
Abstract
This study explores the effect of heat-treated silane modified biosilica on the fatigue, creep, and dynamic mechanical behavior of waste cotton microfiber-vinyl ester composites. The primary objective of this research was to investigate how the heat treatment process on biosilica influences on the load bearing effect of the composite. The biosilica particles are prepared via a thermo-chemical process and heat treated at 1500 °C for 2 h along with silane treated using 3-aminopropyltrimethoxysilane (APTMS). Further, the composites are prepared via a solution casting method since the resin, hardener, filler, and microfiber are mixed in the solution stage. According to results, the composite VCB2 (vinyl resin + cotton microfiber + biosilica of 2 vol.%) shows improved fatigue life cycles of 28,842, 21,682, and 18,811 at stress levels of 25%, 50%, and 75% of ultimate tensile strength. In the dynamic mechanical analysis, the VCB3 (vinyl resin + cotton microfiber + biosilica of 3 vol.%) produced a highest storage modulus of 5.2 GPa with a reduced loss factor of 0.48. Moreover, the creep behavior of VCB3 revealed reduction in creep strain of 0.0029 compared to the creep strain of the plain resin of 0.062 at 15,000 s, at an elevated temperature of 50 °C. This is about an improvement of 95.3%. This remarkable resistance to deformation over time and temperature positions the VCB3 as a promising material for applications where dimensional stability and high life span are top priority. Overall, the heat treatment process on biosilica fetched improved load-bearing effect compared to the biosilica used in as-received condition.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Emerging technological development and over-utilization of fossil fuel create major economical and environmental changes, which are more prone to many health issues to living organisms across the nations [1], especially, the use of heavy metals on manufacturing industries such as automobile vehicles, defense machineries, space sectors, and train coaches as force to consume more fossil fuels. To overcome such issues and to minimize the consumption of fossil fuels, there were many research work done on utilizing light weight material in manufacturing industrial areas [2]. As a consequence, the light weight nature of fiber-reinforced polymer composite is applied in wide sectors. In addition to this, the fiber-reinforced polymer composite materials are having certain specific characteristic features such as high strength-to-weight ratio, high durability, high stiffness, corrosive resistance, and wear-resistant properties [3, 4].
These features of fiber-reinforced plastic (FRP) composites are prepared by using either natural fiber or synthetic fiber. Despite several advantages in synthetic fiber reinforcement, it is hard to degrade, non-renewable, and high cost in nature. So, to produce eco-friendly, sustainable biodegradable material along with an increase in material properties, the natural fiber is utilized, and wider applicational researches are done on natural fiber-reinforced polymer composite [5]. The natural fiber can be obtained from various plant, animal, and agro biomass waste sources. One such agricultural and industrial biomass is cotton. Ever since the pre-historic era, the human fashion technology gets developed, the cotton fabric was considered the most utilized cloth wear across all the countries in the world. According to the statistical estimation data, approximately 149 million tons of textile waste is generated each year globally, according to the 2017 year survey [6].
Most of these wastes are reused, and some are dumped into landfills, incinerated, and burnt in open atmosphere, which might create pollution in the surroundings. To mitigate such issues, it was treated as fiber in composite, and there were many researches done on this waste cotton fabric material mainly due to the presence of high cellulose content (nearly 90%) [7]. Generally, the cellulose have linear long chain polymer that holds strong hydroxyl groups, which provides better structural connectivity, bonding adhesion, and further enhanced tensile strength of the material [8].Therefore, the waste cotton textile fabric was converted to a useful biocomposite, and its behavior is studied by Shi et al. [9]. The author found that addition of cellulose-rich cotton fabric creates strong internal bonding (1.52 MPa) between the composite. Similarly, Hammiche et al. [10] had conducted a study on cotton fiber-reinforced composites and its effects on dynamic mechanical analysis and bonding strength properties. The cotton fiber due to their cellulosic nature enhanced hydrogen bonding and thereby improved the material strength of the composite. Furthermore, Kumar et al. [11] studied how the physical and chemical properties of the composite are influenced by cotton fiber reinforcement. The study examined and resulted that cotton fabrication in the composite has significantly increased the tensile, flexural, compressive, impact, and hardness strength of the material.
However, the fiber reinforcement into matrixes has some drawbacks such as delamination, forming void gaps, and lack of bonding adhesion. These are mitigated by using fillers along with fiber matrix reinforcement [12]. These fillers can act either as space fillers or functional fillers, and they are obtained either by synthetic or natural means. The natural filler substance is actively employed in the polymer composite due to their enhancement of properties and environmentally friendly nature[13, 14]. The most widely used natural fillers are cellulose, lignin, chitin, biosilica, bioceramics, biochar, etc. In these different categories of fillers, the biosilica are researched prominently, due to their availability, affordability, and accessibility nature. Further, the biosilica is an excellent rheology modifier acting as a thickening agent and possessing good surface hardness and abrasion resistance property, and it is also used to improve dispersion stability and anti-settling behavior in the matrix [15]. In addition to this phenomenon features, the silicon are the second most available material in the earth crust. And it is also actively present in plant biomass in the form of phytolith. Naturally, the phytoliths are microscopic amorphous silica structures that are produced within and between plant cells [16].
The functions of phytolith are to strengthen and protect the plants against salt runoff, metal toxicity, and extreme temperatures, as well as against biotic threats such as insects and fungal disease. Thus, silica particles are extracted from the plant biomass because of the presence of phytolith content and due to such wide availability; it is researched by many research scientists under various applications [17]. One such agro and industrial biomass waste is barley husk, which has rich phytolith content and contained nearly 40 wt.% of silica content in it [18]. Because of these advantages of biosilica, many researches are recently done on biosilica from various sources. For instance, Sai Prasanna Kumar et al. [19] examined the effects of Setaria italica husk biomass extracted biosilica and eventually banana fiber-reinforced epoxy composite. The author concluded that inclusion of biosilica into the composite increased the mechanical, flammability, water absorption, and wear-resistant property of the material.
Similarly, Thilagam et al. [20] conducted a study on natural fiber and wheat husk biomass biosilica-reinforced polyester composite. The study reported that adding 2 vol.% of biosilica into the composite shows maximum tensile and flexural strength, and addition of 4 vol.% of biosilica shows maximum impact and hardness capacity in the composite. Moreover, Jayabalakrishnan et al. [21] investigated the thermal stability, flammability, mechanical properties of hemp fiber, and cashew nut shell de-oiled biosilica composite. The flammability of the material improved by adding biosilica into the composite; further addition of 3 vol.% of biosilica into the composite shows highest tensile strength of 164 MPa and flexural strength of 204 MPa.
Besides these advantages on biosilica reinforcement into the composite, there occur some particle defects during the extraction of biosilica, because of subsequent chemical and mechanical processes. To overcome such particle defects and to produce crystalline fine grained biosilica, it is placed under a heat treatment process. Further, the heat treatment diffuses the particle, aligned it properly, and increases the thermal stability and mechanical properties of the particle. It has come to be known from the extensive literature survey that, there was minimal work done on the heat treated biosilica-reinforced composite material. Yet, there was no study found on this combination of cotton fiber and barley husk extracted heat-treated biosilica-reinforced vinyl ester composite, too. Therefore, the present paper aims to investigate the fatigue, creep, and DMA properties of cotton fabric and heat-treated biosilica-reinforced composite material. Further, because of the light-weight, low-cost, good corrosive-resistant, biodegradable, eco-friendly, and better mechanical properties features, it is widely applicable in various automobile, aerospace, biomedical, defense cargo vehicles, domestic appliances, and civil engineering applications.
2 Experimental work
2.1 Materials
The resin matrix in this investigation is vinyl ester resin (grade name: 9102) having a density of 1.05 g/cm3 and a kinematics viscosity of 350 cps at room temperature. The resin was purchased from Aypols Polymers Private Limited, Chennai, India. Furthermore, the biosilica-producing barley husk was procured from Adani Foods Ltd, Chennai, India, and the cotton microfiber was procured from ACL Textile Outlet, Ambattur, Chennai, India. The microfiber, composed of leftover cotton, has dimensions of 3–5 μm in diameter and 300–350 μm in length. Similarly, Merck India provided the dimethylamine, methyl ethyl ketone peroxide, and cobalt naphthalene, which act as the accelerator, catalyst, and promoter. Similarly, for the silane treatment process, the silane agent 3-aminopropyltrimethoxysilane was procured from Sigma-Aldrich USA (Table 1).
2.2 Preparation of heat-treated silane modified biosilica
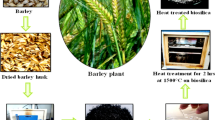
Figure 1 illustrates the extraction of biosilica particles from barley husk. Barley husk is used as a precursor in the synthesis of biosilica. The barley husk was fragmented and subsequently dehydrated by exposure to sunlight. The barley husk was thoroughly cleansed by rinsing it with distilled water to eliminate any residual dust, dirt, or debris. Following a 4-h reflux in 1 N 1.5 L HCl, the barley husk was subsequently dried in a preheated oven at 60 °C. To produce white ash, also known as biosilica, the husk was subjected to combustion for duration of 6 h at a temperature of 600 °C using a Muffle furnace. The 500 cc solution containing 0.5 M NaOH was mixed with the biosilica that had been reduced by heat. The mixture was then heated to a temperature of 100 °C and agitated continuously for a duration of 4 h [22, 23]. Once the liquid has cooled to normal temperature, it was filtered using Whatman no. 41 filter paper. By introducing a 10% concentration of H2SO4 to the sodium silicate filtrate and employing a magnetic stirrer to agitate the mixture for a duration of 24 h, it is expected that a precipitate with a gel-like appearance, colored white, would have been produced. Following the washing process with distilled water at a temperature of 70 °C in a beaker, the precipitate was subsequently crushed into fine silica particles with a size of 60 nm. Subsequently, the refined biosilica undergoes a thermal treatment in a sealed furnace for duration of up to 2 h at a temperature of 1500 °C. After 1 h of maintaining the temperature, the furnace was allowed to cool down in a sealed enclosure [24]. Similarly, the biosilica underwent the application of a silane coupling agent after the completion of the heat treatment process, as stated in the literature [25]. First, the ethanol–water solution is prepared, then 2 wt.% of 3-aminopropyltrimethoxysilane (APTMS) solution was added into the prepared solution. Now, the thermally treated biosilica is added and stirred subsequently using a magnetic stirrer. Finally, the excess silane is drained out, and silanized biosilica particle is dried over hot air oven, in order to obtain fine-grained and moisture-free particle.

Biosilica preparation from barley husk
2.3 Preparation of composite
The analysis in this study centers on the reinforced vinyl ester matrix composite containing biosilica and residual cotton fibers. The vinyl resin was initially combined with barley husk biosilica in different proportions as indicated in Table 2. The ingredients were thoroughly blended to create a uniform mixture using an ultrasonicator for a duration of 20 min. After stirring, the biosilica-reinforced resin mixture was entirely blended with the chopped waste cotton microfiber, resulting in a uniform blend [26]. Ultimately, the combination of fiber and biosilica was placed into a mold. Applying wax to the mold in advance ensured a sleek surface prior to pouring the liquid. The molded cast technique produced flat sheet composites with a thickness of 3 mm. These composites were thereafter allowed to cure at room temperature for a period of 24 h. Figure 2 displayed the vinyl ester composite material that had been created.

Fabricated composite material VCB3

4 Results and discussion
4.1 General characterizations
Figure 4 displays the X-ray diffraction (XRD), energy-dispersive X-ray spectroscopy (EDAX), field-emission scanning electron microscopy (FESEM), and particle size analysis (PSA) results for the unmodified biosilica particles. Figure 4a displays the X-ray diffraction (XRD) graph of the synthesized biosilica. The peaks observed at an angle of 22.43° correspond to the presence of silica crystals in the biosilica. These arrays are formed by the coordination of one silicon atom with four oxygen atoms in a crystalline structure. Furthermore, Fig. 4b displays the FESEM picture of the synthesized biosilica. The particles exhibit a semi-spherical shape while maintaining a consistent morphology. Finally, the particle size analyzer report in Fig. 4c displayed the distribution of particle sizes. The majority of the particles fall between the range of 80–110 nm, with an average particle size of 90 nm.

XRD, SEM, and particle size analyzer plots of biosilica prepared
4.2 Fatigue characteristics
Figure 5 provides an overview of the fatigue performance of various composite designations: V, VC, VCB1, VCB2, and VCB3, subjected to stress levels at 25%, 50%, and 75% of their ultimate tensile strength (UTS). Focusing on the V composite designation, it exhibited notably lower fatigue counts, with values of 2081, 1194, and 978 at 25%, 50%, and 75% of UTS, respectively. This reduced fatigue resistance is attributed to the absence of reinforcing elements in the V composite, resulting in its limited load-bearing capacity under mechanical stress. However, the introduction of cotton waste fibers at a concentration of 40 vol.% into the vinyl ester matrix significantly improved the fatigue life of the composites. Consequently, VC composite recorded fatigue counts of 18,834, 15,521, and 12,840 at 25%, 50%, and 75% of UTS. This enhancement is primarily due to the reinforcement provided by the cotton waste fibers, which bolster the composite’s strength and enables more even stress distribution, reducing the risk of localized stress concentrations that can lead to premature fatigue failure. Additionally, the fibers enhance the toughness of the composite, improving its ability to absorb and dissipate energy during cyclic loading [27].

SN graphs of composite designations
Furthermore, the incorporation of heat-treated biosilica particles at varying concentrations (1%, 3%, and 5% vol.%) alongside 30% cotton waste fibers further enhanced the fatigue performance of VCB1, VCB2, and VCB3 composites. Particularly, VCB2, with a 3 vol.% biosilica content, exhibited impressive fatigue counts of 28,842, 24,932, and 21,099 at 25%, 50%, and 75% of UTS, respectively. In comparison to VC (a composite without fillers), VCB3 demonstrated an improved fatigue count of 53% at 25% UTS, 60% at 50% UTS, and 64% at 75% UTS, respectively. However, VCB3 exhibited a slight reduction in fatigue counts with 25,996, 21,682, and 18,811 for 25%, 50%, and 75% of UTS, which is 10%, 14%, and 12% less than VCB2. The enhancement in fatigue counts observed in VCB1, VCB2, and VCB3 is attributed to the inclusion of biosilica particles, which inhibit the formation of microcracks within the material, reinforce the matrix, and prevent the development of structural weaknesses that can lead to fatigue failure. These particles also aid in distributing stresses more evenly throughout the composite by improving bonding with the cotton waste fibers, reducing localized stress concentrations, which are often precursors to fatigue failure [28].Therefore, the reduction in fatigue counts observed in VCB3 is attributed to the higher concentrations of biosilica, which significantly increase the composite’s stiffness. Excessive stiffness led to stress concentrations and reduced flexibility in handling cyclic loads, resulting in early fatigue failure as the material struggles to effectively dissipate applied stresses.
Similar results were observed in recent literatures, which proves that the fiber and particle addition is effective. Chinnusamy et al. [29] also conducted a load-bearing study on peanut husk-derived Si3N4 basalt-polyester composite. The author revealed that the addition of Si3N4 ceramic improved the fatigue life cycle at various stress levels. However, in the present study, the bioceramic is heat treated, and it outperformed those literature values. The fatigue life counts are reported to be higher than the quoted literature. Similarly, Jeevanantham et al. [30] also reported the effect of bioceramic addition on the fatigue behavior of basalt-polyester composite. The author reported a highest fatigue life count of 26,911 for the composite having 2 vol.% of Si3N4 particle. However, on comparison with the present study, it is lower, and the present studies’ fatigue life counts surpass 29 K in the 25% of applied UTS. Moreover, Jesumanen et al. [31] researched the effect of adding Si3N4 particles derived from rice husk and its load-bearing and time-dependent properties in the pineapple/basalt fiber polyester composite. The author reported that the addition of a ceramic particle produced the fatigue life counts of 26,997 for 25% of UTS level. However, the present study uses heat-treated biosilica which produced little higher life counts. This is because of refined grains of ceramic particle during the heat treatment process and relieving of stresses inbounds.
Figure 6 shows the scanning electron microscopic images of fractured fatigue specimens, and it offers valuable insights into the characteristics of these materials. Figure 6a presents microcracks that have developed on the surface of the V composite designation. These microcracks are directly responsible for the lower fatigue cycle observed in this composite. In other words, the presence of these surface microcracks compromises the composite’s ability to withstand repeated cycles of mechanical stress. In Fig. 6b, the image displays the reinforcement of cotton waste fibers. It also reveals the internal breakdowns within these fibers when subjected to a mechanical load. This breakdown of fibers is a crucial factor in understanding the material’s behavior under stress, as it highlights the structural changes occurring within the composite. Figure 6c demonstrates the complete breakage of the cotton waste fibers due to applied stress. Additionally, the image reveals the dispersion of biosilica particles within the composite. Figure 7a, b shows the EDAX report of biosilica particle and VCB3 composite. Figure 7a depicts the EDAX report of the biosilica particle. The peaks observed at 0.42 and 1.68 keV are indicative of the presence of oxygen and silicon. This indicates that the extraction process is meticulously regulated and no atoms other than SiO2 are present. Further, Fig. 7b indicates the peak for Si near to the peak of oxygen. This indicates the particles are spread in all the places of the composite. The visible presence of these biosilica particles suggests that they play a role in the material’s structural integrity or stress distribution. Figure 6d illustrates an improved bonding between the fibers and biosilica particles. This enhanced bonding is significant because it contributes to the overall load-bearing capacity of the composite. It strengthens the structural cohesion of the material, making it more resistant to mechanical stress and less prone to failure.

SEM images of fractured fatigue specimens. a V, b VC, c VCB1, and d VCB3

a and b illustrate EDAX report of biosilica particle and VCB3 composite
4.3 Dynamic mechanical analysis
The findings of dynamic mechanical analysis (DMA) for different composite designations, namely V, VC, VCB1, VCB2, and VCB3, performed at a frequency of 1 Hz, are shown in Fig. 8. Significantly, the V composite designation displayed a lower storage modulus of 2.4 GPa and a greater loss factor of 0.77 in comparison to the other composites. The primary cause of this behavior can be traced to the intrinsic properties of vinyl ester resins, which possess a particularly low glass transition temperature (Tg) [32]. The low glass transition temperature (Tg) of the material suggests that the polymer chains in the material have a high degree of mobility. This increased mobility results in greater deformability of the material and consequently a lower storage modulus. The elevated loss factor is ascribed to the elevated viscosity of vinyl ester, which converts mechanical energy into heat during deformation, leading to a heightened loss factor. Nevertheless, the incorporation of cotton waste fibers into the vinyl ester matrix resulted in an enhancement in the storage modulus and a decrease in the loss factor. The storage modulus of the VC composite increased to 3.7 GPa, while the loss factor reduced to 0.71. The VC composite demonstrated a 54% enhancement in storage modulus and an 8% decrease in the loss factor, suggesting superior DMA performance in comparison to the V composite. The improvement is mainly attributed to the strengthening effect of the cotton waste fibers. The addition of this reinforcement enhances the composite’s capacity to store and release energy in an elastic manner, leading to an increased storage modulus [33].

DMA for various composite designations
The heightened rigidity additionally diminishes the mobility of polymer chains, resulting in a reduced loss factor. In addition, incorporating heat-treated biosilica particles into the vinyl ester, together with a consistent 30 vol.% of cotton waste fibers, resulted in additional enhancement of the dynamic mechanical analysis (DMA) properties in the VCB1, VCB2, and VCB3 composites. Specifically, VCB3 demonstrated a storage modulus value of 5.8 GPa, indicating a high level of stiffness and a lowered loss factor of 0.48, suggesting a lower level of energy dissipation. VCB3 exhibited a 56% higher storage modulus and a 47% lower loss factor compared to the VC composite. The main reason for this improvement is the enhanced bonding between different surfaces, which is made possible by treating the biosilica particles with heat and silane. The improved bonding facilitates more effective transmission of stress inside the composite, leading to decreased energy dissipation [34]. Incorporating biosilica particles into the composites enhances their rigidity, resulting in higher storage modulus and less flexibility. The increased rigidity of the material allows it to better withstand mechanical forces and reduces deformation and energy dissipation, resulting in lower loss factors [35].
Furthermore, it has been noted that the storage modulus and loss factor values of the current study are similar to those reported in existing literature. Additionally, it has been determined that these values are superior to the results reported in the existing literature. These enhancements can be attributed to the efficient heat treatment method used to the ceramic, which potentially alleviated the internal tensions. Jaiganesh et al. [36] investigated the dynamic mechanical characteristics of epoxy composites using CTBN rubber, silane surface-modified pineapple fiber, and micro B4C. The author disclosed that the inclusion of CTBN and B4C enhanced the resilience. The authors report a maximum storage modulus of 4.7 GPa, which is slightly lower than the quoted value of 5.8 GPa for the VCB3 composite classification. In a similar manner, Alshahrani et al. [37] examined the dynamic mechanical analysis (DMA) characteristics of a biocomposite made from a high concentration of cellulose corn husk fiber and orange peel biochar epoxy. The author disclosed that the use of biocarbon enhanced the storage modulus of the composites. Nevertheless, the claimed value is lower than the storage modulus observed in the current investigation. The addition of ceramics in heat-treated form is attributed to this enhancement.
4.4 Creep behavior
Figure 9 represent the creep behavior of various combinations of vinyl ester composites. For the designation V, the pure vinyl ester resin has lower creep values up to 0.0082, 0.014, and 0.062 with varying time range of 5000 s, 10,000 s, and 15,000 s respectively. But the temperature remains constant of 50 ℃. The reason behind such low creep values of pure vinyl ester is due to their strong covalent bonds and cross linking between the polymer chains as well as high chemical resistance in nature [38]. However, the inclusion of the fiber into the vinyl ester composite poses further reduced creep strain value. The composite designation of VC shows lesser creep values of 0.0034, 0.0068, and 0.0094 compared to the plain vinyl ester V, and it is due to the fiber reinforcement, which will enhance the strength and stiffness of the composite material. Thus, the addition of cellulose rich cotton microfiber enhanced creep strength by improving the load carrying capacity and effective distribution of load onto the surface of the composite material [39]. Furthermore, the introduction of 1%, 3%, and 5% of filler substances enhances the creep strength, by the way of reducing strain values of the composite material of VCB1, VCB2, and VCB3 respectively. Among those maximum reduced strain values occurred in VCB3, and it is mainly due to the increased addition of heat treated biosilica, and its even dispersion of the particles, as well as filling micro voids, which will enhance interfacial bonding and biocompatibility of the composite [40, 41].

Creep strain of various composite designations
Besides, the composite designation of VCB3 also shows maximum reduced creep strain values of 0.0021, 0.0024, and 0.0029 even when compared to non-filler added composite VC of 0.0034, 0.0068, and 0.0094. Thus, the VCB3 composite has increased creep strength compared to VC composite by percentage creep values of 61.90%, 183%, and 224% respectively. Based on the above explanation, it is clear that the enhanced interfacial bonding, biocompatibility, and proper load distribution property of the filler added VCB3 composite as maximum creep behavior than that of the plain vinyl ester V and non-filler added VC composites [42]. It is further noted that compared with the previous literature studies, this research holds some merits in the creep strain values. Since the bioceramic has been used in heat-treated form, the creep strain values are higher.
Neves et al. [43] studied the effect of adding functionalized microcrystalline cellulose on creep and stress relaxation behavior of epoxy composites. Compared with this study, the addition of cellulose improved the creep strain measurements. However, the values are lesser than that of the present research study’s creep values. This is because of the present study utilized heat-treated biosilica, which improved the crack suppression than the cellulose in the epoxy composite. Similarly, another research study on the effect of functionalization and defects in carbon nanotube on mechanical properties and creep behavior of nitrile butadiene rubber composites is the work of author Kumar et al. [44]. The study’s result shows that addition of CNTs improved the creep behavior of composite; however, compared with the present study, the creep strain is bit higher. The heat-treated biosilica in the composite performed better than the CNTs in the composite.
5 Conclusion
This study explored the impact of heat-treated silane modified biosilica on waste cotton microfiber-vinyl ester composites. The heat treatment and silane treatment processes were performed on the biosilica particles, and they produced significant results outcome in all property studies. Below are the specific conclusion of this research study.
-
i.
The VCB2 composite exhibited remarkable fatigue resistance, with impressive fatigue counts of 28,842, 21,682, and 18,811 at 25%, 50%, and 75% of the ultimate tensile strength. These results unequivocally highlight the enhanced durability of composites, particularly under cyclic loading conditions.
-
ii.
Similarly, in dynamic mechanical analysis, the VCB3 composite produced a high storage modulus of 5.2 GPa and significantly reduced loss factor of 0.48, which indicates its exceptional ability to conserve energy and minimize energy dissipation during mechanical deformation. These values suggest the potential for superior performance in applications where structural integrity and reduced energy loss are required.
-
iii.
Moreover, the study of creep behavior revealed that VCB3 exhibited an impressive reduction in creep strain over specific time intervals. At an elevated temperature of 50 °C, the VCB3 composite demonstrated minimal creep strain values of 0.0021, 0.0024, and 0.0029 for time intervals of 5000 s, 10,000 s, and 15 000 s, respectively. This remarkable resistance to deformation over time and varying temperature conditions positions these composites (VCB3) as a promising material for applications requiring dimensional stability and longevity.
-
iv.
In summary, the incorporation of heat-treated silane modified biosilica within waste cotton microfiber-vinyl ester composites has led to significant enhancements in fatigue resistance, DMA performance, and creep behavior.
-
v.
These findings hold tremendous promise for the application of these advanced composites in a wide range of demanding industries, including aerospace, construction, and structural engineering, where the obtained values provide compelling evidence of their enhanced mechanical properties and potential for high-performance engineering solutions.
Data availability
All data within manuscript.
References
Khan, M.K.A., Faisal, M. & Prakash, V.R.A (2024) Polym Bull. https://doi.org/10.1007/s00289-024-05208-x
Prabhu, P., Jayabalakrishnan, D., Balaji, V. et al (2024) Biomass Conv Bioref 14:109–116. https://doi.org/10.1007/s13399-021-02177-3
Alshahrani, H., Arun Prakash, V (2023) Biomass Conv Bioref. https://doi.org/10.1007/s13399-023-04926-y
Sanjay MR, Madhu P, Jawaid M, Senthamaraikannan P, Senthil S, Pradeep S (2018). J Clean Prod 172:566-581
Madhu P, Sanjay MR, Senthamaraikannan P, Pradeep S, Saravanakumar SS, Yogesha B, (2018) J Nat Fibers
Sharma KD, Jain S, (2020) Social Responsib J 16(6):917-948.https://doi.org/10.1108/SRJ-06-2019-0210
Zhang L, Li X, Zhang S, Gao Q, Lu Q, Peng R, Xu P, Shang H, Yuan Y, Zou H (2021) Anal Bioanal Chem 413:1313-1320.https://doi.org/10.1007/s00216-020-03094-6
Sun L, Wang H, Li W, Zhang J, Zhang Z, Lu Z, Zhu P, Dong C (2021) Cellulose 28:3789-3805.https://doi.org/10.1007/s10570-020-03632-6
Shi Y, Jiang J, Ye H, Sheng Y, Zhou Y, Foong SY, ... & Ge S (2023) Environ Res 218:114967. https://doi.org/10.1016/j.envres.2022.114967
Hammiche, D., Bellache, R., &Boukerrou, A. (2024). In Interfacial bonding characteristics in natural fiber reinforced polymer composites: fiber-matrix interface in biocomposites (pp. 141–153). Singapore: Springer Nature Singapore.https://doi.org/10.1007/978-981-99-8327-8_8
Kumar, P., Sai Ram, C., Srivastava, J. P., Kumar, A., &Behura, A. K. (2022). Natural and synthetic fiber reinforced composites: synthesis, properties and applications, 137–153. https://doi.org/10.1002/9783527832996.ch8
Rajadurai, A (2016) Applied Surface Science 384: 99-106. https://doi.org/10.1016/j.apsusc.2016.04.185
Rangappa, S. M., Parameswaranpillai, J., Siengchin, S., Jawaid, M., & Ozbakkaloglu, T. (2022). Sci Rep 12(1):397.https://doi.org/10.1038/s41598-021-04386-2
Arun Prakash, V.R., Xavier, J.F., Ramesh, G. et al (2022) Biomass Conv Bioref 12:5451–5461. https://doi.org/10.1007/s13399-020-00938-0
Lim, H., Seo, Y., Kwon, D., Kang, S., Yu, J., Park, H., ... & Lee, T. (2023). Pharmaceutics, 15(10), 2434. https://doi.org/10.3390/pharmaceutics15102434
Khoramishad H, Alizadeh O, Da Silva LFM (2018) J Adhes Sci Technol 32(16):1795–1808. https://doi.org/10.1080/01694243.2018.1447295
Khoramishad H, Zarifpour D (2018) Theoret Appl Fract Mech 98:220–229. https://doi.org/10.1016/j.tafmec.2018.10.007
Khoramishad, H.A. and Hosseini Vafa, S.M.B., 2018. Fatigue Fract. Eng. Mater. Struct 41(12):2514–2529. https://doi.org/10.1111/ffe.12852
Kumar, J. S. P., Kaliappan, S., Natrayan, L., Raturi, A., Seikh, A. H., Iqbal, A., &Mohanavel, V. (2024). Biomass Convers Biorefin, 1–11.https://doi.org/10.1007/s13399-024-05334-6
Thilagham KT, Devi GG, Kadirvel A, Kumar D (2022) Biomass Convers Biorefin 1–10.https://doi.org/10.1007/s13399-022-03549-z
Jayabalakrishnan, D., & K, B. (2023). Biomass Convers Biorefin, 1–9.https://doi.org/10.1007/s13399-023-04055-6
Nithyanandan, N., Gokilakrishnan, G., Manoj Kumar, S., & Hanish Anand, S. (2024). Biomass Convers Biorefin, 1–14.https://doi.org/10.1007/s13399-024-05411-w
Dharmalingam, S., & Sasikumar, T. (2023). Biomass Convers Biorefin, 1–11.https://doi.org/10.1007/s13399-023-05082-z
Muradyan, N. G., Arzumanyan, A. A., Kalantaryan, M. A., Vardanyan, Y. V., Yeranosyan, M., Ulewicz, M., ... & Barseghyan, M. G. (2023). Materials, 16(16), 5516. https://doi.org/10.3390/ma16165516
Sumrith, N., Techawinyutham, L., Sanjay, M. R., Dangtungee, R., & Siengchin, S. (2020). J Polym Environ 28:2749-2760. https://doi.org/10.1007/s10924-020-01810-y
Vinay, S. S., Sanjay, M. R., Siengchin, S., & Venkatesh, C. V (2021) Polym Compos 42(4):1727-1740. https://doi.org/10.1002/pc.25927
Kumar, K. V., Pavendhan, R., Abishek, J. N., Ashwin, L., Krishna, C. M., & Jayasurya, M. (2023, May). In AIP Conference Proceedings (Vol. 2492, No. 1). AIP Publishing.https://doi.org/10.1063/5.0113442
Shi, Y., Jiang, J., Ye, H., Sheng, Y., Zhou, Y., Foong, S. Y., ... & Ge, S. (2023). Environ Res 218:114967. https://doi.org/10.1016/j.envres.2022.114967
Chinnusamy TR, Muralidharan K, Raja VL et al (2024) Load Bearing, Silicon. https://doi.org/10.1007/s12633-024-02866-4
Jeevanantham S, Kaliappan S, Natrayan L et al (2024) Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05385-9
Jesumanen J, Chandrasekaran M, Aurtherson PB (2023) Biomass Conv Bioref. https://doi.org/10.1007/s13399-023-04931-1
Garay AC, Paese LT, Souza JA, Amico SC (2015) Matéria (Rio de Janeiro) 20:64-71. https://doi.org/10.1590/S1517-707620150001.0009
Adak NC, Sharma P, Sardar HH, Neogi S (2023). J Mater Eng Perform 32(13):5862-5870.https://doi.org/10.1007/s11665-022-07528-3
Kaftelen‐Odabaşı H, Odabaşı A, Özdemir M, Baydoğan M (2023). Polym Compos 44(1):121-135. https://doi.org/10.1002/pc.27031
Jacob, M., Francis, B., Thomas, S., & Varughese, K. T. (2006). Polym Compos 27(6):671-680. https://doi.org/10.1002/pc.20250
Jaiganesh, V., Vinothkumar, M. & P., G (2024) Biomass Conv Bioref 14:9739–9748. https://doi.org/10.1007/s13399-022-03600-z
Alshahrani H, Prakash VA, (2022) J Clean Prod 374:133931.https://doi.org/10.1016/j.jclepro.2022.133931
Ashofteh RS, Khoramishad H (2019) Int J Adhes Adhes 94:1-12.https://doi.org/10.1016/j.ijadhadh.2019.03.017
Khoramishad H, Ashofteh RS (2019) J Adhes 95(11):979–994. https://doi.org/10.1080/00218464.2018.1451333
Ashofteh RS, Khoramishad H (2019) J Adhes Sci Technol 33(6):561–578.https://doi.org/10.1080/01694243.2018.1543635
Khoramishad H, Ashofteh RS (2018) J Adhes.https://doi.org/10.1080/00218464.2018.1451333
Arun Prakash VR, Rajadurai A (2016) Appl Surf Sci 384:99–106. https://doi.org/10.1016/j.apsusc.2016.04.185
Neves RM, Ornaghi HL, Alves FC et al (2023) Cellulose 30:2197–2216. https://doi.org/10.1007/s10570-022-05020-8
Kumar Singaravel D, Sharma S, Kumar P, Patel PR (2023) Polym.-Plast Technol Mater 62(15):1998–2014.https://doi.org/10.1080/25740881.2023.2243317
Author information
Authors and Affiliations
Contributions
Murugesan Palaniappan—research work and drafting of manuscript.
Corresponding author
Ethics declarations
Ethical approval
NA.
Conflict of interest
The author declares no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Palaniappan, M. Investigation on role of heat-treated barley husk biosilica on fatigue, creep, and dynamic mechanical behavior of cotton microfiber-vinyl ester composite. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05907-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05907-5