
Abstract
The objectives of this work were to develop biodegradable foam trays based on cassava bagasse (CB) and polyvinyl alcohol (PVA) and to study the effects of these components on the microstructure, physicochemical and mechanical properties of the trays. The trays were produced by baking mixtures of 90–100 % (w/w) of CB and 0–10 % (w/w) of PVA. All of the formulations were able to form well-shaped and homogeneous trays with a good appearance. Incorporation of PVA improved the production yield and reduced the water sorption capacity of the produced materials, mainly at low levels. Moreover, the addition of PVA resulted in an increase in stress and strain at break values. The most positive effects of PVA were obtained when this polymer was used at lower levels (2.5 and 5.0 %).
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Expanded polystyrene (EPS) is classified as a chemically inert non-biodegradable plastic material and is largely used as food packaging, mainly for perishable products such as vegetables, fruits, sliced cheese and ham. Because of the difficulty of recycling this material, after its use, EPS packaging is deposited in sanitary landfills or garbage dumps. The use of biodegradable polymers as substitutes for EPS appears to be an excellent alternative that will reduce negative effects on the environment, and this issue has received considerable attention from researchers [1–6].
Brazil is known to have a high diversity of renewable natural resources. Cassava (Manihot esculenta) is a root crop that is classified as the fifth most abundant starch crop produced in the world and the third most important food source for inhabitants of tropical regions. In 2,010, Brazil produced 26,595,000 t of cassava, representing 11 % of the world’s production [7].
Cassava bagasse (CB) is the most important residue from industrial cassava starch extraction. This residue is mainly composed of water (70–80 wt%), residual starch and cellulose fibers, and its composition depends on the extraction process. The fibers content ranges between 15 and 50 wt% of the total solid residue, and the remainder of the solids is residual starch, ranging from 85 to 50 wt% [8, 9]. The final destination of CB is an important problem for the starch industry. The drying and transport process is expensive due to the high humidity of the material, and generally, this by-product is used in animal feed.
Several researchers have studied different uses for CB, such as the production of lactic acid by bacteria [10], production of ethanol [11] and development of biodegradable packaging [12, 13]. As is the case for all starch-rich materials, CB packaging has poor mechanical properties and is susceptible to moisture when it is stored at high relative humidity. Some authors have reported that the resistance of starch materials to direct contact with water showed an improvement with the addition of polyvinyl alcohol (PVA). PVA is a synthetic polymer that is particularly well-suited for the formulation of blends with natural polymers [14–17].
Thus, the objectives of this work were to develop biodegradable trays based on CB and PVA and to study the effects of these components on the microstructure, physicochemical and mechanical properties of the trays.
Experimental
Materials
Cassava bagasse (CB) containing approximately 14 wt% fibers and 86 wt% starch was obtained from cassava roots as the liquid residue after laboratorial starch extraction [18]. The liquid residue was dried (50 °C/24 h) and milled to yield particles <0.35 mm. Glycerol, magnesium stearate and guar gum were purchased from Synth (Labsynth, São Paulo, Brazil). PVA (ACS grade, molecular weight 72,000 and degree of hydrolysis of 86.5–89.5 %) was purchased from Reagen (Quimibrás, Rio de Janeiro, Brazil).
Tray Production
The CB trays were manufactured using different formulations on the basis of previous results. Several concentrations of PVA ranging from 2.5 to 35 % w/w were previously tested, and the best range (2.5–10 % w/w) was chosen to be used in this work based on the appearance, cost and production yield. Formulations with more than 10 % w/w of PVA were very difficult to result in well-shaped trays.
All formulations are shown in Table 1. The CB content ranged from 90 to 100 % (w/w), and the PVA content ranged from 0 to 10.0 % (w/w). The baking process was performed according to Vercelheze et al. [2] with modifications. The CB, PVA, water and additives (1 % w/w magnesium stearate and 1 % w/w guar gum) were mixed for 5 min with a mechanical stirrer at 18.000 rpm (Fisatom, Brazil), and glycerol (10 % w/w) was then added. The magnesium stearate was added to prevent the starch foam sticking to the mold and the guar gum was added to prevent solid separation [15], and their levels were determined according to literature data [12]. After further stirring for 5 min, 40–43 g of each formulation was homogeneously layered onto a Teflon mold (10 × 10 cm), and thermopressing was applied with a hydraulic press (JOMAQ, São Paulo, Brazil) for 7 min at 150 °C and 100 bar. Finally, the trays were removed from the press and stored for 7 days at 25 ± 0.5 °C and 58 % relative humidity before characterization.
Production Yield
The production yield is indicative of the efficiency of the process for each formulation. Trays of each formulation were produced separately over a period of 6 h, and the production yield was calculated as the percentage of complete trays produced [13].
Thickness and Density
The tray thickness was measured with a manual micrometer (Mitutoyo, Japan). Thickness measurements were performed using strips measuring 25 mm by 25 mm; the reported value is the average of 8 measurements of each tested sample.
The density was calculated as the relationship between weight and thickness [15]. The reported values are the averages of 8 determinations for each formulation.
Color
Tray color was determined using a colorimeter (CR 10, Minolta Chroma Co., Osaka, Japan). The color parameters range from L = 0 (black) to L = 100 (white), −a (greenness) to +a (redness), and −b (blueness) to +b (yellowness). The instrument was calibrated using a set of three Minolta calibration plates. The reported values are the averages of five determinations for each formulation.
Scanning Electron Microscopy (SEM)
SEM analyses were performed with a FEI Quanta 200 microscope (Oregon, USA). The foam pieces were mounted on bronze stubs using double-sided tape and then coated with a layer of gold (40–50 nm) for surface and cross-section visualization. To obtain the cross-sections, the samples were immersed in liquid nitrogen to prevent deformation during sectioning. All samples were examined using an accelerating voltage of 20 kV.
Crystallinity
The crystallinity of the foams was investigated by X-ray diffraction. The analysis was performed with a Panalytical X’Pert PRO MPD diffractometer (Netherlands), using Kα copper radiation (λ = 1.5418 Å), at 40 kV voltage and 30 mA current. All assays were performed with ramping at 1°/min. The relative crystallinity index was calculated using Ruland’s method [19] as follows: CI = ((Ac)/(Ac + Aa)), where Ac is the crystalline area, and Aa is the amorphous area.
Water Absorption Capacity (WAC)
The water absorption capacity was evaluated according to the Cobb method [20]. First, samples measuring 2.5 cm by 5 cm were weighed and soaked in 100 mL of distilled water for 1, 5, 10, 15, 20, 25 and 30 min. After removing the excess water with tissue paper, the samples were weighed again. The quantity of absorbed water was calculated according to the weight difference and expressed as the mass of absorbed water per mass of the original sample. The reported values are the means of five determinations for each formulation.
Water Sorption Isotherms
The water sorption isotherms were obtained using starch foam specimens (2.5 × 2.5 cm) that were pre-dried for 14 days over anhydrous calcium chloride and then placed over saturated salt solutions at 25 °C in separate desiccators with the desired levels of water activity (0, 0.11, 0.33, 0.45, 0.58, 0.75 and 0.90) [21] for 7 days. The equilibrium moisture was determined by drying at 105 °C and was calculated from the increase in the mass of the dried sample after equilibration at a given RH. All tests were conducted in triplicate. The sample dimensions (width, length and thickness) were recorded at the initial and final incubation times (7 days) under each RH condition for the water sorption isotherm assays. The GAB (Guggenheim–Anderson–de Boer) model was used to fit the starch foam water sorption isotherm data, and monolayer values were calculated from the equations [22]. The GAB isotherm model can be expressed as follows: M = m 0 CKa w /(1 − Ka w )(1 − Ka w + CKa w ), where M is the equilibrium moisture content at a given water activity (a w ), m0 is the monolayer value (g water/g solids), and C and K are GAB constants. All tests were conducted in triplicate.
Mechanical Properties
A Brookfield CT3 texture analyzer (USA) with a 25-N load cell was used to determine the mechanical properties of the foam samples. Tensile tests were performed using strips measuring 80 mm by 25 mm, an initial grip separation of 80 mm and a crosshead speed of 2 mm/s. Stress–strain curves were recorded during extension, and stress and strain at break were determined. The reported values are the averages of 6 assays.
Statistical Analysis
Analyses of variance (ANOVA) and Tukey’s mean comparison test (p ≤ 0.05) were performed using Statistica software version 7.0 (Statsoft, OK, USA).
Results and Discussion
Production Yield
All of the tray formulations produced in this work were able to form well-shaped, homogeneous trays with good appearance, and no evident cracks were observed (Fig. 1). Production yields ranged from 90 to 100 % (Table 2); only the PVA 0 sample (produced with 100 % CB) had 90 % production yield, and the addition of PVA at all levels (2.5–10 %) increased the production yield to 100 %, improving the foaming ability of the CB under the studied conditions (Table 2). Cassava starch and PVA are compatible materials that interact by hydrogen bonding [23–26], which can reinforce the polymeric matrices and result in more expandable trays.

Appearance of biodegradable trays based on cassava bagasse and PVA: a PVA 0; b PVA 2.5; c PVA 5.0; d PVA 7.5 and e PVA 10
Thickness and Density
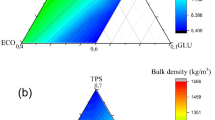
The thickness of the trays ranged from 1.62 to 2.04 mm (Table 2), and the density ranged from 0.52 to 0.82 g/cm3 (Table 2); the PVA 0 sample had the lowest thickness and the highest density values. PVA incorporation at all levels significantly (Tukey test, p ≤ 0.05) increased the thickness and decreased the density of the samples. The processing of starches results in stiff materials that do not support air cell growth in their foams [27], and PVA acted as a reinforcing agent that improved the foaming ability of the starch pastes, resulting in more expandable materials with higher thickness and lower density.
Color
The color parameters (L*, a* and b*) of the trays are presented in Table 2. The luminosity (tendency to white color) ranged from 65.23 to 79.03, and the addition of PVA increased the luminosity; the whitest samples were PVA 5.0 and PVA 7.5. Our results agreed with those of Mali et al. [17], who reported that PVA incorporation in starch materials results in whiter samples.
An increase in the b* parameter indicates a tendency to a yellow color [3], and our results for this parameter ranged from 13.32 to 15.90 (Table 2), indicating that our samples had a yellowish aspect, as visually observed in Fig. 1. The incorporation of PVA did not significantly affect the b* parameter. An increase in the a* parameter is indicative of the red color of a sample, which was not observed in this work once the a* values reached values close to zero. According to Famá et al. [28], in samples containing lignocellulosic fibers, the redness aspect is related to the lignin content, and as CB is rich in hemicelluloses and cellulose [29] redness is not characteristic of the material.
Scanning Electron Microscopy (SEM)
Figure 2 shows scanning electron micrographs of the produced trays. It was observed that the trays had a sandwich-type structure with dense outer skins and large cells in the interior, such as those reported by other authors working with baked starch trays [2–5]. The samples with incorporated PVA showed more expanded structure that can be observed by the presence of large air cells in the interior, and these results are in accord with the thickness and density data.

Cross-sections (SEM) of biodegradable trays based on cassava bagasse and PVA: a PVA 0; b PVA 2.5; c PVA 5.0; d PVA 7.5 and e PVA 10
Crystallinity
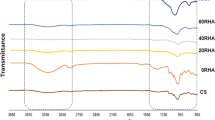
As observed in the X-ray diffraction patterns (Fig. 3), the raw materials (CB and PVA) showed semicrystalline structure. CB presented characteristic peaks at 2θ = 15.3°; 17.3°; 18.3° and 23.5°, and according to data in the literature [30, 31], these peaks are related to cassava starch present in the bagasse, which has C-type crystallinity. Furthermore, the crystallinity indexes of CB and PVA were calculated as 21.08 % and 25.44 %, respectively. According to data in the literature [29], cellulose from CB has a characteristic peak at 2θ = 22.3o, which occurred in a close angle to the 23.5o related to the starch, which is present in a large proportion in the bagasse. PVA presented characteristic peaks around 2θ = 19.5° and 2θ = 23°. These peaks have been reported by other authors [32–34].

X-ray diffraction patterns of cassava bagasse, PVA and biodegradable trays based on cassava bagasse and PVA
As observed in the X-ray diffraction patterns (Fig. 3), the trays showed an amorphous structure, mainly as a consequence of the starch gelatinization during the trays’ processing. The crystallinity index of the trays ranged from 4.52 to 6.15 % (Table 2). During the thermal processing of native starch, the granular structure is completely or partially destroyed, resulting in an amorphous matrix [35]. Our results are consistent with those of Vercelheze et al. [2] and Matsuda et al. [4], who related the loss of the crystalline structure in the thermal processing of starch materials.
Water Absorption Capacity (WAC)
The water absorption capacity of the trays is displayed in Fig. 4. In general, the samples presented similar behavior, with increasing WAC with the increase of the immersion time. When immersed from 1 to 30 min, the PVA 0 sample presented significantly higher (p ≤ 0.05) WAC values (50.38–305.06 %) than samples incorporating PVA (Fig. 4). These results indicate that the presence of PVA modifies the water sensitivity of the starch matrix. Cinelli et al. [5] also reported a similar trend for foams based on potato starch, corn fibers and PVA. The trays with PVA absorbed less water because this polymer replaces, at least partially, interactions between starch matrix and water with hydrogen bonds.

Water absorption capacity of biodegradable trays based on cassava bagasse and PVA
Of the samples incorporating PVA (Fig. 4), the PVA 2.5 sample had lower WAC values (36.92–199.44 %), while PVA 10.0 presented higher values (80.86–337.55 %). PVA is less hygroscopic than starch, so there is a reduction in WAC with the incorporation of PVA in starch matrices. Nevertheless, the results reported in this work showed that increasing the PVA content to higher levels (7.5 and 10 %) results in a significant WAC increase. Possibly, when the PVA content exceeds its capacity to interact with the starch matrix, an increase of the WAC may occur; therefore, the addition of PVA must be controlled.
Water Sorption Isotherms
The trays presented similar isotherm patterns (Fig. 5) that were classified as type 2 sigmoıd isotherms, which are typical of hydrophilic products [37]. In general, the equilibrium moisture content of the samples increased with increasing water activity.

Water sorption isotherms of biodegradable trays based on cassava bagasse and PVA: (filled square) PVA 0; (filled circle) PVA 2.5; (filled triangle) PVA 5.0; (asterisk) PVA 7.5 and (filled diamond) PVA 10
Trays containing PVA (PVA 2.5, PVA 5.0, PVA 7.5 and PVA 10.0) showed lower equilibrium moisture contents at all water activity levels (Fig. 5). The GAB parameters for the tray samples are shown in Table 3. PVA 2.5 and PVA 5.0 showed the lowest monolayer values, 0.0678 and 0.0654 g/g, respectively, while PVA 7.5 and PVA 10 showed the highest values, 0.0881 and 0.087 g/g, respectively (Table 3). The monolayer value indicates the maximum amount of water that can be adsorbed in a single layer per gram of dry matter; that is, the number of sorbing sites [38]. This result indicated that the incorporation of PVA at certain levels (2.5 and 5.0 %) resulted in decreased hygroscopicity of the CB trays, but higher amounts were not effective.
Furthermore, none of the samples showed dimensional changes during storage at all conditions. Starch foams tend to gain weight, thus leading to changes in their dimensions, when stored at high RH [27]; this was not observed in our work.
Mechanical Properties
The PVA 0 sample showed the lowest stress and strain at break values (Table 3), and these values significantly increased (Tukey test, p ≤ 0.05) with PVA incorporation, except for the PVA 10 sample, which showed similar strain at break values to those of the PVA 0 sample. The stress at break values increased approximately 7–10 times with the addition of PVA, and these results are related to the higher compatibility among starch, cellulose and PVA, which can interact by hydrogen bonding [5, 36, 37, 39].
Of the samples with PVA, the PVA 10 sample showed the lowest stress and strain at break values (Table 3). According to Iriani et al. [40], PVA can act as a reinforcing agent only at intermediate concentrations because when used in high amounts, it is difficult to obtain a homogeneous matrix. These results are consistent with the WAC and isotherm data, which showed that the most positive effects of PVA were obtained when this polymer was used at lower levels (2.5 and 5.0 %).
The stress and strain at break values of our trays are higher than those reported for commercial expanded polystyrene trays used in supermarkets, which have stress and strain values of approximately 2.0 MPa and 2.0 % at break, respectively, as reported by Schmidt and Laurindo [41].
Conclusions
In this work, biodegradable trays based on CB and PVA were produced by a baking process, resulting in amorphous polymeric matrices. The produced trays had a good appearance, and the addition of PVA at all levels resulted in 100 % production yield, while the sample produced without PVA presented a 90 % yield. PVA addition decreased the density and increased the thickness of the trays. The water sorption capacity of the trays decreased with the incorporation of PVA, and the best results were achieved when 2.5 and 5.0 % PVA were employed. The stress at break values increased approximately 7–10 times with PVA addition, and in general, the most positive effects of PVA were obtained when this polymer was used at lower levels (2.5 and 5.0 %).
References
Schmidt PNS, Cioffi MOH, Voorwald KJC, Silveira JL (2011) Procedia Eng 10:930–935
Vercelheze AES, Fakhouri FM, Dall’antônia LH, Urbano A, Youssef AE, Yamashita F, Mali S (2012) Carbohyd Polym 87:1302–1310
Vercelheze AES, Oliveira AMO, Rezende MI, Muller CMO, Yamashita F, Mali S (2013) J Polym Environ 21:266–274
Matsuda DKM, Vercelheze AES, Carvalho GM, Yamashita F, Mali S (2013) Ind Crop Prod 44:705–711
Cinelli P, Chiellini E, Lawton JW, Imam SH (2006) Polym Degradd Stabil 91:1147–1155
Chiellini E, Cinelli P, Ilieva VI, Imam SH, Lawton JL (2009) J Cell Plastic 45:17–32
Souza TAC, Soares M Jr, Campos MRH, Souza TSC, Bandeira LC (2013) Food Sci Technol. doi:10.1590/S0101-20612013005000070
Teixeira EM, Pasquini D, Curvelo AAS, Corradini E, Belgacem MN, Dufresne A (2009) Carbohyd Polym 78:422–431
Matsui KN, Larotonda FDS, Paes SS, Luiz DB, Pires ATN, Laurindo JB (2004) Carbohyd Polym 55:237–243
John MJ, Thomas S (2008) Carbohyd Polym 71:343–364
Pandey A, Soccol CR, Nigam P, Soccol VT, Vandenberghe LPS, Mohan R (2000) Bioresour Technol 74:81–87
Teixeira B, Marquesa A, Ramos C, Neng NR, Nogueira JMF, Saraiva JA, Nunes ML (2013) Ind Crop Prod 43:587–595
Carr LG, Parra DF, Ponce P, Lugão AB, Buchler PM (2006) J Polym Environ 14:179–183
Aranha IB, Lucae EF (2001) Polímeros 11:174
Shogren RL, Lawton JW, Doanne WM, Tiefenbacher FK (1998) Polymer 39:6649–6655
Debiagi F, Mali S, Grossmann MVE, Yamashita F (2011) Braz Arch Biol Technol 54:1043–1052
Mali S, Debiagi F, Grossmann MVE, Yamashita F (2010) Ind Crop Product 32:353–359
Alves RML, Grossmann MVE, Silva RSF (1999) Food Chem 67:123–127
Ruland BW (1961) Acta Cryst 14:1180
ABNT – Associação Brasileira de normas Técnicas. NBR NM ISO 535: Papel e Cartão. Determinação da capacidade de absorção de água. Método de Cobb (1999)
Rockland LB (1960) Anal Chem 32:1375–1376
Bizot H (1984) In: Jowitt R, Escher F, Hallistrom B, Meffert HFT, Spiess WEL, Vos G (eds) Physical properties of foods. Applied Science Publishers, London, pp 27–41
Faria FO, Vercelheze AES, Mali S (2012) Quím Nova 35(3):487–492
Matsumura S, Tomizawa N, Toki A, Nishikawa K, Toshima K (1999) Macromolecule 32:7753
Sudhamani SR, Prasad MS, Sankar UK (2003) Food Hydrocoll 17:245
Moraes IC, Silva GGD, Habitante AMQB, Bergo PVA, Sobral PJA (2008) Ciênc Tecnol Aliment 3:738
Nabar Y, Raquez JM, Dubois P, Narayan R (2005) Biomacromolecules 6:807–817
Famá L, Gerschenson L, Goyanes S (2009) Carbohyd Polym 75:230–235
Pasquini D, Teixeira EM, Curvelo AAS, Belgacem MN, Dufresne A (2010) Ind Crop Product 32:486–490
Buléon A, Colonna P, Planchot V, Ball S (1998) Int J Biol Macromol 23:85–112
Huang J, Schols HA, Van Soest JJG, Jin Z, Sulmann E, Voragen AGJ (2007) Food Chem 101:1338–1345
Costa ES Jr, Mansur HS (2008) Quim Nova 31:1460–1466
Mallakpour S, Barat A (2012) Amino Acids 42:1287–1295
Tripathi J, Keller JM, Das K, Tripathi S, Fatima A, Shripathi T (2012) Appl Surf Sci 1:1–26
Van Soest JJG, Knooren N (1997) J Appl Polym Sci 64:1411–1422
Preechawong D, Pessan M, Rujiravanit R, Supaphol P (2004) Macromol Symp 216:217–227
Brunauer S, Emmett PH, Teller E (1938) J Am Chem Soc 60:309–319
Strauss UP, Porcja RJ, Chen Y (1991) In: Levine H, Slade L (eds) Water relationships in foods. Plenum Press, New York, pp 351–364
Tang X, Alavi S (2011) Carbohyd Polym 85:7–16
Iriani ES, Tedja TI, Sunarti TC, Richana N, Yuliasih I (2012) Eur J Scientific Res 81:47–58
Schmidt VCR, Laurindo JB (2010) Braz Arch Biol Techn 53:185–192
Acknowledgments
The authors wish to thank the Laboratory of Microscopy and Microanalysis (LMEM) and the Laboratory of X-Ray Diffraction (LARX)—State University of Londrina for the analyses, and CNPq—Brazil (No. 479768-2012-9) for financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Debiagi, F., Marim, B.M. & Mali, S. Properties of Cassava Bagasse and Polyvinyl Alcohol Biodegradable Foams. J Polym Environ 23, 269–276 (2015). https://doi.org/10.1007/s10924-014-0705-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-014-0705-4