
Abstract
The dwindling of conventional energy resources has necessitated the need to explore new and sustainable forms of energy. In this regard, economical production of bioethanol from various degradable wastes has gained the attention of researchers in the last few years. The current study investigated the alkaline-hydrolysis optimization of pomegranate peel waste (PPW) for bioethanologenesis. The alkaline hydrolysis optimization was carried out by response surface methodology. Significant values (g L−1) of reducing sugars (142.4 ± 0.05), total carbohydrates (359.4 ± 0.02), weight loss (74.8 ± 0.031), extractives (1.83 ± 0.05), hemicellulose (16.7 ± 0.214), crude cellulose + insoluble lignin (75.7 ± 0.178), and soluble lignin (5.8 ± 0.063) were obtained when PPW was hydrolyzed with 0.5% KOH at 80 °C for 90 min with 36.10% conversion efficiency. Three novel ethanologenic yeasts, viz., Saccharomyces cerevisiae K7, Metschnikowia sp. Y31, and Metschnikowia cibodasensis Y34 were used to ferment the PPW hydrolyzate after detoxification with 2.5% charcoal. The significant ethanol yields (g g−1) after fermentation with Metschnikowia sp. Y31 and M. cibodasensis Y34 were appeared as 0.32 ± 0.005 and 0.29 ± 0.003, respectively, on the third day of incubation, while S. cerevisiae K7 produced 0.30 ± 0.003 g g−1 of ethanol on the first day of incubation. Our findings of the present study will be helpful for the economical bioconversion of frequently available organic wastes into ethanol at industrial scale.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The energy demand of the world is increasing rapidly in parallel to rapid urbanization and industrialization [1,2,3]. In this context, some conventional energy sources (fossil fuels) are not enough to accomplish energy needs of the world. In addition, burning of fossil fuels is causing environmental issues [4, 5]. Therefore, an appropriate alternate source of energy is required to combat with world’s energy crises.
Recently, production of the bioenergy has been the focus of the researchers’ attention due to its renewable and environment-friendly disposition [6,7,8,9,10]. Among various competing bioenergy sources, the bioethanol produced from various biodegradable organic waste materials is a sustainable energy source and can provide potential solutions to the current environmental problems [11, 12]. Bioethanol is considered one of the most valuable products that can be obtained by the fermentation of plant materials with the help of microorganisms [13]. Mixing of the bioethanol with gasoline reduces greenhouse gas emissions by 40–50%. Therefore, the organic waste/biomass appeared as a putative substrate for biofuel production [14,15,16].
Bioethanol can be produced by utilizing three types of raw materials, i.e., sucrose-rich materials, starchy materials, and lignocellulosic materials [17,18,19]. The less frequent and exorbitant availability of sucrose- and starch-containing biomass entails their restricted use for the production of biofuels [20]. However, the lignocellulosic biomass (LCB) has low cost and abundant availability. Moreover, it adds a large amount of the waste in the environment, and its utilization to produce the bioethanol may contribute towards waste management as well. That is why LCB can be utilized as the most promising raw material for bioethanol production [21,22,23].
The appropriate LCB envisaged the sugar quantity and composition, cost-effectiveness, and profitability. The agri-waste sugars are converted into ethanol—a value-added product by fermentative microorganisms [24]. Pomegranate peel waste (PPW) was selected as raw material for the current study for being of low-cost and massive availability. Globally, 1.5 million tons of PPW is generated annually by the industrial processing and no proper utilization method is available to use this novel biomass [25]. Thus, massive generation of PPW all over the world necessitates its justified utilization [26]. Annual production (2010–2011) of pomegranate in Pakistan was 0.5 million tons covering 13,000 ha in most parts such as Baluchistan and Punjab (GOP 2011).
Thirty percent fruit and vegetable waste comes from the harvest and post-harvest transportation. Such massive post-harvest wastage impedes any country to attain the economic benefits. Mostly, fresh fruit is used in Pakistan though it can be processed to prepare certain products as juices, jellies, and marmalade [27, 28]. Pomegranate juice is extracted industrially as well as domestically which produces massive peels and seed waste. To dispose of such perishable waste is the dire need to keep the environment safe from pollution [29]. Besides juice extraction, a substantial amount of fermentable sugars exists in pomegranate peels. PPW is one of the LCB-based candidates comprising 26.22–27.6% cellulose and 10.88–32.8% hemicellulose and can be hydrolyzed into fermentable sugars for the microbial ethanologenesis [30]. The arils of the pomegranate consist of 10–14% C6 sugars (glucose and fructose) [31]. The frequent availability of cellulosic contents make PPW a preferred substrate for ethanologenesis [32]. Pomegranates appeared as a wide-ranging substrate due to their anti-oxidant, anti-cancerous, and antimicrobial properties and for extraction of different compounds. Now PPW has already gained much attention to be used as a substrate for ethanologenesis [33,34,35]. However, the cellulosic contents, i.e., cellulose and hemicellulose, should be converted into fermentable sugars by saccharification. For this purpose, a variety of methods such as acidic, alkaline, enzymatic, and combination of chemical and enzymatic saccharification are used [33, 34]. Pre-treatment techniques employing different alkalies have been investigated for enhanced digestibility of lignocellulosic biomass such as sodium hydroxide [36], potassium hydroxide [35], ammonia [37], and calcium hydroxide [38, 39]. The alkalies can be used as substitute for expensive reagents and eliminate the chances of corrosion and severe reactions. Some alkalies can be recovered after pre-treatment. It is also possible to recover and reuse chemical reagents in some of the alkaline pre-treatment methods. The saccharified fermentable sugars are converted into ethanol via fermentation. Most fermentation is carried out by different yeast isolates such as Saccharomyces cerevisiae [33, 40], Pichia stipitis [34], Kluyveromyces marxianus [41], and Metschnikowia cibodasensis Y34 [42, 43].
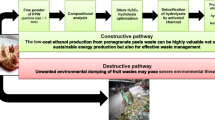
The key goal of the current investigation was the microbial exploitation of locally abundant second-generation waste for bioethanol production. The significant ethanol yields from two yeast strains employing biodegradable alkaline-pretreated PPW presented a cost-effective and sustainable strategy for industrial-scale ethanologenesis. This approach appeared to be particularly promising with prospects to Pakistan where a massive amount of PPW is generated annually whose consumption for bioethanol production will not only contribute as value addition but also result in reduction of environmental pollution associated with PPW disposal.
In view of its large-scale production and huge availability in Pakistan as well, PPW was selected as raw material for bioethanol production. The first objective of this study was the physical breakdown of PPW by grinding followed by alkaline pre-treatment employing potassium hydroxide (KOH). The alkaline hydrolysis of PPW was then optimized using a design with three repetitions at a central point (central composite design of response surface methodology) before the microbial conversion of PPW hydrolyzate into ethanol.
2 Materials and methods
2.1 Biochemical analysis of PPW
PPW was collected from different areas of Lahore, Punjab, Pakistan, during January to March and transported to Microbiology Laboratory, Department of Zoology, University of Education, Lahore, Pakistan. After rinsing with water, PPW was kept at 60 °C for drying until the achievement of constant weight. Dried PPW was ground to obtain approximately 1-mm particle size for further experimental usage. For sorting particle size, stainless steel sieve having a diameter of 10 inches with pore size 1 mm was used. Dry peels (1 g) of pomegranate were suspended in 100 mL of distilled water. The mixture was kept shaking at 200 rpm for 24 h. Then this mixture was filtered using Whatman filter paper. The liquid extract was used to estimate reducing sugars, carbohydrates, and proteins following the protocols of DNS, phenol sulfuric acid, and Folin–Ciocalteu, respectively [44,45,46], while solid residues were proceeded to quantify lignin, extractive, crude cellulose with insoluble lignin, and hemicellulose following method of by Lin et al. [47] with little modification. For the estimation of lipid contents, 1 g of dry peels was homogenized with a glass rod in 10 mL of ethanol and then allowed to be kept at room temperature for 24 h. The suspension was filtered and filtrate was preserved in screwed glass vials at room temperature for quantification of lipid contents by Zöllner and Kirsch method [48]. AOAC protocols were performed to estimate moisture and ash contents of PPW [49].
2.2 Alkaline-hydrolysis optimization of PPW
Potassium hydroxide was used to hydrolyze PPW. For hydrolysis, peels and alkali ratio was adjusted to 1:10. For hydrolysis of PPW, conical flasks (100-mL capacity) covered with aluminum foil were used. The experiment was performed in 20 runs following central composite design (CCD) of response surface methodology (RSM) with three parameters, i.e., alkali concentration, hydrolysis temperature, and time. Experiment was designed in triplicates. The hydrolysis mixture in flasks was kept shaking in the incubator (100 rpm) according to specified time and temperature as described in the model. The hydrolyzate was neutralized followed by filtration to remove substrate. Neutralization was done with concentrated HCl to maintain the original volume of the hydrolyzate. The neutralized hydrolyzate was proceeded for detoxification of phenolics.
Potassium hydroxide hydrolyzed the cellulosic contents of PPW into sugar monomers (reducing sugars). The parameters that affect the amount of reducing sugars (Y) produced after hydrolysis were as follows: X1, alkali concentration; X2, hydrolysis temperature; and X3, hydrolysis time. For optimization of parameters, CCD of RSM was used [50]. The software designed a 20-run experiment with three factorial independent variables (X1, X2, X3) to describe the relationship in the form of response variable (Y) (Tables 1 and 2).
The designed model covered the low and high factorial levels of the parameters. The central points of the model were 0.3% (X1), 60 °C (X2), and 75 min (X3). The base for the model design was provided by previous research carried out in a lab that emphasizes the influential impact of some key parameters that affect biomass saccharification [51, 52]. The present investigation dealt with subsequent optimization of alkaline-hydrolysis parameters of PPW using RSM.
Alkaline-hydrolysis experiment was performed using PPW as substrate according to the prescribed hydrolysis conditions in the model. The filtered hydrolyzate as well as residue were proceeded for biochemical analysis to estimate different contents, i.e., reducing and total sugars, extractives, weight loss, crude cellulose, hemicellulose, and lignin following already-described protocols in the study.
The interaction between input parameter variables and responses was explained by the following regression equation:
where
- Y :
-
predicted response
- β0:
-
constant coefficient
- β1, β2, and β3:
-
linear coefficients
- β11, β22, and β33:
-
quadratic coefficients
- β12, β13, and β23:
-
cross-product coefficients
- X1, X2 and X3:
-
input variables
- e :
-
residual error between the observed Y and the predicted Ŷ
Statistical analysis tools were used to check the appropriateness of the designed model. The appropriate fitness and accuracy was interpreted by R2 coefficient as well as adjusted R2. The interrelationship of parameters on different responses was further explained by surface plots of polynomial equation. Three-dimensional plot interpreted the optimum points.
2.3 Percent saccharification and sugar yield of PPW hydrolyzate
For the estimation of percent saccharification, 5 g of PPW hydrolyzate (H) was mixed with 50 mL of 0.4% KOH at 80 \(^\circ\) C for 90 min. Dinitrosalicylic acid was used to measure reducing sugars in the hydrolyzate [46]. Percent saccharification and sugar yield was then calculated by following Mithra [53] as shown below:
2.4 Detoxification of PPWH
Some toxic phenolic compounds are considered an obstacle for microbial strains to ferment sugars. Thus, hydrolyzate detoxification was a well-thought-out compulsory step prior to fermentation. The alkaline pre-treatment produced the 5-HMF (hydroxymethyl furfural) in almost higher quantity than phenolics. The activated charcoal treatment [54] was applied for detoxification and is considered an effective method for the removal of phenolic compounds and furan derivatives from the hydrolyzates, without damaging reducing sugars. For the purpose, PPWH was treated with 2.5% activated charcoal. The charcoal and PPWH mixture was agitated at 30 °C and 200 rpm for 60 min followed by filtration. Further residual particles in the filtered PPWH were removed by centrifugation (2000 × g) for 20 min [54]. Neutralization of centrifuged supernatant was carried out with concentrated HCl. Previously mentioned Folin–Ciocalteu protocol was followed to estimate total phenolics.
2.5 Production of ethanol using detoxified PPWH
Optimized and detoxified PPWH was proceeded for ethanologenesis employing standard strain S. cerevisiae K7 and experimental Metschnikowia sp. Y31, and M. cibodasensis Y34. Standard strain was donated by Brewing Society in Japan (Tokyo, Japan), while Metschnikowia sp. Y31 and M. cibodasensis Y34 (isolated from flowers and evaluated for ethanologenesis previously) were contributed by the first author [55]. M. cibodasensis Y34 and Metschnikowia sp. Y31 have dual potential, i.e., cellulolytic and ethanologenic. Both strains were used for ethanologenesis on different fruit substrate such as water melon, melon, mango, and banana peels.
All the abovementioned yeast cultures were revived in Malt Yeast Glucose (MYG) medium and used as inoculum to ferment PPW hydrolyzate. The composition (g L−1) of MYG medium was yeast extract, 3; malt extract, 3; peptone, 5; and glucose, 10. The prepared medium was autoclaved at 121 °C for 15 min and inoculated independently with the individual yeast cultures. The inoculated flasks were incubated at 30 °C for 24 h to get fresh inocula.
Fermentation medium (50 mL) was prepared by adding 50% of the detoxified and neutralized alkaline hydrolyzate, 45% of synthetic medium, and 5% of fresh yeast inoculum in narrow-necked glass bottles having a capacity of 100 mL. For the preparation of synthetic medium following Chaudhary and Karita [55], different minerals were mixed in different quantities. The mineral composition (g L−1) was yeast extract, 6.5; ammonium sulfate [(NH4)2SO4], 2.6; potassium dihydrogen phosphate (KH2PO4), 2.72; magnesium sulfate heptahydrate (MgSO4·7H2O), 0.8; calcium chloride (CaCl2), 0.3; zinc chloride, 0.00042; citric acid (C6H8O7), 1.5; and sodium citrate (Na3C6H5O7), 6. The mixture was autoclaved at 121 °C for 15 min and then inoculated individually with revived yeast cultures. The inoculated flasks were then incubated at 30 °C for 10 days without agitation. Fermentation experiment was carried out statistically. Air was not required for alcohol production by fermentation. Reducing sugars in alkaline PPW hydrolyzate served as a source of carbon for the yeast inoculants, while synthetic medium served as source of nitrogen, minerals, vitamins, and water. The fermentation kinetics were studied at regular intervals of 24 h for 10 days. The estimation of reducing sugars, ethanol yield, and yeast growth was carried out subsequently. All the experiments were performed in triplicates. Reducing sugars were measured by DNS method and acid dichromate test was performed for ethanol estimation [46, 50, 56]. The growth of fermentative microorganisms was measured using spectrophotometer (CE-2041, UK) at 600 nm.
2.6 Ethanol yield of PPWH
The following equation was used to interpret ethanol yield [53]:
Calculation for fermentation efficiency was done as [53]:
2.7 Statistical analysis tools
The optimization experiments while employing CCD were performed in triplicates. Data were evaluated with the help of Design Expert (ver. 6.0.9 Software, Stat-Ease, Minneapolis, MN 55,413) using regression and ANOVA to interpret responses in designed quadratic model, while the data relating to fermentation were assessed using one-way ANOVA with Duncan’s Multiple Range Test (SPSS Version. 17.0. Software, Chicago, IL, USA).
3 Results
3.1 Biochemical analysis of PPW
The biochemical analysis of PPW depicted it as the best substrate for ethanologenesis due to the presence of sugars, proteins, and other nutrients [57]. Calculations (g L−1) revealed the presence of total and reducing sugars as 79.10 ± 0.01 and 24.45 ± 0.11, respectively, as well as total proteins and total lipids as 15.7 ± 0.05 and 3.34 ± 0.02, respectively, in PPW. The percent crude cellulose + insoluble lignin, hemicellulose, and soluble lignin contents were 35.5 ± 0.03, 28.33 ± 0.12, and 15.3 ± 0.13, respectively. Moreover, the PPW also contained moisture and ash contents in minute quantities as 7.7 ± 0.08 and 11.4 ± 0.02 g L−1, respectively. The proximate composition of PPW is described in Table 3.
3.2 Alkaline-hydrolysis optimization of PPW
The CCD of RSM was applied to optimize the parameters of alkaline hydrolysis, i.e., alkali concentration, hydrolysis temperature, and hydrolysis time. The experimental values of different contents by alkaline hydrolysis in 20 runs were tabulated (Table 4). In the present investigation, Design Expert (ver. 6.0.9 Software, Stat-Ease, Minneapolis, MN 55,413) was used as a statistical tool to calculate F value, p value, R-squared (R2), and adequate precision employing ANOVA and regression. Statistical methods provide assurance of correct interpretation and meaningful/significant apparent relationship of data. In the present study, the significant model conferred the hypothesis; i.e., cellulosic as well as hemicellulosic contents of PPW were hydrolyzed into monomeric sugars employing alkaline hydrolysis. The monomeric sugars were then subjected to fermentation for ethanologenesis. The values of F, p value, R2, and adequate precision helped to interpret the significance of the model. The desired values were > 4 for F and adequate precision, near to 1 for R2, p value < 0.05 for probability. The quadratic equation (Y1) for reducing sugars in terms of coded factors was:
In this quadratic equation, X1 and X2 presented the linear interaction on reducing sugar response Y1 by B3 slope. Positive B3 interpreted the more positive X2 and in turn more positive interactive effect of X1 towards response (synergistic effect). Negative signs depicted antagonistic interaction as the negative X2 led to further negative integration of X1 on Y1 response.
The optimum reducing sugars after KOH hydrolysis were estimated with the help of CCD at 0.5% concentration of KOH with hydrolysis temperature and hydrolysis time of 80 °C and 90 min, respectively. The optimum value of reducing sugars (g L−1) for KOH-treated PPWH was 142.4 ± 0.05, while its predicted value was found to be 140.12. By evaluation of values using ANOVA, F, and p values interpreted the appropriateness of model. For Y1 response, F value (3.6) and p value (0.035) showed the significance of the model. Lack of fit described whether a regression model is a poor model of the data. This may be due to poor choice of variables. In RSM, p value > 0.05 of lack-of-fit (not significant) means that the model fits well as was shown in the present investigation with p value as 0.2342 (Table 5).
In quadratic model, R-squared (R2) measured the proportion of variance with dependent as well as independent variables statistically. R-squared values interpret the effect size as weak 0.3 < R < 0.5, moderate 0.5 < R < 0.7, and strong R > 0.7 ranging up to 1. In this experiment, R2 value was obtained as 0.7827 for response Y1 (reducing sugars). Generally, the larger value of R2 interpreted the better fitness of model. The model narrated 78.27% of the variations that indicated reliability in predicting increase in reducing sugars after saccharification. Moreover, adequate precision was used to predict signal-to-noise ratio and should be greater than 4 for appropriate model. The reducing sugar response exhibited 7.44 ratio to navigate the model’s design space (Table 6).
The quadrate model narrated the interactive effect of variables and optimum factor on response in the form of three-dimensional plots. By increasing KOH concentration, reducing sugars tend to increase up to 0.3% followed by slight decrease, while sharp increase in Y1 response with increasing temperature was observed (Fig. 1a). Increasing hydrolysis showed sharp increasing trend in response whereas reducing sugars elevated up to 0.3% KOH concentration with slight decline in the curve (Fig. 1b). Sharp raising trend of response was observed by increasing hydrolysis temperature and hydrolysis time (Fig. 1c).

Response surface plot representing the interaction of KOH concentration with temperature (a), time (b), and time with temperature on reducing sugars contents of PPWH
Similarly, total sugars were also assessed in alkali-treated PPWH. Total sugar response (Y2) was expressed as by writing quadratic equation as:
The optimum value of total carbohydrates (g/L) in KOH-treated hydrolyzate was calculated as 359.4 ± 0.02, while its predicted value was found to be 354.94. The significance of the model for total sugars response was calculated with 68.44 F and < 0.0001 p values (Table 5). The high F and low p values predicted the significance of the model for response Y2. By regression, values of R2, R2adj (0.9856, 0.9712), and adequate precision (30.348) were computed in Table 6.
Optimum values for total sugars with different values of variable were plotted by 3D graphs. Figure 2 a presented the elevation in total sugar value with increasing KOH concentration and hydrolysis temperature. A similar trend was observed with hydrolysis time and KOH concentration (Fig. 2b) and hydrolysis temperature and hydrolysis time (Fig. 2c).

Response surface plot representing the interaction of KOH concentration with temperature (a), time (b), and time with temperature on total sugars contents of PPWH
The percent saccharification of PPWH appeared as 26.62 after alkaline pre-treatment which corresponded to 3.44 times increased sugars’ yield from PPW without alkaline hydrolysis. The percent hydrolyzed reducing sugars in PPWH were found to be 4.5%.
3.3 Detoxification of PPWH
Potassium hydroxide hydrolysis of PPW resulted in formation of certain inhibitory phenolic compounds that may hinder the fermentation of reducing sugars to bioethanol carried out by microbes. Detoxification of PPWH with charcoal was followed by neutralization with conc. HCl. It was observed that after detoxification, 23.81% phenol contents of PPWH were reduced. The amount of phenolics in PPWH before fermentation was 21 g L−1, while after detoxification their amount was reduced to 16 g L−1.
3.4 Production of ethanol using detoxified PPWH
Ethanol production was then carried out by subjecting PPWH to fermentation with three yeast isolates, viz., S. cerevisiae K7, Metschnikowia sp. Y31, and M. cibodasensis Y34. S. cerevisiae K7 was found to produce 0.30 ± 0.003 g g−1 of ethanol at 24-h post-inoculation of medium containing detoxified PPWH. The standard yeast strain K7 exhibited 60% of fermentation efficiency as compared with the theoretical yield. Experimental yeast isolates, Metschnikowia sp. Y31 and M. cibodasensis Y34, depicted ethanol yield as 0.32 ± 0.005 and 0.29 ± 0.003 (g g−1), respectively, after 72-h post-inoculation in the fermentation medium containing detoxified PPWH (Fig. 3). As compared to the theoretical yield, the fermentation efficiency of Metschnikowia sp. Y31 and M. cibodasensis Y34 was 64 and 58%, respectively. The ethanol contents (g L−1) were recorded as 11.1 ± 0.12, 11.78 ± 0.1 and 10.80 ± 0.13 by S. cerevisiae K7, Metschnikowia sp. Y31, and M. cibodasensis Y34, respectively.

Ethanol yield (gg−1) using different yeast isolates in potassium hydroxide–hydrolyzed PPW
Figure 4 presented the consumption of reducing sugars during fermentation for ethanologenesis. By observing the optical densities in fermentation medium, stability of yeast growth up to day 7 in standard as well experimental isolates envisaged the tolerance potential of the organisms (Fig. 5).

Reducing sugars consumption by different yeast isolates during fermentation of potassium hydroxide–hydrolyzed PPW

Growth represented by optical densities by different yeast isolates in alkaline PPWH fermentation
In the present investigation, the computed ethanol yield (g g−1) as well as ethanol titer (g L−1) were 0.30 ± 0.003 (11.1 ± 0.12), 0.32 ± 0.005 (11.78 ± 0.1), and 0.29 ± 0.003 (10.80 ± 0.13) produced from S. cerevisiae K7, Metschnikowia sp. Y31, and M. cibodasensis Y34, respectively. Percent fermentation efficiencies were appeared as 60 (S. cerevisiae K7), 64 (Metschnikowia sp. Y31), and 58 (M. cibodasensis Y34).
4 Discussion
The crucial step for waste-to-ethanologenesis is the conversion of polymeric LCB into monomers. The conversion can be carried out chemically as well as biologically using microbes. For efficient bioethanol production, microbial fermentation is most often mediated by chemical pre-treatment of biomass thus making the cellulose and hemicellulose accessible for subsequent enzymatic degradation. One of such promising pre-treatment methods is the alkaline hydrolysis of LCB feedstocks that improved the enzyme digestibility and delignification of lignocellulosic waste [58,59,60]. In the current study, alkaline hydrolysis base pre-treatment was applied to the substrate (PPW) for efficient saccharification that resulted in improved ethanologenesis.
Many researchers have made attempts to produce bioethanol from waste material using various microorganisms such as fungi, bacteria, and yeast [61,62,63]. Among these microbes, S. cerevisiae (traditional baker’s yeast) has been found to be the most widely used yeast strain in fermentation and is considered a model organism for ethanologenesis [64,65,66]. In this regard, effective usage of S. cerevisiae for bioethanologenesis as emphasized in the present investigation can be established in Pakistan for low-cost waste to ethanol valorisation.
Moreover, in view of its large-scale production and huge availability in Pakistan as well, PPW was selected as raw material for bioethanol production. The first objective of this study was the physical breakdown of PPW by grinding, following alkaline pre-treatment using KOH. The CCD of RSM (by software of Design Expert) was used to examine individual effect of the hydrolysis factors and their independent effects. The design has also been reported in various studies for bioethanol production optimization [67]. The alkaline hydrolysis of PPW was then optimized by using a three factorial CCD before the microbial conversion of PPWH into ethanol.
By performing the experimental design, KOH hydrolysis of PPW resulted in 142.4 ± 0.05 g L−1 reducing sugars at 0.5% KOH concentration, 80 °C temperature, and 90 min of hydrolysis time. Predicted value from model was calculated as 49.28. Significance of the model was computed to be 3.6 F, 0.035 p, and 0.7827 R2 values, whereas the value of total sugars in PPWH was noted as 359.4 ± 0.02 g L−1 with predicted value 354.94 from the model. The values of F 68.44, p < 0.00001, and R2 showed significance of the model. The percent conversion of PPW was 36.10%. Sharma et al. [68] reported maximum sugar yield with 0.5% KOH (21 °C, 12 h) in switch grass. In another study, more reducing sugars (582.4 mg g−1) with 0.5% KOH were obtained than the treatments with NAOH (453 mg g−1) and lime (433 mg g−1). The percent conversion was 102 ± 1.1% at 2% KOH for 48 h at same temperature [69]. Rice straw and popular wood after KOH hydrolysis resulted in significant higher sugar contents [70]. Low conversion in the present investigation may be due to less time, i.e., 90 min, and the results were in contrary to hydrolysis time of 12 h in switch grass reported by Xu et al. [69]. Similar results, i.e., low conversion of different grasses to glucose with 0.5% NaOH in 1 h support this study [71]. Reducing and total sugars tend to increase with increasing concentration, time, and temperature (0.5%, 90 min, 80 °C). Carbohydrate availability and retention in switch grass with KOH pre-treatment was found to be dependent on interaction of temperature and concentration but time has been proved as non-significant factor with both parameters [68].
Alkaline pre-treatment leads to delignification in biomass that resulted in formation of phenolics by cleaving the ester bonds of hemicellulose and lignin [36]. Phenolics are main hindrance factor for microbe involved in fermentation for ethanologenesis. So, the eradication of this barrier is mandatory to accelerate the fermentation efficiency. For this purpose, hydrolyzate was treated with 2.5% charcoal. Charcoal reduced 23.81% phenolics in PPWH. Reduced phenolics are produced by alkaline pre-treatment as compared to acidic pre-treatment. Łukajtis et al. [72] reported lower concentrations of phenolic compounds and furfural by increasing concentration of NaOH.
In the present investigation, the observed ethanol yield g g−1 and ethanol titer (g L−1) were 0.30 ± 0.003 and 11.1 ± 0.12; 0.32 ± 0.005 and 11.78 ± 0.1 and 0.29 ± 0.003 and 10.80 ± 0.13 produced from S. cerevisiae K7, Metschnikowia sp. Y31, and M. cibodasensis Y34, respectively. Percent fermentation efficiencies were as 60 (S. cerevisiae K7), 64 (Metschnikowia sp. Y31), and 58 (M. cibodasensis Y34). Different studies reported the ethanol contents (g/L) from pomegranate such as 5.58 g L−1 using S. cerevisiae as well as 2.95 from Pichia stipitis [34] and 19% in orange [73] which were in slight variation from our studies. Ethanol contents (g L−1) 14.35 by K. marxianus [41] and 11.56 ± 0.31 for Metschnikowia cibodasensis Y34 [42] from PPW were in accordance with the current findings. In our previous studies, PPWs were subjected to acidic pre-treatments viz sulfuric acid, hydrochloric acid, and nitric acids [42, 43, 74]. The results were corroborated with the previous findings and have promising potential for low-cost bioethanologenesis [72, 75].
5 Conclusion
In the current study, potassium hydroxide–hydrolyzed PPW was used that contained 142.4 ± 0.05 g/L reducing sugars by decreasing cellulosic contents of pomegranate peel waste. Metschnikowia sp. Y31 subsequently exhibited the good ethanologenic potential with 0.32 ± 0.005 g/g ethanol yield and 64% fermentation efficiency. Pomegranate peel wastes appeared as a suitable raw material for ethanologenesis. However, further experimentation is required to use PPW for ethanol production at industrial level.
References
Gungor H, Simon AU (2017) Energy consumption, finance and growth: the role of urbanization and industrialization in South Africa. Int J Energy Econ Policy 7(3):268–276
Shahbaz M, Chaudhary AR, Ozturk I (2017) Does urbanization cause increasing energy demand in Pakistan? Empirical evidence from STIRPAT model. Energy 122:83–93
Bakirtas T, Akpolat AG (2018) The relationship between energy consumption, urbanization, and economic growth in new emerging-market countries. Energy 147:110–121
Kotcher J, Maibach E, Choi WT (2019) Fossil fuels are harming our brains: identifying key messages about the health effects of air pollution from fossil fuels. BMC Public Health 19(1):1079
Ebhota WS, Jen TC (2020) Fossil fuels environmental challenges and the role of solar photovoltaic technology advances in fast tracking hybrid renewable energy system. Int J Precis Eng Manuf 7(1):97–117
Laurens LM, Chen-Glasser M, McMillan JD (2017) A perspective on renewable bioenergy from photosynthetic algae as feedstock for biofuels and bioproducts. Algal Res 24:261–264
Dabe SJ, Prasad PJ, Vaidya AN, Purohit HJ (2019) Technological pathways for bioenergy generation from municipal solid waste: renewable energy option. Environ Prog Sustain Energy 38(2):654–671
Welfle A, Thornley P, Röder M (2020) A review of the role of bioenergy modelling in renewable energy research & policy development. Biomass Bioenerg 136:105542
Laraib N, Hussain A, Javid A, Bukhari SM, Ali W, Manzoor M, Jabeen F (2021) Mixotrophic cultivation of Scenedesmus dimorphus for enhancing biomass productivity and lipid yield. Iran J Sci Technol Trans Sci 45:397–403
Laraib N, Manzoor M, Javid A, Jabeen F, Bukhari SM, Ali W, Hussain A (2021) Mixotrophic cultivation of Chlorella vulgaris in sugarcane molasses preceding nitrogen starvation: biomass productivity, lipid content and fatty acid analyses. Environ Prog Sustain Energy 40:e13625
Janda K, Kristoufek L, Zilberman D (2012) Biofuels: policies and impacts. Agric Econ 58(8):372–386
Puligundla P, Smogrovicova D, Mok C, Obulam VSR (2019) A review of recent advances in high gravity ethanol fermentation. Renew Energy 133:1366–1379
Bowen EL, Miranda KL, Kennedy SC (2010) Ethanol from sugar beets: a process and economic analysis. Advanced Biofuels, USA
Sarkar N, Ghosh SK, Bannerjee S, Aikat K (2012) Bioethanol production from agricultural wastes: an overview. Renew Energy 37(1):19–27
Althuri A, Mohan SV (2019) Single pot bioprocessing for ethanol production from biogenic municipal solid waste. Bioresour Technol 283:159–167
Jha P, Singh S, Raghuram M, Nair G, Jobby R, Gupta A, Desai N (2019) Valorisation of orange peel: supplement in fermentation media for ethanol production and source of limonene. Environ Sustain 2(1):33–41
Balat M, Balat H, Öz C (2008) Progress in bioethanol processing. Prog Energ Combust Sci 34(5):551–573
Efeovbokhan VE, Egwari L, Alagbe EE, Adeyemi JT, Taiwo OS (2019) Production of bioethanol from hybrid cassava pulp and peel using microbial and acid hydrolysis. BioResources 14(2):2596–2609
Darwesh OM, El-Maraghy SH, Abdel-Rahman HM, Zaghloul RA (2020) Improvement of paper wastes conversion to bioethanol using novel cellulose degrading fungal isolate. Fuel 262:116518
Ayodele BV, Alsaffar MA, Mustapa SI (2020) An overview of integration opportunities for sustainable bioethanol production from first-and second-generation sugar-based feedstocks. J Clean Prod 245:118857
Cardona C, Quintero J, Paz I (2010) Production of bioethanol from sugarcane bagasse: status and perspectives. Bioresour Technol 101(13):4754–4766
Balat M (2011) Production of bioethanol from lignocellulosic materials via the biochemical pathway: a review. Energ Convers Manage 52(2):858–875
Limayem A, Ricke SC (2012) Lignocellulosic biomass for bioethanol production: current perspectives, potential issues and future prospects. Prog Energ Combust Sci 38(4):449–467
Khoshkho SM, Mahdavian M, Karimi F, Karimi-Maleh H, Razaghi P (2022) Production of bioethanol from carrot pulp in the presence of Saccharomyces cerevisiae and beet molasses inoculum; a biomass based investigation. Chemosphere 286:131688
Siddiqui MTH, Nizamuddin S, Mubarak NM, Shirin K, Aijaz M, Hussain M, Baloch HA (2019) Characterization and process optimization of biochar produced using novel biomass, waste pomegranate peel: a response surface methodology approach. Waste Biomass Valor 10:521–532
Kar Y (2018) Pyrolysis of waste pomegranate peels for bio-oil production. Energ Source Part A 40(23):2812–2821
Moghadam MR, Nasirizadeh N, Dashti Z, Babanezhad E (2013) Removal of Fe (II) from aqueous solution using pomegranate peel carbon: equilibrium and kinetic studies. Int J Ind Chem 4:1–6
Bhatnagar A, Sillanpää M, Witek-Krowiak A (2015) Agricultural waste peels as versatile biomass for water purification–a review. Chem Enj J 270:244–271
Mohamad T, Khalil A (2014) Effect of pomegranate (Punica granatum L.) fruits peel on some phytopathogenic fungi and control of tomato damping-off. Egypt J Phytopathol 42:171–186
Barathikannan K, Khusro A, Paul A (2016) Simultaneous production of xylitol and ethanol from different hemicellulose waste substrates by Candida tropicalis strain Ly15. J Bioprocess Biotech 6:289
Viuda-Martos M, Fernández-López J, Pérez-Álvarez JA (2010) Pomegranate and its many functional components as related to human health: a review. Compr Rev Food Sci Food Saf 9:635–654
Demiray E, Ertuğrul Karatay S, Dönmez G (2019) Improvement of bioethanol production from pomegranate peels via acidic pre-treatment and enzymatic hydrolysis. Environ Sci Pollut Rese 26:29366–29378
Talekar S, Patti AF, Vijayraghavan R, Arora A (2018) An integrated green biorefinery approach towards simultaneous recovery of pectin and polyphenols coupled with bioethanol production from waste pomegranate peels. Bioresour Technol 266:322–334
Demiray E, Karatay SE, Dönmez G (2018) Evaluation of pomegranate peel in ethanol production by Saccharomyces cerevisiae and Pichia stipitis. Energy 159:988–994
Kim JS, Lee YY, Kim TH (2016) A review on alkaline pre-treatment technology for bioconversion of lignocellulosic biomass. Bioresour Technol 199:42–48
Modenbach A (2013) Sodium hydroxide pre-treatment of corn stover and subsequent enzymatic hydrolysis: an investigation of yields, kinetic modeling and glucose recovery. Ph.D. Dissertation. University of Kentucky, Lexington
Li X, Kim TH (2011) Low-liquid pre-treatment of corn stover with aqueous ammonia. Bioresour Technol 102:4779–4786
Kim S, Holtzapple MT (2005) Lime pre-treatment and enzymatic hydrolysis of corn stover. Bioresour Technol 96:1994–2006
Kim S, Holtzapple MT (2006) Delignification kinetics of corn stover in lime pre-treatment. Bioresour Technol 97:778–785
Kumar P, Kumar V, Kumar S, Singh J, Kumar P (2020) Bioethanol production from sesame (Sesamum indicum L.) plant residue by combined physical, microbial and chemical pre-treatments. Bioresour Technol 297:122484
Demiray E, Ertuğrul Karatay S, Dönmez G (2020) Efficient bioethanol production from pomegranate peels by newly isolated Kluyveromyces marxianus. Energy Sources A: Recovery Util Environ Eff 42:709–718
Chaudhary A, Akram AM, Aihetasham A, Hussain Z, Abbas AS, Rehman RA, Tahira A, Saleem A, Qamer S, Alghamdi Y, Mahmoud SF (2021) Punica granatum waste to ethanol valorisation employing optimized levels of saccharification and fermentation. Saudi J Biol Sci 28:3710–3719
Chaudhary A, Hussain Z, Aihetasham A, El-Sharnouby M, Rehman RA, Khan MAU, Zahra S, Saleem A, Azhar S, Alhazmi A, El Askary A (2021) Pomegranate peels waste hydrolyzate optimization by Response Surface Methodology for bioethanol production. Saudi J Biol Sci 28:4867–4875
Lowry OH, Rosebrough NJ, Farr AL, Randall RJ (1951) Protein measurement with the Folin phenol reagent. J Biol Chem 193:265–275
Dubois M, Gilles KA, Hamilton JK, Rebers PT, Smith F (1956) Colorimetric method for determination of sugars and related substances. Anal Chem 28(3):350–356
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31(3):426–428
Lin L, Yan R, Liu Y, Jiang W (2010) In-depth investigation of enzymatic hydrolysis of biomass wastes based on three major components: cellulose, hemicellulose and lignin. Bioresour Technol 101(21):8217–8223
Zöllner N, Kirsch K (1962) Über die quantitative Bestimmung von Lipoiden (Mikromethode) mittels der vielen natürlichen Lipoiden (allen bekannten Plasmalipoiden) gemeinsamen Sulfophosphovanillin-Reaktion. Z Gesmte Exp Med 135(6):545–561
Horwitz W (2000) Official methods of analysis of AOAC international, 17th edn. Association of Analytical Chemists International, Rockville
Khuri AI, Mukhopadhyay S (2010) Response surface methodology: advanced review. WIREs Comp Stats 2(2):128–149
Amjad M (2016) Optimization of acid saccharification by RSM and fermentation of mango peels for ethanol production. M. Sc. Dissertation. University of Education, Lahore
Ijaz A (2016) Use of Melon peels for ethanol production as remedy for waste management. M. Sc. Dissertation. University of Education, Lahore
Mithra MG, Jeeva ML, Sajeev MS, Padmaja G (2018) Comparison of ethanol yield from pretreated lignocellulo-starch biomass under fed-batch SHF or SSF modes. Heliyon 4:e00885
Mussatto SI, Roberto IC (2005) Evaluation of nutrient supplementation to charcoal-treated and untreated rice straw hydrolysate for xylitol production by Candida guilliermondii. Braz Arch Biol Technol 48(3):497–502
Chaudhary A, Karita S (2017) Screening of yeast isolates from flowers for effective ethanol production. Turk J Biol 41(6):890–900
Yang E, Fan L, Yan J, Jiang Y, Doucette C, Fillmore S, Walker B (2018) Influence of culture media, pH and temperature on growth and bacteriocin production of bacteriocinogenic lactic acid bacteria. AMB Express 8:1–14
Zhu CP, Zhai XC, Li LQ, Wu XX, Li B (2015) Response surface optimization of ultrasound-assisted polysaccharides extraction from pomegranate peel. Food Chem 177:139–146
Girish V, Kumar KR, Girisha ST (2014) Estimation of sugar and bio ethanol from different decaying fruits extract. Adv Appl Sci Res 5(1):106–110
Tropea A, Wilson D, La Torre LG, Curto RBL, Saugman P, Troy-Davies P, Dugo G, Waldron KW (2014) Bioethanol production from pineapple wastes. J Food Res 3(4):60
Jeetah P, Rossaye J, Mohee R (2016) Effectiveness of alkaline pre-treatment on fruit wastes for bioethanol production. Univ Maurit Res J 22:134–153
Okamoto K, Nitta Y, Maekawa N, Yanase H (2011) Direct ethanol production from starch, wheat bran and rice straw by the white rot fungus Trametes hirsuta. Enzyme Microb Technol 48(3):273–277
Azhar SHM, Abdulla R, Jambo SA, Marbawi H, Gansau JA, Faik AAM, Rodrigues KF (2017) Yeasts in sustainable bioethanol production: a review. Biochem Biophys Rep 10:52–61
Fan L, Li M, Li Y, Fan X, Liu Y, Lv Y (2020) Draft genome sequence of thermophilic Bacillus sp. TYF-LIM-B05 directly producing ethanol from various carbon sources including lffignocellulose. Curr Microbiol 77(3):491–499
Uncu ON, Cekmecelioglu D (2011) Cost-effective approach to ethanol production and optimization by response surface methodology. Waste Manage 31(4):636–643
Duangwang S, Sangwichien C (2015) Utilization of oil palm empty fruit bunch hydrolysate for ethanol production by baker’s yeast and loog-pang. Energy Procedia 79:157–162
Jaspreet K, Priya K (2019) Baker’s yeast: industrial applications and health benefits. Appl Biol Res 21:105–113
Adnan NAA, Suhaimi SN, Abd-Aziz S, Hassan MA, Phang LY (2014) Optimization of bioethanol production from glycerol by Escherichia coli SS1. Renew Energy 66:625–633
Sharma R, Palled V, Sharma-Shivappa RR, Osborne J (2013) Potential of potassium hydroxide pre-treatment of switchgrass for fermentable sugar production. Appl Biochem Biotechnol 169:761–772
Xu J, Cheng JJ, Sharma-Shivappa RR, Burns JC (2010) Sodium hydroxide pre-treatment of switchgrass for ethanol production. Energy Fuels 24:2113–2119
Ong LGA, Chuah C, Chew AL (2010) Comparison of sodium hydroxide and potassium hydroxide followed by heat treatment on rice straw for cellulase production under solid state fermentation. J Appl Sci 10:2608–2612
Dien BS, Jung H-JG, Vogel KP, Casler MD, Lamb JFS, Iten L, Mitchell RC, Sarath G (2006) Chemical composition and response to dilute-acid pre-treatment and enzymatic saccharification of alfalfa, reed canary grass, and switch grass. Biomass Bioenergy 30:880–891
Łukajtis R, Kucharska K, Hołowacz I, Rybarczyk P, Wychodnik K, Słupek E, Nowak P, Kamiński M (2018) Comparison and optimization of saccharification conditions of alkaline pre-treated triticale straw for acid and enzymatic hydrolysis followed by ethanol fermentation. Energies 11:639
Maina MB, Oluwole FA, Ngala GM, Abdulrahman SA (2017) Comparism of the properties and yield of bioeethanol from mango and orange waste. Arid Zone J Eng Technol Environ 13:779–789
Saleem A, Hussain A, Chaudhary A, Ahmad Q, Iqtedar M, Javid A, Akram A (2020) Acid hydrolysis optimization of pomegranate peels waste using response surface methodology for ethanol production. Biomass Conver Biorefin. https://doi.org/10.1007/s13399-020-01117-x
Casabar JT, Unpaprom Y, Ramaraj R (2019) Fermentation of pineapple fruit peel wastes for bioethanol production. Biomass Convers Biorefin 9:761–765
Author information
Authors and Affiliations
Contributions
A. C. and Q.-A. A. performed all experiments. A. H. drafted the manuscript. M. M. worked on collecting and arranging data. S. A. T. helped in statistical analysis. S. K. critically reviewed the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chaudhary, A., Hussain, A., Ahmad, QuA. et al. Statistical optimization of alkaline treatment of pomegranate peel waste for bioethanol production. Biomass Conv. Bioref. (2022). https://doi.org/10.1007/s13399-022-02345-z
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-022-02345-z