
Abstract
This work aimed to develop films based on pequi (Caryocar brasiliense) pulp added of gelatin and plasticizer (glycerol or sorbitol) and characterize their properties and biodegradation in different soils. The films were presented with a good appearance, easy to handle, and with a predominant yellowish color. The greater the addition of plasticizers (3.5%), the greater the elongation and the lower the tensile strength of the films. The higher the gelatin (7%) and the lower the plasticizer (1.5%) concentrations, the higher the tensile strength. Thermal analysis allowed to observe a desirable characteristic for packing films: a band between 2Ɵ = 21° for both glycerol and sorbitol films, which is present in low crystalline films, reducing the incidence of light in the products. Films were at the most 100% degraded over a period of 5 to 9 days. Thus, the films obtained are recommended to be utilized for food packaging applications.
Graphical abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The petrochemical plastics are responsible for the death of billions of animals that ingest these materials when improperly discarded in the environment [1]. This problem leads to a great opportunity for the development of biodegradable products with a diversity of physical, mechanical, and high biodegradation properties [2].
The use of biodegradable polymers minimizes the problems caused by the increasing deposit of polymeric materials that are discarded in the environment [3]. The polysaccharides most used in the manufacture of films currently include starch and cellulose derivatives, alginates, pectins, chitosans, and some gums due to their abundance in nature [4, 5].
Natural biodegradable polymers obtained from renewable sources have been utilized for the development of new packaging [6]. They are recognized for food applications, which contribute to the sustainable development [7,8,9]. Agro-wastes derived from diverse sources including fruit’s pomaces and peels, husks, straws, and other plant fibers are examples of renewable sources available to produce bio-based polymers. Considering that 20–30% of fruits and vegetables are discarded as waste during post-harvest handling, the development of bio-based polymers is important to reduce the use of synthetic plastics [10].
Pequi (Caryocar brasiliense) is a fruit native of Brazil rich in nutrients including lipids, which makes it a good energy source [11]. The pequi pulp is currently used as a source of vitamins for culinary purposes by the food industry and as rich source of oil by the cosmetic and pharmaceutical industries [12]. It has high antioxidant and antimicrobial activities, with an excellent cost–benefit ratio [13]. Despite its great potential, including raw material for film production, it has been marginalized utilized so far by the industrial sector [14].
Thus, the aim of this work was to produce films from pequi (Caryocar brasiliense) pulp and evaluate their chemical and mechanical properties, stability, and biodegradation in different soils.
2 Material and methods
2.1 Obtaining raw materials
Mature fruits of pequi (Caryocar brasiliense) were collected from the soil of rural properties located in the city of Itaquiraí, MS, Brazil. At the lab, fruits were selected by color intensity to obtain fruits with uniform maturity. These fruits were sanitized in running water and then submerged in 1 L of water with 25 mL of HCl for 30 min. They were again immersed in running water, before peeled and hand-stripped with a stainless steel knife [15]. The pulp was processed in a fruit centrifuge until became a very thin and homogeneous paste. For each 200 g of pulp, 60 mL of distilled water was added (Fig. 1). Then, the pulp was sieved through a mesh sieve containing holes 1 mm in diameter. The material obtained was stored in a sterile glass packaging at – 20 °C until utilized.

Illustration of the nine film formulations based on pequi pulp incorporated with gelatin and glycerol
2.2 Characterization of the raw material
The homogenized pequi pulp was analyzed for the proximate composition in triplicate according to the methods described in the official analytical standards [16]. Moisture content was determined by the oven drying method at 105 °C until constant weight (method 950.46), lipid by the organic solvent extraction method in Soxhlet apparatus (no. 960.39), protein by the Kjeldahl method using factor 6.25 for the conversion of nitrogen into protein (method 928.08), and ash by using the muffle oven technique (method 920.153). Carbohydrates were obtained by difference.
2.3 Obtaining of the biopolymer films
The films were obtained in triplicate by the casting technique, as described elsewhere [17]. The pequi pulp utilized for the formulation was previously frozen. After thawing, the filmogenic solution was prepared with 50 g of pulp for all treatments. The gelatin was hydrated in 50 mL of distilled water for 1 h. Then the plasticizer was added, and the solution was heated in a water bath at 85 °C for 10 min. After homogenizing, 25-mL aliquots of the film-forming solution were distributed in 150 × 15 mm petri dishes. The films were dried at 25 °C for 48 h. Concentrations of gelatin and plasticizer (glycerol or sorbitol) were in accordance with Table 1.
2.4 Subjective evaluation of the biopolymer films
The following parameters were determined for the films using visual and tactile analyzes: continuity (absence of rupture after drying), homogeneity (absence of insoluble particles, bubbles of air, or opacity zone), and flexibility (handling without risk of rupture) [15].
2.5 Characterization of the biopolymer films
2.5.1 Thickness
The film thickness was measured using a Mitutoyo Digimatic Co. Proof. The final value represented the average of 5 random measurements taken at different parts of the film.
2.5.2 Color
The color was determined by averaging three measurements, one at the center and the other two at the perimeter (edge distance) using a CR-400 colorimeter (Konica Minolta, Chroma Meter, Japan). The films were placed on a whiteboard defined as standard, and the CIE-Lab scales were used to measure the color of the films. L* indicates the brightness and a* and b* the chromatographic coordinates, where L* ranges from 0 (black) to 100 (white), a* from green ( −) to red ( +), and b* from blue ( −) to yellow ( +). The color was determined by Eq. 1 [15]:
2.5.3 Opacity
The opacity was determined using a CR-400 colorimeter (Konica Minolta, Chroma Meter, Japan). The measurements were made in triplicate after calibration of the colorimeter with a white and a black background. The values for opacity were calculated according to Eq. 2 [18]:
where Y = opacity of the bioplastic (%); Yb = opacity of the film against a black background; and Yw = opacity of the film against a white background.
2.5.4 Solubility in water
The solubility in water was determined according to the method proposed elsewhere [15]. Triplicate samples were prepared with 2-cm-diameter circles extracted from the bioplastics. The initial dry matter of the samples was obtained by drying them in a forced-air circulation and renovation oven for 24 h at 105 °C. After the first weighing, the samples were immersed in a recipient containing 50 mL distilled water and maintained under constant slow agitation at 150 rpm in an orbital shaker at 25 °C for 24 h. The swollen samples were then removed and dried in a forced-air circulation and renovation oven at 105 °C for an additional 24 h before determining the final dry matter. The solubility in water of the film was represented by the total soluble material dissolved in water, calculated according to Eq. 3.
where Sw = solubility in water (%); mi = initial dry mass of the sample (g); and mf = final dry mass of the sample (g).
2.5.5 Moisture content
Moisture content was determined by the oven drying method at 105 °C until constant weight (method 950.46) [16].
2.5.6 Water vapor permeability
The water vapor permeability (WVP) was determined according to the modified standard method E-96 [19] for samples in triplicate. The films were fixed in permeation aluminum cells containing calcium chloride and sealed with paraffin to ensure migration of moisture only through the exposed area of the bioplastic. The permeation cells were placed in desiccators kept at 25 °C and 75% relative humidity. The amount of water vapor migrating through the film was determined from the gain in mass of the calcium chloride, measured every 24 h for 7 days [17]. The effect of the air space between the region below the film and the surface of the calcium chloride of the test cells was not considered in the calculation [15]. The WVP was calculated according to Eq. 4.
where WVP = water vapor permeability (g mm) (m2 day kPa)−1; ΔW = mass gain (g); L = initial film thickness (mm); t = storage time (days); A = exposed film area (m2); and ΔP = partial pressure difference (kPa).
2.5.7 Tensile strength and elongation
The tensile strength and elongation at break were determined in triplicate using a TA-XT2 Texture Analyzer (SMS, Surrey, UK), operated according to the standard method ASTM D 882–83 [20], as modified elsewhere [15]. The films were cut into rectangles of 80 mm long and 25 mm wide and fixed to claws with initial distance to the separation of 6 cm. The velocity of the tests was fixed as 1 mm s−1. Tensile strength was calculated dividing the maximum force for film rupture by the cross-sectional area of the film (Eq. 5). Elongation in the rupture was determined dividing the difference of the final distance coursed up to the rupture and initial distance of separation by the initial distance of separation multiplied by 100 (Eq. 6).
where TS = tensile strength (MPa); Fm = maximum force at the moment of rupture (N); and A = cross-sectional area of the film (m2).
where E = elongation (%); do = initial distance of separation between claws (cm); and dr = distance to rupture (separation between the claws at the moment of rupture) (cm).
2.5.8 Infrared spectroscopy
The infrared spectroscopy analyses of the films were carried out in a spectrometric FT-IR (Model Prestige 21. 210,045, Shimadzu, Kyoto, Japan) in the spectral region of 4000–500 cm−1 [15].
2.5.9 Scanning electron microscopy
The surface morphology of the films was observed using a scanning electron microscope (JEOL, JSM-6060, Japan), brand operated at 20 kV and 50 mA. Before testing, the samples were placed on an aluminum support and covered with a thin gold layer (Sputter Coater, SCDO50) to improve the thermal conduction. Photographs were taken with 100 × magnification [17].
2.5.10 Differential scanning calorimetry
Glass transition temperatures and the melting enthalpy variations of films were determined by using differential scanning calorimeter (Shimadzu, model DCS 60, Osaka, Japan) with the cooling module by liquid nitrogen. Samples with about 6–10 mg were hermetically sealed in aluminum capsules and preconditioned at 25 °C and 50% relative humidity. The measurements were performed in an inert atmosphere of ultra-dry nitrogen gas chromatographic grade, to the same feed flow rate and the drag of 50 mL min−1. The tests were started at 40 °C, and then samples were heated at a rate of 10 °C min−1 until attaining 200 °C. The material reference for this analysis was the atmospheric air [17].
2.5.11 X-ray diffraction
X-ray diffraction analyses were performed using a D8 Advance Bruker diffractometer with Cu radiation. The analysis conditions were as follows: (i) voltage and current: 40 kV and 40 mA, respectively; (ii) scanning range: 2θ from 5° to 30°; (iii) step: 0.1°; and (iv) speed 1° min−1, provided with secondary beam monochromator graphite. The variation of the sizes of the crystals was determined using the PC—APD software Diffraction. The samples were stored at 25 °C room temperature and 50% RH and analyzed in triplicate [17].
2.6 Soil burial biodegradation test
The biodegradation was evaluated by soil burial biodegradation tests that were carried out in triplicate in three different types of soil (clayey, foresty, sandy) collected in the region of Dourados, Mato Grosso do Sul, Brazil. Plastic (high-density polystyrene) trays with dimensions of 30 × 20 × 7 cm (length, width, height) and hexagonal plastic screens were also utilized. For the experiment, the film samples were laid in a screen, placed in a tray, and then covered with 5 cm of soil (Supplementary Material). The trays were stored in BOD (bacteriological chamber) at 28 °C and relative humidity of 30%. Daily, the films were carefully dug out of the soil together with the screen, removed from the excess soil with the help of a brush, and photographed. The film was returned to the tray and maintained at the same conditions for the next 24 h.
2.7 Statistical analysis
The Statistica® 6.0 (Stasoft, USA) program was used to calculate the analysis of variance (ANOVA). The Tukey test was used to determine the differences between the films’ properties in the range of 95% confidence. The evaluations were performed from data obtained in triplicates, and the results were presented by the mean ± standard deviation.
3 Results and discussion
3.1 Obtaining and determining the composition of the pequi pulp
Chemical analyses showed the nutritional importance of the pequi pulp as an energy and mineral source (Table 2). The composition is in accordance with results reported elsewhere [14]. The composition of all raw materials directly affects the properties of the polymeric films and their applications. Despite not evaluated here, pequi is recognized by its antioxidant activity [13], which is an important aspect related to food packaging applications [21].
3.2 Obtaining and subjective evaluation of the biopolymer films
The visual characteristics determined for the pequi pulp films are shown in Table 3. The films with the different formulations were homogeneous, without fracture or rupture after drying, without insoluble particles, bubbles, and a continuity without absence of rupture. In part, these characteristics are due to the plasticizers (glycerol and sorbitol), which are often used in film formulations to improve flexibility [22].
The films added with glycerol showed excellent handling, while the films added with sorbitol showed only good handling, as they were firmer. This characteristic made their removal from the petri dishes difficult. However, after released, the films were easily handled, without risk of breakage. In accordance, glycerol was reported elsewhere as a better plasticizer than sorbitol in films added with gelatin [18].
In general, the films produced with pequi pulp had a yellowish color due to the internal mesocarp (Figs. 1 and 2). The edible portion of the fruit had a very light yellow to dark orange color (Supplementary Material).

Illustration of the nine film formulations based on pequi pulp incorporated with gelatin and sorbitol
3.3 Color, opacity, solubility in water, water vapor permeability, tensile strength, and elongation
Color attributes are of paramount importance, as they directly influence consumer acceptance of products. The color parameters (L*, a*, and b*) and opacity of the pequi pulp films are shown in Table 4.
The luminosity (L*) of the films varied from 81.8 to 88.3 for films made with pequi pulp and glycerol and from 83.1 to 90.2 for films made with pequi pulp and sorbitol, thus indicating a reasonable transparency, which can be explained by the yellowish color characteristic of the pequi pulp. The parameter a* varied between 1.3 to 4.6 for films with glycerol and 2.6 to 3.7 for films with sorbitol. These values indicate that the films do not tend to green and red colors.
The opacity of the films ranged from 23.1 to 29.9% for films made with pequi pulp and glycerol and 21.6 to 26.4% for films made with pequi pulp and sorbitol. The higher the concentration of plasticizer (glycerol/sorbitol), the opaquer the films presented themselves. Films with the addition of glycerol and gelatin presented the highest opacity values. The T2, T4, and T6 films with 7% gelatin were those with values between 27.3 and 29.9%. Similar values were reported for films produced with chickpea flour (Cicer arietinum L.) with different concentrations of glycerol [22].
The effects of the independent variables on the responses of tensile strength, elongation, thickness, water solubility, moisture, and water vapor permeability (WVP) of films made with pequi pulp, gelatin, and glycerol or sorbitol as plasticizer are presented in Tables 4 and 5, respectively.
The tensile strength values of films with pequi pulp and glycerol ranged from 32.5 to 160.6 MPa whereas films with pequi pulp and sorbitol ranged from 57.56 to 171.76 MPa. It was reported elsewhere tensile strengths of 9.87 and 18.06 MPa for edible films based on sago starch and gelatin plasticized with glycerol or sorbitol, respectively [23]. Here, it was observed that the tensile strength increased with the increase in the gelatin and the plasticizer contents. This was due to the ability of the plasticizer to reduce interactions between polymeric chains, decreasing the resistance of the film and increasing its flexibility [24]. Similar results were reported by other authors [18, 25].
Elongation of the pequi pulp films ranged from 5.0 to 89.8% when plasticized with glycerol and from 4.5 to 60.9% when plasticized with sorbitol. Glycerol has a greater plasticization effect compared to sorbitol [18]. Films with the addition of the glycerol have a greater plasticizing effect than films with the addition of the sorbitol when utilized in films based on proteins and polysaccharides [18, 26].
Both the films made with pequi pulp added of glycerol or sorbitol presented a thickness that varied from 0.15 to 0.60 mm. It was observed from T4 (7.0 g of gelatin and 3.5% of the plasticizer glycerol or sorbitol) that the greater the addition of pequi pulp and the plasticizer (glycerol or sorbitol), the greater the thickness of the films. Similar results were observed for edible starch films added of Barbados cherry [24].
Regarding the solubility in water, the variation between the glycerol and sorbitol did not present a defined behavior for pequi films. The solubility values demonstrated that pequi films with glycerol presented a variation of 27.1 to 40.9% between treatments (Table 3). T3, T4, and T8, with the higher concentration of the plasticizer, showed greater solubility in water than the other treatments [25], which may be related to the weakening of the protein-polysaccharide interactions, due to the lipid content present in the pequi [14] that forms a physical barrier against moisture, polysaccharides, and proteins [26].
However, with the addition of sorbitol, the water solubility presented a considerable increase in comparison to pequi films plasticized with glycerol under the same conditions, ranging from 22.4 to 94.2% (Table 4). For both plasticizers, the values obtained were in general much superior to those found elsewhere for gelatin films added with glycerol (25.44%) or sorbitol (26.13%) [24]. The high solubility in water of the films does not render the film unfeasible, as it may be necessary to be subjected to the direct contact with water in the packaging process [24].
The moisture content of the pequi films plasticized with glycerol presented values ranging from 0.01 to 0.03% (Table 4), which were much higher than those found for the pequi films plasticized with sorbitol (0.001 to 0.008%) (Table 5). These low values were already expected due to the hydrophilicity of the gelatin, resulting in a high affinity with water. However, these values were much lower than those reported for cassava starch films with different concentrations of glycerol or sorbitol [27], which ranged from 0.25 to 0.35%.
The WVP of pequi pulp films with the addition of the glycerol varied from 3.77 to 9.0 g mm m−2 day−1 kPa−1 (Table 4). The pequi pulp films plasticized with sorbitol showed WVP values between 3.07 and 8.37 g mm m−2 day−1 kPa−1. This variation in WVP may be related to the presence of fatty acids in the pequi pulp that when incorporated into the matrix causes the reduction of the free space for the passage of water, decreasing the WVP [28]. On the other hand, it is observed for the T4, with a higher concentration of gelatin and plasticizer, that both the films added with glycerol and sorbitol presented higher WVP.
3.4 Analyses of the effects and the statistic models
The effects of different concentrations of the variables gelatin, glycerol (or sorbitol), and their interactions were obtained for the experimental responses (tensile strength, elongation, thickness, solubility in water, moisture, and WVP) (Table 6).
Then, the analysis of variance (ANOVA) was carried out, with the purpose of testing the adequacy of the obtained models for each experimental response (Table 7). Response surfaces were obtained for the statistically significant responses (Fig. 3). The models were considered statistically significant if the Fcalculated was higher than the Ftabulated and predictive if it was at least 5 times higher [15].

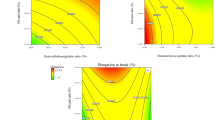
Response surface of variables A tensile strength, B elongation, C thickness, and D moisture, as a function of the contents of glycerol and gelatin, and E tensile strength, F elongation, and G thickness, as a function of the contents of sorbitol and gelatin
Four of the responses (resistance to traction, elongation, thickness, and moisture) were statistically significant for the films made with pequi pulp, gelatin, and glycerol (Fig. 3A–D) while three of them (resistance to traction, elongation, and thickness) were statistically significant (p < 0.05) for the films made with pequi pulp, gelatin, and sorbitol (Fig. 3E–G). None of the responses was statistically predictive.
The tensile strength of the films was positively affected by the concentration of gelatin and negatively influenced by the concentrations of plasticizer (glycerol/sorbitol) (p < 0.05). Thus, the higher concentrations of gelatin (7.0%) combined with low concentration of glycerol or sorbitol (1.5%) induced the formation of films with a high tensile strength (Fig. 3A, E). On the other hand, the highest elongations were obtained at the highest concentration of glycerol or sorbitol (3.5%) combined with the low concentration of gelatin (3.0%) (Fig. 3B, F). In addition, the increase in both gelatin and plasticizers caused an increase in thickness (p < 0.05). The interaction of gelatin and plasticizers showed a significant effect, varying linearly, in a positive direction, indicating that the greater the amount of gelatin and plasticizer in the forming solution of pequi films, the greater the thickness (Fig. 3C, G). The moisture content of the films increased significantly (p < 0.05) with the highest concentration of gelatin and glycerol, which is related to the polar amino acids and the high hygroscopicity of the gelatin.
3.5 Scanning electron microscopy
The micrograph analyses of films made with pequi pulp and the plasticizers were carried out for the three treatments that showed the best results for the mechanical tests: T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of glycerol or sorbitol 100 mL−1), T6 (7.0 g of gelatin 100 mL−1 and 2.5 g of glycerol or sorbitol 100 mL−1), and T7 (5.0 g 100 mL−1 gelatin and 1.5 g of glycerol or sorbitol 100 mL−1). The micrographs were 500-fold increased (Figs. 4 and 5).

Micrograph of pequi pulp film, surface images. A T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1); B T6 (7.0 g of gelatin 100 mL−1 and 2.5 of glycerol g 100 mL−1); and C T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1). Micrograph of pequi pulp film, transversal images. D T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1); E T6 (7.0 g of gelatin 100 mL−1 and 2.5 of glycerol g 100 mL−1); and F T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL.−1)

Micrograph of pequi pulp film, surface images. A T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL−1); B T6 (7.0 g of gelatin 100 mL−1 and 2.5 of sorbitol g 100 mL−1); and C T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL−1). Micrograph of pequi pulp film, transversal images. D T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL−1); E T6 (7.0 g of gelatin 100 mL−1 and 2.5 of sorbitol g 100 mL−1); and F T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL.−1)
The films added of glycerol (Fig. 4) or sorbitol (Fig. 5) presented a homogeneous surface without the presence of cracks. However, the presence of a granular and porous structure was observed for the three treatments. The presence of lipids can be identified in the micrographs by means of rounded structures, without the formation of a continuous layer in the film-forming matrix as seen in the transversal image (Figs. 4D–F and 5D–F). Similar results were observed for films based on bocaiuva flour prepared with different concentrations of glycerol as plasticizer, with the addition of essential clove oil [15]. It is important to consider that the pequi pulp has high levels of lipids (31.52%), which may have interfered in the degree of optical heterogeneity of the film matrix [29]. The higher the solid fat content and the hydrophobicity of the lipid, the lower the water vapor transference [28], which is in accordance with the WVP values obtained.
3.6 Differential scanning calorimetry
Thermal differential scanning calorimetry (DSC) analyses were performed for T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of plasticizer 100 mL−1) and T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of plasticizer 100 mL−1). It was observed that for the films added with glycerol as plasticizer, the loss of mass was very similar for both treatments (Fig. 5A, B). It was identified the presence of two intensity peaks in the range of 18.6 to 95.6 °C for T2 and in the range of 79.5 to 101.3 °C for T7. These peaks confirm a pattern of degradation with the predominance of two distinct stages: the first at low temperatures (Tg) and the second more intense and endothermic (Tf) related to the release of absorbed water present in the sample. These two peaks can be attributed to the modification of the phases rich in lipids and starch [30].
For the films added with sorbitol as plasticizer, the loss of mass was very similar for both treatments. Beyond the two peaks also observed for the films added with glycerol, it is possible to identify a third peak for both T2 and T7 (Fig. 5C, D), corresponding to the degradation of the fructose present in the pequi pulp. Similar results were observed for banana puree films [31]. The degradation in the third peak corresponded to the loss of mass due to the evaporation of water, sugar, starch, and proteins that degraded irreversibly.
3.7 X‑ray diffraction
The analysis of the XRD diffractograms (Fig. 6A, B) allowed the identification of a band in the region between 2Ɵ = 21° for both the glycerol and sorbitol films, which is present in low crystalline films. Similar results were reported elsewhere for films prepared with fish protein incorporated with glycerol and clove essential oil [32]. The crystallinity pattern depends on the length of the amylopectin chains, density, and the presence of water in the sample. For the T7 added with glycerol, it can be clearly seen a crystalline region at the peak of diffraction at 2Ɵ between 25 and 33 °C (Fig. 7).

DSC glass transition of the pequi pulp films. A T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1). B T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1). C T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL−1). D T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL.−1)

X-ray diffraction of the pequi pulp films. A T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1), T6 (7.0 g of gelatin 100 mL−1 and 2.5 of glycerol g 100 mL−1), and T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1). B T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL−1), T6 (7.0 g of gelatin 100 mL−1 and 2.5 of sorbitol g 100 mL−1), and T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of sorbitol 100 mL.−1)
3.8 Biodegradation
The biodegradation in soil is an important indicative of the susceptibility of different polymers to microbiological attack. This metabolic activity existing in the soil contributes to the degradation of these materials. There is no standardized method for assessing the biodegradation of films as it consists of the chemical degradation of polymeric materials caused by the action of microorganisms, such as fungi, bacteria, and microalgae [33]. Quantitative data obtained from the monitoring of the chemical and physical characteristics of the films, e.g., weight reduction, composition, and degree of crystallinity, can provide more information about the biodegradation process [34, 35]. However, in this study, the issue was to obtain a preliminary overview by the visual monitoring of the biodegradation on different soils.
The visual characteristics of the three soils (sandy, foresty, clayey) utilized for the degradation tests are shown in Supplementary Material. The chosen of the films T2, T6, and T7 for this evaluation was based on the results for the mechanical tests. Films were prepared for both glycerol and sorbitol plasticizers.
It was observed that the T2 (7.0 g of gelatin 100 mL−1 and 1.5 g of plasticizer 100 mL−1) presented itself in an advanced stage of degradation after 1 day and totally degraded on the 2nd day under the sandy soil, independently of the plasticizer (glycerol/sorbitol) used, whereas the T6 (7.0 g of gelatin 100 mL−1 and 2.5 of glycerol g 100 mL−1) was totally degraded on the 4th day in contact with this soil, while the T7 (5.0 g of gelatin 100 mL−1 and 1.5 g of glycerol 100 mL−1) on the 5th day in contact with the soil (Supplementary Material). During the initial stages of degradation, the high chains of the molecules are hydrolyzed to form lower molecular weight chains, thus being able to be accelerated by the temperature and moisture of the soil, allowing some microorganisms to catalyze the degradation [36]. In the present study, it may have occurred the biodegradation of the films by the microorganisms naturally present in the evaluated soils, as a source of carbon and energy.
In the foresty soil, the T2 showed a complete degradation on the 9th day for the films added with the glycerol and on the 7th day for the films added with the sorbitol. For all T2, T6, and T7 treatments, an accelerated mass loss was observed during the initial 5 days under the foresty soil (Supplementary Material). Since the foresty soil presents a greater diversity of microorganisms and a higher moisture, it was expected that the films present an accelerated decomposition in comparison with the sandy soil and the clayey soil. However, it presented a behavior similar to the sandy soil and increased time for the total decomposition of the films, in comparison to the clayey soil. It is possible that the moisture in the foresty soil may have diffused into the polymer causing the film to swell and reducing the occurrence of microbial attack in the films [37, 38].
The soil microbiota was reported as the main responsible for the decomposition of organic residues, through the cycling of nutrients and the flow of energy in the soil [39]. Through a natural biological process, biodegradable polymers composed of organic residues are returned to the soil [40].
In the clayey soil, the total degradation of the films in contact with the soil was observed from 7 to 9 days, depending on the film’s composition (Supplementary Material). Bio-based polymers have relatively low molecular weight and can be degraded and decomposed with the application of enzymes, ultraviolet radiation, and even by changing the pH [2].
Beyond the influence of soils (biodegradation faster in sandy soil), it was possible to observe that the treatments with higher concentration of gelatin and smaller concentration of the plasticizer (T2) needed a shorter time to get totally decomposed. Differences in the nature of the plasticizer (glycerol or sorbitol) were not clear. It was reported elsewhere that blends made with cassava starch and glycerol had their degradation influenced by both the starch and the glycerol contents [41]. Polymers based on starch or fibers show greater biodegradability compared to synthetic polymers [42].
The total biodegradation of the films occurred in very short times when compared to studies carried out by other authors. For example, we underline the biodegradation of starch-based films in 100 days [43], a partial decomposition (> 90%) of films made with twelve starches from different cultures after 31 days in composting vessels [44], and more recently the almost entire decomposition of edible films of cassava starch after 12 days under the soil [45]. According to ASTM D6400, a material can be considered biodegradable when it reaches a satisfactory ratio of conversion from carbon to CO2 within a period of 180 days [20].
The different types of soil interfere with the decomposition of biodegradable polymers. Environmental factors such as moisture, temperature, pH, the presence or absence of oxygen, in addition to the C/N ratio present in the soil, interfere in the nature, concentration, and activity of the microorganisms present in the soil [40, 46]. As observed, the soil that presents the smallest granulometry (sandy soil) allows the film to have a greater plastic-soil contact, i.e., the greater the contact of the contact surface of the material to be biodegraded, the faster it is degraded, due to the action of the microorganisms present in the soil. Soils that present a finer texture allow the microbial biomass to proliferate through physical protection, presenting greater moisture and organic matter.
4 Conclusion
The films developed with pequi pulp with different concentrations of gelatin and plasticizer (glycerol or sorbitol) were homogeneous, without fractures or cracks after drying, easy to handle, and with an excellent tactile aspect. Their mechanical properties were influenced by the concentrations of gelatin and plasticizer: the highest concentrations of gelatin (7.0%) combined with the lowest concentration of glycerol or sorbitol (1.5%) induced the formation of films with higher tensile strength. The thermal analysis allowed to observe a notable characteristic, which is the presence of only one peak of melting for the films added glycerol as plasticizer, indicating a homogeneous mixture. The different types of soil (sandy, clayey, and forestry) interfered in the decomposition of the polymers, and the films in contact with the soil that presents the smallest granulometry (sandy soil) presented a favorable biodegradation from the first day. Thus, the films obtained are recommended to be utilized for food packaging applications.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Kumar R, Verma A, Shome A, Sinha R, Sinha S, Jha PK, Kumar R, Kumar P, Shubham DS, Sharma P, Prasad PVV (2021) Impacts of plastic pollution on ecosystem services, sustainable development goals, and need to focus on circular economy and policy interventions. Sustainability 13:9963. https://doi.org/10.3390/su13179963
Ghosh SK, Pal S, Ray S (2013) Study of microbes having potentiality for biodegradation of plastics. Environ Sci Poll Res 20:4339–4355. https://doi.org/10.1007/s11356-013-1706-x
Moshood TD, Nawanir G, Mahmud F, Mohamad F, Ahmad MH, AbdulGhani A (2022) Sustainability of biodegradable plastics: new problem or solution to solve the global plastic pollution? Cur Res Green Sustain Chem 5:100273. https://doi.org/10.1016/j.crgsc.2022.100273
Kocira A, Kozłowicz K, Panasiewicz K, Staniak M, Szpunar-Krok E, Hortyńska P (2021) Polysaccharides as edible films and coatings: characteristics and influence on fruit and vegetable quality: a review. Agronomy 11:813. https://doi.org/10.3390/agronomy11050813
Kong I, Degraeve P, Pui LP (2022) Polysaccharide-based edible films incorporated with essential oil nanoemulsions: physico-chemical, mechanical properties and its application in food preservation: a review. Foods 11:555. https://doi.org/10.3390/foods11040555
Akhter R, Masoodi FA, Wani TA, Rather SA (2019) Functional characterization of biopolymer based composite film: incorporation of natural essential oils and antimicrobial agents. Int J Biol Macromol 137:1245–1255. https://doi.org/10.1016/j.ijbiomac.2019.06.214
Ferreira ARV, Alves VD, Coelhoso IM (2016) Polysaccharide-based membranes in food packaging applications. Membranes 6:22. https://doi.org/10.3390/membranes6020022
Versino F, Lopez OV, Garcia MA, Zaritzky NE (2016) Starch-based films and food coatings: an overview. Stärke 68:1026–1037. https://doi.org/10.1002/star.201600095
Chin SS, Lyn FH, Hanani ZAN (2017) Effect of Aloe vera (Aloe barbadensis Miller) gel on the physical and functional properties of fish gelatin films as active packaging. Food Pack Shelf Life 12:128–134. https://doi.org/10.1016/j.fpsl.2017.04.008
Maraveas C (2020) Production of sustainable and biodegradable polymers from agricultural waste. Polymers 12:1127. https://doi.org/10.3390/polym12051127
Guedes AMM, Antoniassi R, de Faria-Machado AF (2017) Pequi: a Brazilian fruit with potential uses for the fat industry. Oilseeds Fats Crops Lipids 24:D507. https://doi.org/10.1051/ocl/2017040
Moreira RV, Costa MP, Castro VS, Paes CE, Mutz YS, Frasao BS, Conte-Junior CA (2019) Antimicrobial activity of pequi (Caryocar brasiliense) waste extract on goat Minas Frescal cheese presenting sodium reduction. J Dairy Sci 102:2966–2972. https://doi.org/10.3168/jds.2018-15268
Amaral LF, Moriel P, Foglio MA, Mazzola PG (2014) Caryocar brasiliense supercritical CO2 extract possesses antimicrobial and antioxidant properties useful for personal care products. BMC Compl Alt Med 14:73. https://doi.org/10.1186/1472-6882-14-73
Silva CAA, Fonseca GG (2016) Brazilian savannah fruits: characteristics, properties, and potential applications. Food Sci Biotechnol 25:1225–1232. https://doi.org/10.1007/s10068-016-0195-3
da Silva AO, Cortez-Vega WR, Prentice C, Fonseca GG (2020) Development and characterization of biopolymer films based on bocaiuva (Acromonia aculeata) flour. Int J Biol Macromol 15:1157–1168. https://doi.org/10.1016/j.ijbiomac.2019.11.083
AOAC (2000) Association of Official Analytical Chemists, Official methods of analysis, 17th edn. Washington, AOAC
de Andrade CS, Fonseca GG, Innocentini-Mei LH, Fakhouri FM (2017) Development and characterization of multilayer films based on polyhydroxyalkanoates and hydrocolloids. J Appl Polym Sci 134:44458(1/8)-44458(8/8). https://doi.org/10.1002/app.44458
Scudeler CGS, Costa TL, Velasco JI, Fakhouri FM, Fonseca GG (2021) Nile tilapia (Oreochromis niloticus) waste protein-based films. Int J Biobased Plast 3:85–97. https://doi.org/10.1080/24759651.2021.1878600
ASTM (2000) American Society for Testing and Material, ASTM E96–00: Standard test method for water vapor transmission of materials. ASTM, Philadelphia
ASTM (1998) Manual on test sieving methods: guidelines for establishing sieve analysis procedures. American Society for Testing and Materials, West Conshohocken, PA, America
Maraveas C, Bayer IS, Bartzanas T (2021) Recent advances in antioxidant polymers: from sustainable and natural monomers to synthesis and applications. Polymers 13:2465. https://doi.org/10.3390/polym13152465
Díaz O, Ferreiro T, Rodríguez-Otero JL, Cobos Á (2019) Characterization of chickpea (Cicer arietinum L.) flour films: effects of pH and plasticizer concentration. Int J Mol Sci 20:1246. https://doi.org/10.3390/ijms20051246
Al-Hassan AA, Norziah MH (2012) Starch-gelatin edible films: water vapor permeability and mechanical properties as affected by plasticizers. Food Hydrocoll 26:108–117. https://doi.org/10.1016/j.foodhyd.2011.04.015
Farias MG, Fakhouri FM, Carvalho CWP, Ascheri JLR (2012) Physicochemical characterization of edible starch films with Barbados cherry (Malphigia emarginata D.C.). Quím Nova 35:546–552. https://doi.org/10.1590/S0100-40422012000300020
Davoodi MN, Milani JM, Farahmandfar R (2021) Preparation and characterization of a novel biodegradable film based on sulfated polysaccharide extracted from seaweed Ulva intestinalis. Food Sci Nutr 9:4108–4116. https://doi.org/10.1002/fsn3.2370
Muscat D, Tobin MJ, Guo Q, Adhikari B (2014) Understanding the distribution of natural wax in starch-wax films using synchroton-based FTIR (S-FTIR). Carbohydr Polym 102:125–135. https://doi.org/10.1016/j.carbpol.2013.11.004
Müller CMO, Yamashita F, Laurindo JB (2008) Evaluation of the effects of glycerol and sorbitol concentration and water activity on the water barrier properties of cassava starch films through a solubility approach. Carbohydr Polym 72:82–87. https://doi.org/10.1016/j.carbpol.2007.07.026
Yousuf B, Sun Y, Wu S (2021) Lipid and lipid-containing composite edible coatings and films. Food Rev Int 1–24. https://doi.org/10.1080/87559129.2021.1876084
Villalobos R, Chanona J, Hernández P, Gutiérrez G, Chiralt A (2005) Gloss and transparency of hydroxypropyl methylcellulose films containing surfactants as affected by their microstructure. Food Hydrocoll 19:53–61. https://doi.org/10.1016/j.foodhyd.2004.04.014
Diéguez MCV, Pelissari FP, Sobral PA, Menegalli FC (2015) Effect of process conditions on the production of nanocomposite films based on amaranth flour and montmorillonite. LWT - Food Sci Technol 61:70–79. https://doi.org/10.1016/j.lwt.2014.11.017
Martelli MR, Barros TT, de Moura MR, Mattoso LHC, Assis OBG (2012) Effect of chitosan nanoparticles and pectin content on mechanical properties and water vapor permeability of banana puree films. J Food Sci 78:N98–N104. https://doi.org/10.1111/j.1750-3841.2012.03006
Silva RS, Santos BMM, Fonseca GG, Prentice CP, Cortez-Vega WR (2020) Analysis of hybrid sorubim protein films incorporated with glycerol and clove essential oil for packaging applications. J Polym Environ 28:421–432. https://doi.org/10.1007/s10924-019-01608-7
Laycock B, Nikolic M, Colwell JM, Gauthier E, Halley P, Bottle S, George G (2017) Lifetime prediction of biodegradable polymers. Progr Polym Sci 71:144–189. https://doi.org/10.1016/j.progpolymsci.2017.02.004
Baidurah S, Takada S, Shimizu K, Ishida Y, Yamane T, Ohtani H (2013) Evaluation of biodegradation behavior of poly(butylene succinate-co-butylene adipate) with lowered crystallinity by thermally assisted hydrolysis and methylation-gas chromatography. J Anal Appl Pyrol 103:73–77. https://doi.org/10.1016/j.jaap.2012.08.011
Baidurah S, Murugan P, Sen KY, Furuyama Y, Nonome M, Sudesh K, Ishida Y (2019) Evaluation of soil burial biodegradation behavior of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) on the basis of change in copolymer composition monitored by thermally assisted hydrolysis and methylation-gas chromatography. J Anal Appl Pyrol 137:146–150. https://doi.org/10.1016/j.jaap.2018.11.020
Siracusa V (2019) Microbial degradation of synthetic biopolymers waste. Polymers 11:1066. https://doi.org/10.3390/polym11061066
Maiti S, Ray D, Mitra D (2012) Role of crosslinker on the biodegradation behavior of starch/polyvinylalcohol blend films. J Polym Environ 20:749–759. https://doi.org/10.1007/s10924-012-0433-6
Epelde L, Burges A, Mijangos I, Garbisu C (2014) Microbial properties and attributes of ecological relevance for soil quality monitoring during a chemical stabilization field study. Appl Soil Ecol 75:1–12. https://doi.org/10.1016/j.apsoil.2013.10.003
Heijboer A, ten Berge HFM, de Ruiter PC, Jørgensen HB, Kowalchuk GA, Bloem J (2016) Plant biomass, soil microbial community structure and nitrogen cycling under different organic amendment regimes; a 15N tracer-based approach. Appl Soil Ecol 107:251–260. https://doi.org/10.1016/j.apsoil.2016.06.009
Li L, Xu M, Eyakub Ali M, Zhang W, Duan Y, Li D (2018) Factors affecting soil microbial biomass and functional diversity with the application of organic amendments in three contrasting cropland soils during a field experiment. PLoS ONE 13:e0203812. https://doi.org/10.1371/journal.pone.0203812
Boonsuk P, Sukolrat A, Kaewtatip K, Chantarak S, Kelarakis A, Chaibundit C (2020) Modified cassava starch/poly(vinyl alcohol) blend films plasticized by glycerol: structure and properties. J Appl Polym Sci (1–13),48848. https://doi.org/10.1002/app.48848
Siddiqua S, Mamun AA (2020) An inclusive review on recent status of plastic biodegradation. Int J Advanced Res 8:42–54. https://doi.org/10.21474/IJAR01/11463
Xiong H, Tang S, Tang H, Zou P (2008) The structure and properties of a starch-based biodegradable film. Carbohydr Polym 71:263–268. https://doi.org/10.1016/j.carbpol.2007.05.035
Torres FG, Troncoso OP, Torres C, Díaz DA, Amaya E (2011) Biodegradability and mechanical properties of starch films from Andean crops. Int J Biol Macromol 48:603–606. https://doi.org/10.1016/j.ijbiomac.2011.01.026
Jaramillo CM, Gutiérrez TJ, Goyanes S, Bernal C, Famá L (2016) Biodegradability and plasticizing effect of yerba mate extract on cassava starch edible films. Carbohydr Polym 151:150–159. https://doi.org/10.1016/j.carbpol.2016.05.025
Yarwood SA (2021) Microbial ecology. In: Principles and applications of soil microbiology (3rd Ed.). Gentry TJ, Fuhrmann JJ, Zuberer DA (editors). Microb Ecol (Chapter 10), 239–267. https://doi.org/10.1016/B978-0-12-820202-9.00010-1
Funding
The authors gratefully thank the Brazilian research funding agencies CNPq, CAPES, and FUNDECT for the financial support.
Author information
Authors and Affiliations
Contributions
AOS: investigation, formal analysis, writing—original draft; FMF: methodology, investigation, formal analysis; GGF: conceptualization, validation, formal analysis, investigation, writing—original draft, review and editing, supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Films were developed with pequi pulp added of gelatin and plasticizer.
• Films with 7.0% gelatin and 1.5% plasticizer had higher tensile strength.
• The different types of soil interfered in the decomposition of the polymers.
• Films were at the most 100% degraded over a period of 5 to 9 days.
• Thermal analysis indicated desirable characteristic for food packing films.
Supplementary information
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
da Silva, A.O., Fakhoury, F.M. & Fonseca, G.G. Development of highly biodegradable and sustainable films based on pequi pulp. Biomass Conv. Bioref. 14, 10161–10176 (2024). https://doi.org/10.1007/s13399-022-03047-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-03047-2