
Abstract
In recent years, attention to novel papermaking processes has increased significantly. The SEW fractionation process is one of the novel processes for producing a wide range of high value-added products such as pulp, paper, lignosulfonates, and biofuels in a biorefinery system. This study aimed to investigate the possibility of producing pulp and paper from Eldar pine (Pinus eldarica) using SEW fractionation and comparing it with the Kraft process followed by elemental chlorine free (ECF) bleaching. The results showed that the tensile, burst, and tear indexes are lower for SEW handsheets than for Kraft handsheets. The brightness before bleaching of SEW handsheets is higher than that of Kraft handsheets. The apparent density is higher for the SEW handsheets than the Kraft. Since there are some limitations in the use of SEW pulps such as high apparent density and lower strength properties than the Kraft pulps, however, these factors do not create industrial constraints for the use of these pulps. Low energy consumption of SEW pulps in the beating and high brightness before bleaching are among the obvious advantages of the SEW process. Therefore, it seems that in cellulose conversion industries, such as the production of nanocellulose, the use of SEW pulps has many advantages in terms of energy consumption, and the high brightness before bleaching eliminates long bleaching sequences in pulp mills.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In biorefineries, lignocellulosic biomass is bioprocessed to produce bio-based products [1]. For these biorefineries to be economically viable, all three major constituents of lignocellulosic biomass (namely, cellulose, hemicellulose, and lignin) must be efficiently converted into high value-added biofuels and biochemicals [2, 3]. The current primary challenge for the development of bio-refineries is to integrate lignocellulose biomass into the main parts with high purity [4]. In addition, the recycling of chemicals used in many conventional bio-refineries processes requires costly methods [5]. The SEW fractionation process has been introduced to compensate for the above shortcomings. In this process, any type of lignocellulose biomass (softwood and hardwood, and agricultural waste) is separated by SEW solution by temperature into cellulose fibers, hemicellulose sugars, and lignin [6,7,8]. The SEW fractionation process can be regarded as a hybrid between acid sulfite (AS) and organosolv (methanol and ethanol) pulping processes [9].
Compared to other papermaking processes, the SEW process for wood species has a shorter pulping duration, faster and easier recovery of chemicals, high-purity cooking liquor, flexibility in hardwoods cooking, environmental friendliness, better bleaching, more brightness at the same kappa number, production of high-quality dissolving pulp, and very low energy consumption [9,10,11,12,13]. Lignocellulose biomass can be successfully cooked with the SEW process, and dissolving pulps from this process can compete with dissolving pulps from the AS process [5, 14, 15]. In terms of heat, pH of pulping liquor, and SO2 as delignification agents, the chemistry of the SEW process is very similar to the AS pulping process. Therefore, SEW pulps are expected to have similar characteristics to those made from the AS process. The SEW process does not use any alkaline material for pulping, and the liquor components (SO2 gas, ethanol, and water) are easily recoverable by distillation [8, 10].
The SEW process retains the carbohydrates in the pulping liquor and produces monosaccharides, which are suitable raw materials for biorefinery purposes such as biofuels and green chemicals [6, 10, 16,17,18]. To date, the use of commercial Kraft pulps to produce a wide range of cellulose products has been common [19, 20], but, due to strict environmental regulations, the production of new products, the integration of pulp mill and fuel production, the potential to replace Kraft pulping with other pulping processes must be evaluated and compared technically [21, 22]. The market for AS pulps is much smaller than that of Kraft, and there are many differences in the refining behavior and mechanical strength of the paper and the optical characteristics. It has also been reported that many of the characteristics of organic solvent-based pulps are similar to those of AS pulps (such as lower tear strength and higher brightness, refining ability, and density) [8, 10].
Several studies on chemistry, the production of dissolving pulp, lignosulfonates, papermaking, biofuels, and the optimization of process variables (washing pulp, pH, SO2 percentage, chips thickness, alcohol type, cooking time, and cooking temperature) were done in a laboratory and pilot scale for SEW process [4, 5, 9,10,11,12,13,14,15, 23,24,25,26,27,28,29,30,31,32,33,34,35,36].
Yadollahi et al. (2018) investigated the SEW and kraft pulping of giant milkweed (Calotropis procera) for cellulose acetate film production. They reported that SEW pulping was more effective than kraft pulping at selectively removing lignin and hemicelluloses from Calotropis procera wood [27].
Iakovlev et al. (2014a) reported that during the (delignification) bulk phase, the liquor-to-wood ratio has little effect on the process; however, in the residual phase, the effect becomes obvious. Lower liquor-to-wood ratios result in higher residual lignin content, lower residual hemicelluloses, and lower pulp viscosity, but higher hemicellulose removal selectivity [8].
Iakovlev et al. (2014b) reported that the chemical and macromolecular properties of dissolving pulps obtained from SEW fractionation are very similar to those in AS pulps. They also noted that the SEW process could replace the AS process to produce dissolving pulps [14].
Iakovlev et al. (2010) compared the properties of paper made from SEW and Kraft pulps. They reported that the paper obtained from SEW pulp had better tensile strength, z-directional strength, and brightness before bleaching [10].
In the present study, the technical characteristics of the pulp and papers prepared from pine chips by SEW and Kraft processes have been studied and compared.
2 Material and methods
2.1 Raw materials
The logs of Pinus eldarica were obtained from the Shastkalate educational and research forest (Golestan province, northern Iran). Each log was converted to a 10-cm-thick disc at the stem (breast height). Discs were manually debarked and chipped with a chisel to a size of 25 × 15 × 3 mm (dry matter content, 91.5%) for pulping. All chemicals (NaOH, Na2S, H2O2, KMnO4, KI, ethanol, and sulfuric acid) used were of analytical grade and were obtained from Merck and Co. Inc., Darmstadt, Germany. Sulfur dioxide (SO2) gas with > 99% purity was obtained from ATDM Co. (Avizheh Technology & Development of Middle East), Tehran, Iran. All solutions were prepared with deionized water.
2.2 Chemical composition
The sampling and preparation of wood for chemical composition analysis were prepared according to TAPPI test methods T 257 cm-85. The holocellulose content was determined according to the method reported by Zoia et al. [37]. The Kürschner-Hoffer method [38] was used for cellulose content determination, while the lignin, acetone soluble extractives, and ash content were measured according to T 222 om-02, T 204 cm-97, and T 211 om-02 of TAPPI test methods, respectively.
2.3 SEW fractionation
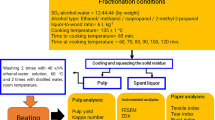
Cooking was performed on an electrically heated laboratory glycerol bath (Frank-PTI, Austria) using 500-ml bombs; each filled with 20-g (o.d. basis) wood chips. Liquor-to-wood (L:W) ratio was 6:1. The portion of SO2:ethanol:water in SEW liquor was 12:43.5:44.5 by weight. The cooking liquor was prepared by directly injecting SO2 gas into ethanol water. Immediately after the end of cooking time, the bombs were removed from the bath and put into cold water. The solid residue on the bombs was removed after cooling and placed in a washing sock. The used liquors came out by squeezing the obtained pulps. The solid residue was washed twice with 40 v/v% ethanol–water solution at 60 °C and then twice with deionized water at lab temperature [5, 8]. Figure 1 shows the conditions during cooking, analysis, and experiments.

Experimental stages in SEW fractionation
2.4 Kraft pulping
Kraft white liquor was prepared to achieve 20% active alkali (AA) and 25% sulfidity. The liquor-to-wood (L:W) ratio was 6:1. After the specified total elapsed time, the bombs were removed from the bath immediately and put into cold water. The solid residue on the bombs was removed after cooling and placed in a washing sock. In all experiments, the black liquors were removed by squeezing the obtained pulps. The solid residue was washed to pH neutralization with deionized water at lab temperature. The time and temperature of Kraft pulping are provided in Table 1.
2.5 Analysis of pulps
The moisture content of the pulps was determined according to TAPPI T 412 cm-02. The screened pulp yield was determined according to TAPPI T 210 cm-03, and, also, rejected pulp yield during the wet screening (i.e., particles that did not pass 0.841-mm slots, mesh no. 20) was measured (Eqs. 1 and 2). The total pulp yield is calculated by adding the reject yield to screened yield (Eq. 3). The kappa number determination of the pulp samples was performed using the TAPPI T 236 cm-99. To compare SEW and Kraft pulps, the properties of pulps with the same kappa number of ∽ 20 were determined.
2.6 Bleaching
Two chlorine dioxide steps were used in the elemental chlorine-free (ECF) bleaching process, as well as an intermediate extraction, i.e., the DED process. Except for chlorination, which was done in a plastic bottle at ambient temperature, all bleaching steps were performed in polythene bags and in temperature-controlled water baths. The chemicals and pulp were blended to perform the suitable pulp consistency by shaking the polythene bags occasionally during the bleaching process [39,40,41]. Bleach chemical doses were charged in stages D0 and D1 in this order: 70% in stage D0 and 30% in stage D1. Conventional iodometric titration was used to measure the residual ClO2 in the solution [42]. The bleaching conditions for each stage are provided in Table 2. The chlorine demand was calculated using Eq. (4). The alkali (NaOH) charge was calculated according to Eq. (5).
2.7 Pulp beating, handsheet making, and their evaluation
The pulps were beated in a PFI mill machine according to TAPPI T 248 sp-00. To evaluate the beating effects, the properties of SEW and Kraft-beated pulps with the same freeness (that was determined according to TAPPI T 227om-04) of ∽ 375-ml CSF were determined. The handsheets (with a grammage of 60 g/m2) are made of beated pulp using a Frank handsheet maker according to TAPPI T 205 om-88. The investigated properties of the handsheets are provided in Table 3.
2.8 Statistical analysis
Each experiment was conducted in triplicate, with data recorded as mean ± standard deviation. The differences within each mean value were investigated utilizing analysis of variance (ANOVA). Duncan’s multiple range test (DMRT) was used for statistically significant differences at p < 0.05 using SPSS version 21 (IBM Corp. Armonk, NY, USA).
3 Results and discussion
3.1 Compositional analysis
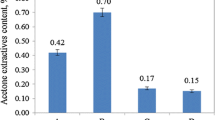
The wood chemical composition values of Eldar pine (Pinus eldarica) used in this study are listed in Table 4. The results showed that the amount of cellulose, holocellulose, lignin, and extractive material is similar to other pine wood species [43,44,45].
3.2 Delignification results
Table 5 shows the delignification results of both pulping processes. Obviously, in the SEW process, rapid delignification is performed. This indicates that the SEW process in comparison to Kraft pulping can produce pulps with the same kappa number in a much shorter time with less energy consumption. For example, SEW pulp has reached a kappa number of about ∽ 17 at a lower pulping time and temperature (100-min cooking at 135 °C) than Kraft pulp (180-min cooking at 165 °C). Also, the yield of SEW pulp with mentioned kappa number was similar to Kraft pulp (46.5% for SEW and 45.5% for Kraft).
3.3 Freeness
The beating results of SEW and Kraft pulps with the kappa number of ∽ 17 (Table 6) showed that the beatability of SEW pulps is much better and faster than Kraft pulps and requires less energy and number of beating revolutions to achieve the same freeness (370–380 ml CSF). SEW pulps have a significantly larger volume of cell wall pores and single fiber swelling [10]. Given that the pulping reactions of the SEW process are similar to that of AS pulping [47], the properties of SEW pulp and its response to beating operations are expected to be similar to those of AS pulp. Therefore, according to the mentioned factors, it can be said that the beating of AS and SEW pulps is done much faster than alkaline pulps [10].
3.4 Tensile index
Tensile strength is one of the important properties of paper strength that is affected by factors such as the inherent strength of the fibers, the resistance of the bonds between the fibers, the number of bonds (relative bonded area), and the paper formation quality [48, 49]. The results showed that the tensile index of the SEW and Kraft papers increased due to bleaching (Fig. 2). Among the papers, the paper obtained from the bleached Kraft handsheet had the highest tensile index (86.6 Nm/g), and the unbleached SEW handsheet had the lowest tensile index (62.4 Nm/g). The results of other studies have shown that, due to ECF and totally chlorine-free (TCF) bleaching and reducing the amount and effect of lignin on fibers, more hydroxyl groups (OH) are available. Therefore, the bonded area is increased, and the tensile strength of the papers obtained from the bleached pulp shows a significant increase [50,51,52]. Iakovlev et al. (2010) reported that the tensile index of SEW handsheet increases with increasing beating. Also, the tensile index of SEW handsheet is less than that of Kraft papers [10]. Masrol et al. (2018) reported that, with the D1ED2EP bleaching sequence, the tensile strength of the handsheet resulting from durian rinds fruit waste increases by 2.42% [53].

Comparison of the tensile index of SEW and Kraft handsheets. Means with the same letter are not significantly different from each other (p > 0.05 ANOVA followed by Duncan test)
3.5 Burst index
The burst index also indicates the tensile properties of the paper. Figure 3 shows that the burst index of SEW handsheets is lower than Kraft handsheets. The strength of paper obtained from alkaline pulping processes is higher than that from the acidic pulping process. The presence of hemicellulose in the pulp can lead to more flexibility and bonding between the fibers and improve the mechanical properties (except for the tear) of the paper, although the amount of xylan in softwoods is not high [54], but it seems that the dissolution of xylan in the SEW process is faster than that of the Kraft process. According to previous research, the dissolution of xylan is one of the reasons for the loss of bonds and paper strength [55, 56]. Xylan hemicellulose is often described as being more sensitive to acid hydrolysis than glucomannan [30]. The results of this section are consistent with the results obtained by Iakovlev et al. (2010) in which they reported that the burst index value of SEW pulp sheets is lower than that of Kraft [10].

Comparison of burst index of SEW and Kraft handsheets
3.6 Tear index
The main factors influencing the tear index of the paper include the fiber length, the inherent strength of the fibers, the degree of bonding, and the degree of orientation of the fibers [48, 49]. Figure 4 shows that the tear index of SEW handsheets is lower than Kraft handsheets. Therefore, it can be concluded that the low inherent strength of the fiber in SEW handsheets has reduced this property, and the removal of hemicelluloses is likely to play a lesser role in the strength to tear index. The fiber length and fiber coarseness affect the tear strength [57]. The SEW pulp has a similar quality to that of AS pulp, primarily characterized by lower tear strength than kraft pulp [9]. Earlier reports have shown that the fiber length and coarseness of SEW pulps were lower and higher than the Kraft pulps, respectively. Iakovlev et al. (2010) reported the low tear index of SEW pulp sheets compared to Kraft handsheets [10].

Comparison of tear index of SEW and Kraft handsheets
3.7 Apparent density
The density is one of the most important properties of paper that affects almost all physical, mechanical, and electrical properties of paper [48, 49]. Figure 5 shows that the apparent density of SEW handsheets is higher than Kraft handsheets. This result is compatible with the literature [10, 30]. Iakovlev et al. (2010) also reported that the apparent density of SEW handsheets obtained from spruce wood was higher than that of Kraft handsheets [10]. Greaseproof paper, used as food wrappers, is high-density paper produced by the extensive beating of chemical pulp with high electrical energy consumption [58]. Therefore, it seems that SEW pulps due to the need for less beating and higher density are suitable pulps for the production of special types of paper such as greaseproof paper.

Comparison of apparent density of SEW and Kraft handsheets
3.8 Optical properties
The optical properties of SEW and Kraft handsheets are given in Table 7. The brightness of SEW handsheets is higher than that of Kraft handsheets. This is due to the absence of chromophore groups such as stilbenes and quinones [10]. High brightness before bleaching is an obvious advantage of the SEW process. This prevents long bleaching sequences from forming [10, 30]. The opacity of SEW handsheets is lower than that of Kraft handsheets. It seems that the pulps obtained from the Kraft process have fibers with more flexibility and water absorption capacity; as a result of which, it has caused an opacity increase compared to SEW handsheets. Iakovlev et al. (2010) reported that the opacity of SEW handsheets obtained from spruce wood is much smaller than Kraft handsheets [10]. The reason for this seems to be the high demand number of refining revolutions for Kraft pulps in comparison to SEW pulps (7000 vs. 3000; see Sect. 3.3). The lower opacity of SEW handsheets may also be due to the high brightness of SEW pulps. The scattering coefficient of SEW handsheets is higher than that of Kraft handsheets. Also, the absorption coefficient of SEW handsheets is lower than that of Kraft handsheets. This result may be due to the inherent properties of refined SEW pulp, which increases the density and reduces the free surface area.
4 Conclusions
In recent years, SEW fractionation is replacing conventional pulping processes. This process has been developed due to the need for lower cooking time and temperature to achieve the desired properties and is an effective fractionation process for lignocellulosic materials. In general, SEW pulps require less energy consumption during the beating stage than Kraft pulps. SEW handsheets have good tensile and burst indexes compared to Kraft handsheets, but they have less tear index. High brightness before bleaching is an obvious advantage of SEW pulps, which prevents the creation and use of long bleaching sequences. Also, the high apparent density of SEW papers is an advantage for the production of a wide range of special papers. Finally, it can be said that SEW pulps are affordable in bio-refineries, and, based on the results obtained, these pulps may be combined with other mechanical, semi-chemical, and chemical pulps to produce some different types of paper and cardboard, bio-nanomaterial, and biofuels.
Data availability
The data provided in this study is available with the corresponding author and can be presented on considerable request.
References
Singh N, Singhania RR, Nigam PS et al (2022) Global status of lignocellulosic biorefinery: challenges and perspectives. Bioresour Technol 344:126415
da Costa Correia JA, de Sousa Silva J, Gonçalves LRB, Rocha MVP (2020) Different design configurations of simultaneous saccharification and fermentation to enhance ethanol production from cashew apple bagasse pretreated with alkaline hydrogen peroxide applying the biorefinery concept. Biomass Convers Bioref 12:2767–2780
Velvizhi G, Goswami C, Shetti NP et al (2022) Valorisation of lignocellulosic biomass to value-added products: paving the pathway towards low-carbon footprint. Fuel 313:122678
Iakovlev M, van Heiningen A (2012) Kinetics of fractionation by SO2–ethanol–water (SEW) treatment: understanding the deconstruction of spruce wood chips. RSC Adv 2:3057–3068
Yamamoto M, Iakovlev M, van Heiningen A (2014) Kinetics of SO2-ethanol-water (SEW) fractionation of hardwood and softwood biomass. Bioresour Technol 155:307–313
Sklavounos E, Iakovlev M, Yamamoto M et al (2011) Conditioning of SO2-ethanol-water spent liquor from spruce for the production of chemicals by ABE fermentation. Holzforschung 65:551–558
van Heiningen A, Tunc MS (2018) Reactions of ethanol with xylan and lignin in acid catalyzed organosolv pulping: implications for ethanol recovery and process selection. Aveiro, Portugal, 2018 EWLP, June 28th, 2018
Iakovlev M, You X, van Heiningen A, Sixta H (2014) SO2–ethanol–water (SEW) fractionation of spruce: kinetics and conditions for paper and viscose-grade dissolving pulps. RSC Adv 4:1938–1950
Iakovlev M, Pääkkönen T, Van Heiningen A (2009) Kinetics of SO2-ethanol-water pulping of spruce. Holzforschung 63:779–784
Iakovlev M, Hiltunen E, van Heiningen A (2010) Paper technical potential of spruce SO2-ethanol-water (SEW) pulp compared to kraft pulp. Nord pulp Pap Res J 25:428–433
Morales LO, Iakovlev M, Martin-Sampedro R et al (2014) Effects of residual lignin and heteropolysaccharides on the bioconversion of softwood lignocellulose nanofibrils obtained by SO2–ethanol–water fractionation. Bioresour Technol 161:55–62
Sklavounos E, Iakovlev M, van Heiningen A (2013) Study on conditioning of SO2–ethanol–water spent liquor from spruce chips/softwood biomass for ABE fermentation. Ind Eng Chem Res 52:4351–4359
Yamamoto M, Niskanen T, Iakovlev M et al (2014) The effect of bark on sulfur dioxide–ethanol–water fractionation and enzymatic hydrolysis of forest biomass. Bioresour Technol 167:390–397
Iakovlev M, You X, van Heiningen A, Sixta H (2014) SO2–ethanol–water (SEW) fractionation process: production of dissolving pulp from spruce. Cellulose 21:1419–1429
Sixta H, Iakovlev M, Testova L et al (2013) Novel concepts of dissolving pulp production. Cellulose 20:1547–1561
Sklavounos E, Iakovlev M, Survase S et al (2014) Comparison of two conditioning schemes for detoxifying SO2-ethanol-water hydrolysate from lignocellulosics for ABE fermentation. Nord Pulp Pap Res J 29:370–382
Sklavounos E, Iakovlev M, Survase S et al (2013) Oil palm empty fruit bunch to biofuels and chemicals via SO2–ethanol–water fractionation and ABE fermentation. Bioresour Technol 147:102–109
Survase SA, Sklavounos E, Jurgens G et al (2011) Continuous acetone-butanol-ethanol fermentation using SO2-ethanol-water spent liquor from spruce. Bioresour Technol 102:10996–11002
Lapierre L, Bouchard J, Berry R (2009) The relationship found between fibre length and viscosity of three different commercial kraft pulps. Holzforschung 63:402–407
Jo HM, Lee JY, Kim SH, Kim KM (2020) The manufacture of bleached Kraft pulp from persimmon byproducts. BioResources 15:492–504
Van Heiningen A (2006) Converting a kraft pulp mill into an integrated forest biorefinery. Pulp Pap Canada 107:38–43
Fernández-Rodríguez J, Erdocia X, Hernández-Ramos F et al (2019) Lignin separation and fractionation by ultrafiltration. In: Separation of functional molecules in food by membrane technology. Massachusetts, United States: Academic press, pp 229–265
Jurgens G, Survase S, Berezina O et al (2012) Butanol production from lignocellulosics. Biotechnol Lett 34:1415–1434
Farzaneh A, Richards T, Sklavounos E, van Heiningen A (2014) A kinetic study of CO2 and steam gasification of char from lignin produced in the SEW process. BioResources 9:3052–3063
Sharazi AM, van Heiningen ARP, Sumerskii I, Bacher M (2018) Sugarcane straw lignin obtained by sulfur dioxide-alcohol-water (SAW) fractionation: effect of solvent. Ind Crops Prod 115:235–242
Iakovlev M, Sixta H, van Heiningen A (2011) SO2-ethanol-water (SEW) pulping: II. Kinetics for spruce, beech, and wheat straw. J wood Chem Technol 31:250–266
Yadollahi R, Dehghani Firouzabadi M, Resalati H et al (2018) SO2–ethanol–water (SEW) and kraft pulping of giant milkweed (Calotropis procera) for cellulose acetate film production. Cellulose 25:3281–3294
You X, van Heiningen A, Sixta H, Iakovlev M (2016) Kinetics of SO2–ethanol–water (AVAP®) fractionation of sugarcane straw. Bioresour Technol 212:111–119
Survase SA, Sklavounos E, Jurgens G et al (2011) Continuous acetone–butanol–ethanol fermentation using SO2–ethanol–water spent liquor from spruce. Bioresour Technol 102:10996–11002
Iakovlev M (2011) SO2-ethanol-water (SEW) fractionation of lignocellulosics. Doctoral Dissertation, Aalto University, Finland, pp. 10–70
Yamamoto M, Iakovlev M, Van Heiningen A (2012) Enzymatic hydrolysis of hardwood and softwood biomass fibers released by SO2-ethanol-water fractionation. In: 12th European Workshop on Lignocellulosics and Pulp (EWLP). Espoo, Finland, Editeur inconnu, pp 66–69
Yamamoto M, Iakovlev M, van Heiningen A (2011) Total mass balances of SO2-ethanol-water (SEW) fractionation of forest biomass. Holzforschung 65:559–565
van Heiningen A, Iakovlev M, Yamamoto M et al (2011) Which fractionation process can overcome techno-economic hurdles of a lignocellulosic biorefinery. 2011 AIChE Annual Meeting : Minneapolis, USA
Yamamoto M (2014) SO2-ethanol-water fractionation and enzymatic hydrolysis of forest biomass. Doctoral Dissertation. Aalto University, Finland
Iakovlev M, Survase S, Hill L et al (2020) Pilot scale sulfur dioxide-ethanol-water fractionation of recycled wood to sugars, bioethanol, lignin and lignosulfonates: carbohydrate balance. Bioresour Technol 307:123240. https://doi.org/10.1016/j.biortech.2020.123240
Rakkolainen M, Iakovlev M, Teräsvuori AL et al (2010) SO2-ethanol-water fractionation of forest biomass and implications for biofuel production by ABE fermentation. Cellul Chem Technol 44:139–145
Zoia L, Salanti A, Tolppa EL et al (2017) Valorization of side-streams from an SSF biorefinery plant: wheat straw lignin purification study. BioResources 12:1680–1696
Kurschner K, Hoffer A (1931) A new quantitative cellulose determination. Chemie unserer Zeit 161:1811
Malhotra R, Prakash D, Shukla SK et al (2013) Comparative study of toxic chlorophenolic compounds generated in various bleaching sequences of wheat straw pulp. Clean Technol Environ Policy 15:999–1011
Madlala AM, Bissoon S, Singh S, Christov L (2001) Xylanase-induced reduction of chlorine dioxide consumption during elemental chlorine-free bleaching of different pulp types. Biotechnol Lett 23:345–351
Petroudy SRD, Syverud K, Chinga-Carrasco G et al (2014) Effects of bagasse microfibrillated cellulose and cationic polyacrylamide on key properties of bagasse paper. Carbohydr Polym 99:311–318
Pascoal Neto C, Evtuguin DV, Furtado FP, Mendes Sousa AP (2002) Effect of pulping conditions on the ECF bleachability of Eucalyptus globulus kraft pulps. Ind Eng Chem Res 41:6200–6206
Akgül M, Çöpür Y, Temiz S (2007) A comparison of kraft and kraft-sodium borohydrate brutia pine pulps. Build Environ 42:2586–2590
Cotana F, Cavalaglio G, Gelosia M et al (2014) Production of bioethanol in a second generation prototype from pine wood chips. Energy Procedia 45:42–51
Sable I, Grinfelds U, Jansons A et al (2012) Properties of wood and pulp fibers from lodgepole pine (Pinus contorta) as compared to scots pine (Pinus sylvestris). BioResources 7:1771–1783
Jansson ZL, Brännvall E (2014) Effect of kraft cooking conditions on the chemical composition of the surface and bulk of spruce fibers. J Wood Chem Technol 34:291–300
Iakovlev M, Van Heiningen A (2011) SO2-ethanol-water (SEW) pulping: I. Lignin determination in pulps and liquors. J Wood Chem Technol 31:233–249
Scott WE, Abbott JC, Trosset S (1995) Properties of paper: an introduction. TAPPI Press, Georgia, USA
Alava M, Niskanen K (2006) The physics of paper. Reports Prog Phys 69:669
Hamzeh Y, Abyaz A, Mahsa O et al (2009) Application of surfactants as pulping additives in soda pulping of bagasse. BioResources 4:1267–1275
Puitel AC, Bordeianu A, Gavrilescu D (2007) On lignin reactions in TCF kraft pulp bleaching. Cellul Chem Technol 41:219–234
Liu J, Zhou XF (2011) Structural changes in residual lignin of Eucalyptus urophylla× Eucalyptus grandis LH 107 oxygen delignified kraft pulp upon chlorine dioxide bleaching. Sci Iran 18:486–490
Masrol SR, Ibrahim MHI, Adnan S et al (2018) Durian rind soda-anthraquinone pulp and paper: effects of elemental chlorine-free bleaching and beating. J Trop For Sci 30(1):106–116
Sjostrom E (1993) Wood chemistry: fundamentals and applications. Gulf professional publishing, Houston, Texas
Xu G-B, Kong W-Q, Liu C-F et al (2017) Synthesis and characteristic of xylan-grafted-polyacrylamide and application for improving pulp properties. Mater (Basel) 10:971
Miletzky A, Punz M, Weber H et al (2013) Improvement of paper strength by increasing the xylan content. Advances in Pulp and Paper Research 2:887–906
Ferdous T, Ni Y, Quaiyyum MA et al (2021) Non-wood fibers: relationships of fiber properties with pulp properties. ACS Omega 6:21613–21622
Liu J, Hu HR (2011) Treatment of NBKP with cellulase to reduce the refining energy consumption in production of grease proof paper. In: Advanced materials research. Laubisrutistr, Switzerland, Trans Tech Publications, pp 1379–1384
Acknowledgements
The authors are grateful for the support provided by the Gorgan University of Agricultural Sciences and Natural Resources.
Author information
Authors and Affiliations
Contributions
Mohammadreza Dehghani Firouzabadi: conceptualization, methodology, validation, investigation, data curation, and writing the original draft. Aliasghar Tatari: resources, software, formal analysis, supervision, and visualization. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethical approval
This study does not conduct an investigation on animals or humans.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Firouzabadi, M.D., Tatari, A. SO2-ethanol–water (SEW) and Kraft pulp and paper properties of Eldar pine (Pinus eldarica): a comparison study. Biomass Conv. Bioref. 14, 14745–14753 (2024). https://doi.org/10.1007/s13399-023-03785-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-03785-x