
Abstract
Glass fiber/unsaturated polyester resin composites are one of the most employed materials due to their excellent mechanical properties, room temperature curing and low cost. In this paper, unsaturated polyester-like resins based on modified castor oil were reinforced with glass fiber. The resin consisting of maleated castor oil methacrylate was homopolymerized or alternatively copolymerized with styrene. The effects of glass fiber content on mechanical and dynamic-mechanical properties were evaluated and compared with a commercial unsaturated polyester resin/glass fiber composite. The addition of glass fiber at 20–40 wt% increased flexural properties and impact properties of the composites compared to their neat polymers. At 40 wt% glass fiber, flexural strength and flexural modulus were 235 MPa and 4694 MPa, respectively. These values were near to those obtained for a commercial unsaturated polyester resin with the same fiber load, i.e., 320 MPa and 6843 MPa, respectively. The homopolymer afforded impact strength values of 25–44 kJ/m2 that were near to commercial unsaturated polyester resin composites (i.e., 20–51 kJ/m2), as well. The triglyceride oil provided ductility and impact strength to composites while styrene as comonomer provided stiffness to copolymer composites but decreased their impact strength. A good adhesion was observed between fibers and matrix in copolymer composites in comparison with their homopolymer composites which was enabled through dilution with styrene.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The production of composite materials remains as a recommended option when the use of very light and high-performance materials is required [1]. Glass fiber-reinforced polymeric compounds have remarkable advantages over traditional materials such as light weight with high strength, good corrosion resistance, low manufacturing costs, among others [2]. They have been used in the construction of civil structures and in the aerospace, automotive and wind energy industries [3, 4]. Composite cost is determined by several factors such as fiber and resin cost as well as production cost, among others [5, 6]. Fiber cost is one of the most effective factors over total cost. Traditionally, glass fibers are correspondingly 30 times and 16 times cheaper than carbon fibers and aramid fibers [5, 6].
The matrix of the composite materials can be thermoset or thermoplastic polymers. The main requirements for thermoset resins are low viscosity (< 500 cps), excellent processability (gel time > 20 min) and low shrinkage [7]. Contribution of glass fibers on mechanical properties of the resulting composites has been reported recently [8,9,10]. The effect of fiber length on hybrid long carbon/glass fibers reinforced PP thermoplastic (HLFT) was evaluated [8]. Tensile strength, modulus and Izod impact test results showed higher values with increase of fiber length in HLFT. Unsaturated polyester resins (UP) are one of the most used resins because of their low viscosity and excellent mechanical performance as well as curing at room temperature [11]. However, one of the most important challenges for materials science is the partial or total replacement of petrochemical monomers by green ones [12, 13].
Use of plant oil precursors in polymers and composites has been reviewed [14,15,16]. Specifically, vegetable oils, mostly soybean oil, have been used for obtaining epoxy resins, polyester resins, elastomers and polyurethanes among others. Main advantages of triglyceride oils are their readily availability, easy processing, chemical functionality, and relatively low cost [17].
Comparatively, few works have been published about vegetable oil-based materials reinforced with glass fibers. For instance, in a work of Chandrashekhara et al. a novel epoxidized soy-based resin was developed from modified natural soybean oil which was mixed with a commercial epoxy-amine system formulated for use in pultrusion [16]. Mechanical tests showed that glass fiber composites with soy-based co-resin system exhibited comparable or improved structural performance characteristics such as impact resistance, flexural strength and modulus with respect to the synthetic material. In addition, it has been reported that polyurethanes based on soy-based polyol reinforced with E-glass offer better thermal, oxidative and hydrolytic stability than petrochemical based ones [18].
Several studies have been related to the development of castor oil biobased monomers and polymers [19, 20]. Recently, a new monomer (MACOMA) was synthesized from castor oil, bearing methacrylate and maleate groups which conferred high functionality and reactivity [20]. Homopolymerization of MACOMA led to a highly cross-linked elastomeric material with flexural modulus and flexural strength of 77.7 MPa and 7.45 MPa, respectively. Copolymerization of MACOMA with 20–50 wt% styrene led to rigid materials with flexural modulus varying from 508.6 to 1254.3 MPa and flexural strength ranging from 21.97 to 64.06 MPa. MACOMA resins can be cured at room temperature such as that occurs with a commercial UP resin.
In this work, polyester-like resins based on castor oil were reinforced with commercial glass fibers. Specifically, the homopolymer and styrene copolymer of MACOMA were used as the polymeric matrix. The effects of glass fiber content on the mechanical and dynamic-mechanical properties were evaluated and compared with those of a commercial UP resin/glass fiber composite. The obtained mechanical properties were in some cases comparable to those obtained for the commercial composite. In addition, between the copolymer matrix and glass fibers, a good compatibility was obtained which was of paramount importance for an efficient reinforcement.
Experimental
Materials
Castor oil (technical grade, 1.96 mg KOH/g; iodine value: 85 mg I2/100 g) was purchased from a local market of Medellín (Colombia). Composition of castor oil was (as fatty acids): ricinoleic acid, 87.9%; C18:0, 1.4%; C18:1, 4.4%; C18:2, 4.6%; C16:0, 12%. Methyl ethyl ketone peroxide (MEKP, Butanox M-50) and cobalt octoate (NL-51P) were supplied by AkzoNobel (Colombia). All reagents were used as received without further purification. A commercial UP resin (general purpose orthophthalic resin) was supplied by Químicos JM (Colombia).
Synthesis of MACOMA
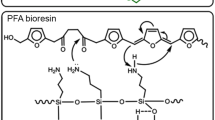
MACOMA was synthesized according to the procedure of Inciarte et al.[20] (Scheme 1a and b). At first, maleated castor oil (MACO) was obtained by the reaction of maleic anhydride and castor oil at 90 °C. Then, MACO was reacted with glycidyl methacrylate at 90 °C for obtaining the unsaturated monomer.

Synthesis and polymerization of MACOMA: a maleinization of castor oil, b methacrylation of maleated castor oil, c homopolymerization/copolymerization of MACOMA
1H NMR: [CDCl3, δ (ppm)]: 6.88 (d,–CH=CH– from fumarate moieties), 6.51–6.27 (d,–CH=CH– from maleate moieties), 6.17 and 5.61 (s, CH2= from methacrylate moieties), 5.47 and 5.29 (m, –CH=CH– from fatty acid chains), 5.23 (m, ‒CH‒ from glycerol backbone), 4.96 (m, CH‒O(CO)‒), 4.35–4.11 (m, ‒CH2‒ from glycerol backbone), 2.43–1.05 (‒CH2‒ from fatty acid chains), 2.02 (m, –CH3 from methacrylate moieties), 0.80 (t, ‒CH3).
Homopolymerization and copolymerization of MACOMA
MACOMA was homopolymerized or alternatively copolymerized with 40 wt% styrene (Scheme 1c). Cobalt octoate (0.5 wt%) and MEKP (1 wt%) were used as catalyst and initiator, respectively. Homopolymerization was conducted at 25 °C for 12 h, while copolymerization was conducted at 25 °C for 4 h. Both materials were post-cured at 70 °C for 2 h and then at 90 °C for 5 h. The homopolymer and copolymer materials were labeled as MACOMA-0 and MACOMA-40, respectively.
Preparation of composites
The MACOMA monomer or the blend of MACOMA/40 wt% styrene were mixed wholly with cobalt octoate (0.5 wt%). Then, MEKP (1 wt%) was added under stirring. The composites were obtained by hand lay-up technique at 20, 30 and 40 wt% glass fiber using a chopped strand mat. Randomly oriented chopped E-glass mat with an average 450 g/m2 and strand diameter of 15 μm was acquired in the local market. The curing and post-curing temperatures were the same followed for MACOMA neat polymers.
Characterizations
1HNMR spectra were recorded using a Bruker Avance III (600 MHz) spectrometer (Germany). Flexural strength and flexural modulus were performed on a universal machine Digimess (Argentina) at a constant speed of 5 mm min–1 (ASTM D790 standard) with specimens of 70 × 18 × 3 mm3 in dimension.
Charpy impact tests were conducted in a Ceast 6545 pendulum equipment (Germany) following the D6110-02 ASTM standard. The dimensions of the specimens were 70 × 18 × 3 mm3 with a notch at the center and they were horizontally mounted up on both ends as a simple beam. The results of mechanical proofs were taken as average of at least five samples.
Dynamic mechanical analyses (DMA) were conducted using a TA DMA 2928 analyzer (USA) in three-point bending geometry. The analyses were conducted at a ramp rate of 3 °C/min on rectangular samples of 20 × 11.4 × 2.8 mm3. The frequency was 1 Hz and the strain was 0.01%. A JSM5910LV microscope (Japan) was used to identify the failure mode of material specimens after impact testing. Specimens were gold coated before scanning electron microscopy (SEM) analyses.
Results and discussion
MACO was methacrylated with GMA to produce MACOMA using TEABr as catalyst. 1H NMR spectrum of MACOMA is shown in Fig. 1. The vinyl protons of methacrylate groups appeared at 5.6 and 6.15 ppm. Hydroxyl groups were formed after addition of epoxide ring of GMA to carboxylic moieties. The signals around 3.5–4.5 ppm were corresponded to CH2 joined to hydroxyl groups.

1H NMR spectrum of MACOMA
Stress–strain curves of the neat polymers and composites are compared in Fig. 2. As shown, the neat polymers did not break during flexural assay. After addition of glass fibers, the stiffness was increased greatly. In addition, the slope of strain–stress curve in the linear region increased with glass fiber content. Glass fiber imparts stiffness to materials because the mobility of the matrix is restricted. The homopolymer composites did not yield, while the copolymer and UP composites broke during flexural test. In comparison to the UP composites, the copolymer composites afforded a considerable extension after the maximum stress point.

Stress–strain curves of composites of a MACOMA-0, b MACOMA-40 and c UP resin at several glass fiber contents
The flexural strength and flexural modulus of the neat polymers and composite materials as a function of glass fibers content are compared in Fig. 3. The neat polymers obtained from MACOMA-0, MACOMA-40 and UP resin afforded a flexural strength of 7.4, 56.3 and 77.6 MPa, respectively. The flexural moduli were 78, 1252 and 3787 MPa, respectively. The flexural modulus and flexural strength increased with glass fiber content by more than threefold. This indicates that stress is transferred effectively at the fiber–matrix interface. The UP composites exhibited the highest values of flexural strength and modulus (320 and 6843 MPa, respectively at 40 wt% glass fiber). The flexural strength and flexural modulus of the reinforced copolymer were 235 and 4694 MPa, respectively at 40 wt% glass fibers. These values were near to those obtained for the reinforced-UP resin. Similar data for reinforced homopolymer were 100 and 2855 MPa, respectively (Fig. 3).

Variations of a flexural strength and b flexural modulus of neat polymers and composite materials as a function of glass fiber content
The differences observed in the stress–strain and flexural assays of the composites can be explained by the differences in the structures of the homopolymer and copolymer (Scheme 1c). The structure of MACOMA resin has three type of double bonds with different reactivities: fatty acid chain, maleate and methacrylate double bonds. Moreover, the double bonds of maleate and fatty acid chains were not prone to homopolymerization while methacrylate double bonds were easily homopolymerized [21]. Therefore, in MACOMA homopolymer, methacrylate moieties polymerized most favorably leaving loose fatty acid chains. These fatty acid chains act as a plasticizer, increasing the free volume in the material and also they impart flexibility to the network. On the other hand, in MACOMA copolymer a more compact network was obtained because styrene would react with maleate, methacrylate and fatty acid chain double bonds [20]. In addition, styrene segments between cross-links imparted rigidity to the network.
The impact strength of neat polymers and composites as a function of glass fiber content is shown in Fig. 4. The impact strength of unreinforced materials was lower than 0.5 kJ/m2. The homopolymer afforded the highest impact strength (0.46 kJ/m2 vs. ~ 0.35 kJ/m2 for the UP and copolymer materials). For all materials, the impact strength increased with the addition of glass fiber. This behavior can be explained considering that the fracture in neat polymer propagates freely [22]. However, the propagation of the fracture in composites required cutting of fibers or pulling them out, which both increased the absorbed energy during the impact experiment [22].

Variations of impact strength of neat polymers and their composites at several glass fiber contents
The homopolymer composites afforded impact strength values of 25–44 kJ/m2 that were very close to the corresponding values obtained for the UP composites (20–51 kJ/m2). The copolymer exhibited the lowest impact values (17–34 kJ/m2). The highest impact strength of the homopolymer materials (neat or reinforced) can be explained by the plasticizing effect of the loose triglyceride structure. It has been reported that incorporation of small amount of tung oil in UP resin improved impact strength by 15% [23]. This was owing to long-chain fatty acid induction of yielding process in the matrix, which increased the energy required for the fracturing of the surface. On the other hand, styrene segments impart brittleness to the composites, which decreased their impact strength.
The storage modulus and tan δ values of the neat polymers and composites as a function of temperature are shown in Fig. 5. The storage modulus of each material decreased due to the increase in the mobility of polymer chains with temperature. The addition of glass fiber increased the storage modulus at room temperature because the segmental motion of matrix was restricted. The improvement was more notorious in the homopolymer, reaching about sevenfold increase with respect to the neat polymer with 40 wt% glass fiber. The corresponding increase in copolymer and UP composites was about three- to fourfold. The UP composite exhibited the highest storage modulus at room temperature (9088 MPa) followed by the copolymer composite (4682 MPa) and homopolymer composite (2000 MPa) evaluated at 40 wt% glass fiber. This trend was similar to that of data obtained during flexural assays and it was explained taking into consideration the presence of triglyceride structure in MACOMA composites, which increased ductility with respect to the commercial resin. However, styrene as comonomer increased the stiffness of the copolymer composites with respect to the homopolymer composites.

Variations of storage modulus and tan delta curves of a, b MACOMA-0, c, d MACOMA-40 and e, f UP resin at several glass fiber contents
At room temperature, the homopolymer and their composites were in the transition region from glassy to rubbery plateau region, according to tan δ curves (Fig. 5). Tan delta peaks decreased in height after increment of glass fiber reinforcement. This behavior was associated with the lowering of damping capacity of material, i.e., decreasing of the ability to dissipate mechanical energy [24]. Besides, tan delta maximum peaks were shifted to higher temperature. The most significant change in tan delta was observed after addition of 20% fiber. At 30% and 40% fiber, the changes were lower due probably to the increase in the agglomeration of fibers in the matrix. Glass transition temperature (Tg) was obtained from the temperature at the peak of tan delta. The Tg value of the neat MACOMA-40 increased to from 68 to 77 °C after addition of 40 wt% glass fiber. The Tg value of the neat UP material increased from 65 to 88 °C with the same fiber load. These changes in Tg indicated the strong interaction between the matrix and fibers as it will be explained latter.
The morphologies of the fracture surfaces of the glass fiber composites subjected to Charpy impact tests are shown in Fig. 6. All surfaces of the matrix in composites exhibited fractures with curved trajectories, suggesting that the path of the crack was tortuous. That is, fiber bundles stopped the original crack nucleated at the specimen notch. In the homopolymer composites a gap was observed between matrix and fiber as well as large protruding fibers and holes due pulling out. These results suggest a weak interaction matrix-fiber in the homopolymer composites. The compatibility of MACOMA homopolymer and glass fiber is low due probably to the hydrophobicity of triglyceride structure. As reported by Henna et al., a poor interface was obtained between glass fibers and polymer matrix using a linseed oil-based monomer [25]. The compatibility of homopolymer with glass fibers could be improved using an appropriate sizing, for instance a silane coupling agent, as demonstrated by Cui and Kessler using the mentioned linseed oil-based monomer [26]. For the copolymer and UP composites, protruding fibers were shorter and a good adhesion was observed between fibers and matrix. It seems that styrene as diluent in both materials allowed better wettability of glass fibers by matrix as it has been reported previously for a vinyl ester resin-glass fiber composite. [27]. Wettability, electrostatic attraction, as well as chemical bonding are factors that influenced the adherence of matrix-fiber [28].

SEM micrographs of composite materials at 30 wt% glass fibers: a, b MACOMA-0, c, d MACOMA-40 and e, f UP resin
In summary, morphology and mechanical properties of composites and neat polymers can be explained taking into consideration the polymer structure and presence of styrene as comonomer. Homopolymer materials (neat or composites) have lower modulus and flexural strength that copolymer and UP materials due to plasticizing effect of fatty acid chains. However, impact properties were higher in homopolymer materials because loose fatty acid chains increased the energy required for fracturing of the surface. Styrene as comonomer in copolymer materials increased rigidity of the materials as was evidenced by flexural and DMA analyses but decreased their impact properties. Styrene also act as diluent in the resins allowing a better interaction of the matrix with glass fibers which improved the flexural properties of the copolymer composites.
Conclusion
Homopolymer and styrene copolymer of MACOMA resin were reinforced with several weight percentages of glass fibers. The properties were compared with a commercial UP resin/glass fiber composite. The addition of glass fibers at 20–40 wt% increased the flexural and impact properties of the composites compared to their neat polymers. The flexural strength and flexural modulus of the copolymer at 40 wt% glass fiber were 235 and 4694 MPa, respectively, which were near to those obtained for the commercial UP resin at the same fiber content, i.e., 320 and 6843 MPa, respectively. The homopolymer afforded impact strength values of 25–44 kJ/m2 that were near to that of the UP composites (i.e., 20–51 kJ/m2). The copolymer exhibited the lowest impact values (i.e., 17–34 kJ/m2). The obtained properties of the neat and reinforced materials can be explained by structural differences of the matrix (homopolymer or copolymer) and the addition of styrene as comonomer. Loose fatty acid chains in homopolymer showed a plasticizing effect on the material, which imparts impact resistance but decreased flexural strength. In the copolymer, a more compact and rigid network was obtained because of the addition of styrene as comonomer, which provided a better flexural strength but, at the same time, the impact properties were low due to rigidity of the styrene segments. A good adhesion was observed between fibers and matrix in the copolymer and UP composites due to the dilution with styrene, which did not occur in the homopolymer composites.
References
Bhatt AT, Gohil PP, Chaudhary V (2018) Primary manufacturing processes for fiber reinforced composites: History, development and future research trends. IOP Conf Ser Mater Sci Eng 330:012107. https://doi.org/10.1088/1757-899X/330/1/012107
Elkhouly HI, Abdel-Magied RK, Aly MF (2019) Date palm seed as suitable filler material in glass-epoxy composites. Iran Polym J 28:65–73. https://doi.org/10.1007/s13726-018-0678-6
Sapuan SM, Aulia HS, Ilyas RA, Atiqah A, Dele-Afolabi TT, Nurazzi MN, Supian ABM, Atikah MSN (2020) Mechanical properties of longitudinal basalt/woven-glass-fiber-reinforced unsaturated polyester-resin hybrid composites. Polymers 12:1–14. https://doi.org/10.3390/polym12102211
Chen RS, Muhammad YH, Ahmad S (2021) Physical, mechanical and environmental stress cracking characteristics of epoxy/glass fiber composites: effect of matrix/fiber modification and fiber loading. Polym Test 96:107088. https://doi.org/10.1016/j.polymertesting.2021.107088
D’Almeida JRM (2006) Analysis of cost and flexural strength performance of natural fiber-polyester composites. Polym Plast Technol Eng 40:205–215. https://doi.org/10.1081/PPT-100000065
Shaker K, Nawab Y, Jabbar M (2020) Bio-composites: eco-friendly substitute of glass fiber composites. Springer Nature, Switzerland
Ogin SL, Brøndsted P, Zangenberg J (2016) Composite materials. In: Talerja R, Varna J (eds) Modeling damage, fatigue and failure of composite materials. Woodhead Publishing, Cambridge
Asenjan MS, Sabet SAR, Nekoomanesh M (2020) Mechanical and high velocity impact performance of a hybrid long carbon/glass fiber/polypropylene thermoplastic composite. Iran Polym J 29:301–307. https://doi.org/10.1007/S13726-020-00794-9
Rasana N, Jayanarayanan K, Ramachandran KI (2020) Experimental, analytical and finite element studies on nano(MWCNT) and hybrid (MWCNT/glass fiber) filler reinforced polypropylene composites. Iran Polym J 29:1071–1085. https://doi.org/10.1007/S13726-020-00862-0
Mousavi Khorasani MA, Sahebian S, Zabett A (2021) Effects of toughened polyester on fatigue behavior of glass fiber reinforced polyester composite for wind turbine blade. Polym Compos 42:70–82. https://doi.org/10.1002/PC.25808
Kandelbauer A, Tondi G, Zaske OC, Goodman SH (2014) Unsaturated polyesters and vinyl esters. In: Dodiuk H, Goodman SH (eds) Handbook of thermoset plastics. William Andrew Publishing, San Diego
Shafiq MD, Ismail H (2021) The effect of epoxidized vegetable oil and phthalic anhydride as compatibilizers on properties of rubber seed shell/polypropylene composites. Iran Polym J 30:547–557. https://doi.org/10.1007/s13726-021-00911-2
O’Dea RM, Willie JA, Epps TH (2020) 100th anniversary of macromolecular science viewpoint: polymers from lignocellulosic biomass. Current challenges and future opportunities. ACS Macro Lett 9:476–493. https://doi.org/10.1021/acsmacrolett.0c00024
Chakraborty I, Chatterjee K (2020) Polymers and composites derived from castor oil as sustainable materials and degradable biomaterials: current status and emerging trends. Biomacromol 21:4639–4662. https://doi.org/10.1021/ACS.BIOMAC.0C01291
Ogunniyi DS (2006) Castor oil: a vital industrial raw material. Bioresour Technol 97:1086–1091. https://doi.org/10.1016/j.biortech.2005.03.028
Chandrashekhara K, Sundararaman S, Flanigan V, Kapila S (2005) Affordable composites using renewable materials. Mater Sci Eng A 412:2–6. https://doi.org/10.1016/j.msea.2005.08.066
Zhang C, Garrison TF, Madbouly SA, Kessler MR (2017) Recent advances in vegetable oil-based polymers and their composites. Prog Polym Sci 71:91–143. https://doi.org/10.1016/j.progpolymsci.2016.12.009
Husić S, Javni I, Petrović ZS (2005) Thermal and mechanical properties of glass reinforced soy-based polyurethane composites. Compos Sci Technol 65:19–25. https://doi.org/10.1016/j.compscitech.2004.05.020
Echeverri DA, Jaramillo F, Rios LA (2015) Curing copolymerization kinetics of styrene with maleated castor oil glycerides obtained from biodiesel-derived crude glycerol. J Appl Polym Sci 132:41344. https://doi.org/10.1002/app.41344
Inciarte HC, Echeverri DA, Rios LA (2018) Synthesis and polymerization of a new highly unsaturated castor oil-based monomer for rigid thermoset materials. J Appl Polym Sci 135:46762. https://doi.org/10.1002/app.46762
Mark JE (2005) Bio-based polymers and composites. Elsevier Science, Amsterdam
Latere Dwan’isa JP, Mohanty AK, Misra M, Drzal LT, Kazemizadeh M (2004) Biobased polyurethane and its composite with glass fiber. J Mater Sci 39:2081–2087. https://doi.org/10.1023/B:JMSC.0000017770.55430.fb
Das K, Ray D, Banerjee C, Bandyopadhyay NR, Mohanty AK, Misra M (2011) Novel materials from unsaturated polyester resin/styrene/tung oil blends with high impact strengths and enhanced mechanical properties. J Appl Polym Sci 119:2174–2182. https://doi.org/10.1002/app.32957
Casado U, Marcovich NE, Aranguren MI, Mosiewicki MA (2009) High-strength composites based on tung oil polyurethane and wood flour: effect of the filler concentration on the mechanical properties. Polym Eng Sci 49:713–721. https://doi.org/10.1002/pen.21315
Henna PH, Kessler MR, Larock RC (2008) Fabrication and properties of vegetable-oil-based glass fiber composites by ring-opening metathesis polymerization. Macromol Mater Eng 293:979–990. https://doi.org/10.1002/mame.200800202
Cui H, Kessler MR (2012) Glass fiber reinforced ROMP-based bio-renewable polymers: enhancement of the interface with silane coupling agents. Compos Sci Technol 72:1264–1272. https://doi.org/10.1016/j.compscitech.2012.04.013
Bénéthuilière T, Duchet-Rumeau J, Gérard J-F, Dubost E, Peyre C (2015) Physico-chemistry of vinylester/glass fiber interfaces used in SMC composites. Proc 20th Int Conf Compos Mater, 19–24 July, Copenhagen, Denmark
Luo W, Wang X, Huang R, Fang P (2014) Interface enhancement of glass fiber/unsaturated polyester resin composites with nano-silica treated using silane coupling agent. Wuhan Univ J Nat Sci 19:34–40. https://doi.org/10.1007/s11859-014-0975-7
Acknowledgements
The authors thank the financial support provided by “Colciencias-Patrimonio Autónomo Fondo Nacional de Financiamiento para la Ciencia, la Tecnología y la Innovación, Francisco José de Caldas” through project 111580863424.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Echeverri, D.A., Inciarte, H.C., Gómez, C.L. et al. Development of glass fiber/unsaturated polyester-like resins based on modified castor oil. Iran Polym J 31, 595–604 (2022). https://doi.org/10.1007/s13726-021-01016-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-021-01016-6