
Abstract
This paper summarizes the experimental investigations for augmented dry sliding property of AA 6063/TiC composite. An in situ metal matrix composite has been prepared with AA 6063 alloy for the matrix and TiC for reinforcement particulates. The fabrication of the composites is done by using potassium titanium fluoride (K2TiF6) and powder of graphite as a mixture for reaction along with molten aluminum alloy at 950 °C. The weight fraction of TiC particulates has been varied in the composites C0, C1, C2, and C3 as 0, 3, 6, and 9%, respectively. Various characterization techniques and tests were conducted to observe the morphological properties of the composites. The composites were categorized into three sets. The first set of the composites is as-cast condition. The composites were heat-treated to form two more sets, namely solutionized and solutionized-aged condition sets. The “pin-on-disk” apparatus is used for conducting the tests, wear analysis, and comparative analysis of the wear for the dry sliding condition. The study indicated a significant enhancement of the resistance to wear by composites with the higher fractions of titanium carbide (TiC) particulates and further enhancement with the heat treatment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Aluminum though extensively used in aerospace applications, owing to their less resistance to wear and lesser strength, limits their potentiality to substitute for the applications in engineering material. Consequently, the composites with discontinuous reinforced particulates were emerged to fit not only for the need in aerospace applications with lower weight and more performance but also in the automobile fields with augmented mechanical properties and resistance to wear [1].
The behavior to wear of particle-reinforced composites with metal matrix has been studied with various ceramic reinforcements as B4C [2], TiB2 [3, 4], Al2O3 [5, 6], SiC [7, 8], TiC [9], and WC [10]. Among these reinforcements, titanium carbide (TiC) has been commonly used in composites of reinforcement with particulates in metal matrix due to its increased hardness, enhanced heat stability, improved electrical and thermal conductivities, good wettability, and resistance to wear. TiC usage in various metal matrix composites to enhance their properties such as aluminum and iron [11,12,13,14,15] is being reported. Various synthesizing techniques [16, 17] have been used in fabricating composite materials with TiC reinforcement, such as powder metallurgy route and in situ melt reaction route. However, in powder metallurgy route, the difficulty of contamination at the surface interfaces has been observed.
It was reported by Peijie et al. [12] that if the composites are prepared with “in situ” technique, then the interatomic bonding between reinforcement and matrix tends to be stronger. Another major advantage of in situ generation is the low raw material cost and low processing costs. Aluminum and titanium carbide composites [15] have been synthesized using in situ casting route with potassium titanium fluoride (K2TiF6) and powder of graphite. However, the synthesis of TiC in aluminum melt has been made by a spontaneous reaction of K2TiF6 and graphite salts. Tyagi [9] has synthesized Al–TiC composite through reaction of SiC and granules of titanium in aluminum melt and studied the influence of TiC reinforcement in aluminum composites on wear resistance. A comparison of wear among various discontinuous reinforced metal matrix composites has been made [18,19,20,21,22,23].
Various synthesis methods and applications in nanomaterials have been published in detail [24,25,26] which may also be considered for the synthesis of the materials in the composites. These applications of composites for various fields have been experimentally studied and published in detail [27,28,29,30]. Further, in recent past few years various composites are experimentally studied and researchers are publishing evident research such as effect of various processing parameters and corrosion behaviors [31,32,33], effect of ultrasonic and high temperatures on microstructures [34,35,36], effect of oxidation resistance and laser irradiation [37,38,39,40,41,42,43], the erosion and corrosion behavior of in situ composites of TiC with aluminum alloys other than AA 6063 [44,45,46], and microstructural studies of TiC and AA 6063 separately [42, 47,48,49]. The total literature is restricted to the studies of either of the materials further if some studies are done with the mentioned combination of the composites but are at higher temperatures. Hence, this study is attempted to conclude exact slide wear behavior of the proposed composite.
It is generally accepted that the following mechanisms contribute to the strengthening of Al MMCs: (1) grain refinement of the metal matrix, (2) load-bearing effect from the hard reinforcement phase by an interfacial shear stress, (3) Orowan dispersion strengthening from the presence of nanometric reinforcement particles or other possible dispersoids in the matrix, and (4) dislocations originating from geometrical constraints, i.e., geometrical necessary dislocations (GNDs), mismatch in coefficients of thermal expansion (CTE) between the matrix and the reinforcement phase (thermal contraction), and plastic deformation during processing [50].
Many of the problems encountered in solidification processing of particulate-reinforced aluminum composites such as more number of manufacturing steps and cost of processing are overcome by an alternative approach which relies upon the in situ formation of TiC particles in aluminum melts. Since TiC particles so generated are thermodynamically stable, the matrix–particle interfaces tend to be clean, free from adsorbed gases, oxide films, and detrimental reaction products and are thus much stronger [15].
Fabrication Techniques for Metal Matrix Composites (MMC) of Aluminum
Any material prepared from either two or more different materials having considerably distinct chemical and/or physical properties is termed as composite material. Any composite material contains three components, viz. reinforcement, matrix, and interface between them. In general, reinforcement is a material which has higher strength and distributed in a certain predetermined orientation in continuous phase of another distinct material called matrix which holds the reinforcements [51].
Moreover, the interfaces between reinforcement and matrix play a vital role in getting the enhanced properties of composite materials. The final properties of any composite always depend on the mechanical and chemical interactions between the reinforcing and matrix materials. Strong interfacial bonding is necessary for MMCs to achieve more load-bearing capacity and stiffness. This bonding nature is strongly affected by various reasons such as wettability, mechanical, chemical, structural, and thermal properties of materials used in the manufacturing of composites. Further, the surfaces of the reinforced materials in the composite and their purity play a very important role in the final property enhancement of the composites [52].
Metal matrix composites can be manufactured broadly in three categories of methods. Various methods that are majorly used are mentioned below [51]:
-
1.
MMC preparation using solid-state methods
-
a.
Blending of powders with consolidation
-
b.
Bonding with diffusion
-
c.
Physical vapor disposition (PVD)
-
a.
-
2.
MMC preparation using liquid-state methods
-
a.
Casing using stirring method
-
b.
Casting using squeezing method
-
c.
Process of infiltration
-
d.
Deposition using spray method
-
a.
-
3.
MMC preparation using in situ methods
The selection of the method or technique for the preparation of the composites would be based on various factors including the materials used for the composite and several properties that are required to be enhanced for a particular application. Each technique has its own distinct advantages and disadvantages. Brief comparison is presented in Table 1
To achieve high mechanical, physical, and thermal properties, the aluminum composites are majorly formed in “discontinuously reinforced Al alloy composites (DRACs)” due to the good combination of ceramic and metallic nature of the aluminum alloy. Traditionally, the DRACs are fabricated using various methods and techniques which are ex situ such as powder blending techniques, casting, spray deposition, infiltration, and vortex. But these techniques have the following significant disadvantages [52]:
-
1.
Achieving the optimal mechanical properties is very difficult.
-
2.
As the reinforced particles are prepared separate, their surfaces are contaminated during the process of manufacturing.
-
3.
The interfacial incompatibility due to the impure surfaces of the reinforcements.
-
4.
Consequently weak interface bonding and failure during the service.
-
5.
Thermodynamic instability of reinforced particles with the metal matrix.
-
6.
Chemical reaction at the interfaces when used at high temperatures leading to weak bonds.
-
7.
Cost of the DRACs using conventional techniques is very high due to the equipment for the preparation of small-sized reinforced particles, surface treatment and skilled control, and monitoring of the stepwise processes.
Hence, in situ process for the fabrication can be adopted for the following advantages [52]
-
1.
Due to the economical favorability as the process is simple and requires very less cost equipment.
-
2.
Fabrication through chemical reactions.
-
3.
Enhanced properties.
-
4.
Thermodynamically stable reinforcement in matrix.
-
5.
Non-occurrence of harmful interfacial reactions.
-
6.
Surface purity, strong bonding, and better compatibility of the reinforced particles with metal matrix.
-
7.
Enhanced mechanical properties due to homogeneous distribution and fine size of reinforced particles.
Having the above-mentioned advantages in situ method of preparing or fabricating the composites is very much suited to prepare the proposed composite with AA6063 with TiC as the cost of the materials is obviously high, but the in situ process is simple and requires less equipment and thereby economical when compared with the cost incurred in the traditional processes due to their complexity and equipment needed [54].
In the present work, AA 6063 metal matrix composite has been synthesized with TiC as reinforcement through in situ casting route. The synthesis of TiC has been done through a spontaneous reaction between K2TiF6 and graphite powders in aluminum alloy melt. The wear analysis of three variations, one as-cast set and other two heat-treated composites, namely solutionized and solutionized-aged condition sets, has been carried out using the “pin-on-disk” experimentation for resistance to wear at dry sliding condition.
Experimental Details
Casting and Heat treatment
The AA 6063 alloy that inherits good machinability, formability, weldabilty, and medium strength emerged as the best candidature to form the matrix of the in situ composite comprising titanium carbide (TiC) as reinforcement. The nominal composition of AA 6063 alloy is provided in Table 2. TiC particulates are formed using alkaline salt K2TiF6 and graphite powder. The TiC particulate fractions have been changed by varying the mass and added in the aluminum alloy in molten state. The mass of chemicals to be added in the melt had been calculated as per the stoichiometric ratio to form composites C0 (Al6063-0 wt.% TiC), C1 (Al6063-3 wt.% TiC), C2 (Al6063-6 wt.% TiC), and C3 (Al6063-9 wt.% TiC). The weight of chemicals added in different composites is shown in Table 3.
In order to prepare the above-mentioned composites, the chemicals, namely K2TiF6 and graphite, were carefully weighed as calculated earlier and mixed thoroughly. Then, the weighed AA 6063 alloy was loaded in a silica crucible to heat in the furnace as shown in Fig. 1.

Schematic diagram of the apparatus for fabricating in situ Al–TiC composites
Thus, the prepared mixture of the chemicals was added in the AA 6063 alloy melt maintained at the temperature of 950 °C for 30 min inside the furnace for the in situ development of TiC particulates. Birol [15] reported the importance of temperature range from 900 to 1100 °C in order to synthesize TiC particulates from K2TiF6 and graphite powders. A vigorous exothermic reaction was started due to the addition of chemicals into the melt of AA 6063. The mixture was stirred in the crucible after the interval of 10 min. The progress of TiC formation is as follows [15];
Finally, the molten state mixture is carefully taken into a preheated cast iron mold to the temperature of 300 °C.
After preparing the composites with this casting process, viz. AA 6063–wTiC (where w = the wt.% of 0, 3, 6 & 9), the cast blocks were subjected to two different heat treatments. Thus, three sets of composites were prepared on the basis of their condition. The first set of composites was not heat-treated and remained in the condition of “as-cast set.” The solutionized composites at 530 °C for 1 h quenched in water are taken as the second set. The same solutionized composite with an aging at 175 °C for 8 h is taken as the third set. The X-ray diffraction analyses (XRD) for composites with varying TiC contents in as-cast condition were carried out.
TiC particles form in increasing numbers with increasing reaction temperatures when Ti is introduced into molten aluminum in the form of a halide salt, together with graphite. Al3Ti forms as soon as the K2TiF6, and graphite mixture is added to the melt. Al3Ti particles which precipitate out dissolve in the melt with increasing temperatures and with time. The reaction between the graphite particles and the solute Ti is promoted once the graphite particles are incorporated into the melt. The solute Ti reacts with carbon to produce TiC particles owing to the improved wetting of the graphite particles. While the dissolution of the aluminides is also of help in this regard, the improved incorporation of the graphite particles into the melt is largely linked with KAlF4 and K3AlF6. These fluxing agents generated by reaction (1) clean the particle surfaces and remove the oxide layer from the surface of the melt. The reaction between the graphite particles and the solute Ti is promoted once the former are incorporated into the melt [15].
Sliding Wear Test
In the method of “pin-on-disk” apparatus, a disk was rotated and a stationary pin was kept in contact with disk using counterweight on pin causing sliding motion of the disk relative to the pin. In the present work, three varieties of pins with 10 mm and 25 mm diameter and length, respectively, were manufactured from the composite sets, namely as-cast set, solutionized set, and solutionized-aged set, and each set of composites with varying volume fractions of the TiC particulates and named as C0, C1, C2, and C3. One set was solutionized, and another set was aged after solutionizing to identify the aging effect on resistance to wear of the composites at room temperature. High-carbon–high-chromium steel (D2 steel) rotating disk is used which has 82, 12 mm, Ra 0.17 µm, and 230 HV diameter, thickness, value of surface roughness and the hardness, respectively. The pin and disk surfaces were ground, and acetone was used for cleaning to achieve proper flat contact. The experimental investigations were carried out by considering the parameters of fixed sliding wear as indicated in Table 4.
The experiments were carried out at constant speed of sliding by fixing the angular speed and track diameter of the disk. To calculate the loss due to wear of the composites, the pins were weighed before and after the conduction of the experimental tests with digital balance 1 mg accuracy. The relative motion of the disk while rotation causes application of a frictional torque on the pin that is hold by a movable arm which was rested against the apparatus frame. A load cell mounted on fixed frame which is being touched the movable arm measures the frictional torque as shown in Fig. 2. With the help of continuous data of frictional torque generated during the experiment, the frictional coefficient was calculated. The loss of volume for each set of pins of the composites is calculated using the measured data related to loss of weight. The Archimedes principle is used to determine the corresponding densities for the conversion, and they are 2700 kg/m3 for C0 AA 6063, 2767 kg/m3 for C1 in situ composite, 2834 kg/m3 for C2 in situ composite, and 2900 kg/m3 for C3 in situ composite.

“Pin-on-disk” apparatus for conduction wear tests
Experimental Results
Optical Microscopy Analysis
The optical microscopy is majorly aimed to ensure the TiC particulates as per the aimed weight and volume fractions. Figure 3 shows the micrographs of the prepared composites with varied weight fractions C0, C1, C2, and C3 of solutionized set.

Images for solutionized set of AA 6063-TiC using optical microscopy with varying weight %s (a) C0, (b) C1, (c) C2, and (d) C3
The optical microscopic images emphasize the reinforcement of TiC particles and increase in the size and volume of the particles as the weight percentage increases.
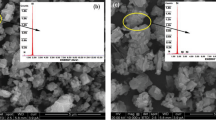
Morphological Investigations Using Scanning Electron Microscopy
As morphology investigations play an important role in identifying the reinforcement of the composites, investigations were carried out using “scanning electron microscope (SEM).” The samples were prepared using Ringer’s solution as etchant. Figures 4, 5, and 6 indicate clearly the reinforcement of TiC particles but with irregular shapes in the composites C1, C2, and C3, respectively. Even though some islands of TiC clusters were observed in AA 6063 alloy matrix, the dispersion of TiC seems to be uniform throughout the matrix. EDAX analysis (Fig. 7) has shown the presence of titanium and carbon of TiC particles. The difference in density between the TiC particle and the aluminum matrix plays critical part during solidification. The in situ method produces particles of very fine size. The fine size is a result of high nucleation rate of in situ particles. The fine size particles remain in suspension for a longer duration in the aluminum melt without settling at the bottom of the crucible. The sinking rate is insignificant. As TiC particles are formed by the in situ reaction, the molten aluminum spreads on the surface of the TiC particle in order to wet it. This wetting action retards the free movement of TiC particle within the melt. Thus, a homogeneous distribution is achieved. The familiar defects such as porosity, shrinkages, or slag inclusion are absent in the micrographs in Figs. 4, 5, and 6 which demonstrates the quality and hence assumed to be homogeneous. Density of the samples was determined by rule of mixtures. The density of the composites enhances with the increase in reinforcement content in the composites. Three sets of 10 measurements each were carried out. On average, the density of 3.178 ± 0.002 g/cm3 was achieved in the calculations.

Composite with 3% TiC

Composite with 6% TiC

Composite with 9% TiC

(a) HRSEM image of the composite with 9% TiC. (b) Corresponding EDAX result
Images were processed using Scion Image version Beta 4.0.2 (Scion Corporation, Frederick, MD), and particle sizes were measured. The mean grain size of the grains which are equiaxed is observed to be 90 µm. The distribution of size of TiC particles is shown in Figs. 8, 9, and 10. The increase in the size of the mean particle with increasing volume fraction of TiC particles in the composites is evident from Fig. 11 which is due to higher kinetics of the reaction nearer to TiC nuclei while formation.

Reinforcement particle size distribution in AA 6063-3 wt.% TiC in situ composite

Reinforcement particle size distribution in AA 6063-6 wt.% TiC in situ composite

Reinforcement particle size distribution in AA 6063-9 wt.% TiC in situ composite

Mean particle size of TiC in AA 6063-TiC in situ composite
XRD Analysis
The cross section of the composites with various weight fractions mentioned as C0, C1, C2, and C3 is analyzed with the “X-ray diffraction (XRD),” and the corresponding patterns are presented in Fig. 12. All the peaks are identified as arising from three phases, namely, Al-based phase, TiC, and Al3Ti. Further, it was clearly evident that the increase in the weight fractions of TiC enhances the formations of TiC and Al3Ti as observed by the highest corresponding peaks.

XRD peak profile image for the composites
From the XRD peak profile analysis, the area under the peak was measured and the relative fractions of reinforced TiC particulates were determined for composites C1, C2, and C3. The corresponding volume fractions were calculated and found to be 2.85, 4.20, and 7.25%. These reduced fractions are attributed to the melting losses, as against the targeted values.
Microhardness Analysis
“Vickers hardness tester (Zwick)” is used to find the microhardness of the composites under a load of 0.5 kg and is tabulated in Table 5.
The following observations are made from Table 5.
-
1.
Higher the wt.% of TiC, higher the hardness value. This is due to the improvement in the hard phase volume fraction.
-
2.
The solutionized set of composites exhibited a better hardness value to that of as-cast set. The reason may be associated with homogenization of the entire microstructure during solutionizing heat treatment.
-
3.
The solutionized-aged set of composites exhibited an improved and higher hardness to the other two sets. This can be attributed to the formation of fine Mg2Si precipitates from AA 6063 matrix.
Wear Analysis
The decrease in the volume because of the wear at a fixed load per unit distance of sliding is the rate of the wear. Calculations from the data of volume loss are used for finding the rate of the wear and plotted against varying the wt.% of reinforcement as presented in Fig. 13.

Wear rate variation with the wt.% of TiC particle reinforcement
The plot envisages that the increase of wt.% of the TiC reinforcement in AA 6063 alloy matrix decreases the rate of wear for the composite. The wear rate decreased sharply during the initial stage for the case of as-cast condition compared with that of solutionized condition. Further, the decrease in the rate of wear slowed down in the case of solutionized and aged condition compared with other two conditions, namely as-cast and solutionized. The initial increase in wear rate in 0% TiC composite C0, particularly during the as-cast condition is due to inhomogeneity in as-cast structure exhibited by the alloy of AA 6063. This is due to the oxide layer formation during the test which is in line with the observations of Tyagi [9]. From here, the linear decrease in the rate of wear due to the increase in wt.% of TiC can be observed and this decrease in wear rate is not only because of the increase in fraction of TiC particles but also the high hardness of TiC particles and better bonding at the surface interfaces formed during in situ synthesis. Also, the wear properties were found to improve with aging after solutionizing heat treatment as shown in Fig. 13. In the case of solutionized and aged condition, the lowest wear rate was observed due to precipitation hardening.
Figure 14 shows an increase in wear resistance due to increasing reinforcement wt.% of the composites. Especially, sharp increase in resistance to wear of the composite C3 in solutionized and aged condition was observed due to the formation of precipitation hardening and the reinforcement of TiC particles to AA 6063 alloy matrix. Thus, the composite C3 exhibited more load-bearing capacity and the frictional load was distributed to a greater extent on TiC particles. This distributed load could have resulted in less wear of the composite.

Variation of wear resistance with respect to the wt.% of the TiC particle reinforcement
The fraction of applied load to frictional load is the coefficient of friction. The applied load was made constant for all the experiments as 9.8 N. Figure 15 shows the plot between coefficient of friction variations with corresponding weight percentages of TiC particles in the composite. It infers that the coefficient of friction is decreased with the increase in the wt.% of TiC reinforcement. It implies that a reduction in frictional force was observed with an increasing percentage of TiC reinforcement particles because of more amount of hard particles. This may be attributed to the presence of carbon due to graphite which adds to the lubrication phenomena and reduces the frictional force. Further, it is evident that frictional force gets distributed because of the increased TiC reinforcement which causes less wear. Also, the solutionized and aged heat treatment increased the wear resistance compared with as-cast and solutionized composites. This can be due to the fact that the aging heat treatment leads to an increased hardness value due to the formation of intermetallic formed precipitates. Another reason may be due to the formation of strong and clean interfacial bond between the AA 6063 alloy matrix and TiC particles.

Coefficient of friction variation with respect to the wt.% of the TiC particle reinforcement
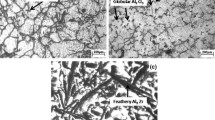
From Fig. 16, which shows the worn-out surface of composite C0 with solutionized condition, it was observed that there were grooves and delaminated layers formed by the sliding wear on the surface. The prime mechanism of the wear producing such surface should be due to abrasive in nature. In this, the surface projections or asperities of two surfaces came in contact due to sliding. The sliding action and the high local pressure produced the heat generation and caused the weldment and the interlocking among the asperities. Further motion produced a plastic deformation and broke these bondings. These broken particles became the third body and caused three-body abrasion. This wear from the third body produced grooves and ridges in the unreinforced aluminum alloy deformed plastically without much resistance. Figures 17, 18, and 19 show the worn-out surface of C1, C2, and C3 composites.

SEM image showing the worn-out surface of AA 6063 (0% TiC) of solutionized condition

Worn-out surface of AA 6063-3 wt.% TiC composite of solutionized condition

Worn-out surface of AA 6063-6 wt.% TiC composite of solutionized condition

Worn-out surface of AA 6063 alloy 9% TiC composite of solutionized condition
The investigations of the composites’ worn-out surfaces at higher magnification level revealed the difference among the ridges and grooves formed inline with the wear track or direction of sliding. The grooves formed in unreinforced alloy seemed to be deeper and more in number as compared to the composites shown in Fig. 16. Figure 17 shows the groove formed in AA 6063–TiC with 3 wt.% reinforcement at high magnification level. The plastic deformation causing generation of cracks is quite clear on the edge of the groove generated. Also, the micropits can be seen. The SEM images in Figs. 16, 17 and 18 show smooth wear of the unreinforced alloy, whereas in composites C1, C2, and C3 there is more wear debris of transfer layer and pits and crater formed by severe delamination of the matrix metal. Also, the fracture of particles and transverse cracks is visible in Fig. 18 of composite C3.
Conclusions
The present morphological investigations and wear analysis lead to the conclusions presented below
-
A very easy and simple melt reaction synthesis which is cost-effective can be used to generate TiC particulates (K2TiF6/C) as reinforcement in an AA 6063 alloy matrix.
-
The optical micrographs, SEM, and microhardness testing results indicated the presence of TiC particles which have been proved by XRD and EDAX analyses and hence the feasibility of the composite.
-
Sliding wear test results clearly showed the reduction in the rate of wear due to an increased reinforcement particulate weight fraction in the composites. Also, the wear rate is the least for samples of solutionized-aged set due to the formation of high hardness and precipitation and the highest for as-cast condition.
-
The impact of the reinforcement on resistance to wear of composite is highest for 9 wt.% of TiC reinforcement for solutionized and aged condition.
-
Linear decrease in “coefficient of friction” due to weight percentage increase in TiC reinforcement is observed, whereas the highest coefficient is exhibited for as-cast set of AA 6063/TiC composite and minimum for solutionized-aged set.
-
The predominant wear mechanism is due to sliding in which the two-body and the three-body abrasion together played a major role.
Change history
24 March 2023
This article has been retracted. Please see the Retraction Notice for more detail: https://doi.org/10.1007/s13632-023-00941-7
References
S.L. Donaldson, D.B. Miracle, A.S.M. Handbook, Composites, vol. 21 (ASM International, Metals Park, 2001)
D. Jianxin, S. Junlong, Microstructure and mechanical properties of hot-pressed B4C/TiC/Mo ceramic composites. Ceram. Int. 39, 771–778 (2009)
S. Natarajan, R. Narayanasamy, S.P. Kumaresh Babu, G. Dinesh, B. Anil Kumar, K. Sivaprasad, Sliding wear behavior of Al 6063/TiB2 in situ composites at elevated temperatures. Mater. Des. 30, 2521–2531 (2008)
K.L. Tee, L. Lu, M.O. Lai, Wear performance of in situ Al–TiB2 composite. Wear 240, 59–64 (2000)
P.C. Maity, P.N. Chakraborty, S.C. Panigrahi, Processing and properties of Al–Al203 (TiO2) in situ particle composite. J. Mater. Process. Technol. 68, 132–155 (1997)
L.M. Peng, Z. Li, H. Li, J.H. Wang, M. Gong, Microstructural characterization and mechanical properties of TiAl–Al2Ti4C2–Al2O3–TiC in situ composites by hot-press-aided reaction synthesis. J. Alloys Compd. 414, 100–106 (2006)
M. Muratoglu, M. Aksoy, The effects of temperature on wear behaviours of Al–Cu alloy and Al–Cu:SiC composite. Mater. Sci. Eng. A 282, 91–99 (2000)
S. Basavarajappa, G. Chandramohan, R. Subramanian, A. Chandrasekar, Dry sliding wear behaviour of Al 2219/SiC metal matrix composites. Mater. Sci. Pol. 24, 357–366 (2006)
R. Tyagi, Synthesis and tribological characterization of in situ cast Al–TiC composites. Wear 259, 569–576 (2005)
A. Daoud, M.T. Abou-Elkhair, P. Rohatgi, Wear and friction behavior of near eutectic Al–Si + ZrO2 or WC particle composites. Compos. Sci. Technol. 64, 1029–1040 (2004)
W.H. Jiang, G.H. Song, X.L. Han, C.L. He, H.C. Ru, Synthesis of TiC/Al composites in liquid aluminium. Mater. Lett. 32, 63–65 (1997)
P. Li, E.G. Kandalova, V.I. Nikitin, In situ synthesis of Al–TiC in aluminium melt. Mater. Lett. 59, 2545–2548 (2005)
W. Jing, W. Yisan, In situ production of Fe–TiC composite. Mater. Lett. 61, 4393–4395 (2007)
K. Feng, Y. Yang, B. Shen, L. Guo, In situ synthesis of TiC/Fe composites by reaction casting. Mater. Des. 26, 37–40 (2005)
Y. Birol, In situ synthesis of Al–TiCp composites by reacting K2TiF6 and particulate graphite in molten aluminium. J. Alloys Compd. 454, 110–117 (2008)
S. Sheibani, M.F. Najafbadi, In situ fabrication of Al–TiC metal matrix composites by reactive slag process. Mater. Des. 28, 2373–2378 (2007)
B. Ralph, H.C. Luen, W.B. Lee, The processing of metal matrix composites an overview. J. Mater. Process. Technol. 63, 339–353 (1997)
A. Mandal, M. Chakraborty, B.S. Murty, Effect of TiB2 particles on sliding wear behaviour of Al–4Cu alloy. Wear 262, 160–166 (2007)
H. Arik, Y. Ozcatalbas, M. Turker, Dry sliding wear behavior of in situ Al–Al4C3 metal matrix composite produced by mechanical alloying technique. Mater. Des. 27, 799–804 (2006)
A. Mandal, M. Chakraborty, B.S. Murty, Aging behavior of A356 alloy reinforced with in situ formed TiB2 particles. Mater. Sci. Eng. 489, 220–226 (2008)
M. Zhao, G. Wu, L. Jiang, Z. Dou, Friction and wear properties of TiB2/Al composite. Compos. Part A 37, 1916–1921 (2006)
M. Roy, B. Venkataraman, V.V. Bhanuprasad, Y.R. Mahajan, G. Sundararajan, The effect of particulate reinforcement on the sliding wear behaviour of aluminium matrix composites. Metall. Trans. A 23, 2833–2847 (1992)
A.P. Sannino, H.J. Rack, Dry sliding wear of discontinuously reinforced aluminum composites: review and discussion. Wear 189, 1–19 (1995)
V. Srinivas, C.H.V.K.N.S.N. Moorthy, V. Dedeepya, P.A. Thompson, Water based nanofluids for automotive applications. J. Mech. Sci. Technol. Korean Soc. Mech. Eng. 29(8), 3417–3426 (2015)
C.V.K.N.S.N. Moorthy, V. Srinivas, Corrosion and heat transfer characteristics of water dispersed with carboxylate additives and multi-walled carbon nano tubes. J. Inst. Eng. Ser. C 97(4), 569–577 (2016)
V. Srinivas, C. Moorthy, V. Dedeepya, P.V. Manikanta, V. Satish, Nanofluids with CNTs for automotive applications. J. Heat Mass Transf. 52(4), 701–712 (2016)
C.H.V.K.N.S.N. Moorthy, V. Srinivas, Discretization analysis of a composite GFRP cylinder. Int. J. Eng. Technol. 7(4), 277–279 (2018)
A.K. Kumar, V. Srinivas, C.V.K.N.S.N. Murthy, Modelling and performance analysis of aero piston engine. J. Adv. Res. Dyn. Control Syst. 10(7), 344–348 (2018)
M. Ashok Kumar, K. Deepak, C.V.K.N.S.N. Moorthy, B. Subramanyam, Influence of fiber orientation on the properties of composites. Int. J. Mech. Prod. Eng. Res. Dev. 8(1), 487–494 (2018)
C.H.V.K.N.S.N. Moorthy, V. Srinivas, Stress analysis of domestic composite LPG cylinder using classical lamination theory (CLT). Int. J. Eng. Technol. 7(4), 68–70 (2018)
H. Zhao, Q. Pan, Q. Qin, W. Yujiao, S. Xiangdong, Effect of the processing parameters of friction stir processing on the microstructure and mechanical properties of 6063 aluminum alloy. Mater. Sci. Eng. A 751(28), 70–79 (2019)
K. Vineeth Kumar, L. Jayahari, Study of mechanical properties and wear behaviour of aluminium 6063 matrix composites reinforced with steel machining chips. Mater. Today Proc. 5(9), 20285–22029 (2018)
P. Deepa, R. Padmalatha, Corrosion behaviour of 6063 aluminium alloy in acidic and in alkaline media. Arab. J. Chem. 10(Supplement 2), s2234–s2244 (2017)
H. Zhu, F. Qin, H. Chen, Effect of ultrasonic temperature and output power on microstructure and mechanical properties of as-cast 6063 aluminum alloy. J. Alloys Compd. 777(10), 1025–1029 (2019)
L.R. Zeng, Z.M. Song, X.M. Wu, C.H. Li, G.P. Zhang, Room temperature workability of 6063 alloy for fitting clamps of overhead conductor lines. Mater. Des. 65, 187–192 (2015)
C.L. Gan, K.H. Zheng, W.J. Qi, M.J. Wang, Constitutive equations for high temperature flow stress prediction of 6063 Al alloy considering compensation of strain. Trans. Nonferrous Met. Soc. China 24(11), 3486–3491 (2014)
Q. Qi, L. Wang, Y. Liu, Z. Huang, Effect of TiC particles size on the oxidation resistance of TiC/hastelloy composites applied for intermediate temperature solid oxide fuel cell interconnects. J. Alloys Compd. 778(25), 811–817 (2019)
X. He, R.G. Song, D.J. Kong, Effects of TiC on the microstructure and properties of TiC/TiAl composite coating prepared by laser cladding. Opt. Laser Technol. 112(15), 339–348 (2019)
Q. Hou, X. Ma, L. Rongcheng, W. Wang, Z. Huang, Microstructure and laser irradiation characteristics of TiC-free and TiC-doped tungsten-based coatings prepared by supersonic atmospheric plasma spraying. Surf. Coat. Technol. 358(25), 796–805 (2019)
F. Saba, S.A. Sajjadi, M. Haddad-Sabzevar, F. Zhang, TiC-modified carbon nanotubes, TiC nanotubes and TiC nanorods: synthesis and characterization. Ceram. Int. 44(7), 7949–7954 (2018)
S.K. Josyula, S.K.R. Narala, Study of TiC particle distribution in Al-MMCs using finite element modeling. Int. J. Mech. Sci. 141, 341–358 (2018)
S. Ajay Kumar, A. Prabhu Kumar, B. Balu Naik, B. Ravi, Production and investigation on mechanical properties of TiC reinforced Al7075 MMC. Mater. Today Proc. 5(9), 17924–17929 (2018)
E. Wang, T. Gao, J. Nie, X. Liu, Grain refinement limit and mechanical properties of 6063 alloy inoculated by Al–Ti–C (B) master alloys. J. Alloys Compd. 594(5), 7–11 (2014)
G.S.P. Kumar, P.G. Koppad, R. Keshavamurthy, M. Alipour, Microstructure and mechanical behaviour of in situ fabricated AA6061–TiC metal matrix composites. Arch. Civil Mech. Eng. 17(3), 535–544 (2017)
S. Aribo, A. Fakorede, O. Ige, P. Olubambi, Erosion-corrosion behaviour of aluminum alloy 6063 hybrid composite. Wear 376–377, 608–614 (2017)
C.S. Ramesh, A. Ahamed, B.H. Channabasappa, R. Keshavamurth, Development of Al 6063–TiB2 in situ composites. Mater. Des. 31(4), 2230–2236 (2010)
M. Hadian, H. Shahrajabian, M. Rafiei, Mechanical properties and microstructure of Al/(TiC + TiB2) composite fabricated by spark plasma sintering. Ceram. Int. 45, 12088–12092 (2019)
K. Kasraee, M. Yousefpour, S.A. Tayebifard, Microstructure and mechanical properties of an ultrafine grained Ti5Si3–TiC composite fabricated by spark plasma sintering. Adv. Powder Technol. 30, 992–998 (2019)
E. Tejado, A. Martin, J.Y. Pastor, Effect of Ti and TiC alloyants on the mechanical properties of W-based armour materials. J. Nucl. Mater. 514, 238–246 (2019)
K. Ma, E.J. Lavernia, J.M. Schoenung, Particulate reinforced aluminum alloy matrix composites—a review on the effect of microconstituents. Rev. Adv. Mater. Sci 48, 91–104 (2017)
C. Saravanan, K. Subramanian, D.B. Sivakumar, M. Sathyanandhan, R. Sankara Narayanan, Fabrication of aluminium metal matrix composite—a review. JCHPS Spec. Issue 7, 82–87 (2015)
R.N. Rai, S.C. Saha, G.L. Datt, M. Chakraborty, Studies on synthesis of in situ Al–TiC metal matrix composites. IOP Conf. Ser. Mater. Sci. Eng. 117, 012042 (2016)
P.S. Bains, S.S. Sidhu, H.S. Payal, Fabrication and machining of metal matrix composites: a review. Mater. Manuf. Process. 0, 1–21 (2015)
Q. Zheng, R.G. Reddy, In-Situ Processing of Al Alloy Matrix Composites, Affordable Metal-Matrix Composites For High Performance Applications, ed by A.B. Pandey, K.L. Kendig, T.J. Watson, Session IV: Processing Of Metal Matrix Composites II, pp. 199–210
Acknowledgements
Authors wish to express sincere gratitude to the Department of Science and Technology (DST), Government of India for funding Institute of Aeronautical Engineering under “Fund for Improvement of S&T infrastructure in universities & higher educational institutions (FIST)” scheme – sanction letter No. SR/FST/College-028/2017 dated 16-01-2018 & Dr. L V Narashimha Prasad, principal & PI, which paved a great way in executing the present work by utilizing the infrastructure purchased under the same. Further, the research team led by Dr. CH V K N S N Moorthy wish to extend thanks to the collaborators from University of Malaya for having a memorandum of understanding for research collaboration, which laid a great foundation in publishing this research work with complete results, discussions and inferences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article has been retracted. Please see the retraction notice for more detail: https://doi.org/10.1007/s13632-023-00941-7"
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Moorthy, C.V.K.N.S.N., Kumar, G.N., Srinivas, V. et al. RETRACTED ARTICLE: Metallography, Microstructure, and Wear Analysis of AA 6063/TiC Composites for Augmented Dry Sliding Property at Room Temperature. Metallogr. Microstruct. Anal. 9, 140–151 (2020). https://doi.org/10.1007/s13632-020-00625-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-020-00625-6