166:181–184
Rallini M, Kenny JM (2017) 3-nanofillers in polymers. Modification of polymer properties. William Andrew Pub., Norwich
Svensson S, Åkesson D, Bohlén M (2020) Reprocessing of high-density polyethylene reinforced with carbon nanotubes. J Polym Environ 28:1967–1973
Okolo C, Rafique R, Iqbal SS, Saharudin MS, Inam F (2020) Carbon nanotube reinforced high density polyethylene materials for offshore sheathing applications. Molecules 25:2960
Shehzad F, Ahmad MI, Al-Harthi MA (2019) Photooxidative degradation of graphene-reinforced high-density polyethylene nanocomposites. J Appl Polym Sci 136:47030
Krishna Satya S, Rama Sreekanth PS (2020) An experimental study on recycled polypropylene and high-density polyethylene and evaluation of their mechanical properties. Mater Today Proc 27:920–924
Ghaje Beigloo J, Eslam HK, Hemmasi AH, Bazyar B, Ghasemi I (2017) Effect of nanographene on physical, mechanical, and thermal properties and morphology of nanocomposite made of recycled high density polyethylene and wood flour. BioRes 12:1382–1394
Erden MA, Akgul Y, Kayabas O, Ahlatci H, Çetinkaya K, Ozturk F (2019) Mechanical properties of graphene-nanoparticle and carbon-nanotube-reinforced pe-matrix nanocomposites. Mater Tehnol 53:785–789
Georgios K, Panagiotis M, Dragatogiannis DA, Stefanos K, Apostolos K, Costas A (2021) The effect of interfacial resistance and crystallinity on heat transfer mechanism in carbon nanotube reinforced polyethylene. Mater Des 199:109420
Al-Maqdasi Z, Pupure L, Gong G, Emami N, Joffe R (2021) Time-dependent properties of graphene nanoplatelets reinforced high-density polyethylene. J Appl Polym Sci 138:50783
Rama Sreekanth PS, Kanagaraj S (2013) Assessment of bulk and surface properties of medical grade UHMWPE based nanocomposites using nano indentation and micro tensile testing. J Mech Behav Biomed Mater 18:140–151
Yang B, Chen J, Li-Fen S, Miao JB (2019) Melt crystallization and thermal properties of graphene platelets (GNPs) modified recycled polyethylene terephthalate (RPET) composites: the filler network analysis. Polym Test 77:105869
Chowreddy RR, Nord-Varhaug K, Rapp F (2018) Recycled polyethylene terephthalate/carbon nanotube composites with improved processability and performance. J Mater Sci 53:7017–7029
Dalai N, Rama Sreekanth PS (2021) UHMWPE/nano diamond nanocomposites for orthopaedic applications: a novel sandwich configuration based approach. J Mech Behav Biomed Mater 116:104327
Badgayan ND, Sahu SK, Samanta S (2019) Evaluation of dynamic mechanical and thermal behavior of HDPE reinforced with MWCNT/h-BNNP: an attempt to find possible substitute for a metallic knee in transfemoral prosthesis. Int J Thermophys 40:1–20
Satapathy S (2018) Development of value-added composites from recycled high-density polyethylene, jute fibre and flyash cenospheres: mechanical, dynamic mechanical and thermal properties. Int J Plast Technol 22:386–405
Haddad AB, Iskander M, Chen Y (2012) Compressive strength and creep of recycled HDPE used to manufacture polymeric piling. Const Build Mater 26:505–515
Xu Y, Wu Q, Lei Y, Yao F (2010) Creep behavior of bagasse fiber reinforced polymer composites. Bioresour Technol 101:3280–3286
Zhang Q, Cai H, Ren X, Kong L, Liu J, Jiang X (2017) The dynamic mechanical analysis of highly filled rice husk biochar/high-density polyethylene composites. Polymers 9:628
Ana M, Mohammed N (2013) Enhancing the thermomechanical behaviour of poly (phenylene sulphide) based composites via incorporation of covalently grafted carbon nanotubes. Compos Part A Appl Sci Manuf 54:10–19
Yang S, Bai S, Wang Q (2016) Morphology, mechanical and thermal oxidative aging properties of HDPE composites reinforced by nonmetals recycled from waste printed circuit boards. Waste Manag 57:168–175
Wong ACY, Ng NSK (1998) Crystallinity effects on the heat distortion temperature (HDT) of semi-crystalline polymers. Metal Mater 4:283–286
Wu J, Liang K, Yang C, Zhu J, Liu D (2019) Synthesis of carbon nanotubes on metal mesh in inverse diffusion biofuel flames. Fuller Nanotub Carbon Nanostruct 27:77–86
Batista NL, Helal E, Kurusu RS, Moghimian N, David E, Demarquette NR, Hubert P (2019) Mass-produced graphene-HDPE nanocomposites: thermal, rheological, electrical, and mechanical properties. Polym Eng Sci 59:675–682
Yetgin SH (2019) Effect of multi walled carbon nanotube on mechanical, thermal and rheological properties of polypropylene. J Mater Res Technol 8:4725–4735
Satapathy S, Kothapalli RVS (2018) Mechanical, dynamic mechanical and thermal properties of banana fiber/recycled high density polyethylene biocomposites filled with flyash cenospheres. J Polym Environ 26:200–213
Orji BO, McDonald AG (2020) Evaluation of the mechanical, thermal and rheological properties of recycled polyolefins rice-hull composites. Materials 13:667
Acknowledgements
Authors hereby acknowledge the support received from Dassault Systems, La Fondation through a Project ID: VIT-AP/DSF/64-2021.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Satya, S.K., Sreekanth, P.S.R. Morphological, thermal and viscoelastic behavior of recycled high density polyethylene nanocomposite incorporated with 1D/2D nanofillers. Iran Polym J 31, 629–640 (2022). https://doi.org/10.1007/s13726-022-01023-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-022-01023-1