
Abstract
One of the few synthetic resins from petroleum-based sources that are biodegradable and can reduce the environmental pollution is polyvinyl alcohol (PVA). PVA film is non-toxic, transparent, and biocompatible in line with green ecologically friendly requirements. It is completely biodegradable and possesses good mechanical properties, chemical resistance, and gas barrier. PVA’s hydroxyl groups, however, decrease its mechanical and thermal properties and make it water-soluble, which limits its use. However, it is possible to control the water solubility or absorption by partially cross-linking the polymer chains. This work aims to enhance the mechanical properties while making an insoluble film through cross-linking with oxalic acid (OA). In the present investigation, PVA film was cross-linked with OA (with variable weight percentage (wt%) of OA) to limit its ability to absorb moisture. Tensile testing was utilized to evaluate the mechanical properties of the films, revealing their ultimate tensile strength, % elongation, and Young’s modulus. With increase in wt% of OA, % elongation of PVA-based films decreases, whereas maximum tensile strength was observed at 10 wt% of OA configuration. In comparison to neat PVA, the differential thermo-gravimetric analysis peak migrated towards the higher temperature side with an increase in the OA concentration. The peak value of tan δ curve also increased and shifted towards higher temperature side as the OA concentration increased. This concludes that prepared films have high damping coefficient and can absorb impact load. Finally, the films’ creep-recovery behaviour was also examined in detail. To represent the potential application of these films as packaging materials, anti-microbial tests were also conducted.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
One of the most often utilized materials that make it easier for man-made production to develop is plastic film or coating materials [1,2,3,4,5,6]. Plastic film has developed quickly as a result of advances in science and technology [7, 8], but “white pollution” (solid waste produced from a non-biodegradable plastic) has also done considerable environmental damage. Despite having a wide range of uses and having good barrier properties, high mechanical properties, transparency, and other qualities, general plastic film materials like polyethylene [9,10,11], polyvinyl chloride, polypropylene, and other petroleum-based materials generate a lot of waste and typically do not degrade on their own over time. The plastic film takes a very long time-even hundreds of years—to break down into simple, innocuous molecules like CO2 and H2O, which causes significant environmental impact [12, 13]. A single vinyl polymer that bacteria can consume as a source of carbon and energy is polyvinyl alcohol (PVA) [14,15,16,17,18,19,20,21,22]. PVA can disintegrate by 75% in 46 days when subjected to bacterial and enzyme action [23,24,25], making it a type of biodegradable polymer material [26]. PVA is a water-soluble polymer having an extensive amount of hydroxyl groups in the side chain and a carbon chain as the backbone [27]. It is inexpensive to make and has good film-forming qualities using the environment friendly methods [28,29,30]. In keeping with the growth of green and environmentally friendly requirements, PVA film is transparent, non-toxic, not hazardous [31], and biocompatible. It also has good mechanical qualities [32], is resistance to chemicals, and gas barriers, and can be entirely biodegradable [33,34,35]. The hydroxyl groups in PVA, however, increase its ability to absorb water and make it water-soluble, which reduces its mechanical and thermal qualities thereby restricting its use. By partially cross-linking the polymer chains, water absorption (WA) or water solubility can be managed [36].
To add hydrophobicity to PVA, a variety of modification techniques, including etherification, esterification, ester exchange, grafting, copolymerization, and cross-linking, may be used; the respective choice is made based on the intended purpose and the technique’s compatibility. The most popular method for modifying PVA is called the cross-linking, and it can be done with other polymers or with di- or tri-functional low-molecular weight organic or inorganic chemicals that can react with the hydroxyl groups of PVA [37]. Cross-linking improves the polymer’s water resistance and enhances its mechanical and thermal stability, making it suitable for the biomedical applications as well as the magnetic-field-sensitive gels. PVA is an attractive material for producing pressure and potential driven membranes due to its good chemical and thermal stability, and high water permeability. Cross-linking or curing through the hydroxyl groups is an essential technique for modifying the PVA domain [38, 39].
Oxalic acid (OA) can be derived from the biomass sources, making it a renewable and sustainable alternative to the traditional methods of production. Biomass, such as agricultural wastes, wood chips, or even certain plant species, can serve as a starting material for the OA synthesis. One common approach involves the conversion of biomass into sugars, which can then undergo fermentation to produce the OA. The use of biomass as a feedstock for OA production offers several advantages that includes reducing dependence on fossil fuels, minimizing carbon emissions, and utilizing otherwise unused organic waste materials [40]. However, the main drawback of PVA-based films is their high water uptake or solubility in water. In order to overcome this issue, the present investigation focuses on the cross-linking of a biodegradable polymer, PVA. The main reason of solubility of PVA is due to the presence of hydroxyl group (-OH) that results in formation of hydrogen bonding in conjunction with water molecules [41]. Cross-linking of PVA is one of the measures to overcome this severe issue. Earlier, similar types of cross-linking were also proposed by many researchers such as Brick et al. (between PVA and citric acid) [42], Sonker et al. (between PVA and suberic and terephthalic acid) [43], and Jain et al. (between PVA and HCl) [44]. There are two main advantages of cross-linking: (1) restriction in water solubility of films and (2) improvement in mechanical properties. To simulate the real-life conditions, the creep-recovery behaviour of this cross-linked film has been investigated. Furthermore, the mechanical behaviour (at elevated temperatures) of the films is studied using the dynamic mechanical analysis (DMA) technique, which revealed an enhancement in the glass transition temperature value. To represent the potential application of these films in packaging materials, anti-microbial tests were conducted. This assessment aimed to evaluate the effectiveness of the film in inhibiting the growth of micro-organisms, thereby enhancing the film’s anti-microbial properties. Overall, the present study focuses on improving the thermo-mechanical properties of the film through the formation of cross-linked bonds. The study also examines the creep-recovery behaviour of the prepared films and demonstrates an improvement in the glass transition temperature. Additionally, anti-microbial tests are conducted to showcase the film’s suitability for use as packaging materials with enhanced anti-microbial properties.
2 Materials and methods
2.1 Materials
PVA was purchased in powder form from the Thermo Fisher Scientific India Pvt Ltd. It had a molecular weight of 2000–95000, pH value ranging from 5 to 8, having viscosity (4% aqueous solution at 20 °C) of 35–50 cP, and 87% degree of hydrolysis. OA [(COOH)2·2H2O] was purchased from the Central drug house (p) Ltd., New Delhi, India. It is colourless crystal, having 10% solubility in water and melting point 101 °C. Casting of PVA and cross-linked samples were done at manually prepared mould of 13 cm × 8 cm × 2 cm from transparent polyester plastic sheet.
2.2 Fabrication of cross-linked films
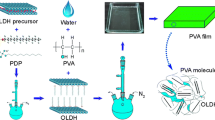
Neat PVA and PVA-based cross-linked films (having different OA contents) were prepared by using the solvent casting method. The size of each sample was kept approximately 13 cm × 8 cm. The fabrication process involves, firstly, 100 mL distilled water was placed into 200-mL glass beaker on hot plate magnetic stirrer at 80 °C and 300 RPM. Then 5 mg of PVA was added to 100 mL distilled water in a glass beaker [45]. After complete solubility of PVA in distilled water, different weight percentages (wt%) of OA (2.5, 5, 7.5, 10, 12.5, and 15%) with respect to PVA were added to the above solution. After that the mixture was further stirred at 80 °C, until the solution came to 50 mL in the glass beaker. Then this solution is poured into a prepared mould and put into the oven for 40 h. Finally, the resulting dried films were peeled off from the mould, and weight of each film was measured to confirm the total evaporation of water. All the prepared films were kept in a close glass box containing calcium chloride at the bottom (without touching the films).
2.3 Water absorption test
To check solubility of the prepared film, WA test was conducted. For this test, a rectangular strip of 30 mm × 10 mm was cut from all sample films. Firstly, all the films were kept in an oven for 180 min at 70 °C to remove the moister. The weight of each strip was taken as W1, and then the strip was dipped into 50 mL distilled water at room temperature for 24 h. Then this sample strip surface was dried by a tissue paper, and the weight of this dried strip was measured as W2. The WA (in %) can be evaluated using Eq. 1:
2.4 Tensile test
Mechanical properties such as ultimate tensile strength, Young’s modulus, and percentage elongation of PVA-based films cross-linked with OA were determined using the universal testing machine (AMTSC-01521) equipped with 5-kN load cell. Test was conducted as per the ASTM D882-12 standard [46]. Samples having a size of 10 mm in width and 60 mm in length were cut (having a gauge length of 40 mm). Three samples of each film were taken and tested with a set strain rate of about 2 mm/min. The thickness of specimens was measured using a vernier calliper at three different places along the gauge length, and average was taken for the calculations purpose. Thickness of the samples was found to be in between 0.16 and 0.26 mm.
2.5 Thermo-gravimetric analysis test
Thermal degradation behaviour of fabricated cross-linked films was performed through thermo-gravimetric analysis (TGA), as per the ASTM E1131 standard [47]. HITACHI, STA7300 machine was used to evaluate the thermal degradation of samples. Each sample of about 8–10 mg was placed in the platinum pan and then placed inside the furnace. Analysis was conducted from 30 to 500 °C under the nitrogen flow maintained at 150–200 mL/min. Heating rate of about 10 °C/min was employed to conduct the analysis. Weight loss and rate of change of mass of samples over the above temperature range were measured during the analysis.
2.6 Dynamic mechanical analysis (DMA) and creep-recovery behaviour tests
To determine the visco-elasticity response of PVA-based films, DMA was performed on DMA7100 HITACHI machine, under sinusoidal tensile mode as per the ASTM D5026 standard [48]. Sample size of 20 mm × 10 mm and temperature range from 25 to 180 °C with heating rate of 2 °C/min were taken. Creep and recovery behaviour of the fabricated PVA-based film were performed under force-control module in tensile mode. Effect of temperature was studied by maintaining constant stress (4 MPa) for 15 min and recovery behaviour was studied for 15 min after removal of stress. The effect of stress on creep behaviour was studied at three different stress values (2, 4, and 8 MPa) for the constant temperature of 20 °C.
2.7 Anti-microbial test
The anti-microbial properties of PVA-based cross-linked films were measured through disk diffusion method [49]. Bacillus subtilis bacteria species were used in suspension form to perform anti-microbial test with bacterial concentration ranging from 105 to 106 FU/mL. Circular sample of diameter 2 cm was placed on Petri dish with Mueller–Hinton agar (pH 7.4 at 23 °C) incubated with bacteria suspensions for 24 h. After incubation, the diameter of the inhibition zone was measured for each sample.
3 Results and discussion
3.1 Reaction scheme
To overcome the major disadvantage of PVA, i.e. complete solubility in water, cross-linking reaction was proposed, as shown in Fig. 1. In the present investigation, PVA is cross-linked with OA to form ester bond. In proposed cross-linking reaction, {-C–OH} bonds of main PVA chain react with {-C–OH} bonds of cross-linking agent (OA) to form ester bonds with removal of water (H2O) molecules (Fig. 1). Majorly, two types of cross-linking bridge can form:
-
1.
OA may react with –OH group of two different PVA chains that results in intermolecular cross-linking bridge. This type of bonding also helps in improvement in the mechanical strength of cross-linked films.
-
2.
OA may react with –OH group of same PVA chains result in intramolecular cross-linking bridge.

Reaction scheme between PVA and oxalic acid
There is one more possibility of hanging polymer chain formation in which the OA may react with –OH group of single PVA chain.
3.2 Tensile test
Behaviour of PVA-based films cross-linked with OA under uni-directional tensile loading is represented in Fig. 2, and the corresponding tensile properties are presented in Table 1. Neat PVA possess an ultimate tensile strength (UTS) of 26.78 MPa with % elongation of about 11.8%. Maximum UTS is obtained at 10 wt% and 7.5 wt% OA, i.e. 100.8 MPa and 100.2 MPa (almost same) with 4.3% and 5.88% elongation, respectively. With further increase in OA content, there is slight decrement in the UTS values of cross-linked films. The influence of cross-linking agent (OA) results in a minimum of 185.13% increment in the UTS value of cross-linked films at 2.5 wt% of OA, and a maximum of 276.5% at 10 wt% OA when compared to neat PVA. The cross-linking reaction between PVA and OA results in the formation of intermolecular and intramolecular cross-linking between PVA chains (refer to Fig. 1). The main reason of increase in UTS of cross-linked films is formation of the intermolecular cross-linking between PVA chains. Similar observation was also observed in the work of Sonker et al. [43], in which PVA was cross-linked with terephthatic and suberic acids. In both the cases, tensile strength of cross-linked films increased. Moreover, result also shows the OA cross-linked films were more brittle in nature as compared to the neat PVA; whereas, no such patterns were observed for the Young’s modulus. The % elongation also decreased monotonically with increase in the content of OA. This may be due to the decrement in the mobility of PVA chains due to cross-linked reaction [43]. Also, the intermolecular cross-linking between PVA chains result in more compact structure by decreasing the free space between the main PVA chains. Therefore, the 10 wt% of OA configuration shows optimum mechanical properties. With increase in content of OA up to 10 wt%, UTS firstly increases and then decreases (with further enhance in the OA content), and similar observation was also observed in the research work of Rynkowska et al. [50]. This may be due to the enhanced intermolecular cross-linking bonds between the PVA chains, as compared to the intramolecular bonds (with increase in OA content).

Tensile stress–strain curves for cross-linked PVA films
3.3 Thermo-gravimetric analysis test
Differential thermo-gravimetric analysis (DTGA) of PVA-based films cross-linked with OA is shown in Fig. 3. DTGA curves show that the thermal degradation of PVA cross-linked films occurs in two stages. Temperature ranges for these two stages are 250 to 400 °C and 410 to 475 °C. With increase in concentration of OA, the DTGA peak shifted towards the higher temperature side in comparison with neat PVA because thermal degradation of cross-linked PVA required higher amount of thermal energy. The breakdown required firstly the degradation of cross-linked bonds and then the main PVA chain. As the amount of oxalic acid increases, the cross-linked bonds increase that required higher amount of energy for thermal degradation.

DTGA curves for PVA-based films cross-linked with oxalic acid
First stage thermal degradation of PVA-based film having 2.5 wt% of OA occurs from 251 to 390 °C, with maximum degradation point at 348 °C (at the rate of 607 μg/mm); whereas, the second stage starts at 410 °C and ends at 469 °C with peak at 429 °C (at the rate of 453 μg/mm). In case of 5 wt% of OA film, first stage degradation occurs from 252 to 392 °C with maximum degradation point at 352 °C (at the rate of 455 μg/mm); whereas, the second stage starts at 410 °C and ends at 470 °C with peak at 422 °C (at the rate of 356 μg/mm). For 7.5 wt% of OA cross-linked film, first stage degradation occurs from 282 to 395 °C with maximum degradation point at 363 °C (at the rate of 827 μg/mm); whereas, the second stage starts at 410 °C and ends at 471 °C with peak at 420 °C (at the rate of 420 μg/mm). In case of 10 wt% of OA cross-linked film, first stage degradation occurs from 256 to 410 °C with maximum degradation point at 369 °C (at the rate of 689 μg/mm); whereas, the second stage starts at 414 °C and ends at 470 °C with a peak at 431 °C (at the rate of 469 μg/mm). For PVA12.5O film, first stage degradation occurs from 287 to 410 °C with maximum degradation peak at 356 °C (at the rate of 486 μg/mm); whereas, the second stage starts at 412 °C and ends at 474 °C with peak at 425 °C (at the rate of 466 μg/mm). For the PVA15O film, first stage degradation occurs from 286 to 411 °C with maximum degradation peak at 363 °C (at the rate of 456 μg/mm); whereas, the second stage starts at 413 °C and ends at 470 °C with peak at 430 °C (at the rate of 291 μg/mm).
3.4 Dynamic mechanical analysis test
DMA thermo-grams for PVA-based films cross-linked OA at different wt% are represented in Figs. 4 and 5 (Fig. 4 represents storage modulus (log E’) vs temperature; whereas, Fig. 5 represents tan δ vs temperature thermos-grams). Results show that with increase in concentration of cross-linking agent, the value of storage modulus increases, which conclude that the stiffness of cross-linked film increases as amount of cross-linked agent increases. Moreover, at higher temperature reason, the value of storage modulus is also high for cross-linked films above 2.5 wt% OA, which represent higher stability of cross-linked films at elevated temperature. These results supported the proposed reaction of formation of intermolecular and intramolecular bridge which results in overall improvement in stiffness of cross-linked films.

Storage modulus of PVA-based films cross-linked with oxalic acid

Tan δ curves of PVA-based films cross-linked with oxalic acid
On the other end, the peak value of tan δ also increased and shifted towards higher temperature side as the concentration of OA increased. Present results conclude that the prepared films have high damping coefficient and can absorb impact loads. Peak temperature of tan δ curve represents the glass transition temperature, where transition of film occurs from solid state to glassy/rubbery state. Our result showcases that shift of tan δ peak from 64 °C for 2.5 wt% to 76 °C for 15 wt% film. Note that higher glass transition temperature represents higher stability of cross-linked films at elevated temperature.
3.5 Creep-recovery behaviour test
Creep-recovery behaviour of PVA-based films cross-linked with OA is shown in Fig. 6, and the burger model parameter calculated from the creep-recovery data is tabulated in Table 2. Creep-behaviour of film is mainly categorized into three stages: (1) elastic strain (ɛe), which is the instantaneous deformation of the cross-linked film under applied load and it is completely recoverable after removing load; (2) visco-elastic strain (ɛv), in this stage the film shows both elastic and viscous nature and deformation occurs time dependent, after removing load some deformation get recover which is also time dependent; and (3) viscous strain (ɛ∞), in this stage the film shows viscous nature and deformation is not recoverable. In the present work, short-term creep-recovery behaviour of films is studied by applying constant stress to the sample directly for 15 min, and recovery behaviour is studied for the next 15 min (after removal of stress). To characterize the creep data, Burgers model [51,52,53] is been used that consists of Maxwell and Kelvin-Voigt element in series combination (refer to Eqs. 2 and 3).
where \(\in (t)\) is creep strain, E1 and E2 represent the Maxwell and Kelvin spring elastic modulus, and η1 and η2 represent the viscosities of Maxwell and Kelvin dashpots, respectively. Time required to generate 63.2% of deformation in Kelvin unit is known as the retardation time τ (\(\tau =\frac{{\eta }_{K}}{{E}_{K}}\)). The value of aforementioned parameters has been calculated and presented in Table 2.

Creep-recovery behaviour of PVA-based films cross-linked with oxalic acid
Burger parameter obtained from the creep-recovery behaviour is presented in Table 2. Result shows that with an increase in the cross-linking agent wt%, the Maxwell and Kelvin elastic constant increases. Similar behaviour is obtained for the Maxwell and Kelvin dashpot constant. Total reduction of creep strain at different wt% of OA, i.e. 2.5, 5. 7.5, 10, 12.5, and 15 is 13%, 38%, 47%, 52%, 53%, and 54%, respectively. Therefore, aforementioned 10 wt% of OA creep strain reduction almost become constant and found to be optimum wt%. Similar types of observation are also obtained in tensile testing where maximum ultimate tensile strength is obtained at 10 wt% OA. Hence, cross-linking improves the creep performance of PVA-based films. Similar behaviour is observed during recovery of the cross-linked films. The improvement in creep performance may be related to the restriction in the mobility of PVA backbone chain, due to formation of intermolecular cross-linking bridge, when OA may react with hydroxyl group of two different PVA, as shown in Fig. 1.
3.6 Anti-microbial test
Anti-microbial behaviour of PVA-based films cross-linked with OA against the Bacillus subtilis bacteria is shown in Fig. 7. Result showcases that the cross-linked films having a low content of OA do not show any inhibition zone against Bacillus subtilis bacteria, whereas with increase in concentration of OA inhibition zone increases. Maximum inhibition zone is shown by PVA films cross-linked with 15 wt% content as shown in Table 3. Bacterial proliferation four step process [54]: (a) adhesion of cells on a material surface; (b) accumulation of cells; (c) biofilm formation; and (d) development and proliferation of microbes for another cycle. Out of these four steps, the first one is critical. Cross-linking of PVA with OA results in unfavourable condition for Bacillus subtilis bacteria to be attached to the surface of films. Moreover, the referred study [55] also shows that OA act as an anti-microbial agent in the past. To add on, with increase in the content of oxalic acid, the glass transition temperature of film increases (as shown in Fig. 5). This implicates that the crystallinity of the cross-linked PVA increases. Literature also supports that the microbial activity decreases as the crystallinity increases [56].

Anti-microbial test samples of PVA-based cross-linked films
4 Conclusions
In summary, this study demonstrates that OA can be successfully utilized as a cross-linker for PVA. Cross-linking has two primary benefits: it restricts the water solubility of films and improves their mechanical properties. In this research work, {-C–OH} functional groups of the main PVA chain reacted with {-C–OH} functional groups of the cross-linking agent (OA) to form ester bonds, which results in the removal of water molecules. The impact of the cross-linking agent (OA) results in a 185.13% minimum increase in UTS of cross-linked films at 2.5 wt% of OA and a maximum growth of 276.5% at 10 wt% OA, compared to neat PVA. DTGA curves show that thermal degradation of PVA cross-linked films occurs in two stages; and with an increase in the concentration of OA, DTGA peaks shifted towards the higher temperature side in comparison with neat PVA. The DMA results reported that the storage modulus increases with the increase in the concentration of the cross-linking agent. At higher temperatures, the value of storage modulus is also high for cross-linked films above 2.5 wt% OA, representing higher stability of anti-microbial biodegradable cross-linked films at elevated temperatures. The peak value of tan δ is also increased and shifted towards the higher temperature side with an increase in the concentration of OA. Furthermore, anti-microbial test results show that with increase in concentration of OA, inhibition zone against Bacillus subtilis bacteria increased, indicating their potential use in the anti-microbial applications. Since PVA has potential uses in a number of scientific and technological fields, more research is required to determine the ideal concentration of OA to get the optimum outcomes. The quality of this anti-microbial biodegradable packaging film can also be improved by adding other filler elements, giving it a superior alternative to hazardous and damaging plastics. Finally, the results reported in this study will be helpful in accelerating the industrial applications of PVA.
Data availability
Not applicable.
References
Muller C, Neves LE, Gomes L, Guimaraes M, Ghesti G (2020) Processes for alcohol-free beer production: a review. Food Sci Technol 40(2):273–281. https://doi.org/10.1590/fst.32318
Zhao X, Cornish K, Vodovotz Y (2020) Narrowing the gap for bioplastic use in food packaging: an update. Environ Sci Technol 54(8):4712–4732. https://doi.org/10.1021/acs.est.9b03755
Sethi SK, Soni L, Shankar U, Chauhan RP, Manik G (2020) A molecular dynamics simulation study to investigate poly (vinyl acetate)-poly (dimethyl siloxane) based easy-clean coating: an insight into the surface behavior and substrate interaction. J Mol Struct 1202:127342. https://doi.org/10.1016/j.molstruc.2019.127342
Sethi SK, Manik G (2021) A combined theoretical and experimental investigation on the wettability of MWCNT filled PVAc-g-PDMS easy-clean coating. Progress Org Coat 151:106092. https://doi.org/10.1016/j.porgcoat.2020.106092
Sethi SK, Kadian S, Gogoi R, Manik G (2023) Layer-by-layer fabrication of self-cleaning superhydrophobic surface made from Carboxymethylcellulose and ZnO quantum dots: a combined experimental and computational study. Surf Inter 37:102752. https://doi.org/10.1016/j.surfin.2023.102752
Sethi SK, Shankar U, Manik G (2019) Fabrication and characterization of non-fluoro based transparent easy-clean coating formulations optimized from molecular dynamics simulation. Progress Org Coat 136:105306. https://doi.org/10.1016/j.porgcoat.2019.105306
Geyer R, Jambeck JR, and Law KL (2017) Production, use, and fate of all plastics ever made. In Science Advances 3(7). https://doi.org/10.1126/sciadv.1700782
Webb H, Arnott J, Crawford R, Ivanova E (2012) Plastic degradation and its environmental implications with special reference to poly(ethylene terephthalate). Polymers 5(1):1–18. https://doi.org/10.3390/polym5010001
Verma A, Parashar A, Packirisamy M (2019) Effect of grain boundaries on the interfacial behaviour of graphene-polyethylene nanocomposite. Appl Surf Sci 470:1085–1092. https://doi.org/10.1016/j.apsusc.2018.11.218
Chaurasia A, Verma A, Parashar A, Mulik RS (2019) Experimental and computational studies to analyze the effect of h-BN nanosheets on mechanical behavior of h-BN/polyethylene nanocomposites. J Phys Chem C 123(32):20059–20070. https://doi.org/10.1021/acs.jpcc.9b05965
Verma A, Kumar R, Parashar A (2019) Enhanced thermal transport across a bi-crystalline graphene–polymer interface: an atomistic approach. Phys Chem Chem Phys 21(11):6229–6237. https://doi.org/10.1039/C9CP00362B
Abu-Saied MA, Wycisk R, Abbassy MM, El-Naim GA, El-Demerdash F, Youssef ME, Bassuony H, Pintauro PN (2017) Sulfated chitosan/PVA absorbent membrane for removal of copper and nickel ions from aqueous solutions—fabrication and sorption studies. Carbohydr Polym 15:149–158. https://doi.org/10.1016/j.carbpol.2016.12.039
Jridi M, Hajji S, Ayed HB, Lassoued I, Mbarek A, Kammoun M, Souissi N, Nasri M (2014) Physical, structural, antioxidant and antimicrobial properties of gelatin–chitosan composite edible films. Int J Biol Macromolecules 67:373–379. https://doi.org/10.1016/j.ijbiomac.2014.03.054
Abral H, Ariksa J, Mahardika M, Handayani D, Aminah I, Sandrawati N, Sapuan SM, Ilyas RA (2020) Highly transparent and antimicrobial PVA based bionanocomposites reinforced by ginger nanofiber. Polymer Testing 81:106186. https://doi.org/10.1016/j.polymertesting.2019.106186
Barzegar S, Zare MR, Shojaei F, Zareshahrabadi Z, Koohi-Hosseinabadi O, Saharkhiz MJ, Iraji A, Zomorodian K, Khorram M (2021) Core-shell chitosan/PVA-based nanofibrous scaffolds loaded with Satureja mutica or Oliveria decumbens essential oils as enhanced antimicrobial wound dressing. Int J Pharm 597:120288. https://doi.org/10.1016/j.ijpharm.2021.120288
Bisht N, Verma A, Chauhan S, Singh VK (2021) Effect of functionalized silicon carbide nano-particles as additive in cross-linked PVA based composites for vibration damping application. J Vinyl Add Tech 27(4):920–932. https://doi.org/10.1002/vnl.21865
Verma A, Jain N, Singh K, Singh VK, Rangappa SM, and Siengchin S (2022) PVA-based blends and composites. In Biodegradable polymers, blends and composites 309–326. https://doi.org/10.1016/B978-0-12-823791-5.00010-7
Verma A (2022) A perspective on the potential material candidate for railway sector applications: PVA based functionalized graphene reinforced composite. Appl Sci Eng Prog 15(2):5727–5727. https://doi.org/10.14416/j.asep.2022.03.009
Sati P, Verma A, Zindal A, Chauhan S, Singh VK (2023) PVA biopolymer-acidic functionalized graphene hybrid nano composite for vibration isolation application: an experimental approach with variable reflux and vacuum timings. Chem Phys Impact 6:100212. https://doi.org/10.1016/j.chphi.2023.100212
Singh K, Singh VK, Chauhan S, Jain N, Verma A (2020) Functionalized graphite–reinforced cross-linked poly (vinyl alcohol) nanocomposites for vibration isolator application: morphology, mechanical, and thermal assessment. Mater Perform Charact 9(1):215–230. https://doi.org/10.1520/MPC20190254
Agrawal PK, Sharma P, Verma A, Singh VK, Chaudhary AK, and Chauhan S (2023) Impact of graphite particle surface modification on the strengthening of cross-linked polyvinyl alcohol composites: a comprehensive investigation. Proc Inst Mech Eng, Part L: J Mater: Des Applhttps://doi.org/10.1177/14644207231188601
Verma A, Parashar A, Packirisamy M (2018) Atomistic modeling of graphene/hexagonal boron nitride polymer nanocomposites: a review. Wiley Interdiscip Rev: Comput Mol Sci 8(3):e1346. https://doi.org/10.1002/wcms.1346
Sakai K, Hamada N, Watanabe Y (1986) Degradation mechanism of poly(vinyl alcohol) by successive reactions of secondary alcohol oxidase and β-diketone hydrolase from Pseudomonas sp. Agric Biol Chem 50(4):989–996. https://doi.org/10.1080/00021369.1986.10867494
Mori T, Sakimoto M, Kagi T, Sakai T (1996) Isolation and characterization of a strain of Bacillus megaterium that degrades poly(vinyl alcohol). Biosci, Biotechnol Biochem 60(2):330–332. https://doi.org/10.1271/bbb.60.330
Liu Y, Deng Y, Chen P, Duan M, Lin X, Zhang Y (2019) Biodegradation analysis of polyvinyl alcohol during the compost burial course. J Basic Microbiol 59(4):368–374. https://doi.org/10.1002/jobm.201800468
Chiellini E, Corti A, D’Antone S, Solaro R (2003) Biodegradation of poly (vinyl alcohol) based materials. Prog Polym Sci 28(6):963–1014. https://doi.org/10.1016/s0079-6700(02)00149-1
Abdullah ZW, Dong Y, Davies IJ, Barbhuiya S (2017) PVA, PVA blends, and their nanocomposites for biodegradable packaging application. Polym-Plast Technol Eng 56(12):1307–1344. https://doi.org/10.1080/03602559.2016.1275684
Gohil JM, Bhattacharya A, Ray P (2005) Studies on the crosslinking of poly (vinyl alcohol). J Polym Res 13(2):161–169. https://doi.org/10.1007/s10965-005-9023-9
Yang E, Qin X, Wang S (2008) Electrospun crosslinked polyvinyl alcohol membrane. Mater Lett 62(20):3555–3557. https://doi.org/10.1016/j.matlet.2008.03.049
Zhang H, Wang Q, Li L (2008) Dehydration of water-plasticized poly(vinyl alcohol) systems: particular behavior of isothermal mass transfer. Polym Int 58(1):97–104. https://doi.org/10.1002/pi.2498
Tang Y, Du Y, Li Y, Wang X, Hu X (2009) A thermosensitive chitosan/poly(vinyl alcohol) hydrogel containing hydroxyapatite for protein delivery. J Biomed Mater Res Part A 91(4):953–963. https://doi.org/10.1002/jbm.a.32240
Othman SH (2014) Bio-nanocomposite materials for food packaging applications: types of biopolymer and nano-sized filler. Agric Agric Sci Procedia 2:296–303. https://doi.org/10.1016/j.aaspro.2014.11.042
Abral H, Atmajaya A, Mahardika M, Hafizulhaq F, Handayani D, Sapuan SM, Ilyas RA (2020) Effect of ultrasonication duration of polyvinyl alcohol (PVA) gel on characterizations of PVA film. J Mater Res Technol 9(2):2477–2486. https://doi.org/10.1016/j.jmrt.2019.12.078
Yu C, Xu W, Zhao X, Xu J, Jiang M (2014) Effects of the reaction degree of melamine-formaldehyde resin on the structures and properties of melamine-formaldehyde/polyvinyl alcohol composite fiber. Fibers Polym 15(9):1828–1834. https://doi.org/10.1007/s12221-014-1828-x
Tang X, Alavi S (2011) Recent advances in starch, polyvinyl alcohol based polymer blends, nanocomposites and their biodegradability. Carbohydr Polym 85(1):7–16. https://doi.org/10.1016/j.carbpol.2011.01.030
Sapalidis AA (2020) Porous polyvinyl alcohol membranes: preparation methods and applications. Symmetry 12(6):960. https://doi.org/10.3390/sym12060960
Zrínyi M, Barsi L, Büki A (1997) Ferrogel: a new magneto-controlled elastic medium. Polym Gels Net 5(5):415–427. https://doi.org/10.1016/s0966-7822(97)00010-5
Krumova M, López D, Benavente R, Mijangos C, Pereña JM (2000) Effect of crosslinking on the mechanical and thermal properties of poly(vinyl alcohol). Polymer 41(26):9265–9272. https://doi.org/10.1016/s0032-3861(00)00287-1
Eastmond GC, Ledwith A, Russo S, Sigwalt P (1989) Comprehensive polymer science. Pergamon, Oxford, England
Schuler E, Demetriou M, Shiju NR, Gruter GJM (2021) Towards sustainable oxalic acid from CO2 and biomass. Chemsuschem 14(18):3636–3664. https://doi.org/10.1002/cssc.202101272
Jain N, Singh VK, Chauhan S (2018) Dynamic and creep analysis of polyvinyl alcohol based films blended with starch and protein. J Polym Eng 39(1):35–47. https://doi.org/10.1515/polyeng-2018-0032
Birck C, Degoutin S, Tabary N, Miri V, Bacquet M (2014) New crosslinked cast films based on poly(vinyl alcohol): preparation and physico-chemical properties. Express Polym Lett 8(12):941–952. https://doi.org/10.3144/expresspolymlett.2014.95
Sonker AK, Rathore K, Nagarale RK, Verma V (2017) Crosslinking of polyvinyl alcohol (PVA) and effect of crosslinker shape (aliphatic and aromatic) thereof. J Polym Environ 26(5):1782–1794. https://doi.org/10.1007/s10924-017-1077-3
Jain N, Verma A, Singh VK (2019) Dynamic mechanical analysis and creep-recovery behaviour of polyvinyl alcohol based cross-linked biocomposite reinforced with basalt fiber. Mater Res Express 6(10):105373. https://doi.org/10.1088/2053-1591/ab4332
Sirviö JA, Honkaniemi S, Visanko M, Liimatainen H (2015) Composite films of poly(vinyl alcohol) and bifunctional cross-linking cellulose nanocrystals. ACS Appl Mater Interface 7(35):19691–19699. https://doi.org/10.1021/acsami.5b04879
ASTM D882–12, Standard test method for tensile properties of thin plastic sheeting, ASTM International, West Conshohocken, PA, USA, 2012.
ASTM E1131. Standard test method for compositional analysis by thermogravimetry, ASTM International, West Conshohocken, PA, USA. https://doi.org/10.1520/E1131-20
ASTM D5026. Standard test method for plastics: dynamic mechanical properties: In Tension, ASTM International, West Conshohocken, PA, USA. https://doi.org/10.1520/D5026-15
Falqi FH, Bin-Dahman OA, Hussain M, Al-Harthi MA (2018) Preparation of miscible PVA/PEG blends and effect of graphene concentration on thermal, crystallization, morphological, and mechanical properties of PVA/PEG (10 wt%) blend. Int J Polym Sci 2018:1–10. https://doi.org/10.1155/2018/8527693
Rynkowska E, Fatyeyeva K, Marais S, Kujawa J, Kujawski W (2019) Chemically and thermally crosslinked PVA-based membranes: effect on swelling and transport behavior. Polymers 11(11):1799. https://doi.org/10.3390/polym11111799
Wang Y, Li X, Sun G, Li D, Pan Z (2014) A comparison of dynamic mechanical properties of processing-tomato peel as affected by hot lye and infrared radiation heating for peeling. J Food Eng 126:27–34. https://doi.org/10.1016/j.jfoodeng.2013.10.032
Tang LC, Wang X, Gong LX, Peng K, Zhao L, Chen Q, Wu LB, Jiang JX, Lai GQ (2014) Creep and recovery of polystyrene composites filled with graphene additives. Compos Sci Technol 91:63–70. https://doi.org/10.1016/j.compscitech.2013.11.028
Durante M, Formisano A, Boccarusso L, Langella A, Carrino L (2017) Creep behaviour of polylactic acid reinforced by woven hemp fabric. Compos Part B: Eng 124:16–22. https://doi.org/10.1016/j.compositesb.2017.05.038
Arciola CR, Campoccia D, Ravaioli S, and Montanaro L (2015) Polysaccharide intercellular adhesin in biofilm: structural and regulatory aspects. In Frontiers in Cellular and Infection Microbiology 5. https://doi.org/10.3389/fcimb.2015.00007
Martins PMM, Merfa MV, Takita MA, and De Souza AA (2018) Persistence in phytopathogenic bacteria: do we know enough? In Frontiers in Microbiology 9. https://doi.org/10.3389/fmicb.2018.01099
Liang J, Wang R, Chen R (2019) The impact of cross-linking mode on the physical and antimicrobial properties of a chitosan/bacterial cellulose composite. Polymers 11(3):491. https://doi.org/10.3390/polym11030491
Funding
The corresponding author “Akarsh Verma” would like to thank the University of Petroleum and Energy Studies, Dehradun, India (SEED Grant programme) for the academic support.
Author information
Authors and Affiliations
Contributions
All the authors equally contributed to conceptualization, methodology, writing, reviewing, and editing.
Corresponding author
Ethics declarations
Ethical approval
The authors hereby state that the present work is in compliance with the ethical standards.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Jain, N., Sharma, P., Verma, A. et al. Enhancement of thermo-mechanical, creep-recovery, and anti-microbial properties in PVA-based biodegradable films through cross-linking with oxalic acid: implications for packaging application. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-04748-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-04748-y