
Abstract
The present study focuses on the utilization of discarded banana bunch stalks (BBS), a readily available lignocellulosic biomass after banana harvesting. The primary objective is to produce biodegradable foam plate (BFP) from various proportions of BBS powder (20–80%) and corn starch (CS) (20–80%) and constant ratio of guar gum (GG). The production process involves thermo-pressing, flat expansion, and baking at 250 °C using a circular-shaped double heat pan press molder. Physicochemical, functional, and mechanical tests revealed the significant impact of BBS addition on foam plate properties. Results showed that foam plate produced from 60% BBS and 40% CS had optimal properties with a maximum tensile strength (6.5 ± 0.5 MPa) and tensile strain at break (4.9 ± 0.5%), whereas minimal moisture content is 10.00 ± 0.37%, water absorption capacity is 25%, and total soluble matter is 18%. To enhance hydrophobicity of the plates, a layer of beeswax coating was applied to the foam plate using a dipping method. The water contact angle of coated foam plate (117°±2) was significantly higher than that of uncoated foam plate (90°±2), indicating excellent water repellence. Moreover, biodegradation of these foam plates was observed in sand and soil mediums over a 5-week period upon microbial attack. A storage test was performed for the storage of sponge cake over 6 days. The moisture content of the foam plates increased with a decrease in cake moisture observed. The flexural properties of foam plates decreased over this period, accompanied by visual observations of microbial growth in cake samples. Consequently, the developed foam plates are recommended for serving dry foods and foods with low moisture content rather than packaging of foods for long-term storage.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Consumer lifestyles are intricately connected with the burgeoning food and beverage industries, significantly influenced by the global prevalence of petroleum-based polymer packaging materials [1, 2]. The industrial production of single-use plastics and foam-based packaging materials, derived from polyethylene (PE), polystyrene (PS), and polypropylene (PP), is driven by their attributes such as low density, excellent impact resistance, moisture resistance, effective thermal insulation, and cost-effectiveness. Nevertheless, these synthetic materials, which resist natural degradation and accumulate in landfills, pose severe threats to natural ecosystems. The persistence of plastic materials in the environment results in a protracted breakdown process into smaller particles that pose risks to human health as well as terrestrial and aquatic life over the long term [3,4,5]. Foam prepared from starch offers complete biodegradability across diverse environmental conditions, presenting a solution to address issues associated with polystyrene foam [6, 7]. However, starch foam exhibits poor mechanical and water resistance properties. Addressing these shortcomings is imperative to improve the overall quality of starch foams and potentially expand their range of uses [8].
In recent studies, the properties of starch foams have been improved by using lignocellulosic waste fibers from crops, fruits, and vegetables such as bamboo [9], banana [10], kenaf [11], rice husk [12], and water hyacinth [13] for creating biodegradable packaging materials. These efforts involve combining various natural agro-waste fibers with starch to produce biodegradable cutlery which presents a more environmentally viable option compared to conventional non-degradable expanded polystyrene (EPS) [14]. As an example, the addition of grape stalks to the cassava starch foam had improved the mechanical properties and enhanced moisture resistance [6]. The addition of oat fiber and xanthan gum as a plasticizer and blowing agent to the potato starch foam exhibited superior mechanical properties [15]. Furthermore, the addition of peanut skin residue to cassava starch foam by thermal expansion showed a decrease in water absorption capacity (WAC) compared to cassava starch foam [16]. The addition of rice husk (60% w/v) as a filler to the cassava starch-based biodegradable foam produced by thermal expansion process improved mechanical properties and reduced density and WAC compared to starch foams [17]. In a recent development, a blend of pine needles and paddy straw biomass in a 1:1 ratio was mixed with a combination of blending agents, including carboxyl methyl cellulose, potato starch, and gum acacia, to create biodegradable tableware. Additionally, a layer of polylactic acid (PLA) was applied to the tableware to impart antimicrobial properties, mechanical stiffness, and rigidity [18].
Banana bunch stalk (BBS) represents one of the most available biomasses derived from banana horticultural crops. Banana (Musa paradisiaca) ranks as the second most produced fruit crop globally, following citrus, contributing to about 16% of the global fruit production. India holds the top position as the largest producer of bananas, accounting for 27% of total banana production [19]. The bunch stalk, comprising lignocellulosic biomass, is typically left after banana harvesting, representing 30–40% of the total mass. Banana stalk primarily consists of insoluble fibers like cellulose (60–65%), hemicellulose (6–19%), lignin (21–23%), and minor extractives [20]. Disposed stalks, when dumped into landfills or burnt openly, contribute to dust and dirt, impacting human health and the environment [21]. Traditionally, discarded banana bunch stalks find utility in pulp processing and paper manufacturing due to their economic benefits [22]. Several studies have identified banana bunch stalk as a reinforcing material in fiber biocomposites [23,24,25]. Hence, effective managing of this resource to produce biodegradable starch-based food packaging materials is an alternative to bioplastics. Thermo-pressing of the BBS is critical, requiring a binding agent due to its cementing nature and fibrous composition. Transforming non-baking BBS fiber (lignocellulose material) into a baking foam involves the addition of starch and guar gum was needed to prevent the starch in the suspension from settling [6, 16]. Despite extensive prior research on starch foams, there is a lack of information about the preparation and properties of biodegradable foam based on starch and BBS fiber.
In previous studies, there are attempts to enhance the water resistance of starch foam by applying coatings such as PLA, chitosan, and beeswax. However, PLA did not adhere fully to the surface of starch foam, while chitosan led to a more irregular globular structure in the foam [8]. In contrast, research by Reis et al. [26] revealed that starch-based biodegradable trays immersed in beeswax improved properties and exhibited uniform surface. Beeswax is widely used as a food additive in cosmetics, pharmaceuticals, and food industry due to wide availability, sustainability, cost-effectiveness, and inherent hydrophobic and moisture-resistant properties [8, 27, 28].
Therefore, the objective of this work is to formulate foam mixtures by varying concentrations of corn starch and BBS fiber and its synergistic effects on physical, chemical, and mechanical properties of foam plates are studied to select optimal formulation. In addition, beeswax coating is applied to the optimal foam plate to enhance water resistance. The coated foam plates are further characterized for contact angle, morphological, and biodegradability studies. Furthermore, the application of these foam plates in cake storage is assessed.
2 Materials and methods
2.1 Raw materials
BBS was sourced from the botanical garden at Tezpur University in Assam, India. Supplementary chemicals, including corn starch (CS), guar gum (GG), and beeswax, were procured from Hi-Media Laboratories, India. The chemical composition of raw materials used in this study is reported in Table 1. For comparison, commercially available expanded polystyrene (EPS) plates were purchased from a local shop in Tezpur town, India.
2.2 Production of BBS powder
The collected BBS were cleaned to remove dirt and other impurities, cut into smaller pieces, and placed in trays and dried in an oven at 110 °C for 24 h. After drying, the stalks were subjected to milling in a conventional mill (Dry and Wet Pulverizer, Model: LP 20, Make: Lincon, India) and sieved using an 80-mesh sieve, further placed in polyvinyl chloride (PVC) bags and stored in a freezer at −18 °C. Before use, the stalk powder was re-dried at 40 °C for 1 h to remove any residual moisture. The raw materials used in this study are represented in Fig. 1.

The raw materials and chemicals used in the production of foam plates
2.2.1 Characterization of BBS powder
BBS powder was characterized in terms of particle size distribution, pore diameter, pore volume, pore surface area, cellulose, hemicellulose, ash, and lignin content. The particle size distribution of the BBS powder was examined using a laser scattering particle size distribution analyzer (LA-960, Horiba, Japan). The moisture content of the BBS powder was evaluated using the oven drying method described in the ASTM E 1756-08 standard, where the measured sample weight was allowed to dry until a constant weight was attained using an oven at 105 ± 3 °C [29]. The surface area of the BBS powder was obtained using Brunauer-Emmett-Teller (BET), and the pore volume and pore diameter were measured using Barrett-Joyner-Halenda (BJH) analyzer (Quantachrome Instruments, Version 11.05) using temperature out-gassing at 100 °C throughout 6 h. The BBS constituents (cellulose, hemicellulose, and lignin contents) were estimated by adapting Van Soest’s method to determine the acid detergent fiber (ACF), neutral detergent fiber (NDF), and acid detergent lignin (ADL). Finally, the percentage of ash content present in the BBS powder was determined by ASTM E 1755-01 standard by allowing known sample weight placed in a crucible to predetermined weight due to incineration in a muffle furnace (Thermo Fisher Scientific LLC, USA) at 575 ± 25 °C for 3 h [30].
2.3 Preparation of foam mixture
CS and BBS powder were an essential component for producing foam mixtures. In the preparation of mixture, GG is added to prevent the settling of the starch and the added water acts as a plasticizer and blowing agent, facilitating the expansion of the starch-based material to form the foam structure [16]. Thus, all variations of formulations in the present study are mentioned in Table 2. All formulations of foam mixtures were prepared by adding CS to mildly warm distilled water (maintained above 35 °C), followed by the addition of GG (2 g) to the solution. Subsequently, the foam mixtures were allowed to to gelatinize at 60 °C for 30 min using a digital magnetic stirrer with a hot plate (Remi 5-MLH, India). The BBS powder described in Table 2 was then added to the suspensions with addition of necessary amount of water in the formulations to maintain the same consistency of the foam mixtures and stirred for 10 min at 900 rpm to ensure the mix of total solids present in the suspension.
2.4 Production of BFP
The prepared formulations of foam mixtures were used to produce foam plates by thermo-pressing method. The baking expansion was conducted using a circular double heat pan press molder (MAZORIA, TCB-1, baking machine, India) designed with heavy-duty nonstick Teflon coating on stainless steel (SS) surfaces with 208 mm diameter and a 9 mm thickness. This baking machine, which provides 360° uniform electric heating, is connected to an external circuit with 230 V AC power. It features temperature control, a timing controller, and an on/off switching option for precision. Before the baking procedure, the baking machine was allowed to preheat at 100 °C for 2 min to ensure the desired plate samples were produced without any stickiness. For each formulation, 25 g of prepared foam mixture was poured into the fixed bottom pan mold. The upper pan mold was then brought into contact with the bottom fixed pan using a manual hand press and securely closed. Simultaneously, the foam mixture was evenly distributed and expanded across the surfaces of both pan molds and adjusted to set the baking temperature at 250 °C and carried throughout the process. The baking time varied for the formulated foam mixture to eliminate the water by evaporation and expand the foam mixture. The separated foam plate samples from the press were subsequently stored in a controlled environmental chamber with conditions set at 50% relative humidity (RH) and 25 °C and then subjected to appear for visual inspection, structural analysis, physical-chemical assessment, and mechanical property testing to determine the most suitable formulations for wax coating.
2.5 Characterization of developed foam plates
2.5.1 Appearance and structure test
In accordance with GB 18006 (2008), a visual inspection was conducted to assess the appearance and structural quality of BFP [31]. This inspection aimed to ensure conformity in terms of cracks, color, texture, edges, the presence of dust/dirt/grease, and the stability of the plate base. Observations were made and recorded. Additionally, a drop test was performed from a height of 1.8 m to evaluate the plates for cracks, splits, or breakage resulting from the impact of a cement floor. This test was conducted to assess the plate durability and resilience.
2.5.2 Physicochemical and functional properties of the plates
Density
The mass and volume (length × width × thickness) of BFP samples were recorded [32], and the bulk density of the foam plate was calculated using Eq. 1.
Thickness and diameter
BFP thickness was measured using the digital thickness tester (Digimatic, Mitutoyo, Japan), and the diameter of the plate was estimated using a digital vernier caliper. All the readings were taken in triplicate for each formulation.
Moisture content
BFP samples were cut into 20 × 20 mm dimensions and dried in an oven at 105 °C for 24 h to determine the percentage of moisture content (MC) taken as the percentage of mass loss in the foam samples using Eq. 2.
where Wi and Wf are the initial weight before drying and the final weight after drying of the BFP samples.
Water absorption capacity
BFP samples were cut into 10 × 20 mm and weight was measured (W1). The prepared plate samples were in contact with 30 ml of deionized water for 1 min. After 1 min, the samples were allowed to be taken out of immersion to check for the water holding capacity (WHC) of the foam plates. The excess water on the surface of BFP samples was absorbed by tissue paper and weight was measured again (W2). WHC was determined by the AACC method described by Kaisangsri et al. [33]. The WHC of the BFP samples were calculated using Eq. 3.
Water activity
The water activity (aw) of BFP samples was estimated by measuring the amount of free moisture present in the plate samples using a water activity meter (Aqua Lab 4TE dew point water activity meter, Decagon Device, USA) with sensitivity ± 0.001 and temperature of 25 ± 0.12 °C [15].
Color measurement
The effect of material supplies on the physical appearance of the BFP samples was determined through color difference by using Hunter Color Lab (Color Flex EZ 4150 spectrophotometer) where a* denotes (−) green and (+) red; b* denotes (−) blue and (+) yellow; L* denotes the degree of lightness (0–100 scale) and the color difference (\(\varDelta E)\) with respect to the foam plate samples were estimated using Eq. 4 [34].
Solubility in water
The measured weight of BFP samples (3 × 3 mm) was in contact with 100 ml deionized water at 25 °C for 24 h and then dried at 60 °C for 4 h [1, 27]. The percentage of the total soluble matter (TSM) of the plates was calculated using Eq. 5.
2.5.3 Mechanical properties
The mechanical properties of the BFP samples were measured using a texture analyzer (TA-XT plus, Stable Micro System, UK) and a 50 N load cell by ASTM 638-02a standard test procedure [35]. Plate samples (100 × 25 mm) were taken for each formulation with a grip separation of 50 mm and a crosshead speed of 2 mm/s, respectively. The tensile strength, tensile strain at break, and Young’s modulus of the foam plates were calculated using Eqs. 6, 7, and 8.
2.6 Selection of foam plate for wax coating
The selection of the desirable BFP was based on specific functional criteria such as a stable base, normal color, smooth and tidy edges, even texture with no cracks, maximum tensile strength, followed by lower density, moisture content, water absorption capacity, and minimal soluble matter [1]. To enhance the hydrophobicity, a beeswax coating was applied to the chosen BFP, aligning with these desired attributes.
To prepare the coating solution, 98 g of food-grade beeswax pellets was taken in a beaker and kept in a hot water bath with low heat until melted. In parallel, 2 g of calcium chloride (CaCl2) was dissolved in 10 ml of distilled water in a separate beaker, followed by adding into the melted beeswax coating and stirred to make clear mixture where the procedure is described by Buxoo and Jeetah [1] with minor changes. The prepared coating was applied to the selected foam plate by dipping method, as outlined by Velickova et al. [36]. To improve the barrier quality, the plate was coated twice, and the beeswax solidified upon contact with the plate’s surface at room temperature, resulting in an uneven distribution of the coating. To ensure uniform coating across the entire BFP, a hair dryer was employed to blow hot air onto the surface. Further, these coated foam plates were examined for contact angle measurement, morphological studies, and biodegradability assessment.
2.6.1 Contact angle measurement
The water contact angle of the selected BFP (beeswax coated and uncoated) was measured by a contact angle measurement system (Data Physics OCA 20, Germany). Briefly, the system includes a software-controlled high-precision liquid dispenser that allows for precise control of the drop size of the used liquid. A drop of 5 µl deionized water was dropped on the material surface through a micro-syringe which was controlled by the system process and the contact angle on the surface of the material was observed immediately using Drop Shape Analysis software (DSA 4). The changes in drop shape were recorded at different time intervals (0 and 1 min) for both plate materials [16].
2.6.2 Surface morphology
The microscopic structures of beeswax coated and uncoated of foam plates were examined using scanning electron microscopy (Model: JEOL JSM-6390 LV, Japan). The plate materials were first dried at 40 °C in an oven for 24 h, and the resulting dried samples were cut into 3-mm-sized fragments using a razor blade. These dry fragments were then placed on aluminum stubs coated with a thin layer of platinum before undergoing SEM analysis. The analysis was conducted at an accelerating voltage of 20 kV, following the procedure outlined by Huntrakul et al. [37].
2.6.3 Biodegradability test
The biodegradability assessment of the desired BFP (beeswax coated and uncoated) was conducted through visual inspection and by measuring the mass loss of the materials when exposed to sand and soil. Sample specimens, sized at 50 × 50 mm, were buried at a depth of 3 cm in a mixture of sand and soil composed of a proportional ratio of 2:1:1 (sand, garden soil, and cow dung by weight) within a PVC plastic container. These containers were stored at room temperature, and moisture was provided by sprinkling water onto the sand and soil during the biodegradation test, as described by Behera et al. [38]. The mass loss of the buried samples was monitored regularly over 5 weeks and compared with a EPS plate. Subsequently, the percentage of mass loss for the foam plate samples was calculated, following methodologies outlined by Kapila et al. [4] and Joyyi et al. [39], using a specific equation to quantify the extent of biodegradation.
where Wi and Wf are the initial and final mass of the sample pieces at respective weeks, days.
2.6.4 Storage test
The desired BFP (beeswax coated and uncoated) were tested for their storage ability of sponge cakes with a moisture content (MC) of 20.50 ± 0.77%, obtained from a local supermarket, Tezpur University, India. Known weights of the sponge cake were placed on the foam plate packaging materials (10 mm × 10 mm) and subsequently wrapped in PVC film. The packaged cakes were stored at room temperature for 6 days, aligning with the cake’s expiry period, following the method described by Nida et al. [40]. For comparison, commercial EPS plates were similarly analyzed with sponge cake.
The moisture content of beeswax-coated and uncoated foam plates and the sponge cake was assessed at regular intervals of 0, 2, 4, and 6 days of storage. Additionally, the sponge cake’s hardness was determined using a texture analyzer (TA-XT plus, Stable Micro System, UK) equipped with a 50 N load cell. The foam plates were also analyzed for their flexural properties using the appropriate (Eqs. 10 and 11) to evaluate their structural characteristics and performance under load.
where F is a force (N) at the desired point, L is the length (mm), B is the breadth (mm) of the sample, H is the height of the sample (mm), and y is a distance (mm).
2.7 Statistical analysis
The statistical analysis of triplicated experimental data was conducted using SPSS statistical software (Version. 22.0) applying Tukey’s multiple range test to estimate statically significant differences for the confidence level of 95% (p ≤ 0.05) [41].
3 Results and discussion
3.1 Characterization of BBS powder
The mean particle size of BBS powder was found to be 180.32 μm and the BET analyzer showed a surface area of 7.367 m2/g, which is similar to the findings of Priya et al. [42], followed by the BJH analyzer, which showed a pore diameter of 4.58 nm with a pore volume of 0.008 cc/g. The present study revealed that the moisture content, cellulose, hemicellulose, ash, and lignin content of BBS powder were found to be 8.19 ± 0.07%, 41.3 ± 0.3%, 9.7 ± 0.2%, 4.1 ± 0.5%, and 22 ± 5%.
3.2 Baking process for BFP
The baking time and volume of water requirement for producing foam plates significantly affected by the combinations of BBS content and CS. The volume of water (Table 2) used in each formulation corresponded to the minimal water volume that produced homogenous dispersions. With increase in BBS addition, a greater amount of water is required to maintain the fluidity of the starch paste (Table 2). The presence of fiber in the foam formulations increases the viscosity of the mixture, which decreases the foaming ability of these plates. Thus, additional water could be required for starch-fiber dispersions [43]. The baking time decreased from 3.7 to 2.5 min with increasing fiber and decreased CS concentrations in foam mixtures as shown in Fig. 2. The higher starch content in the foam mixture delays the water removal rate during baking due to the dense starch granules requiring more time to gelatinize. This process involves the absorption of water and swelling of the starch granules. The baking time for the BFP1 foam plate is prolonged because of this delayed gelatinization process. The baking time was found to be higher for the formulation BFP1 (3.7 min) and the lowest was attained for BFP4 (2.5 min).

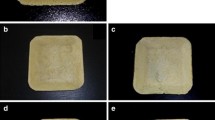
Molded BFP made with different formulations
3.3 Visual appearance and structural test of BFP
The evaluation of stability, color, and edge quality as well as the presence of dust, dirt, grease, cracks, and surface texture of the foam plates was meticulously examined and documented in Table 3. The visual inspection of texture and cracks in the developed plates was conducted using a designated scorecard [1]. All the BFP samples displayed a stable base appearance without any noticeable differences among the developed plates. According to GB 18006 (2008) standards, the color of the plates conformed to the expected normal presentation without any decorations or discoloration [31]. Consequently, all the biodegradable plates exhibited a uniform and standard color without any visible stains. The edges of the foam plates were trimmed using a plate cutter to achieve a smooth, tidy, and clean finish, ensuring comfortable handling. All the BFP samples were confirmed to be free from dirt, dust, or grease. Overall, the visual appearance analysis of the plates indicated satisfaction. The foam plates produced with BBS powder content at 20, 40, and 60% (by weight) demonstrated no cracks, owing to the robust CS structural network in the mix ratios combined with the BBS fiber complex network. However, a higher number of cracks were observed in the foam plate containing 80% BBS powder content, attributed to the lower CS content, which failed to adequately bind or interlock with the BBS fiber complex [44]. The drop test results indicated that the foam plate developed with an 80% BBS powder content exhibited multiple cracks when subjected to an impact force upon hitting the floor.
3.4 Physiochemical and functional properties of BFP
The estimated physical parameters of foam plates, including density, thickness, water activity, moisture content, and color values, are detailed in Table 4. The thickness of the foam plates ranged from 3.122 to 3.287 mm and the different formulations did not significantly affect the thickness of the foam plates. The density of foam plates ranged from 0.23 to 0.27 g/cm3 and alterations in the addition of BBS content and corn starch did not affect the density (p ≥ 0.05) of the plates. The densities of the foam plates in this study were higher than those of reported values of EPS foams (0.04–0.09 g/cm3) [33, 43, 45] and lower than those reported by Salgado et al. [46] for cassava starch foams produced with cellulose fibers and sunflower protein isolate (0.456–0.587 g/cm3) and cassava starch foams produced with malt bagasse (0.415–0.450 g/cm3) [43]. However, the densities in this study were similar to the densities of foams produced with starch, sugarcane bagasse fibers and nanoclays (0.19–0.29 g/cm3) [47], and cassava starch-based foam with sesame cake (0.23–0.3 g/cm3) [45]. The moisture content of foam plates made with either higher BBS content or CS concentration was not statistically different (p ≥ 0.05) (Table 4). The moisture content of foam plates varied from 9.080 to 9.780%, exceeding the reported moisture content of EPS foam, which is approximately 1.11% [33]. The higher moisture content in the developed foam plates compared to EPS foam can be attributed to the hygroscopic nature of starch, which exhibits strong water-starch interactions, leading to significant moisture absorption [48]. This moisture range is consistent with findings from studies on cassava starch-based foams integrating peanut skin (9.0–9.7%), incorporating varying concentrations of chitosan and fiber (8.90–10.20%) and integrating rice husk as filler (6.3–9.8%), respectively [16, 33, 48]. The water activity of foam plates ranged from 0.878 to 0.887, demonstrating similar behavior and showing no statistical difference (p ≥ 0.05). The color parameters of the foam plates were notably influenced by the concentrations of CS/BBS (p ≤ 0.05). Specifically, foam plates (BFP1) prepared with higher CS addition exhibited a significantly higher lightness (L*) value compared to samples with greater levels of BBS incorporation. The increase in the BBS fraction led to a decrease in the L* value, reaching 52.83. Several authors have reported that increased fiber addition content to starch foams decreased L* values [43, 47]. Moreover, the greater addition of BBS had a pronounced effect on the redness (a*) value of the foam plates. This change is attributed to the lignin content present in the fiber [43]. Similarly, no changes in b* values were observed in foam plates with an increase in BBS content in the formulation.
Total soluble matter (TSM) and water absorption capacity (WAC) can be performed to determine the resistance of starch foams to moisture. Starch-based foams are known to be susceptible to moisture which affects the hydrogen bonds of starch by weakening them and reducing their functional properties. In this manner, water resistance parameters need to be considered in research to improve the applications and integrity of these foams [15, 27]. The properties of TSM and WAC were significantly affected by the different concentrations of BBS and CS (p ≤ 0.05) as shown in Fig. 3. WAC of the foam plates decreased with increasing BBS content from 47 to 23%, indicating a reduced water sensitivity attributed to the formation of a 3D network of hydrogen bonds between starch granules. Previous studies reported that addition of cellulosic fibers can mitigate the moisture sensitivity of starch foams by serving as a hydrophobic agent, thus decreasing the water absorption capacity of foam plates [33, 49]. Moreover, the solubility index is another crucial parameter for assessing the water resistance and structural integrity of starch-based foam plates [27]. The TSM of the foam plates ranged from 36 to 15% and decreasing with an increase in BBS content. A decrease in the percentage of TSM is observed with an increase in BBS content, owing to the presence of insoluble fiber in BBS that resists the solubility of the foam plates. A lower solubility indicates better resistance to water absorption and disintegration. Foam plates with higher solubility may experience compromised structural integrity when exposed to moisture, impacting their performance [33].

WAC and TSM of the foam plate samples
3.5 Mechanical properties of BFP
The mechanical properties of BFP samples were significantly influenced by alterations in the proportions of BBS and CS contents (p ≤ 0.05). As shown in Table 5, the tensile strength of the foam plates was increased from 3.7 to 6.5 MPa with a rise in fiber content from 10 to 60%. This enhancement could be attributed to the reduction of voids in foams, resulting more resistant and rigid [7]. However, increasing fiber content more than 60%, there was no further improvement in the tensile strength of foam plates. These findings align with Kaisangsri et al. [33] who reported that increase in the addition of kraft fiber (10–40%) led to higher TS of cassava starch-based foam. The tensile strain at break values of foam plates decreased from 5.5 to 3.5%, indicating reduced ductility due to increased rigidity. The study by Machado et al. [16] reported that the addition of peanut skin to cassava starch foam decreased TSB values from 4.9 to 3.9%. Young’s modulus of foam plates was increased from 44 to 63 MPa up to 60% BBS addition and then decreased. Similar trends were observed in cassava starch-based foams incorporated with rice husk as a filler, with concentrations varying from 20 to 60%. The results indicate that an increase in the addition of rice husk from 20 to 40% led to an increase in tensile strength (3.5 to 6.2 MPa) and Young’s modulus (46 to 95 MPa), while a decrease in tensile strain at break values (6 to 5.8%) was observed. However, mechanical properties decreased with 60% rice husk addition [17]. Therefore, the optimal mechanical properties were achieved for foam plates made from 60% BBS fiber and 40% CS (BFP3).
The tensile strength and tensile strain at break values of the present study were higher than the reported values of foams based on crosslinked corn starch and corn husk fiber, kaolin, and beeswax that ranged 1.06–1.67 MPa and 1.50–2.35%, respectively, and Young’s modulus values of 175.06 to 212.84 MPa [50]. For comparison, the tensile properties (tensile strength, tensile strain at break, and Young’s modulus) of commercial EPS foams were previously reported to be 1.1 MPa, 5.4%, and 38 MPa [51]. The foam plates developed in this study had higher values of tensile strength, tensile strain at break, and Young’s modulus than EPS foams. Our results suggest that these foam plates are tougher than EPS but also more brittle due to the higher Young’s modulus values of the starch foams.
3.6 Beeswax coating of selected foam plates
Based on the results, the optimal formulation for developing BFP was identified as combination of 60% BBS and 40% CS (i.e., BFP3). Subsequently, BFP3 was selected as the ideal composition for the beeswax coating process, aiming to enhance the water resistance of the foam plates. Consequently, contact angle measurement, surface morphology analysis, biodegradability assessment, and packaging tests were conducted for BFP3 foam plates (beeswax coated and uncoated).
3.7 Surface wettability analysis of foam plates
The visual images and mean contact angle values for BFP3 (beeswax coated and uncoated foam plates), subjected to varying contact times of water drop, are depicted in Fig. 4. The water contact angle (WCA) of beeswax-coated foam plate was higher than that of the uncoated foam plate, indicating the coated foam plate exhibited excellent water repellency. The WCA of the uncoated foam plate ranged from 90 to 83°. A significant reduction in hydrophobicity of uncoated foam plates (BFP3) is related to the lower deposition of starch in the foam mixture in addition to the presence of BBS-containing fiber, providing high hydrophilic behavior of the plates [52]. As depicted in Fig. 5A, B, the uncoated foam plates presented with cavities and holes in the cross-sectional characteristics contributed to reducing the hydrophobicity.

WCA image of BFP3 sample A uncoated foam plate and B beeswax-coated foam plate

Micrographic analysis of BFP3. A Surface of uncoated foam plate at ✕500 magnification. B Cross section of uncoated foam plate at ✕500 magnification. C Surface of beeswax-coated foam plate at ✕500 magnification. D Cross section of beeswax-coated foam plate at ✕500 magnification
The beeswax-coated foam plate showed an excellent water-repellent property which may be attributed to the presence of beeswax, rich in lipids containing calcium ions that act as plasticizer and crosslinker, thereby enhancing the hydrophobicity of the coating [28]. The beeswax-coated foam plates were found with the contact angle ranging from 116 to 117°. This twice coated beeswax on foam plates ensured uniform distribution throughout the plate with an average layer of 0.10 g/cm2.
3.8 Surface morphological analysis of foam plate
The surface and cross-sectional morphology of BFP3 (beeswax-coated and uncoated foam plates) was observed by using SEM micrographs (Fig. 5). The surface micrographs of the uncoated foam plate (Fig. 5A) showed with irregular and rough surface. The cross-sectional micrographs of the uncoated foam plate (Fig. 5B) indicate that the foam plate has sandwich-type structure with dense outer skins enclosed with small cells comprising the surface of the foam. The interior of the foam has large cells with thin walls [53]. Similar structure was reported in potato starch-based foams with corn fiber [54] and also cassava starch-based foams with malt bagasse, respectively [43]. There was a good distribution of the BBS fiber throughout the polymeric matrix, indicating the homogeneity of the material, and good expansion was observed with the formation of large air cells.
3.9 Biodegradability analysis of BFP
The mass loss of BFP3 (beeswax-coated and uncoated foam plates) buried in soil and sand over a 5-week period is shown in Fig. 6. The results indicate that all foam plate samples buried in soil exhibited higher mass loss compared to those buried in sand. However, there was no significant change in the mass loss of EPS plates buried in sand compared to slight variations observed in soil (8.3%). Furthermore, uncoated foam plates showed higher mass loss in soil (51.7%) and sand (43.54%). The biodegradation process is due to the presence of moisture and microorganisms in the soil [40]. Beeswax-coated foam plates exhibited mass loss in soil (35.70%) and sand (18.81%) compared to coated samples in soil and sand, suggesting that the beeswax coating likely acted as a barrier that limited the access of microbes to the underlying material, thereby slowing down the degradation process.

Biodegradability analysis of BFP3 (beeswax-coated and uncoated foam plate) and commercial EPS plate
Figure 7 represents visual images of the samples exposed to sand and soil and further taken out of the buried sample every week to estimate the percentage of mass loss. The visual examination of sample images during the 3rd, 4th, and 5th week reveals evident mass loss attributed to the activity of microorganisms engaged in decomposition (Fig. 7). To specify the genus, further testing is required. Biodegradation is a complex process involving several microorganisms that act during decomposition such as cellulolytic, hemicellulolytic, pectinolytic, and lignolytic microorganisms, which can mineralize the carbon present in biopolymers to CO2, thus re-establishing the carbon cycle [40, 54]. Such extent of weight losses indicates that prepared foam plates are biodegradable and suggest their environmentally friendly nature after disposal, unlike synthetic plastics.

Biodegradable test image of BFP3 (beeswax-coated and uncoated foam plates) and commercial EPS plate in sand and soil medium
3.10 Storage test for sponge cake
Table 6 displays the moisture content of BFP3 (beeswax-coated and uncoated foam plates) as well as commercial EPS plates, along with sponge cake when wrapped in PVC film for 6 days. The results indicate a significant increase in the moisture content of the coated (1.85 to 13.54%) and uncoated foam plates(1.57 to 9.49%) and EPS plates (0.00 to 5.23%), accompanied by a decrease in the moisture content of cakes, leading to an increase in cake hardness from the 0th day to the 6th day of the experiment. The decrease in cake moisture content is attributed to moisture loss to the environment as PVC film has water vapor permeability [6]. However, beeswax-coated foam plates showed a lower increase in moisture content compared to uncoated foam plates due to beeswax coating. The increase in moisture content of the foam plates is attributed to the presence of oxygen and hydroxyl groups in the BBS fiber and CS, facilitating higher moisture absorption through hydrogen bonding [55].
The flexural properties of beeswax-coated and uncoated foam plates and EPS foam plates for cake storage are summarized in Table 6. The results demonstrate a significant decrease in flexural stress and bending modulus of all tested foam plates (p ≤ 0.05) during the storage period. The lower decrease in flexural stress was observed in the order of EPS foam plate (3.37 to 3.01), coated foam plate (3.15 to 1.78), and uncoated foam plate (3.69 to 0.86). Similarly, a lower decrease in bending modulus was observed in the order of EPS foam plate (6.49 to 6.04), beeswax-coated foam plate (8.31 to 5.58), and uncoated foam plate (7.70 to 4.49). The reduction in flexural properties is attributed to the moisture absorption capacity of CS and BBS fiber, as well as an increase in the moisture uptake of foam plates as the storage period increases [40]. However, the beeswax coating reduced the loss of flexural properties compared to uncoated foam plates. The flexural properties of the commercial EPS plate remained consistent throughout the application studies. Similar observations were reported in comparison studies of EPS foams and sugar cane bagasse-based casings [40]. The visual aspects of the coated, uncoated, and the commercial EPS plates used for storing sponge cake are depicted in Fig. 8 on different days (0, 2, 4, and 6 days). Visual observations showed microbial growth on the cakes from the fourth day onwards in the uncoated foam plate. Thus, the developed foam plates are suitable for instant serving dry foods and foods with low moisture rather than packaging of foods for long time.

Visual image of BFP3 (beeswax-coated and uncoated foam plates) and commercial EPS plate applied for storage of sponge cake over 6 days
4 Conclusions
The CS-based BFP incorporated with BBS powder were successfully developed by thermal expansion. The increase in the addition of BBS powder significantly influenced the properties of BFP. The foam plates prepared with combination of 60% BBS and 40% CS were considered as the best formulation in terms of maximum tensile strength (6.5 MPa) and tensile strain at break (4.9%) with minimal moisture content (10.00 ± 0.37%), water absorption capacity (25%), and total soluble matter (18%), respectively. Further, beeswax coating improved the hydrophobicity of the foam plate. The developed foam plates showed higher biodegradation in the soil compared to sand medium. The cake packed in foam plates was observed with microbial growth and an increase in hardness during storage. Therefore, the developed foam plates are recommended to be used for serving dry foods and foods with low moisture rather than storage of foods.
Data availability
All data are presented in this article.
Code availability
Not applicable.
References
Buxoo S, Jeetah P (2020) Feasibility of producing biodegradable disposable paper cup from pineapple peels, orange peels and Mauritian hemp leaves with beeswax coating. SN Appl Sci 1–15. https://doi.org/10.1007/s42452-020-3164-7
Junaid PM, Saikumar A, Nazim MS, Zaidi S, Badwaik LS, Ahmad F (2024) Film-based packaging for food safety and preservation: issues and perspectives. Microbial biotechnology in the food industry: advances, challenges, and potential solutions. Springer International Publishing, Cham, pp 429–446. https://doi.org/10.1007/978-3-031-51417-3_17
Shen M, Song B, Zeng G, Zhang Y, Huang W, Wen X, Tang W (2020) Are biodegradable plastics a promising solution to solve the global plastic pollution? Environ Pollut 263:114469. https://doi.org/10.1016/j.envpol.2020.114469
Kapila K, Kirtania S, Devi LM, Saikumar A, Badwaik LS, Rather MA (2023) Potential perspectives on the use of poly (vinyl alcohol)/graphene oxide nanocomposite films and its characterization. J Food Meas Charact 1–14. https://doi.org/10.1007/s11694-023-02264-1
Bher A, Mayekar PC, Auras RA, Schvezov CE (2022) Biodegradation of biodegradable polymers in mesophilic aerobic environments. Int J Mol Sci 23:12165. https://doi.org/10.3390/ijms232012165
Engel JB, Ambrosi A, Tessaro IC (2019) Development of a cassava starch-based foam incorporated with grape stalks using an experimental design. J Polym Environ 27:2853–2866. https://doi.org/10.1007/s10924-019-01566-0
Bergel BF, da Luz LM, Santana RMC (2018) Effect of poly (lactic acid) coating on mechanical and physical properties of thermoplastic starch foams from potato starch. Prog Org Coat 118:91–96. https://doi.org/10.1016/j.porgcoat.2018.01.029
Chaireh S, Ngasatool P, Kaewtatip K (2020) Novel composite foam made from starch and water hyacinth with beeswax coating for food packaging applications. Int J Biol Macromol 165:1382–1391. https://doi.org/10.1016/j.ijbiomac.2020.10.007
Hassan MZ, Roslan SA, Sapuan SM, Rasid ZA, Mohd Nor AF, Md Daud MY, Mohamed Yusoff MZ (2020a) Mercerization optimization of bamboo (bambusa vulgaris) fiber-reinforced epoxy composite structures using a box–behnken design. Polymers 12:1367. https://doi.org/10.3390/polym12061367
Hassan MZ, Sapuan SM, Roslan SA, Sarip S (2019b) Optimization of tensile behavior of banana pseudo-stem (Musa acuminate) fiber reinforced epoxy composites using response surface methodology. J Mater Res Technol 8:3517–3528. https://doi.org/10.1016/j.jmrt.2019.06.026
Ibrahim MI, Hassan MZ, Dolah R, Yusoff MZM, Salit MS (2018) Tensile behaviour for mercerization of single kenaf fiber. Malays J Fundam Appl Sci 14:437–439. https://doi.org/10.11113/MJFAS.V14N4.1099
Farah Dina A, Siti Zaleha SA, Noor Najmi B, Nor Azowa I (2014) The influence of alkaline treatment on mechanical properties and morphology of rice husk fibre reinforced polylactic acid. Adv Mater Res 911:13–17. https://doi.org/10.4028/www.scientific.net/AMR.911.13
Harikrishnan MP, Raghunathan R, Warrier AS, Basil M, Sahoo SK, Pandiselvam R, Kothakota A (2023) Reinforced water hyacinth based biodegradable cutlery: green alternative to single-use plastics. Food Packag Shelf Life 40:101211. https://doi.org/10.1016/j.fpsl.2023.101211
Moustafa H, Youssef AM, Darwish NA, Abou-Kandil AI (2019) Eco-friendly polymer composites for green packaging: future vision and challenges. Compos B: Eng 172:16–25. https://doi.org/10.1016/j.compositesb.2019.05.048
Rodrigues NHP, de Souza JT, Rodrigues RL, Canteri MHG, Tramontin SMK, de Francisco AC (2020) Starch-based foam packaging developed from a by-product of potato industrialization (Solanum tuberosum L). Appl Sci 10:2235. https://doi.org/10.3390/app10072235
Machado CM, Benelli P, Tessaro IC (2020) Study of interactions between cassava starch and peanut skin on biodegradable foams. Int J Biol Macromol 147:1343–1353. https://doi.org/10.1016/j.ijbiomac.2019.10.098
Spada JC, Jasper A, Tessaro IC (2020) Biodegradable cassava starch based foams using rice husk waste as macro filler. Waste Biomass Valorization 11:4315–4325. https://doi.org/10.1007/s12649-019-00776-w
Gupta A, Singh G, Ghosh P, Arora K, Sharma S (2023) Development of biodegradable tableware from novel combination of paddy straw and pine needles: a potential alternative against plastic cutlery. J Environ Chem Eng 11:111310. https://doi.org/10.1016/j.jece.2023.111310
Singh J, Sengar RS, Kumar M, Vaishali, Yadav MK, Pooranchand (2022) Evaluation of sterilant effect on in vitro culture establishment in banana genotype Grand Naine (Musa Spp). J Pharm Innov 11:1127–1133
Bhatnagar R, Gupta G, Yadav S (2015) A review on composition and properties of banana fibers. Cellulose 60:65
Rao BL, Makode Y, Tiwari A, Dubey O, Sharma S, Mishra V (2021) Review on properties of banana fiber reinforced polymer composites. Mater Today: Proc 47:2825–2829. https://doi.org/10.1016/j.matpr.2021.03.558
Gupta G, Baranwal M, Saxena S, Reddy MS (2022) Utilization of banana waste as a resource material for biofuels and other value-added products. Biomass Convers Biorefin 1–20. https://doi.org/10.1007/s13399-022-02306-6
Abesinghe PMIB, Narayana SNBMWYS, Somarathna HMCC (2022) Tensile characteristics of waste based natural fibre composites from rice husk and low density polythene waste. In: ICSBE 2020: Proceedings of the 11th International Conference on Sustainable Built Environment. Springer Singapore, pp 399–408. https://doi.org/10.1007/978-981-16-4412-2_30
Vigneshwaran S, Sundarakannan R, John KM, Johnson RDJ, Prasath KA, Ajith S, Uthayakumar M (2020) Recent advancement in the natural fiber polymer composites: a comprehensive review. J Clean Prod 277:124109. https://doi.org/10.1016/j.jclepro.2020.124109
Kapila K, Samanta S, Kirtania S (2022) Fabrication and characterization of ramie fiber based hybrid composites. Recent advances in mechanical engineering. Springer, Singapore, pp. 839–848. https://doi.org/10.1007/978-981-15-7711-6_83
Reis MO, Olivato JB, Bilck AP, Zanela J, Grossmann MVE, Yamashita F (2018) Biodegradable trays of thermoplastic starch/poly (lactic acid) coated with beeswax. Ind Crop Prod 112:481–487. https://doi.org/10.1016/j.indcrop.2017.12.045
Changmai NJ, Badwaik LS (2021) Effect of polyvinyl alcohol, starch and modified bee wax on properties of sweet lime pomace based biodegradable containers. J Packag Technol Res 5:107–114. https://doi.org/10.1007/s41783-021-00116-1
Iewkittayakorn J, Khunthongkaew P, Wongnoipla Y, Kaewtatip K, Suybangdum P, Sopajarn A (2020) Biodegradable plates made of pineapple leaf pulp with biocoatings to improve water resistance. J Mater Res Technol 9(3):5056–5066. https://doi.org/10.1016/j.jmrt.2020.03.023
ASTM E 1756-08 (2015) Standard test method for determination of total solids in biomass. https://www.scribd.com/document/355268125/E-1756-08-2015. Accessed 21 Dec 2018
ASTM E 1755-01 (2015) Standard test method for ash in biomass. https://www.scribd.com/document/355268116/E-1755-01-2015. Accessed 21 Dec 2018
GB 18006 (2008) General requirement of disposable plastic tableware. https://members.wto.org/crnattachments/2009/TBT/CHN/09_0814_00_et.pdf. Accessed 27 Dec 2018
Jumaidin R, Sapuan SM, Jawaid M, Ishak MR, Sahari J (2017) Thermal, mechanical, and physical properties of seaweed/sugar palm fibre reinforced thermoplastic sugar palm Starch/Agar hybrid composites. Int J Biol Macromol 97:606–615. https://doi.org/10.1016/j.ijbiomac.2017.01.079
Kaisangsri N, Kerdchoechuen O, Laohakunjit N (2012) Biodegradable foam tray from cassava starch blended with natural fiber and chitosan. Ind Crop Prod 37:542–546. https://doi.org/10.1016/j.indcrop.2011.07.034
Kumar S, Seluriyal P, Sharma S, Kumar V, Bisht B, Joshi S, Saikumar A (2023) Functional and nutritional prospectives of low-fat cookies fortified with jamun pulp, jamun seed, mango kernel powder. Appl Food Res 3:100340. https://doi.org/10.1016/j.afres.2023.100340
ASTM Standard D638-02a (2003) Standard test method for tensile properties of plastics. ASTM International, West Conshohocken
Velickova E, Winkelhausen E, Kuzmanova S, Alves VD, Moldão-Martins M (2013) Impact of chitosan-beeswax edible coatings on the quality of fresh strawberries (Fragaria Ananassa Cv Camarosa) under commercial storage conditions. LWT-Food Sci Technol 52:80–92. https://doi.org/10.1016/j.lwt.2013.02.004
Huntrakul K, Yoksan R, Sane A, Harnkarnsujarit N (2020) Effects of pea protein on properties of cassava starch edible films produced by blown-film extrusion for oil packaging. Food Packaging Shelf life 24:100480. https://doi.org/10.1016/j.fpsl.2020.100480
Behera AK, Avancha S, Basak RK, Sen R, Adhikari B (2012) Fabrication and characterizations of biodegradable jute reinforced soy based green composites. Carbohydr Polym 88:329–335. https://doi.org/10.1016/j.carbpol.2011.12.023
Joyyi L, Thirmizir MZA, Salim MS, Han L, Murugan P, Kasuya KI, Sudesh K (2017) Composite properties and biodegradation of biologically recovered P (3HB-co-3HHx) reinforced with short kenaf fibers. Polym Degrad Stab 137:100–108. https://doi.org/10.1016/j.polymdegradstab.2017.01.004
Nida S, Moses JA, Anandharamakrishnan C (2021) 3D printed food package casings from sugarcane bagasse: a waste valorization study. Biomass Convers Biorefin 1–11. https://doi.org/10.1007/s13399-021-01982-0
Saikumar A, Singh A, Kaur K, Kumar N, Sharma S, Dobhal A, Kumar S (2023) Numerical optimization of hypochlorous acid (HOCl) treatment parameters and its effect on postharvest quality characteristics of tomatoes. J Agric Food Res 14:100762. https://doi.org/10.1016/j.jafr.2023.100762
Priya DS, Kennedy LJ, Anand GT (2023) Effective conversion of waste banana bract into porous carbon electrode for supercapacitor energy storage applications. Results Surf Interfaces 10:100096. https://doi.org/10.1016/j.rsurfi.2023.100096
Mello LR, Mali S (2014) Use of malt bagasse to produce biodegradable baked foams made from cassava starch. Ind Crop Prod 55:187–193. https://doi.org/10.1016/j.indcrop.2014.02.015
Jadhav AC, Pandit P, Gayatri TN, Chavan PP, Jadhav NC (2019) Production of green composites from various sustainable raw materials. Green Composites: Sustainable Raw Mater 1–24. https://doi.org/10.1007/978-981-13-1969-3_1
Machado CM, Benelli P, Tessaro IC (2017) Sesame cake incorporation on cassava starch foams for packaging use. Ind Crops Prod 102:115–121
Salgado PR, Schmidt VC, Ortiz SEM, Mauri AN, Laurindo JB (2008) Biodegradable foams based on cassava starch, sunflower proteins and cellulose fibers obtained by a baking process. J Food Eng 85:435–443. https://doi.org/10.1016/j.jfoodeng.2007.08.005
Vercelheze AE, Fakhouri FM, Dall’Antônia LH, Urbano A, Youssef EY, Yamashita F, Mali S (2012) Properties of baked foams based on cassava starch, sugarcane bagasse fibers and montmorillonite. Carbohydr Polym 87(2):1302–1310
Donati N, Spada JC, Tessaro IC (2023) Recycling rice husk ash as a filler on biodegradable cassava starch-based foams. Polym Bull 80:10231–10248. https://doi.org/10.1007/s00289-022-04557-9
Slavutsky AM, Bertuzzi MA (2014) Water barrier properties of starch films reinforced with cellulose nanocrystals obtained from sugarcane bagasse. Carbohydr Polym 110:53–61. https://doi.org/10.1016/j.carbpol.2014.03.049
Polat S, Uslu MK, Aygün A, Certel M (2013) The effects of the addition of corn husk fibre, kaolin and beeswax on cross-linked corn starch foam. J Food Eng 116(2):267–276. https://doi.org/10.1016/j.jfoodeng.2012.12.017
Glenn GM, Orts WJ, Nobes GAR (2001) Starch, fiber and CaCO3 effects on the physical properties of foams made by a baking process. Ind Crops Prod 14(3):201–212. https://doi.org/10.1016/S0926-6690(01)00085-1
Yang F, Wei Y, Xiao H, Zhang Q, Li J, Lin Q, Liu GQ (2023) Acetylated rice starch nanocrystals improved the physical, mechanical, and structural properties of native rice starch based films. Int J Biol Macromol 127271. https://doi.org/10.1016/j.ijbiomac.2023.127271
Cinelli P, Chiellini E, Lawton JW, Imam SH (2006a) Foamed articles based on potato starch, corn fibers and poly (vinyl alcohol). Polym Degrad Stab 91:1147–1155. https://doi.org/10.1016/j.polymdegradstab.2005.07.001
Ferreira DC, Molina G, Pelissari FM (2020) Biodegradable trays based on cassava starch blended with agroindustrial residues. Compos B Eng 183:107682. https://doi.org/10.1016/j.compositesb.2019.107682
Sampathkumar D, Punyamurthy R, Bennehalli B, Venkateshappa SC (2012) Effect of esterification on moisture absorption of single areca fiber. Int J Agric Sci 4:227. https://doi.org/10.9735/0975-3710.4.4.227-229
Funding
The authors acknowledge funding received from the Department of Food Engineering and Technology, School of Engineering and Technology, Tezpur University (a Central University), Tezpur, Assam, India.
Author information
Authors and Affiliations
Contributions
Sriram Marimuthu: conceptualization, methodology, formal analysis, investigation, writing—original draft manuscript. Akuleti Saikumar: methodology, resources, writing—review and editing, validation, visualization. Laxmikant S Badwaik: project administration, resources, supervision, writing—review and editing.
Corresponding author
Ethics declarations
Ethical approval
This study does not involve any human or animal testing.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Development of biodegradable foam plates using banana bunch stalk (BBS), corn starch, and guar gum.
• Circular shaped Teflon-coated double heat pan press molder used for plate development.
• Production process involves thermo-pressing, flat expansion, and baking at 250 °C.
• Foam plates with 60% BBS powder demonstrated high tensile strength (6.5 ± 0.5 MPa).
• Application of beeswax coating enhances water resistance of plates.
• Produced foam plates could be used as alternative to expanded polystyrene foams.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Marimuthu, S., Saikumar, A. & Badwaik, L.S. Development and characterization of biodegradable foam plates from corn starch and banana bunch stalks coated with beeswax. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05782-0
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05782-0