
Abstract
Due to its high calcium carbonate concentration, eggshell powder (ESP) has recently attracted a lot of attention in the polymer sector and has the potential to replace traditional mineral fillers. In this paper, ESP-reinforced polymer composites were fabricated. The weight percentage of ESP was varied in Bakelite from 5 to 15%. The mechanical, absorption, and tribological behaviors of fabricated composites were investigated. The result reveals that the hardness of 15% ESP-reinforced composite showed a maximum hardness of 21.64 HV. The composite of 15% reinforced ESP exhibited high water absorption. We investigated the tribological behavior of fabricated composites at different eggshell powder weight percentages (0–15 wt%), speeds (800–1400 rpm), normal loads (5–20N), and sliding distances (1000–2500 m) following the sliding wear test experiments (pin-on disc) by using Taguchi experimental design (L16). The contribution (%) of selected factors was analyzed by analysis of variance (ANOVA), and it showed that the most significant factor influencing the wear properties is eggshell powder reinforcement (46.61%), accompanied by sliding distance (32.68%), speed (18.35%), and, lastly, normal load (2.36%).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The aerospace and automotive industries are under pressure to reduce the weight of vehicles to make them more fuel-efficient and economical. These industries need high-performance materials which have a high strength-to-weight ratio. Nowadays, aerospace and automotive industries use composite materials for making many components to reduce the weight of vehicles and increase the performance of the components or vehicles. In order to meet the requirements of industries, the material processing industries and researchers attract composite materials for the development of new composite materials.
In this context, metal matrix composites (MMCs) and polymer matrix materials (PMCs) are categories of lightweight, high-performance materials. In the category of MMCs, magnesium metal matrix composites (Mg-MMCs) have an advantage over aluminum metal matrix composites (Al-MMCs) in that they reduce 15–20% weight of components without compromising structural integrity [1,2,3,4,5,6,7,8,9,10]. The cost and fabrication process are important considerations when producing MMCs. The costs involved should be as low as possible. The development of new compound materials with minimal waste is one of the most significant research areas in the current context [11]. Nowadays, many researchers around the world are focusing on the green production process [12]. Green production is the rehabilitation of a production line that provides a way to keep off a production line that provides a clean environment or provides a way to keep the environment green by reducing waste [13]. The use of waste products in the production process is like green production [14]. Waste materials like peanut shells, bagasse, pine needles, coconut shells, human bones or animal bones, fly ash, waste hen eggshells, bamboo leaves, and sawdust are commonly used as reinforcement or filler materials for developing cost-effective polymer matrix composites [15]. Polymer matrix composites (PMCs) have many applications, from the automotive industry to construction materials [16]. The reinforcement or filler material is one of the important ingredients of polymer matrix composites, and it plays a vital role in composite properties [8, 17]. Fillers or reinforcements can improve the properties of polymer matrix materials and help lower the overall cost of composites [18, 19]. The use of organic fillers or reinforcement as eggshell powder has become a new trend among the research fraternity due to their advantageous properties such as renewable, low density, and cost-effective composite [20, 21].
Eggshells are a waste of food processing industries, restaurants, and consumption at home. India produces around 20,000 tons of egg waste every year. In spite of eggshells being a biodegradable material, their decomposition rate is very slow. Eggshell waste produces an odder smell and creates air and soil pollution around settlements until decomposition [22,23,24]. The application of waste eggshells in the fabrication of composite may resolve the problem of environmental pollution up to some extent. Various biodegradable materials such as LLDPE/MPP and HDPE composites have been shown to have good electrical and flame properties [25, 26]. Eggshells have a network of protein fibers associated with CaCO3 (96%), MgCO3 (1%), and calcium phosphate (1%) of the eggshell weight [27, 28]. It has an ordered structure consisting of polycrystalline calcium carbonate ceramics, which is only a polymorphic form of calcite [29, 30]. The carbonized eggshell powder (ESP) was successfully used as a reinforcement material for the fabrication of metal matrix and polymer matrix composites [31,32,33,34]. Aluminum matrix with ESP particles can lead to the production of inexpensive and lightweight aluminum composites with improved weight. The applications of Al/ESP composite materials in automotive components may be such as pistons, connecting rods, and other applications where lightweight materials are required [35,36,37]. Ononiwu [38] investigated the effect of carbonized egg shells (CES) and flying ash on the mechanical properties and corrosion characteristics of the fabricated composite. The result revealed that tensile strength and compressive strength were the highest at 2.5 wt% carbonized egg shells reinforced composite. Furthermore, a corrosion rate of 2.5 wt% fly ash-reinforced composite showed the lowest corrosion rate. Dwivedi et al. [39] investigated the effects of eggshell reinforcement in AA 2014 on the hardness of Al/eggshell composite. It was reported that the hardness and tensile strength of composite containing 12.5 wt% eggshell improved by 33.33% and 37.83%, respectively. Omah et al. [36] analyzed the dielectric properties of composites made of carbonized and uncarbonized cow bone. The result shows that the carbonized cow bone particle-reinforced composite has a lower dielectric strength and a higher dielectric constant compared to the uncarbonized cow bone particle-reinforced composite. Ji et al. [40] prepared epoxy compounds from eggshell powder (ESP) with a content of 1–10 wt%. They found that the impact strength of epoxy compounds of ESP content of 5 w t% of material was 16.7 kJ/m2 compared to 9.7 kJ/m2 of pure epoxy resin. Asuke et al. [41] fabricated a polymer matrix composite by reinforcing carbonized bone particle ranges from 5 to 20 wt% in the polypropylene matrix. The wear rates of the composite increase with the increasing applied load. However, it decreases with the increasing carbonized bone from 0 to 15% particles. Shuhadah et al. [42] studied the effect of chemical reactions on isophthalic acid and ESP content in 5–25% in the ESP/LDPE composite mechanical properties due to chemical conversion and fillings of ESP showing higher durability compared to the LDPE matrix. Isophthalic acid makes the compounds stronger. Toro et al. [43] studied Young’s modulus comparison of ESP/PP compound and CaCO3/PP compound. Young’s modulus of ESP with a particle size of 8.4 μm was found to be higher than the compound of CaCO3 with a particle size of 17.1.2.0 microns and 0.7 microns. This is because the ESP/PP compound has a better continuous phase than the CaCO3/PP compound. Supri et al. [44] prepared the composite of ESP/LDPE from different ESP contents with the addition of PE-g-MAH. They found robust strength and thermal stability of the ESP/LDPE compounds containing PE-g-MAH, which were greater than that of the ESP/LDPE compounds. Boronat et al. [29] developed a polymer composite by reinforcing eggshells. It was reported that the degradation temperature and mechanical properties of the fabricated composite improved. Iyer et al. [45] reported that Young’s modulus and yield strength of polypropylene/eggshell composite increased due to reinforcement of eggshell in matrix material.
The main idea behind this research was to develop a cost-effective polymer matrix composite. The novelty of this research is that most of the researchers used uncarbonized eggshells for the fabrication of polymer matrix composite. Very few researches have been carried out for the development of composite using carbonized eggshells. In this research, the carbonized eggshell powder was used for the development of a new polymer matrix composite. The rationale for the selection of Bakelite materials as a matrix material was that it is widely used for making various parts of an automobile, electrical switches, switchboards, and the outer body of electronic goods. The Bakelite polymer is cheaper in comparison to other polymers. Calcium (Ca) is the main element of eggshell, which plays a vital role in improving the mechanical and triological properties of eggshell powder-reinforced composites. The idea for selecting carbonized eggshell powder is that the weight percentage of calcium (Ca) in carbonized eggshell is higher in comparison to uncarbonized eggshell. Eggshells have CaCO3 (96%), MgCO3 (1%), and calcium phosphate (1%) of the eggshell weight. During the carbonization process of eggshells, the CaCO3 thermally decomposes into calcium oxide (CaO) and releases carbon dioxide (CO2) gas. Hence, the weight percentage of CaO in carbonized eggshell powder increased because thermal decomposition is approximately 40% of thermal loss.
In this research article, the waste eggshell was processed to convert into carbonized eggshell powder and used as reinforcement for the fabrication of polymer matrix composite by reinforcing it into Bakelite matrix material. The weight percentage of ESP was varied in Bakelite from 5 to 15%. The mechanical, wear, and water absorption properties of fabricated composites were examined and reported. The optimal factor setting is done by Taguchi analysis to evaluate the harm due to sliding wear by generating the design of the experiment (DOE) using the popular statistical software MINITAB 16. Moreover, the contribution (%) of each selected factor to the specific wear rate of the fabricated composites is also discussed by analysis of variance (ANOVA).
2 Materials and methods
2.1 Reinforcement material
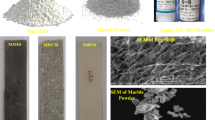
The process carried out in this research project is shown in Fig. 1. In this study, carbonized eggshell powder was selected as reinforcement material for the fabrication of polymer matrix composites. The eggshells were collected locally from food stores and restaurants near Sinagar and Chauras cities of Uttarakhand, India. A cleaning process was performed on the eggshells to remove all organisms, including membranes, lipids, and proteins. The cleaned eggshells were dried in an open atmosphere in the presence of sunlight for 3 days. The carbonization of the eggshell was carried out by placing the sun-dried eggshell in an electric oven and dried at 80 °C for 4 h to remove moisture [29, 43]. In the next step, the oven-dried egg shells were ground. The grind eggshells were placed in an electric muffle furnace and heated at the temperature of 800 °C for 2 h. Furthermore, the eggshell powder was grind and sieved by using a sieve shaker of 75 microns in size. The average particle size of 75 microns of carbonized eggshell powder is used as reinforcement material for the fabrication of composites. The flow chart of the fabrication of carbonized eggshell powder (ESP) is shown in Fig. 2, and the scanning electron micrograph (SEM) image is depicted in Fig. 3.

Research work methodology

Processing of carbonized eggshell powder

SEM image of carbonized eggshell powder
2.2 Matrix material
Bakelite powder is used as a matrix material for the fabrication of composites. Bakelite is the trade name of a polymer material obtained by polymerizing phenol and formaldehyde. Bakelite is a polymer containing phenol and formaldehyde monomers. This phenol-formaldehyde is a thermosetting polymer. They are the oldest polymers synthesized by humans.
Bakelite is widely used in car parts, wire cases, and kitchen appliances to withstand heat.
2.3 Composites fabrication
The polymer matrix composites were formed by mixing varying weight percentages (wt%) of carbonized eggshell powder (ESP) reinforcement in Bakelite. The ESP was mixed in Bakelite by varying percentages of 5%, 10%, and 15%. The composites’ composition is shown in Table 1.
The composites were fabricated by using a sample mounting machine. The mixture of Bakelite and ESP powder was heated at 120 °C for 30 min in a sample mounting machine mold for the fabrication composites. The process of fabrication of the composite is shown in Fig. 4. The fabricated composites are shown in Fig. 5.

Composite fabrication process

ESP-reinforced Bakelite composites
3 Result and discussion
3.1 Density analysis
The density of carbonized eggshell powder (ESP) was measured by using the free flow method. The density of ESP was found at 1.3448 gm/cm3. The density of Bakelite powder is 1.344 g/cm3.
The density (𝜌) of the composite was measured by using the following formula:
where m is the mass of the composite and v is the volume of the fabricated composite. The densities of composites calculated are listed in Table 2. Table 2 shows that the density of composite increases with the percentage increase of ESP. The higher density of ESP than the Bakelite powder increases the density of the composite [44].
3.2 Water absorption
The water absorption by composites was calculated by putting the composites in water for 48 h. The percentage water absorption of composites was calculated by using the following formula:
where w1 is the weight of the wet composite, and w2 is the weight of the dry composite.
The calculated percentage of water absorption obtained is listed in Table 3. Table 3 reveals that the percentage increase of ESP increases the water absorption of composites. The cause of the increase in water absorption of composites may be due to the hydrophilic nature of ESP.
3.3 Mechanical properties
The hardness of the fabricated composite depends on the matrix and reinforcement material and their hardness and weight percentage in the composite. Hardness tests were performed on composites using Vickers hardness testing machine. The test was performed at three different locations, and the average value was taken as the hardness of the composite, as reported in Table 4. Table 4 shows that the presence of ESP in composites improved the hardness of composites.
The relationship between the weight percentage of ESP reinforcement in composite and their effects on hardness is shown in Fig. 6. The result shows that the hardness improved with the increase in the weight percentage of ESP in composite [39, 40]. Furthermore, the figure reveals that Bakelite with 0% ESP reinforcement has a hardness of 13.47 Hv. The hardness of 15% ESP-reinforced composite shows the highest hardness, which is 21.64 Hv and 60.65% higher than the matrix material (Bakelite).

Effect of ESP on hardness
Compressive strength is the property of the material to sustain the maximum amount of load without breaking or bending [23, 27]. The compressive strength of composites was examined on a universal testing machine. Three samples of each category of composites were examined, and the average value is reported in Table 5 and Fig. 7. Figure 7 reveals that the compressive strength of composite increases with the increase of weight percentage of ESP in composite up to 10 wt%. Further increase of wt% ESP in the composite decreased the compressive strength. In the composite, matrix material supports the reinforcement materials. The higher weight percentage of reinforcement in the matrix decreases the weight percentage of matrix material in the composite, which affects the bonding strength between matrix and reinforcement materials, affecting composite properties. The increase of wt% ESP in the composite decreased the compressive strength, which might be due to higher wt% ESP in the composite, weakening the bonding properties between matrix and reinforcement in fabricated composites. The maximum compressive strength is exhibited by 10% ESP-reinforced composite, which is 81.26 MPa, and it is 32.80% higher than that without ESP-reinforced composite. The tested samples are shown in Fig. 8. Figure 8 reveals that the amount of fracture of 10% ESP-reinforced composite is less in comparison to other composites.

Effect of ESP on compressive strength

Compressive strength in tested samples
3.4 Tribological behavior
The pin-on disc apparatus and ASTM G99 [31, 33] are used for evaluating the specific wear rate of composites. The electronic balance machine with an accuracy of 0.1 mg is used to carry out the mass loss of the composite surface, and Eq. (iii) is used to determine the specific wear rate of composites (SWR).
where mi and mf are the initial and final mass (g), ρ is density, l is the sliding distance (m), and fn is normal load (N).
The response of the input control factor on output performance is analyzed by Taguchi’s method. The authors already investigated the influence of control factors on the sliding wear rate of composites and revealed that reinforcement content, speed, sliding distance, normal load, etc. greatly affect the sliding wear rate of the fiber-reinforced composites [31,32,33, 37, 38, 41]. In the present research work, four control factors (reinforcement, speed, normal load, and sliding distance) are used, and each control factor has four levels, as shown in Table 6.
The operating conditions by Taguchi’s approach (L16) under which sliding wear tests are done are illustrated in Table 7. Furthermore, the evaluated specific wear rate is transformed into a signal-to-noise (S/N) ratio by using smaller and better characteristics (Eq. (iv)). The contribution (%) of each selected control factor on sliding wear rate is determined by analysis of variance (ANOVA).
where S/N is the signal-to-noise ratio, k is the number of observations, and x is the observed data.
The sliding wear response is analyzed by Taguchi’s approach depicted in Table 8 and Fig. 9. The order of influence of the selected control factor according to their significance on specific wear rate is determined by subtracting the higher and lower value of S/N ratio (higher delta value gives higher effect on specific wear rate), as tabulated in Table 9. The graph of the mean of S/N ratio versus the selected control factor is presented in Fig. 10. The factor combination of A3B3C1D3 (10wt% of R, 1200 rpm of speed, 5N of load, and 2000 m of sliding distance) carried optimum specific wear rates for fabricated composites. It is concluded that the specific wear rate decreased with the increase of the reinforcement wt% from 0 to 10 wt%, which further increased from 10 to 15 wt%. On the other hand, the inferior wear properties are obtained for normal load 5N to 20N, speed 1200 to 1400 rpm, and sliding distance 2000 to 2500 m. This research established that the sliding wear properties of the fabricated composites can be enhanced by increasing the reinforcement up to 10 wt% (ESP).

Variation of specific wear rate of composites with experimental runs

Effect of control factors on the specific wear rate of composites
Furthermore, the experimentally evaluated sliding wear results are accomplished by ANOVA, and the contribution of each selected control factor (reinforcement, speed, normal load, and sliding distance) on a specific wear rate is analyzed. The contribution of the selected control factor is depicted in Fig. 11, where the reinforcement shows the highest contribution of 46.61%, followed by a sliding distance of 32.68%, moderate contribution of speed of 18.35%, and least contribution of the normal load of 2.36% for composites.

Contribution of control factor on the specific wear rate of fabricated composites
4 Conclusion
The research’s most significant findings are as follows.
-
1.
Based on the results, the weight percentage of ESP in composite greatly affects the water absorption of composites. The composite, which has 5% ESP, exhibited low water absorption, whereas the composite 15% ESP-reinforced composite exhibited high water absorption.
-
2.
The experiment showed that the density of the composite increased with the increase in weight percentage of ESP reinforcement in composites.
-
3.
The composites of 10% reinforced ESP showed the highest compressive strength, which is 81.26 Mpa, whereas 5% and 15% ESP-reinforced composites exhibited compressive strengths of 70.98 MPa and 75.19 MPa, respectively.
-
4.
The composite of 15% reinforced ESP exhibited maximum hardness, which is 21.64 Hv, in comparison to other composites.
-
5.
The sliding wear properties of fabricated composites are successfully analyzed by Taguchi’s experimental L16 orthogonal array, and it is revealed that reinforcement (R wt%), sliding distance, speed, and normal load established the critical control factor in decreasing order affecting sliding wear rate. The combination of reinforcement (10wt%), speed (1200 rpm), normal load (5N), and sliding distance (2000 m) gives the optimal condition for minimization of the sliding wear rate. The contribution ratio for each selected control factor on the specific wear rate of composites is 46.61% for reinforcement, 32.68% for sliding distance, 18.35% for speed, and 2.36% for normal load.
Data availability
All necessary data were reported in the manuscript.
References
Durowaye S, Lawal G, Sekunowo O, Onwuegbuchulem A (2018) Synthesis and characterization of hybrid polypropylene matrix composites reinforced with carbonized Terminalia catappa shell particles and Turritela communis shell particles. J Taibah Univ Sci 12(1):79–86
Richard S, Rajadurai JS, Manikandan V (2016) Influence of particle size and particle loading on mechanical and dielectric properties of biochar particulate-reinforced polymer nanocomposites. Int J Polym Anal Charact 21(6):462–477
Omah AD, Omah EC, Offor PO, Mgbemene CA, Eke MN (2018) Feasibility study on the use of carbonized cassava cortex as reinforcement in polymer-matrix composites. Cogent Eng 5(1):1545557
Buddi T, Rao BN, Singh SK, Purohit R, Rana RS (2018) Development and analysis of high density poly ethylene (HDPE) nano SiO2 and wood powder reinforced polymer matrix hybrid nano composites. J Exp Nanosci 13:S24–S30
Mohanty A, Srivastava VK (2015) Tribological behavior of particles and fiber-reinforced hybrid nanocomposites. Tribol Trans 58(6):1142–1150
Vimalanathan P, Venkateshwaran N, Santhanam V (2016) Mechanical, dynamic mechanical, and thermal analysis of Shorea robusta-dispersed polyester composite. Int J Polym Anal Charact 21(4):314–326
Liang JZ (2016) Predictions of Young’s modulus of polymer composites reinforced with short natural fibers. J Macromol Sci 55(6):566–574
Aridi NAM, Sapuan SM, Zainudin ES, FM AL-O (2016) Mechanical and morphological properties of injection-molded rice husk polypropylene composites. Int J Polym Anal Charact 21(4):305–313
Vallittu PK (2018) An overview of development and status of fiber-reinforced composites as dental and medical biomaterials. Acta Biomater Odontol Scand 4(1):44–55
Daramola OO, Oladele IO, Adewuyi BO, Sadiku R, Agwuncha SC (2017) Thermal, structural and morphological properties of high-density polyethylene matrix composites reinforced with submicron agro silica particles and Titania particles. J Taibah Univ Sci 11(4):645–653
Agrawal A, Satapathy A (2015) Epoxy composites filled with micro-sized AlN particles for microelectronic applications. Part Sci Technol 33(1):2–7
Runqin H, Fenglian N, Qiuxiang C (2017) Mechanical properties of TiO2-filled CNT/PMMA composites. J Exp Nanosci 12(1):308–318
Kailainathan S, Muralikannan R, Kalyana Sundaram S, Nijandhan K (2015) Statistical analysis and pattern search optimization on the impact properties of talk particulates impregnated sisal fiber reinforced polyester composites. Trans Indian Inst Met 68(5):859–865
Guanglei Z, Jun X, Zhifeng Z, Yuelong B, Likai S (2009) Annular electromagnetic stirring a new method for the production of semi-solid A357 aluminum alloy slurry. Acta Metallurgical Sinica (Engl Letters) 22:408–414
Maurya M, Kumar S, Bajpai V (2019) Assessment of the mechanical properties of aluminium metal matrix composite: a review. J Reinf Plast Compos 38(6):267–298
Lamiaa M, Radwan M, Fathi M, Galal A, Zein El-Dein A (2010) Mechanical and Ultrastructural properties of eggshell in two Egyptian native breeds of chicken. International Journal of Poultry Science 9:77–81
Gupta MK, Singhal V, Rajput NS (2022) Applications and challenges of carbon-fibres reinforced composites: a review. EVERGREEN Joint Journal of Novel Carbon Resource Sciences & Green Asia. Strategy 9(3):682-69.3. https://doi.org/10.5109/4843099
Zaghloul MMY (2021) Developments in polyester composite materials—an in-depth review on natural fibres and nano fillers. Compos 278:114698
Fuseini M, Zaghloul MMY (2022) Qualitative and statistical approaches of the electrophoretic deposition kinetics of polyaniline copper coating. Prog Org Coat 171:107015
Kumar S, Gangil B, Mer KKS, Gupta MK, Patel VK (2020) Bast fiber-based polymer composites. Hybrid Fiber Composites:Materials, Manufacturing, Process Engineering: 147-167
Naik N, Shivamurthy B, Thimmappa BHS, Gupta A, Guo JZ, Seok IA (2022) Review on processing methods and characterization techniques of Green Composites. Eng Sci 20:80–99
Tarig Hassan A, Vijay Rangari K, Rana KR, Jeelani S (2013) Sonochemical effect on size reduction of CaCO3 nano-particles derived from waste eggshells. UltrasonicsSonochemistry 20:1308–1315
Libor S, Jirí N, Šárka N, Jaroslav B (2010) Determination of micromechanical properties of a hen’s eggshell by means of nanoindentation. J Food Eng 101:146–151
Chen X, Li C, Wang J, Li J, Luan X, Li Y, Xu R, Wang B (2010) Investigation on solar photocatalytic activity of TiO2 loaded composite: TiO2/eggshell, TiO2/clamshell and TiO2/CaCO3. Mater Lett 64:1437–1440
Zaghloul MMYM (2018) Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J Appl Polym Sci 135:46770
Zaghloul MMY, Zaghloul MMY (2017) Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J Reinf Plast Compos 36:1802–1816
Jagadeesh P, Thyavihalli Girijappa YG, Puttegowda M, Rangappa SM, Siengchin S (2022) Effect of natural filler materials on fiber reinforced hybrid polymer composites: an overview. J Nat Fibers 19:4132–4147
Oliveira DA, Benelli P, Amante ER (2013) A literature review on adding value to solid residues: egg shells. J Clean Prod 46:42–47
Boronat T, Fombuena V, Garcia-Sanoguera D, Sanchez-Nacher L, Balart R (2015) Development of a biocomposite based on green polyethylene biopolymer and eggshell. Mater Des 68:177–185
Bijlwan PP, Prasad L, Sharma A, Gupta MK, Kumar V (2023) Experimental study on the mechanical and hygroscopic properties of alkaline-treated Grewia optiva/basalt fiber-reinforced polymer composites. Biomass Convers Biorefin. https://doi.org/10.1007/s13399-023-04601-2
Kumar S, Mer KKS, Gangil B, Patel VK (2020) Synergistic effect of hybrid Himalayan Nettle/Bauhinia-vahlii fibers on physico-mechanical and sliding wear properties of epoxy composites. Def Technol 16(4):762–776
Abdulrahim MY, Yawas DS, Mohammed RA, Afolayan MO (2021) Hybridization of polyester/banana stem fiber and cow horn particulate composite for possible production of a military helmet. Int J Sustain Eng 14(5):1170–1180
Kumar S, Mer KKS, Gangil B, Patel VK (2019) Synergy of rice-husk filler on physico-mechanical and tribological properties of hybrid Bauhinia-vahlii/sisal fiber reinforced epoxy composites. J Mater Res Technol 8(2):2070–2082
Ranakoti L, Bhandari B, Gupta MK, Kumar K, Bhatia S, Kosaraju S, Singh J (2023) Ceramic matrix composite reinforced with glass and walnut shell filler: influence of mesh size on its mechanical properties. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2023.08.106
Shaniba V, Sreejith MP, Aparna KB, Jinitha TV, Purushothaman E (2017) Mechanical and thermal behavior of styrene butadiene rubber composites reinforced with silane-treated peanut shell powder. Polym Bull 74(10):3977–3994
Omah AD, Okorie BA, Omah EC, Ezema IC, Aigbodion VS, Offor PO (2017) Measurement of dielectric properties of polymer matrix composites developed from cow bone powder. Int J Adv Manuf Technol 88(1):325–335
Kaundal R (2018) Utilization of fly ash as filler material in hybrid polyester composites for improved thermo-mechanical and erosion wear behavior. Silicon 10(6):2439–2452
Ononiwu NH, Ozoegwu C, Madushele N, Akinribide OJ, Akinlabi ET (2022) Mechanical properties, tribology and electrochemical studies of Al/fly ash/eggshell aluminium matrix composite. Biointerface Res Appl Chem 12:4900–4919
Dwivedi SP, Maurya NK, Maurya M (2019) Assessment of hardness on AA2014/Eggshell composite produced via electromagnetic stir casting method. EVERGREEN Joint Journal of Novel Carbon Resource Sciences & Green Asia Strategy 6(4):285–294
Ji G, Zhu H, Qi C, Zeng M (2009) Mechanism of interactions of eggshell microparticles with epoxy resins. Polym Eng Sci 49(7):1383–1388
Asuke F, Abdulwahab M, Aigbodion VS, Fayomi OSI, Aponbiede O (2014) Effect of load on the wear behaviour of polypropylene/carbonized bone ash particulate composite. Egypt J Basic Appl Sci 1(1):67–70
Shuhadah S, Supri AG (2009) LDPE-isophthalic acid modified egg shell powder composites (LDPE/ESPI). J Phys Sci 20(1):87–98
Toro P, Quijada R, Yazdani-Pedram M, Arias JL (2007) Eggshell, a new bio-filler for polypropylene composites. Mater Lett 61(22):4347–4350
Supri AG, Ismail H, Shuhadah S (2010) Effect of polyethylene-grafted maleic anhydride (PE-g-MAH) on properties of low-density polyethylene/eggshell powder (LDPE/ESP) composites. Polym-Plast Technol Eng 49(4):347–353
Iyer KA, Torkelson JM (2014) Green composites of polypropylene and eggshell: effective biofiller size reduction and dispersion by single-step processing with solid-state shear pulverization. Compos Sci Technol 102:152–160
Acknowledgements
This work was carried out with the joint support of the Department of Mechanical, H.N.B Garhwal University, Sinagar, Uttarakhand, India, and the Department of Mechanical, BIT, Sindari, Dhanbad, Jharkhand, India.
Author information
Authors and Affiliations
Contributions
All authors equally contributed work to this paper.
Corresponding author
Ethics declarations
Ethical approval
All authors agreed with the manuscript’s ethical considerations and involvement.
Consent for publication
The consent for publication of this work was approved by all authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Danish, S., Mahto, J.N., Gupta, M.K. et al. Mechanical, water absorption and tribological behavior of eggshell powder-reinforced bakelite composites. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-05077-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-05077-w