
Abstract
In this research, the effect of calcinated egg shell particles and pineapple fiber woven mat in epoxy resin composite and their mechanical, wear, thermal, and water absorption behavior was studied. The primary aim of this research was to investigate how the silane-treatment influences the surfaces of natural particles and pineapple fiber in epoxy composite during characterization. The fiber and particle were silane surface treated using APTMS aminosilane before composite fabrication and the laminates were prepared by hand layup process. The results show improved mechanical properties with the addition of 40 vol. % of fiber and 2.0 vol. % of eggshell particle for composite designation RPE1, RPE2, and RPE3 by 65%, 44%, 93%, and 8% correspondingly. Similarly, enhancement in wear resistances is observed for composite designation RPE3 by the addition of 2.0 vol. % of eggshell particles. TGA shows the increase in decomposition temperature by the inclusion of 40 vol. % fiber and 2.0 vol. % eggshell particle for composite designation RPE3. On the other hand, the water absorption raises as increased particle addition maximum up to 0.23% as compared to pure epoxy. Such mechanically toughened, wear resistances, and thermally stable composites could be used in various industrial applications, automotive sectors, as well as aerospace and defence divisions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The ever-increasing demand for eco-friendly materials to prevent environmental deterioration minimizes pollution and saves the planet. Green composite materials are those that are derived from natures’ most popular and abundant natural reinforcement materials [1]. Due to the fact that biocomposites are more compatible, considerably cheaper, and cost-effective, many scientists are conducting research in this field. Finding new fiber and extracting new bio fillers are the current trends in the field of research [2]. The addition of natural fibers to polymers may improve their mechanical qualities, but reduce their resistance to impact damage and thermal stability. The qualities of composite reinforced with natural fibers are greatly impacted by fiber length, orientation, texture, hydrophilic nature, and percentage of fiber weight [3]. Cotton, sisal, coir, jute, hemp, corn stalk, pineapple, flax, banana, and bamboo are common natural fiber plants used to manufacture natural fiber–reinforced polymer composites [4]. Feathers from chickens, discarded leather, naturally derived rubber scraps, and even human hair could be used to create polymer composites in modern organizations [5,6,7].
Karuppaiyaet al. [8] examined the thermal conductivity and thermal resistance analyses on various combinations of banana, pineapple, and jute natural fiber composites. Banana, pineapple, and jute fibers were combined in various combinations of volume percentages and fabricated by hand layup method. There were six sorts of combinations employed for this study. The associated thermal analyses, including thermal conductivity and thermal resistance, of six combination fiber composites were evaluated in determining the most effective thermal insulators for insulation applications. Jayabalakrishnan et al. [9] investigated the mechanical, dielectric, and hydrophobic properties of a coconut shell biochar-reinforced Caryota urens natural fiber epoxy composite. This study’s primary objective was to investigate the effect of combining biochar with Caryota urens fiber in an epoxy resin composite and its characteristics. Composites made with 5 vol. % biochar have the maximum tensile strength and modulus of 172 MPa and 6.7 GPa, respectively. Similarly, the addition of 7 vol. % biochar to epoxy resin significantly decreased wear volume. In addition, the composite containing 7 vol. % biochar exhibited the highest dielectric constant, loss factor, thermal conductivity, and hydrophobic contact angle of 6.2, 1.6, and 0.33 W/mK, respectively.
Moreover, the incorporation of filler particles is the latest trend for enhancing the impact resistance, fatigue characteristics, wear resistances, and other mechanical properties of matrix composites [10]. These particles’ formulations may absorb the drastic load of any form by employing its kinetic energy and block the impacting head. Thus, these materials could be utilized in automotive and aerospace industries [11]. Numerous researchers have attempted to develop novel eco-friendly biofillers for enhancing the matrix phase's characteristics using domestic and waste materials. Examples include rise husk ash biosilica, biochar, several forms of chitosan, egg, sea urchin, cow manure, and sea shell, and many others [12]. Ãelik Yahya et al. [13] characterized and analyzed the composite properties of hazelnut, pistachio, and apricot kernel shell particles. In this research, hazelnut, pistachio, and apricot kernel shells were powdered to a particle size of 0–300 m (micron), 300–600 m, and 600–850 m, respectively. It was determined how the chemical and structural qualities of the particles affected the mechanical, thermal, and physical properties of the composites. Introducing powder particles to the polyester material decreased the matrix material’s tensile strength. Low concentrations of powder particles added to the matrix material had a favorable impact on bending and compressive strength. Manikandan et al. [14] studied mechanical and delamination examinations on siliconized chitosan and morinda-citrifolia natural fiber-reinforced epoxy composite for drilling. In this investigation, the influence of siliconized chitosan biopolymeric particles and morinda fiber in an epoxy composite, as well as their mechanical and machining properties, were investigated. The primary objective of this work was to determine how the silane-treatment affects the surfaces of natural biopolymeric particle and fibers in epoxy composite, as well as to examine their mechanical and machining properties. The tensile, flexural, and impact findings of the silane-treated chitosan and morinda natural fiber-reinforced epoxy composite were 148 MPa, 163Mpa, and 6.9 J, respectively. The highest value for the inter-laminar shear strength of morinda fiber treated with silane was 28 MPa. Similarly, surface-treated reinforcements demonstrated the best adhesion with matrix without delamination throughout the drilling process.
In this investigation, egg shell powder is employed as a filler with epoxy matrix. The reasons for this egg shell waste increase include ammonia (NH3) and hydrogen sulphide (H2S) released during their decomposition, which can be environmentally hazardous, and the salmonella bacteria created which can be dangerous to humans [15]. One way to repurpose eggshells is to utilize them as filler in polymers. Because it would be easily available, inexpensive, and can be decomposed in the soil when the life over. The large quantities of CaCO3 that can be extracted from egg shells are one of the best routes to develop large quantity of bio calcium carbonate and oxide. However, when CaCO3 filler particles are introduced into polymers, clustering has been identified as a drawback by a number of investigations [16]. Generally, silane surface treatment with silane coupling agents might be selected based on the desired functional group and matrix type. Amino silanes are preferable when thermosetting polymers are practiced as a matrix. Since amino silanes include an NH2 functional group, they can react with unsaturated OH molecules in the matrix, hence enhancing the adhesion between both the matrix and filler [17].
However, the combination of pineapple fiber and egg shell powdered particles formulation also not yet investigated by any researchers. Hence the present study aims to investigate the mechanical, wear properties, and hydrophobicity of surface-modified pineapple fiber-reinforced in egg shell powdered particulate toughened epoxybio composites. The laminates for this study were produced by hand layup process and characterized according to respective ASTM standards. Such biocomposites could use in automotive sector, industrial application, and in home furniture.
2 Experimentations
2.1 Materials
In this current project, the hybrid composites are made up of quick set Araldite epoxy resin LY556purchased from Sigma Aldrich, USA. Pineapple fiber woven mat were used in this study as well as egg shell particles obtained from Metro Composites Research and Development Centre, Chennai, India. The surface modifier 3-Aminopropyletriethoxysilane (APTES) was purchased from Sigma Aldrich, USA. The specification of given materials is represented in Fig. 1.

Specification of materials used
2.2 Calcination process
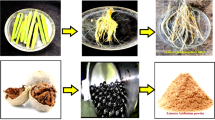
The fine CaO ceramic particles from egg shell were prepared by the following steps as shown in Fig. 2. Initially, washed egg shells were obtained and undesirable substances were cleaned. These egg shells were sun-dried for 48 h to eliminate moisture. The dried shells were crushed into a fine powder and re-dried in the sunlight for 48 h to eliminate excess moisture before being ready for the ball mill [18]. Significant results can be obtained by ball milling the biowaste of egg shells for up to 16 h. The ball milling procedure was performed in a planetary ball mill with a feeding capacity of 10 g (RETSCH PM 100, Germany). In this method, tungsten carbide balls were employed and the ball-to-powder ratio kept fixed at 10.5:1. The average ball weight is 7.6 g, and the total amount of balls used was 53 g. The diameter of each ball is 10 mm. The milling speed keeps constant at 300 rpm during the entire procedure [19]. Utilizing a particle size analyzer, the average crystalline size for various milling times was determined (HORIBA, SZ 100, Japan). After particles were formed from egg shells, they are further calcinated. The calcination procedure was carried out in a box furnace at 700 °C and 2 h of soaking time in an air atmosphere. After the soaking period, these particles were uniformly cooled in the heating chamber.

Calcination process for egg shells
2.3 Silane treatment
To increase fiber adherence and particle dispersion in the matrix material, egg shell particles were surface-modified using an immersion aqueous solution technique on the pineapple woven fiber mat. Egg shell powder particles readily absorbed moisture and combined with matrix. In this procedure, both fibers and particle reinforcements are completely immersed in an aqueous solution with a 95 wt. % concentration. Typically, 5 wt. % of water was added to ethanol to form a diluted aqueous solution for silane functionalization. To alter the pH value between 4.5 and 5.5, the amount of acetic acid needed became combined gradually and completely. The 2 wt. % silane was then combined drop by drop with diluted aqueous solution to obtain homogeneity. The fibers and particles were briefly soaked in the silane solution for approximately 10 min before being separated and dried at 110 °C in an oven [20].
2.4 Composite fabrication
The pineapple fiber woven mat and egg shell particle toughened epoxy composite was produced in the as given. In a glass beaker a specified amount of epoxy resin, with 5, 1.0, and 2.0 volume percent of egg shell particles were dispersed and constantly swirled until the entire mixture was homogenous. The resulting colloidal suspension was subsequently blended with TETA curing agent. The curing agent was combined at a ratio of 1:10 and stirred constantly until degassing was finished. The completed mixture was then transferred into the silicon rubber mould coated with wax. Then, 40 volume percent of pineapple fiber weaved mats were placed one by one. Four fiber mats were utilized to create the final composite material. The composites were cured at room temperature for 24 h and post cured in a hot oven at 120 °C for an additional 12 h [21]. The designation and composition of composites developed for this research are presented in Table 1.
3 Characterizations
The post-cured composites are sliced further for testing purposes. These specimens were cut to exact dimensions using an abrasive water jet machine (maxiem water jets, 1515, KENT). The composites were machined to the accuracy specified by ASTM standards. The specification during this cutting operation followed as per the references [22]. Table 2 illustrates the different tests and ASTM standards used for it.
4 Results and discussions
4.1 Mechanical properties
Figure 3 shows the mechanical properties of various composite designations. In Fig. 3a, the tensile properties and flexural properties are represented in which it shows composite designation R gives the very less values due to the pure epoxy [23]. The tensile and flexural strength observed up to the minimum value is about 62 MPa and 108 MPa respectively. Further addition of pineapple fiber woven mats by 40 vol. for composite designation RP. This improvement is due to the silane treatment on pineapple fiber woven mats which improves the bonding of between matrix and reinforcements due to the NH2 functional group chemically reacts with free OH group of epoxy resin [24] as illustrated Fig. 4a. Tensile strength rises gradually with the addition of CaO by 0.5, 1.0, and 2.0 vol. % up to 148 MPa, 169 MPa, and 182 MPa. Such increment in values is due to the silane treatment on particles which evenly distributes it thought the matrix and reduces the voids [25] as shown Fig. 4c. Another reason behind to improve tensile strength is silane treated particles improves the bonding mechanism. However, flexural strength of composite designation RPE3 decreases by addition of 2.0 vol. % of CaO. This because of the brittle nature of CaO molecules which weakens the bonding [26] as represents Fig. 4b.

Mechanical properties for various composite designation

Fractography of mechanical testing samples
Similarly, Fig. 3b shows the results of Izod impact test and hardness test in which composite designation R represents the lowest values about 0.42 J and 86 shore D. This composite is consisting of pure epoxy which is brittle in nature. Further, inclusion of pineapple fiber with 40 vol. % in pure epoxy sudden improvement in Izod impact values and hardness values is observed. The addition of reinforcements improves load bearing capacity of the composite and due to the silane treatment fibers were adheres strongly with epoxy molecules [27]. Moreover, introduction of CaO particles again gradually improves the Izod impact results and hardness results with 0.5, 1.0 and 2.0 vol. % for composite designation RPE1, RPE2, and RPE3 respectively. The reason behind this enhancement is silane coupling agent which improves the bonding between reinforcing material and matrix material. Due to silane treatment particles were evenly spread thought the matrix and hinders the impact load [28].
4.2 Wear properties
Figure 5 illustrates the wear properties for various composite designations. Composite designation R shows the highest coefficient of friction and specific wear rate about 0.71 and 0.018 mm3/Nm respectively. As pure epoxy is brittle in nature it shows poor in wear resistance thus larger wear rate is observed [29] as observed in Fig. 6a. Addition of silane treated pineapple fiber woven mats by 40 vol. % increase in wear resistances is observed for composite designation RP. The COF shows about 0.63 and Sp. wear rate up to 0.014mm3/Nm. Due to the fiber inclusion wear rate lowers because fiber will not easily wear on wear disc and strongly bonded with epoxy molecules by silane treatment [30] as represented Fig. 6b. Moreover, egg shell particle inclusion decreases Sp. wear rate and COF maximum up to 0.006 mm3/Nm and 0.44 for with 2.0 vol. % of CaO. This improvement is because of the tight bonding by addition of silane treated CaO which reduces the voids. Due to this lesser surface area comes in contact with wear disc and reduces the friction and sp. wear rate [31] as shown in Fig. 6c.

Wear properties for various composite designations

SEM images for wear test specimens
4.3 TGA analysis
Figure 7 represents the TGA thermogram of various composite designations. The pure epoxy shows decomposition at very less temperature and very low thermal stability for composite designation R. However, addition of pineapple fiber woven mats by 40 vol. % improves the decomposition temperature of composite designation RP. This enhancement is due to the silane treated fiber strongly bonded with epoxy molecules and hinders the rotation of secondary molecules [32]. Furthermore, inclusion of egg shell particles by 0.5, 1.0 and 2.0 vol. % improves glass transition temperature for RPE1, RPE2, and RPE3 composite designations. When compared to the other 2 embodiments, the addition of nano-silica to the composites has a high specific heat capacity [33]. Therefore, a significant amount of thermal energy is needed to activate the secondary molecules in the primary chain of epoxy.

TGA thermogram for various composite designations
4.4 Water absorption
Figure 8 illustrates the water up take rate for each composite designation. Composite designation R shows very less water absorption due the hydrophobic nature of epoxy molecules. However, composite designation RP shows raised in water absorption by 0.08% after immersion. The natural fibers are always hydrophilic in nature and attract the water molecules but silane treatment work as barrier to absorb water molecules by fiber. Due to this, its water absorption is near to composite designation R. Moreover, when egg shell particles addition improves the further water absorption as CaO molecules easily absorbs moisture and converts into CaCO3 [34]. Hence, as increment in CaO particle from 0.5, 1.0 to 2.0 vol. % for composite designations RPE1, RPE2, and RPE3 the water intake is slightly increased. However, the silane treatment on egg shell particle restricts large water absorption, which scored lesser water absorption for composite designation RPE1, RPE2, and RPE3 as 0.14%, 0.19%, and 0.23%.

Water absorption of various composite designation
5 Conclusions
The pineapple fibers woven mats reinforced and calcinated egg shell particles toughened epoxy composites were characterized and studied to find mechanical, wear properties, TGA, and water absorption properties. The pineapple fiber and egg shell particles were surface treated by amino silane coupling agent. Laminates for this investigation were fabricated by hand layup process and characterized according respective ASTM standards. The outcome of the study reveals some significant results and the same are summarized.
-
(1)
The mechanical properties like tensile, flexural, Izod impact, and hardness properties show improved in results by addition of silane treated 40 vol. % of pineapple fiber woven mats maximum up to the 62 MPa, 108 MPa, 0.42 J, and 86 shore- D respectively for composite designation RP.
-
(2)
Further inclusion of silane treated calcinated poultry egg shell particles by 0.5, 1.0, and 2.0 vol. % improves the tensile strength, flexural strength, Izod impact, and hardness properties for composite designation RPE1, RPE2, and RPE3 by 65%, 44%, 93%, and 8% correspondingly.
-
(3)
Wear properties also show the minimum COF up to 0.44 and sp. wear rate about 0.006 mm3/Nm for composite designation RPE3 by addition of silane treated 40 vol. % of pineapple fiber woven mats and 2.0 vol. % of egg shell particles.
-
(4)
TGA shows the fiber addition by 40 vol. % increases the decomposition temperature for composite designation RP as well as egg shell by 0.5, 1.0, and 2.0 vol. % particles further improves the helps to increases the thermal stability for composite designation RPE1, RPE2, and RPE3.
-
(5)
However, water up take for this all composite designation increases gradually. For RP composite designation, it shows around 0.08% and for composite designation, RPE1, RPE2, and RPE3 about to 0.14%, 0.19%, and 0.23% respectively.
-
(6)
These properties improved waste poultry egg shell particles and edible biomass pineapple leaf fiber epoxy composites could be used in automotive body parts development, defense component fabrication, domestic appliances machining, and packaging applications.
Data availability
NA.
References
Karimah A et al (2021) J Mater Res Technol 13:2442–2458, ISSN 2238–7854. https://doi.org/10.1016/j.jmrt.2021.06.014
Vigneshwaran et al (2021) JCOMC 5:100138, ISSN 2666-6820. https://doi.org/10.1016/j.jcomc.2021.100138
Li M et al (2020) Compos. B. Eng. 200:108254, ISSN 1359-8368. https://doi.org/10.1016/j.compositesb.2020.108254
Syduzzaman et al (2020) Coatings 10. https://doi.org/10.3390/coatings10100973
Wang Y, Zheng M, Liu X, Yue O, Wang X, Jiang H (2021) Advanced collagen nanofibers-based functional bio-composites for high-value utilization of leather: a review. J Sci Adv Mater Devices 6(2):153–166
Kurien RA, Biju A, Akhil Raj K, Chacko A, Joseph B, Koshy CP (2022) Chicken feather fiber reinforced composites for sustainable applications. Mater Today: Proc 58(3):862–866
Zhang X, Zhang J, Cheng Z (2019) Application of response surface methodology to optimize the preparation of rubber foam composite as sound-absorbing material using scrap rubber powder. J Wuhan Univ Technol Mater Sci Ed 34(6):1376–1383
Karuppaiya et al Mater Today: Proc 21. https://doi.org/10.1016/j.matpr.2019.09.140
Jayabalakrishnan D et al (2021) Polym Compos. https://doi.org/10.1002/pc.26393
Turssi et al Biomaterials 26:4932–7. https://doi.org/10.1016/j.biomaterials.2005.01.026.
Jelić A et al (2022) Polymers 14.6: 1255. https://doi.org/10.3390/polym14061255
Arun Prakash VR, Viswanathan R (2019) Fabrication and characterization of silanized echinoidea fillers and kenaf fibre-reinforced Azadirachta-indica blended epoxy multi-hybrid biocomposite. Int J Plast Technol 23:207–217. https://doi.org/10.1007/s12588-019-09251-6
Ãelik et al (2020) J Nat Fibers1–15. https://doi.org/10.1080/15440478.2020.1739593
Manikandan G et al (2020) Polym Compos 25817. https://doi.org/10.1002/pc.25817
Chandrappa RK, Kamath SS (2020) The Egg shell as a filler in composite materials-a review. J Mech Energy Eng 4(4):335–340
Shah et al (2018) Materials 11:1872. https://doi.org/10.3390/ma11101872
Petrunin MA et al (2019) Int J Corros Scale Inhib 8.4:882-907. https://doi.org/10.17675/2305-6894-2019-8-4-6
Owuamanam et al (2020) J Compos Sci 4:70. https://doi.org/10.3390/jcs4020070
Asri NP et al (2017) IOP Conf Ser Earth Environ Sci 67(1):012021. https://doi.org/10.1088/1755-1315/67/1/012021
Arun Prakash VR et al (2016) Appl Surf Sci 384(16):99–106. https://doi.org/10.1016/j.apsusc.2016.04.185
Ramesh C, Manickam C, Maridurai T, Prakash VR (2017) Dry sliding wear characteristics of heat treated and surface modified hematite particles-EPDXY particulate composite. Revista Romana De Materiale-romanian Journal of Materials 47(3):401–405
Murugan et al (2020) Silicon 12 1847–1856. https://doi.org/10.1007/s12633-019-00297-0
Merizgui T et al (2018) Mater Res Express. https://doi.org/10.1088/2053-1591/11f9de
Azila M, Ahamad S, Kuntojoro J (2010) Bio Based Mater Bio-Energy 13(2):121–125. https://doi.org/10.1166/jbmb.2010.1080
Arunprakash VR et al (2018) Polym Bull 75(9):4207–4225. https://doi.org/10.1007/s00289-017-2262-1
Prakash VR Arun, Rajadurai Arunachalam (2016) Mechanical, thermal and dielectric characterization of Iron oxide particles dispersed glass fiber epoxy Resin hybrid composite. Digest J Nanomater Biostruct 11(2):373–80
Neves ACC, Rohen LA, Mantovani DP, Carvalho JPRG, Vieira CMF, Lopes FPD, Simonassi NT, da Luz FS, Monteiro SN (2020) Comparative mechanical properties between biocomposites of Epoxy and polyester matrices reinforced by hemp fiber. J Mater Res Technol 9(2):1296–1304
Ribeiro MP et al (2021) J Mater Res Technol 12:221–233, ISSN 2238–7854. https://doi.org/10.1016/j.jmrt.2021.02.064
Inbakumar et al (2017) Trans Can Soc Mech Eng. https://doi.org/10.1139/tcsme-2017-0079
Dinesh et al (2020) Silicon 12:2911–2920. https://doi.org/10.1007/s12633-020-00387-4
Arun et al. (2019) Silicon. https://doi.org/10.1007/s12633-019-00347-7
Ramakrishnan S et al (2019) J Ind Text 49.5:597-620. https://doi.org/10.1177/1528083718792915
Rahman et al (2022) Polym Bull. https://doi.org/10.1007/s00289-021-04049-2
Peerapan et al (2017) Int J AdhesAdhes 78:74-82, ISSN 0143-7496. https://doi.org/10.1016/j.ijadhadh.2017.06.006
Author information
Authors and Affiliations
Contributions
1. Pradeep Johnson has done the research work.
2. Babu Aurtherson P has undertaken the complete drafting.
3. Suthan R supported in both research and drafting.
4. S Madhu supported in testing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Johnson, P., Aurtherson, P.B., Suthan, R. et al. Experimental investigation of pineapple fiber and calcinated poultry egg shell powder epoxy composites. Biomass Conv. Bioref. 13, 4385–4392 (2023). https://doi.org/10.1007/s13399-022-03609-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-03609-4