
Abstract
This study aims to address the research gap of manufacturing a biodegradable composite material using economically sound and abundant waste reinforcements for eco-friendly applications. The primary aim of this research study was to examine how the addition of novel root cellulose and stem fiber of Amaranthus dubius influence fatigue and dynamic mechanical and hydrophobic behavior of an industrial grade polyester resin. Both the fiber and cellulose underwent silane treatment process before being utilized for composite fabrication. Utilizing the hand layup method, the composite were prepared and the test specimens were then cut in compliance with the applicable American Society for Testing and Materials (ASTM) standards. The findings of this study show that the highest fatigue life counts for composite designation PA3 is 30862, 28041, and 24384 for 25%, 50%, and 75% ultimate tensile stress, indicating that the composites with 3.0 vol.% cellulose improved the fatigue strength of composites. Similarly, the addition of cellulose and fiber improved the energy storage and reduced the loss factor due to improved visco-elastic properties. The addition of cellulose improved the energy storage while reducing the energy dissipation factor. Additionally, the lowest contact angle of 74 is observed for composite which contains 5.0 vol.% of cellulose, and it is still in hydrophobic range. These properties improved lightweight polyester composites which could be used in home infrastructure, commercial infrastructure products like man-hole covers and hand rails, and automotive applications since the produced composites are made out of cheaper and effective natural reinforcements.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The production of synthetic fibers and other petroleum-based materials results in significant environmental pollution, including the release of carbon dioxide. Many efforts have been made to create eco-friendly and recyclable parts for upcoming generations of polymer products due to rising environmental consciousness and concerns over the usage of synthetic materials [1]. Bio-composite materials have most recently attracted attention since they are more recyclable and sustainable. Up until the year 2030, the industry for bio-composite is expected to grow at a 9.59% annual pace [2]. Low density, abrasion resistance, non-toxicity, being environmentally benign, biodegradability, and sustainability are all characteristics of bio-composites; thus, they gained high momentum in all engineering field for effective deployment [3]. To make biodegradable and eco-friendly composites, plant fibers and animal or biomass fillers are extensively used. The natural fibers such as coir, jute, ramie, flax, and sisal are investigated hugely in recent days and identified as potential reinforcement for composite production [4]. However, still there is a search for new sustainable natural fiber for composite development to meet a current industry demands. In this line up, human edible plants such as Amaranthus dubius gained attention since it is cultivated hugely for edibility purposes [5]. Based on the reports, it is clear that more than 100 metric tonnes of this plant is cultivated annually for food purposes to humans and other living beings. It is available in both green and red, and some of them are also multicolored. There are red and green kinds of it in addition to ones that are multicolored. It is a weedy plant species that is typically found in disturbed areas or along the side of the road. This plant stem contains 43.6% cellulose, 17.6% hemicellulose, and 20.3% lignin and is often used in cooking due to its accessibility and phenotypic plasticity [6]. Its stem contains long continuous fiber, which can be used in lightweight composite production. Moreover, the extraction route is simple compared with other natural fibers presently used in composite applications. As a result, this Amaranthus dubius fiber and its root could be used as a reinforcing fiber and filler material for composite development.
In order to improve or reinforce specific properties of the composite material while using less polymer material, filler substances which can be nanoparticles, macroparticles, or granules are added to polymeric composites. Millions of tons of fillers are used annually by several businesses all over the world, including those that produce products like paper, plastics, rubber, paints, varnishes, adhesives, glues, and sealants [7]. Growing environmental concerns have reignited interest in natural, renewable, and biodegradable materials; thus, bio-fillers are being used as fillers in polymer composites. Cellulose, often known as biofiller, is the biopolymer that is most extensively available globally [8]. One of them, cellulose, is the best biofiller (biopolymer) for boosting the composite’s mechanical characteristics without changing its self-weight. This substance has a lower density of 1.5 g/cm3 and has a molecular mass of 1.4 × 101.6 g [9]. Cross-linking is noticeable when combined with other base polymers because of the material’s long molecular chain. Due to its high level of sustainability compared to other biofillers in its class, it is frequently employed as filler and microfiber in several polymeric composite productions [10].
It is noted that Amaranthus dubius roots are widely available and have a higher cellulose concentration than previously mentioned sources; they are used to prepare cellulose. The unique natural cellulosic fiber derived from the strelitzia reginae plant was characterized and analyzed by Lemita et al. [11]. The author reported an average Young’s modulus is about 9.89 GPa, 12.08 GPa, and 18.39 GPa when they are dispersed with a polymer matrix. Similarly, investigations were conducted on stem amaranth fiber by Samiul et al. [12]. The author noted that it is a fiber with characteristics similar to jute fiber. By combining it with the existing fiber, it deserved more potential applications. Moreover, using leftover Pueraria root material, Wang et al. [13] isolated and characterized cellulose nanocrystals. Waste Pueraria root materials were successfully transformed into cellulose nanocrystals (CNCs) for use in the creation of nanoscale materials using a series of chemical treatments. Thermogravimetric analysis revealed that the CNCs are thermally stable. Similarly, Coelho et al. [14] researched the use of cellulose nanocrystals made from grape pomace in the production of starch-based nanocomposite films. It has been discovered that raising the percentage of CNCs from 5 to 15% has been effective in improving mechanical properties and lowering water vapor permeability.
According to the literature review, more studies are reported for the various fiber and cellulose-based composites. However, there is a research gap that exists in the use of cellulose particles and Amaranthus dubius fiber in a polyester matrix to create composite materials. Since there is no research specifically explaining the DMA, fatigue, and hydrophobic properties of this composite earlier, this present investigation is aimed to address those research gaps. As a result, the goal of the current work is to explore the properties of unique cellulosic Amaranthus dubius stem fiber and waste Amaranthus dubius roots as crystalline cellulose with polyester matrix. This study also focused on the composites’ mechanical, wear, and hydrophobic behavior. These properties improved composite materials could be employed in a variety of industrial, automotive, defense, and aerospace sectors.
2 Experimentation
2.1 Materials used
Maleic anhydride, an unsaturated polyester resin with a molecular weight of 2400 g/mol, a viscosity of 600 cps, and a density of 1.13 g/cm3, was obtained through Huntsman India Ltd. Methyl ethyl ketone peroxide (catalyst) was acquired by Merck India, Ltd. with a density of 1.17 g/cm3 and a molar mass of 210.1 g/mol, as well as cobalt naphthenate with a density of 0.95 g/cm3 and a molar mass of 401.2 g/mol. Amaranthus dubius stem fibers were prepared in this study which has a density of1.15 g/cm3 and fiber diameter is around 70–90μm. Similarly, cellulose also synthesized by using Amaranthus dubius which has a size of 1–3 μm and a density of 1.3–1.5 g/cm3. Finally, the silane surface modifier 3-aminopropyltrimethoxysilane for treating the surface of fiber and cellulose was purchased from Sigma-Aldrich, USA.
2.2 Extraction of fibers
The fiber extraction process was started by collecting Amaranthus dubius plants of the red species. It was approximately 4 ft tall; thus, it could be used to produce fibers with an average of 70 mm from between the nodes. The leaves of the plants were removed and only the stems have been utilized for fiber extraction process. The stems were washed using tap water for 3 times to remove all the dirt and immersed in water for 60h for proper retting [15]. Once the retting process was completed, the retted outer layers of stems were removed via mechanical shaving process and finally the fine fibers were obtained. The extracted fiber was again cleaned several times in water to make them completely stem’s flesh free. Finally, the extracted fiber was dried in the moderate sun light for 5 h to remove excessive moisture [16, 17]. Figure 1 demonstrates the steps followed in Amaranthus dubius stem fiber extraction. The produced fiber has an average length of 80mm with an average diameter of 122.5 μm.

Amaranthus dubius stem fiber preparation
2.3 Synthesis of the cellulose
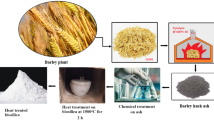
Figure 2 shows the preparation route of cellulose from roots of the Amaranthus dubius. In this, initially, the roots are detached from the plant stem and then washed with water to remove unwanted particles and debris. The separated roots are then dried in a hot air oven for 4 h before being crushed into powder using a mechanical shredder. A 4 g of Amaranthus dubius roots powder are collected and mixed with 12ml of 1mol NaOH, and mixed with 88ml of distilled water and stirred for 2h at 85°C on a hot-plate magnetic stirrer. Then the particles are separated using a strainer and Whatman 41 grade filter paper (to separate water) and dried normally for about 24 h [18, 19]. However, to improve the production of cellulose, the stirring speed and time may vary to reduce the lean time of cellulose outcome. These dried particulates are then sterilized in 50ml of NaOCl and 50ml of distilled water. The hot plate magnetic stirrer was heated to 80°C and dwelled for 1 h then spontaneously cooled. Then the particles are cleaned with distilled water and heated up to dry condition in a hot air oven for 3 h to neutralize and maintain the pH level. Thus, the fine-sized cellulose biopolymeric particles are prepared at the end of the process [20, 21]. The particle size of the cellulose obtained was between 1 and 3 𝜇m, with a density of 1.3 to 1.5 g/cm3. Figure 2 shows the XRD plot of cellulose prepared. The peaks at Fig. 2 are the subtracted data from the blank run. It indicated two strong peaks at about 17.4° and 21.8° 2θ. The strongest peak between 22° and 24° is connected to the I200 plane lattice that indicates the crystalline phase of material prepared. Similarly, a 2θ peak between 17° and 18° is connected to the Inon–cr plane, which is associated to the diffraction pattern of non-crystalline materials. However, the crystalline peak is higher intensity indicating larger portion of cellulose prepared which is crystalline phase with a crystalline index and crystalline size of 0.726 and 36.4nm. Thus, the formed XRD plot having marginal noise and the diffraction path is slightly non-smoother due to the presence of amorphous phase [22].

Cellulose preparation from Amaranthus dubius roots
2.4 Composite development
Before making composites, the fiber and cellulose filler were silane surface treated via aqueous solution method with respect to the previous literature [23]. Moreover, the lay-up surface was thoroughly cleaned as part of the mould preparation step. A fixed quantity of unsaturated polyester resin (maleic anhydride) is added to a cleaned glass beaker together with cellulose from Amaranthus dubius roots. The polyester and suitable accelerator/promoter system was supplied by Reliance Industries Limited. It is ensured that the mixture was thoroughly blended and free of lumps at the end of the admixture formation process. Unsaturated polyester and cellulose from Amaranthus dubius roots are completely combined and then methyl-ethyl-ketone-peroxide (catalyst) was added up to 2 wt% with 0.5 wt% of cobalt naphthenate as an accelerator. Usually, the gelation time of resin-hardener admix is 25–30 min; thus, the hardener-added resin-cellulose blend was poured into the silica rubber mould of 3-mm thickness and 30 vol% of average 70-mm-length fiber was laid to form a thick composite of 3 mm. The fiber laid here was random oriented and cured for 24 h and post-cured for 2 h at 80°C in a hot air oven and cooled in RT [23]. The various composites prepared in this present study are shown in Table 1.
3 Characterization of composites
The composites were scrutinized visually for any surface defects and flaws after completion of curing process. Further abrasive water jet machine was used to cut test specimens from cured composite plates with respective ASTM standards. Figure 3 shows the ASTM test specimens used in this present study. The fatigue behavior of composites is assessed using a MTS Landmark 370 load frame, USA, following ASTM D 3479. The test was conducted with a load of 1.28 KN, frequency of 5 Hz, stress ratio of 0.1, average elastic modulus of 6 GPa, and stress levels of 25%, 50%, and 75%. Before conducting the fatigue test, the samples were tested for their tensile strength. This tensile stress and modulus were given as input for conducting the fatigue test as 25, 50, and 75% to make S-N relationship. Moreover, being the polymer composite, the strain will be very less; thus, the stress ratio is given as 0.1. Similarly, the dynamic mechanical analysis of composite was evaluated based on temperature sweep mode with a dual cantilever beam model in accordance to ASTM D 4065. The temperature of 40°C, heating rate of 1K/min, amplitude of 15μm, and frequency of 1 Hz were set as process parameters. Moreover, the sample thickness used here was 1.5 mm. In the same way, the hydrophobic properties of prepared composites were measured using HOLMERC, HO-IAD-CAM-01contact angle gonimeter following ASTM D-7334. A drop of water was placed over the composite sample and the angle between horizontal surface and bubble surface is measured in angles using a CMOS enabled camera. Finally, the fractograph of composite samples were assessed using a scanning electron microscope HITACHI, S-1500, JAPAN. Scan portion was coated with gold before imaging to prevent static electricity issues.

ASTM test specimens with dimensions
4 Results and discussions
4.1 Fatigue behavour
Figure 4 displays the fatigue life counts through the S-N curve for various counts. The pure polyester P offers the lowest fatigue life values, which are approximately 6274, 3608, and 1135 at 25%, 50%, and 75% UTS, respectively. Because the pure polymer matrix is more brittle, as Fig. 4(a) shows, there is a lower fatigue life count as well as flat brittle fracture. This was brought on by the retention of plastic strain inside the chain of polyester molecules. Additionally, the fatigue life numbers for composite designation PA1 are increased by around 19,653, 16,513, and 12,884 with a 30% volumetric addition of Amaranthus dubius stem fiber. The silane treatment on the Amaranthus dubius stem fiber surfaces was done for the purpose of improving the adhesion, bonding, and interaction between the treated fibers and matrix [24]. Figure 4(b) shows matrix cracks that develop after a significant number of fatigue life counts. The improvement in interlocking mechanism via the silane treatment process with NH2 functional group reaction illustrates the fine and adhesion improved deformation traces on the fiber in the fractured portion. The NH2 functional group on treated fiber could react with the resin during the curing process and make rigid covalent bonds with matrix. Thus, the load sharing is effective and there is no much interfacial delamination that occurred. Similar to this, adding cellulose particles from Amaranthus dubius roots by 1.0, 3.0, and 5.0 vol.% further enhanced the fatigue life counts.

S-N curves for various composite designations
Although highly reacted phases of fiber with the matrix result in the development of minute cracks rather than major failures, as seen in Fig. 4(c), cellulose additions show an improvement in the toughness of the brittle matrix. The maximum fatigue life numbers for the composite with the designation PA3 are about 30,862, 28,041, and 24,384 at 25%, 50%, and 75% UTS. It occurs as a result of the inclusion of cellulose up to 3 vol%, which is evenly distributed throughout the matrix and efficiently resists deformation in addition to causing greater cross-linking [25]. Figure 4(d) shows how the production of highly dense microcracks in the matrix leads to greater fatigue life counts and the formation of a delamination between the phases of the matrix and fiber. Furthermore, due to the increased cellulose volume up to 5.0 vol.%, cellulose particles agglomerate in the matrix materials, thus lowering the fatigue life counts for PA4 classification (Fig. 5).

SEM fractography for fatigue samples
4.2 Dynamic mechanical analysis
Figure 6 depicts the dynamic mechanical analysis for polyester and its various composites. The composite identifier P noted the minimal storage modulus value, which is approximately 2.3 GPa. Since temperature increases, molecular oscillation also increases. This shows that the matrix molecules rotate very quickly and have a low storage modulus value. The energy supplied as stress cannot be stored by the molecules because they spin at extremely high temperatures and frequencies. As a result, the loss tangent also exhibits low values [26]. However, adding up to 30% of amaranthus dubius stem fiber to pure polyester resin results in higher storage modulus of roughly 3.4 GPa. The rotation of the matrix free volume was prevented by silane-treated fibers with Si–O–Si structures, and as a result, the storage modulus was further increased. Additionally, increasing values for storage modulus and lowering values for loss factor are seen when cellulose particles from Amaranthus dubius roots are added at levels of 1.0, 3.0, and 5.0 vol.%. With 3.0 vol.% of cellulose, the PA3 designation was determined to have the highest storage modulus of 4.2 GPa and the lowest loss factor of 0.51. The connection between the fiber and the secondary molecules of the resin is strengthened as a result of the inclusion of cellulose. As a result, the inertia that rotates around the major chains quickly increased, and more heat energy was required to activate the same [27]. However, further increases in cellulose vol.% up to 5.0 vol.% lower the DMA characteristics because they cause agglomeration in the cellulose resin.

Storage modulus and loss factor for various composite designations
4.3 Hydrophobicity (contact angle)
The contact angle values for various composite designations are shown in Fig. 7. As a result of using pure polyester resin as its primary component, the composite designation P’s contact angle value is shown to be 91°. This higher contact angle is the reason for the hydrophobic behavior of polyester resin, which repels the water to penetrate in [28]. However, the composite designation PA1 has a contact angle of 85°. This marginally lower contact angle was the reason for the addition of cellulosic Amaranthus dubius stem fibers in the amount of 30% which has a tendency to absorb water. Though it is silane-treated, the intermolecular attraction of polymer molecules and the fiber makes the composite’s surface as more energy-absorbing medium. Thus, the wetting is increased and the bubble shows lesser contact angle [29]. However, further adding cellulose of 0.5, 1.0, 2.0, and 4.0 vol.% resulted in an improved contact angle for composites with the designations PA2, PA3, and PA4, respectively. In comparison with plain resin, it is an increment of 8.79%, 15.3%, and 18.68% and in comparison with PA1 it is about an increment of 2.35%, 9.41%, and 12.94%. Among all composite, the composite designation PA4 has the lowest contact angle of 74°, when compared to all other composite designations. The cellulose contains larger macromolecules, such as OH, C–OH, O–CH, and CH2–CH2 and so on. Thus, the surface energy of composite significantly improved, which is proportional to the admittance of water molecules inside. Thus, lower contact angle is observed [30].

Contact angle for different composite combinations a pure resin, b PA1, c PA2, d PA3, and e PA4
5 Conclusions
In this experiment, crystalline cellulose from Amaranthus dubius roots and a new cellulosic fiber from the stem were used to create polyester composite materials. The goal of the study is to determine how different cellulose addition modifies the fatigue, DMA, and hydrophobic behavior of the polyester composites reinforced with Amaranthus dubius stem fiber. The results of this investigation show that the highest fatigue life counts for composite designation PA3 are reported at approximately 30,862, 28,041, and 24,384 for 25%, 50%, and 75% UTS. Similar to this, it was discovered that the PA3 designation, which contains 3.0 vol% of cellulose, has the highest storage modulus and the lowest loss factor. The composite designation PA3 has the highest storage modulus of 4.2 GPa and the lowest loss factor of 0.51. In addition to this, the addition of 5.0 vol.% of cellulose results in the composite with the designation PA4 having the lowest contact angle, which is around 74°, which is acceptable. This environmentally friendly load bearing and time-dependent properties improved polyester composites could be used in a variety of industrial applications starting from home infrastructure product manufacturing to high-performance automotive applications. Similar to this, a new system of work could be done as future work by considering other cellulosic fibers from various stems of plants, spinach, and other plants.
References
Siengchin S (2023) A review on lightweight materials for defence applications: a present and future developments. Def Technol. https://doi.org/10.1016/j.dt.2023.02.025
Deeraj BDS et al (2021) Dynamic mechanical performance of natural fiber reinforced composites: A brief review. Appl Sci Eng Prog 14.4:614–623. https://doi.org/10.14416/j.asep.2021.06.003
Zwawi et al (2021) A review on natural fiber bio-composites, surface modifications and applications. Molecules (Basel, Switzerland) 26(2):404. https://doi.org/10.3390/molecules26020404
Ortega et al (2022) Biobased composites from agro-industrial wastes and by-products. Emergent Mater 5:873–921. https://doi.org/10.1007/s42247-021-00319-x
Tang et al (2019) Mater Today: Proc 16:1387–1393
Evon et al (2021) Low-density insulation blocks and hardboards from amaranth (Amaranthus cruentus) stems, a new perspective for building applications. Coatings 11:349. https://doi.org/10.3390/coatings11030349
Dantas et al. IntechOpen, 2019. Crossref. https://doi.org/10.5772/intechopen.81329.
Syuhada et al (2021) Waste natural polymers as potential fillers for biodegradable latex-based composites: a review. Polymers 13(20):3600. https://doi.org/10.3390/polym13203600
Hachaichi et al. Springer, Singapore. (2021) https://doi.org/10.1007/978-981-33-4749-6_10
Jagadeesh et al (2021) Influence of nanofillers on biodegradable composites: A comprehensive review. Compos 42(11):5691. https://doi.org/10.1002/pc.26291
Lemita et al (2022) Characterization and analysis of novel natural cellulosic fiber extracted from Strelitzia reginae plant. J Compos Mater 56(1):99–114. https://doi.org/10.1177/00219983211049285
Sony et al (2022) Stem Amaranth Fiber. https://doi.org/10.1016/j.matpr.2019.05.312
Wang et al (2019) Isolation and characterization of cellulose nanocrystals from pueraria root residue. Int J Biol Macromol 129:1081–1089. https://doi.org/10.1016/j.ijbiomac.2018.07.055
Coelho et al (2020) Cellulose nanocrystals from grape pomace and their use for the development of starch-based nanocomposite films. Int J Biol Macromol:159. https://doi.org/10.1016/j.ijbiomac.2020.05.046
Mohankumar D et al (2021) Extraction of plant based natural fibers – A mini review. IOP Conf Ser: Mater Sci Eng 1145:012023. https://doi.org/10.1088/1757-899X/1145/1/012023
Vinod A et al (2021) Extraction and characterization of natural fiber from stem of Cardiospermum Halicababum. J Nat Fibers 18(6):898–908. https://doi.org/10.1080/15440478.2019.1669514
Gopal PM et al (2023) Exfoliation and physicochemical characterization of novel biomass-based microcrystalline cellulose derived from Millettia pinnata leaf. Biomass Convers Biorefin:1–11. https://doi.org/10.1007/s13399-023-04059-2
Raghunathan V et al (2023) Influence of alkali-treated and raw Zanthoxylum acanthopodium fibers on the mechanical, water resistance, and morphological behavior of polymeric composites for lightweight applications. Biomass Convers Biorefin:1–13. https://doi.org/10.1007/s13399-023-04240-7
Akatwijuka O et al (2022) Biomass Convers Biorefin:1–17. https://doi.org/10.1007/s13399-022-02819-0-021-02177-3
Sunesh NP et al (2023) Isolation of Microcrystalline Cellulose from Valoniopsis pachynema Green Macroalgae: Physicochemical, thermal, morphological, and mechanical characterization for biofilm applications. Waste Biomass Valorization:1–20. https://doi.org/10.1007/s12649-023-02228-y
Bourchak M et al (2023) J Vinyl Addit Technol 29(3):448–457. https://doi.org/10.1002/vnl.21990
Rantheesh J et al (2023) Isolation and characterization of novel micro cellulose from Azadirachta indica A. Juss agro-industrial residual waste oil cake for futuristic applications. Biomass Convers Biorefin 13(5):4393–4411. https://doi.org/10.1007/s13399-022-03467-0
Rajadurai A (2016) Thermo-mechanical characterization of siliconized E-glass fiber/hematite particles reinforced epoxy resin hybrid composite. Appl Surf Sci 384:99–106. https://doi.org/10.1016/j.apsusc.2016.04.185
Arun Prakash VR et al (2022) Mechanical, thermal and fatigue behaviour of surface-treated novel Caryota urens fibre–reinforced epoxy composite. Biomass Convers Biorefin 12(12):5451–5461. https://doi.org/10.1007/s13399-020-00938-0
Alshahrani H, Prakash VRA (2022) Mechanical, fatigue and DMA behaviour of high content cellulosic corn husk fibre and orange peel biochar epoxy biocomposite: A greener material for cleaner production. J Clean Prod 374:133931. https://doi.org/10.1016/j.jclepro.2022.133931
Alshahrani H, Vr AP (2022) Mechanical, wear, and fatigue behavior of alkali-silane-treated areca fiber, RHA biochar, and cardanol oil-toughened epoxy biocomposite. Biomass Convers Biorefin:1–12. https://doi.org/10.1007/s13399-022-02691-y
Pokhriyal M et al (2023) Effect of alkali treatment on novel natural fiber extracted from Himalayacalamus falconeri culms for polymer composite applications. Biomass Convers Biorefin:1–17. https://doi.org/10.1007/s13399-023-03843-4
Sanjay MR et al (2018) Characterization and properties of natural fiber polymer composites: A comprehensive review. J Clean Prod 172:566–581. https://doi.org/10.1016/j.jclepro.2017.10.101
Rangappa SM et al (2022) Lignocellulosic fiber reinforced composites: Progress, performance, properties, applications, and future perspectives. Polym Compos 43(2):645–691. https://doi.org/10.1002/pc.26413
Sanjay MR et al (2019) A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr Polym 207:108–121. https://doi.org/10.1016/j.carbpol.2018.11.083
Data availability
All data in manuscript.
Author information
Authors and Affiliations
Contributions
Joshua Gnana Sekaran and P. Thirumurugan—research, writing, and testing.
Sumanth Ratna. Kandavalli—material arrangement and writing.
K.Swarnalatha—testing support.
Corresponding author
Ethics declarations
Ethical approval
NA.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sekaran, J.J.G., Thirumurugan, P., Kandavalli, S.R. et al. Dynamic mechanical, tensile fatigue and water absorption behaviour of polyester composites comprises of Amaranthus dubius stem natural fiber and its root waste crystalline cellulose. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-04831-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-04831-4