
Abstract
The increasing consumption of fossil fuels, along with the impending threat of global warming, has motivated research into renewable and environmentally friendly energy sources. Biomass gasification has been identified as a viable solution for a sustainable drying process. In the present study, a biomass gasifier operated reversible airflow flatbed dryer (BG-RAFD) system has been developed and experimented for drying parboiled paddy. Based on the experimental data, energy, exergy, and exergoeconomic parameters have been investigated. The parboiled paddy of 30 kg has been dried to remove the moisture content from 38.44 to 14% in 6.5 h at the average drying air temperature and drying air velocity of 80 °C and 0.05 m/s, respectively. The average energy utilization (EU) by the parboiled paddy and energy utilization ratio (EUR) of the dryer are found as 0.52 and 22.96%, respectively. The exergy destruction is maximum for the hot air generator (HAG) with 2.570 kW, followed by the biomass gasifier (BG) with 1.584 kW. The exergy efficiency of the BG-RAFD system is found as 21.28%. The maximum exergy efficiency is found in the air duct (AD) and the BG with 76.21% and 70.93%, respectively. Due to the huge purchased equipment cost (PEC), the total exergy cost of BG becomes high at 0.143 $/h. Based on the exergoeconomic factor, it is observed that the most important system component which is needed to improve are BG and gas conditioner (GC). The present study reveals that the BG-RAFD is more efficient when compared with conventional drying systems and it can be recommended in the rice parboiling industries.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Drying parboiled paddy is the simplest and energy-intensive process. The raw paddy will be processed by the parboiling industries to produce rice. For consumption and safe storage, the paddy is parboiled and then dried to the required moisture content. Drying parboiled paddy requires removing a large amount of moisture, which costs a large amount of thermal energy and fuel, resulting in a lower economic benefit to the parboilers. Various commercial types of parboiled paddy dryers such, as fluidized bed dryers, Louisiana State University (LSU) dryers, and batch-type dryers are being used in the parboiling industries. The batch-type deep bed dryer is being used in many rice processing communities in South Asian countries. Also, the reversible airflow flatbed dryer is being used at the parboiling industries for its less investment cost, maintenance cost, uniform paddy drying, temperature gradient, and high head rice yield [1]. In these dryers, the hot air is produced either by a rice husk combustor or steam from a boiler using a steam–air heat exchanger [2]. The rice husk is the source of energy for the drying process and it is directly burnt in the furnace. Due to the low energy density of rice husk, the combustion efficiency is found to be very low and leads to environmental pollution [3]. Any improvement in such an energy conversion system is more significant in parboiling industries in reducing energy consumption and increasing economic benefits. To improve the performance of paddy dryers, various methods of drying, different types of dryers, and energy sources are developed and analyzed by various researchers, and their performance is studied [4,5,6]. However, it is clearly stated that the usage of rice husk, which is generated from parboiling industries for rice processing is only economically feasible [7].
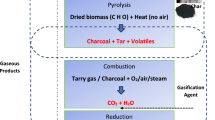
The BG converts any solid biomass to gaseous fuel through thermochemical reactions, and it is obviously proven for its high energy conversion efficiency, controlled heating, smokeless flame, and reduced emission [8]. The BG has been commercially implemented in various thermal applications such as marigold flower drying, baking, and hot water generation, etc. [9,10,11]. Studies on the improvement in overall thermal performance of the existing conventional parboiling industries using BG have been also reported in the author’s previous works [12]. Many experimental studies have been conducted on the performance of BG, HAG, and dryers for various biomass resources. The investigation on the tamarind shell in a downdraft BG shows that producer gas has the calorific value of 5.8 MJ/Nm3 and the BG has the conversion efficiency of 78.23% at the equivalence ratio (ER) of 0.3 [13]. The experimental investigation on rice husk gasification shows that the performance is maximum at the ER of 0.2, at which the producer gas calorific value is 4.96 MJ/Nm3 with the BG efficiency of 78% [14]. The maximum efficiency of a woody biomass producer gas burned HAG has been experimentally examined, and it changes with the mass flow rate of air [15]. Mojtaba et al. [16] developed a fixed deep bed paddy dryer and investigated with various drying temperatures, drying air velocity and relative humidity, and found the maximum energy efficiency of 33.93% at the drying air temperature of 80 °C, relative humidity of 40% and drying air velocity of 0.5 m/s. A continuous band microwave paddy dryer was analyzed experimentally and found to have the maximum energy efficiency of 59.06% at the microwave power of 90 W and layer thickness of 18 mm [17]. It is also reported that the energy efficiency of the commercial and cross-flow paddy dryer is in the range of 26% to 36% and 27% to 29%, respectively [18].
As with energy analysis, the exergy analysis is also important to obtain wide-range information about the exergy utilization, unnecessary exergy destruction, resource optimization, and fuel-saving potential in each component of a system. The exergy analysis was carried out to determine the exergy efficiency, exergy destruction, exergetic factor, and other exergy-based economic parameters i.e., exergoeconomic parameters of a component or an overall system. Rupesh et al. [19] have investigated the exergetic performance of BG for various feedstock and reported that, for the rice husk, the exergy efficiency is very low at 25.86% due to huge irreversibility (21.1 MJ/kg) in rice husk gasification. In wood gasification, when air is used as a gasifying medium, the exergy efficiency of 68.9% was achieved when the flow rate of biomass was maintained at 9 kg/s [20]. The HAG used to produce hot air for the paddy drying process was operated by direct burning of rice husk has the exergy efficiency of 20% and exergy destruction of 1.01 kW [21]. The experimental investigation on a solar-assisted heat pump dryer and a heat pump dryer for tomato drying records the average exergy loss and exergy efficiency of 0.0796 kW, 0.0546 kW, and 74.75 and 71.01%, respectively [22]. Investigation of an industrial fluidized bed dryer with a capacity of 22 t/h showed that around 31–37% of exergy is utilized for paddy drying, and the remaining exergy is wasted through exit air [23]. Chowdhury et al. [24] investigated the jackfruit leather drying process in a solar tunnel dryer and stated that the exergy efficiency varied between 32.34 and 65.30%. The exergy analysis conducted on an industrial pasta drying process showed that the exergy efficiency of the drying system reaches a maximum value of 67.08% and has an exergy loss of 9.87 kW [25].
The exergoeconomic analysis estimates the inefficiency in the system and determine the cost related to inefficiency. The exergy costing method is the commonly used method to determines the exergoeconomic parameters of the drying system. Akhilesh et al. [26] carried out the exergoeconomic investigation in HPD and SAHPD and reported the total exergy cost and exergoeconomic factor as 0.01424 $/h, 0.02 $/h, and 0.8076, 0.8595, respectively. HalilAtalay [22] compared the exergoeconomic performance of SAHPD and HPD and obtained the minimum exergy destruction cost and exergoeconomic factor as 0.0044 $/h, 0.060 $/h, and 0.514, 0.045 respectively. Zafer and Arif [27] investigated the exergoeconomic performance of a HPD for plum drying and found that the exergy efficiency, total exergy cost, exergoeconomic factor of drying cabinet, and air duct as 86.5%, 3.11 $/h, 0.232, and 97.1%, 1.05 $/h, 0.085. Mehmet et al. [28] performed exergoeconomic analysis in a cogeneration plant at an iron and steel factory and reported that the exergy cost of combustion product from the combustion chamber is 8048.49 $/h where the unit exergy cost is 15.91 $/GJ. Teeranun et al. [29] experimentally studied the exergoeconomic performance of hydrogen production through wood gasification and showed the total cost rate, total exergy cost rate of biomass, and gasification product as 46.98 $/h, 10.45 $/h, and 30.99 $/h, respectively. Xiaofeng et al. [30] carried out the exergoeconomic investigation in a novel combined heat and power system and identified the total exergy cost, unit exergy cost of product, total investment cost rate and exergoeconomic factor for biomass gasifier, and gas conditioner as 35.43 $/h, 2.64 $/h, 6.75 $/GJ, 25.39 $/GJ, 4.89 $/h, 8.39 $/h, and 13.8, 0.53, respectively.
The above-detailed literature review confirms that most of the works on energy, exergy, and exergoeconomic assessment were conducted in the heat pump dryers and solar-assisted dryers. However, to the best of the authors’ knowledge, there is no experimental investigation on combined energy-exergy and exergoeconomic analysis of gasifier-operated drying systems. Hence, in this study, the experimental investigation on energy, exergy, and exergoeconomic analysis of BG-RAFD for parboiled paddy drying using rice husk as a feedstock. The innovation in the present experimental study is the development of a BG-RAFD for parboiled paddy drying and performing experimental investigation on combined energy, exergy, and exergoeconomic performance. The performance results of BG-RAFD are compared with the existing drying system. Energy utilization, energy utilization ratio, energy efficiency, inlet and outflow exergy rates, exergy destruction, exergy efficiency, exergetic factor, unit exergy cost, total exergy cost rate, exergoeconomic factor, and cost ratio are analyzed.
2 Materials and methods
2.1 Experimental setup of the BG-RAFD system
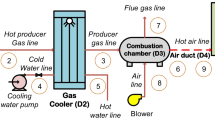
To dry the parboiled paddy, a semi-industrial type reversible airflow flatbed dryer (RAFD) was fabricated and designed to operate with a rice husk-driven biomass gasifier. The RAFD is designed and developed with a holding capacity of 30 kg parboiled paddy. The overall BG-RAFD system is represented in the schematic diagram, as shown in Fig. 1. The RAFD is a flatbed dryer in which the direction of the drying air can be changed inside the drying cabinet from top to bottom (T-B) direction and bottom to top (B-T) direction. The flow control valves are used to change the direction of the drying air. When the dryer is operated in the T-B direction, the drying air enters the drying cabinet through port P1 and leaves through port P4. Whereas, when it is operated in the B-T direction, drying air enters through port P3 and leaves through port P2. The HAG uses a blower and a burner to burn the producer gas to generate the hot air required for drying. The producer gas is generated from the burning of rice husk using a downdraft BG. The rice husk obtained from the rice mill is generally in the dried form and is directly used as feedstock in the gasifier. A GC cools the hot producer gas to reduce the gas temperature and pass the producer gas through the filters and blower. Variable frequency drive is attached with the blower to maintain the required airflow in the BG.

Schematic representation of the BG-RAFD system
K-type thermocouples (± 0.1 °C accuracy, Chandi Electricals, India) are used to measure the temperature at the required points. A vane anemometer (Lutron AH-4223, ± 0.1 m/s accuracy, DFT Tech, India) attached with a humidity sensor with an accuracy of ± 2% and an operating range < 95% RH is used to measure the air velocity and relative humidity, respectively. A gas flow meter (845 V, ± 0.1% accuracy, Pantech Instruments, India) is attached to the producer gas line to measure the flow rate of producer gas. An online multi-gas analyzer (AMBESTECH, ± 0.5% accuracy, Amb Electronic System Tech Pvt. Ltd., India) is used to measure the composition of gas components in the producer gas. A digital weighing machine (± 0.1 g accuracy, Revathy Scale Agency, India) is used to measure the paddy sample weight.
2.2 Experimental procedure
To picturize the components used in the BG-RAFD system and to understand the process flow in the BG-RAFD system, a process flow diagram is shown in Fig. 2. The selection of operating parameters of the dryers such as drying air temperature and drying air velocity is more significant as it influences the system performance and product quality. From a detailed review of literatures on paddy drying, the suitable operating condition for paddy drying to achieve the less energy consumption, high energy efficiency, from the range of drying air temperature 40–80 °C and drying air velocity of 0.5–1.1 m/s was selected [16]. The raw paddy was procured from the local parboiling industry and its moisture content (MC) was measured as 14%. The standard procedure used at the local parboiling mills was followed to make the parboiled paddy and its MC was identified as 38.5%. Initially, parboiled paddy of 30 kg was loaded in the RAFD. The bed height for 30 kg parboiled paddy was observed as 9 cm. The rice husk is one of the by-products of paddy and is obtained in the dried form as the parboiled paddy undergoes a drying process before milling. Thus, the dried rice husk, which is more suitable for gasification, was directly used as the feedstock in BG. The BG was prepared with charcoal and rice husk to create the necessary stages for generating producer gas. The optimal operating condition of BG for rice husk was identified as ER of 0.2 [12], and the same was used during the experiment. The exergy of producer gas depends on the gas composition and the temperature. The gas composition observed during the experimentation is given in Table 1. The required airflow was maintained using the variable speed blower connected at the end of the gasifier system. The hot gas leaving the BG was cooled using a water jet in the GC unit. The gas was made free from dust and moisture by the gas filter.

Experimentation process flow diagram of the BG-RAFD system
The clean gas was then allowed to burn in the HAG to generate the hot air. The air blown into the HAG gets heated, and it was passed into the drying cabinet (DC) through an air duct. The average drying temperature and drying air velocity were maintained at 80 °C and 0.05 m/s, respectively [16]. The flow control valves control the flow rate of air in the DC and change thedirection from T-B to B-T and vice versa. The change of air direction in the DC and the weighing of the paddy sample was made for every 15 min. The instant moisture content (IMC) in the paddy was determined from the weight of the paddy sample. The drying process was carried out till the MC of the paddy reaches a safe MC of 14%. The data such as mass flow rate of rice husk, producer gas temperature, producer gas flow rate, ambient air temperature, drying air temperature, drying air flow rate, paddy temperature, exit air temperature, relative humidity of ambient air, drying air, and air at the exit were recorded periodically. The relation used to determine the IMC is given as [16]
3 Energy, exergy, and exergoeconomic (3E) analysis
3.1 Assumptions for the analysis
A few assumptions have been made to reduce the complexity in the analysis of the BG-RAFD system, and are listed as follows:
-
All the observations are made at the steady-state condition, and thus the potential and kinetic energy are negligible.
-
Air is considered an ideal fluid, and thus specific heat capacity is constant.
-
The reference state conditions aretaken as T0 = 298 K, P0 = 1 bar, and ϕ = 50%.
-
The thermodynamic properties of air, flue gas, and producer gas are obtained from REFPROP 9.0 software package and previous literature [31,32,33].
3.2 Energy and exergy analysis of BG-RAFD system
The standard relations of energy and exergy analysis from previous research works [23, 34] have been used in the present study. The schematic layout of the BG-RAFD system with component number is shown in Fig. 3. The energy performance of the DC depends on the enthalpy, mass flow rate, and specific heat capacity of drying air and air at the exit.

Schematic layout of the gasifier operated RAFD system
The EU by the parboiled paddy and the EUR of the dryer can be expressed by the following relations [23]:
The energy efficiency of the BG-RAFD system depends on the mass of water to be removed and the fuel consumed during the drying process, and it can be expressed as [16]
where mw is the mass of water to be removed from the parboiled paddy while reducing the MC from MC0 to MCf, and it can be expressed as[16]
The relations used to determine the energy efficiency of BG, GC, HAG, AD, and DC are given in Table 2.
According to the law of thermodynamics, all the energy produced cannot be converted into work. The energy that can be converted to work is called the exergy, and the remaining energy which cannot be used to extract work is said to be exergy destruction or exergy loss. The exergy balance of each component of the system is given in Table 2. All the necessary data observed during the experiment for the exergy analysis are given in Table 3. The exergy value at the BG inlet depends on the chemical exergy of the rice husk. Thus, the expression used to find the exergy at the BG inlet is given as [34]
where \(\varphi\) is the exergy ratio and LHVRH is the lower heating value of rice husk. The exergy ratio can be calculated from the following expression [34]
The exergy of producer gas leaving the BG can be determined from the expression [34]
The exergy of producer gas (\(\dot{\mathrm{E}}{\mathrm{x}}_{\text{PG}}\)) has both the physical exergy in the form of sensible heat and chemical exergy due to its gas components. It was calculated from the author’s previous work [14].
The exergy of hot gas leaving the BG is the input to GC. The hot gas is cooled to ambient temperature using the water jet. Thus, the physical exergy of the gas is lost in the water, and therefore, the gas leaving the GC has only the chemical exergy. The exergy entering and leaving the GC can be expressed as follows [34]:
The exergy entering into the HAG is the sum of producer gas exergy and the exergy present in the air blown by the blower. Here the producer gas exergy is the exergy of producer gas leaving the GC, and it can be expressed as [34]
The exergy of air entering into the HAG, flue gas leaving the HAG, and the hot drying air leaving the HAG can be found from in the following relations. [23]
In the AD, the exergy of air entering is the exergy of air leaving the HAG. The AD directs and controls the airflow inside the DC. The restriction in the airflow in the AD causes some energy loss. Thus, the exergy loss in the AD is also considered. The exergy of drying air leaving the AD is expressed as [23]
Likewise, the exergy of air leaving the DC can be calculated from the relation [23]
The quantity of exergy handled by a system component can be identified by the exergetic factor. The exergetic factor of any component in the drying system can be found from [34]
3.3 Exergoeconomic analysis of the drying system
The exergoeconomic analysis determines the inefficiencies in a system and predicts the costs related to the cost of exergy destruction and inefficiencies of the system components. In this study, the exergy costing method is used to analyze the system. According to the exergy costing principle, the cost balance in any component of a system can be written as [28]
where \({\dot{C}}_{\text{i,k}}\), \({\dot{C}}_{\text{o,k}}\),\({\dot{C}}_{\text{q,k}}\), and \({\dot{C}}_{\text{w,k}}\) is the cost rate exergy associated with the input stream, output stream, heat supplied, work done in $/h, and \({\dot{Z}}_{\text{k}}\) is the total cost rate in $/h.
In exergy costing, a cost is associated with each exergy stream of the system. Thus, the cost rate of exergy flow in a system component at the inlet (\({\dot{C}}_{\text{i}}\)) and outlet (\({\dot{C}}_{\text{o}}\)) can be determined from the following relation. [28]
where \({c}_{\text{i}}\) and \({c}_{\text{o}}\) are the average cost per unit exergy in $/GJ and \({\dot{C}}_{\text{i}}\) and \({\dot{C}}_{\text{o}}\) are the cost rate of exergy in $/h. The cost equations for all the components of the drying system are given in Table 4.
The total exergy cost rate of any component in a system can be found from the following equation:
where \({\dot{C}}_{\text{Total}}\) is the total cost rate of the product and \({\dot{Z}}_{\text{k}}\) is the sum of the cost rate associated with the capital investment (\({\dot{Z}}_{\text{k}}^{\text{CI}}\)) and the operating and maintenance cost (\({\dot{Z}}_{\text{k}}^{\text{OM}}\)). The expression to find \({\dot{Z}}_{\text{k}}\), \({\dot{Z}}_{\text{k}}^{\text{CI}}\), and \({\dot{Z}}_{\text{k}}^{\text{OM}}\) are as follows [28]:
where CRF is the capital recovery factor, \({C}_{\text{k}}^{\text{CI}}\) and \({C}_{\text{k}}^{\text{OM}}\) are the present worth of investment cost and the operating and maintenance cost of the \({k}^{\text{th}}\) component in $, respectively, and t is the annual time of operation in h.
The CRF can be calculated by the following relation. [37]
Apart from the exergy cost, the non-exergy cost on the total cost of the system component can be calculated by the exergoeconomic factor (\({f}_{\text{ex}}\)) and is given by [38]
The cost ratio (CR) value of any component of the drying system can be determined from [26]
where PEC is the purchased equipment cost in $.
3.4 Experimental uncertainty
Instrumental error is one of the factors for experimental uncertainty. The uncertainty must be within a limit such that it does not affect the experimental results. Thus, it is necessary to conduct an uncertainty analysis of the experimental results. The uncertainty in the experiment has been estimated by the standard procedure described by Holman and Gajda [39]. Let B be the experimental result, and it is a function of independent variables w1, w2,…,wn. Thus,
Let U be the uncertainty and u1, u2,….,un are the uncertainty of the independent variable. Thus, the uncertainty in the experimental result can be estimated from
Based on the measured values by the instruments, the total uncertainty in the calculated EU, overall system energy efficiency, and exergy efficiency are ± 2.57%, ± 3.96%, and ± 3.47%, respectively.
4 Results and discussion
A BG-RAFD was used to dry the parboiled paddy to its safe moisture content. The required heat for drying the parboiled paddy was generated by burning the producer gas from the rice husk. The experiment was conducted at the drying air temperature of 80 °C and the drying air velocity of 0.5 m/s [16]. The experimental observations such as flow rate, the temperature of various streams, calorific value of producer gas, relative humidity of the air, and the weight loss of the parboiled paddy during drying are recorded periodically to evaluate the energy, exergy, and exergoeconomic performance of the BG-RAFD system.
4.1 Energy and exergy performance of BG-RAFD system
The air is heated to 80 °C in the HAG and is used to remove the moisture from the parboiled paddy. The EU by the parboiled paddy during the drying process is determined, and the EU in both T-B and B-T direction is shown in Fig. 4. It is found that the maximum EU (0.897–0.827 kW) is carried out at the initial drying time, and it is found to decrease with the increase in the drying time. This is because, when the time proceeds, the moisture content in the paddy gets reduced, and thus the less moisture in the paddy requires less energy for vaporization. At the end of drying time, the EU is found to be around 0.161 kW.

Variation of EU with drying time
The EUR shows how effectively the dryer utilizes the energy in drying air. The EUR of the RAFD was calculated and shown in Fig. 5. At the initial stage of drying, the EUR of the dryer is found to be a maximum of 38.08%. It is due to the presence of high moisture in the parboiled paddy at the initial time. The EUR tends to decrease when the drying time proceeds and is found to be a minimum of 6.81% at the end of drying time. Due to the decrease in moisture content in the paddy, the EU tends to decrease and decreasing the EUR of the dryer.

Variation of EUR with drying time
Figures 4 and 5 shows that the energy utilization by the parboiled paddy in both the T-B and B-T directions decreases with an increase in the drying time and it ranges between 0.897 and 0.151 kW and 0.827 and 0.161 kW, respectively. The energy utilization ratio of the reversible airflow dryer in both T-B and B-T directions was found to decrease from 38 to 6.5% and 35 to 6.5%, respectively. The reason is, at the initial drying time, the moisture content of the soaked paddy was too high, and thus the surface moisture was easily removed with the absorption of exergy from the drying air. When the time proceeds, the moisture content of the paddy gets decreased, and thus the absorption of exergy was decreased, which leads to the increase in the exergy of outflow in the drying cabinet. This continuous decrease in the energy utilization of the parboiled paddy is due to the decrease in the moisture content of the paddy, which decreases the energy utilization ratio of the reversible airflow dryer, which was explained in Fig. 4. A similar trend has been observed in the previous studies also [33, 34].
A detailed energy analysis on each system component is conducted, and the results are shown in Figs. 6 and 7. Paddy is soaked and steamed to get the parboiled paddy, and the parboiled paddy of 30 kg is used for drying. The parboiled paddy is dried for 6.5 h to reduce the MC from 38.5 to 14%. The average EU and EUR of the reversible airflow flatbed dryer are found to be 0.52 and 22.96%, respectively. The air-dried rice husk from the rice mill is used directly as the feedstock in the gasifier, and the ER is maintained at 0.2. During the experimentation, the gasifier maintained an average energy efficiency of 78.06%. The energy loss in biomass gasifiers is found to be 1.05 kW.

Energy and exergy efficiency of various component and overall drying system

Energy loss and exergy destruction of various components in drying system
The producer gas leaving the BGis around 425 °C, and it is cooled at the GC using the water at ambient temperature. The mass flow rate of water is maintained at 0.9 kg/s. In the GC, a significant heat loss occurs due to the convective heat transfer between the producer gas and water. The GC has an average efficiency of 95.83%. From Fig. 7, it is found that a substantial heat loss of 1.43 kW has occurred in HAG, which may be through the flue gas and improper insulation. The average mass airflow rates of air and producer gas maintained in the HAG are 0.047 kg/s and 0.0004 kg/s, respectively. The hot air is controlled and passed in the dryer using the properly insulated AD. The efficiency of the HAG and the AD is found to be 60.43 and 97.77% respectively. Due to the higher energy efficiency of AD, it has the least energy loss of 0.04 kW. The higher efficiency of AD may be due to the proper insulation made over it. During the drying process, the EU in the drying process varied between 0.897–0.161 kW, as shown in Fig. 4, and the average energy efficiency of the DC is calculated as 38.08%. The average energy efficiency of the overall BG-RAFD system is found as 46.31% and found that it is more efficient when compared with conventional paddy dryers reported in previous literature [16].
Exergy analysis is another critical method to investigate the performance and energy utilization in a system. The summary of exergy analysis of various components of the drying system is given in Table 5. The exergy destruction gives the irreversibility in the components of a system, which takes place due to chemical reactions, flue gas, the heat exchange between air and producer gas, air and product, and air and drying air. The total exergy input to the system through BG is 5.449 kW, whereas the total exergy utilized for the drying process is 0.887 kW only. It indicates that huge exergy is destroyed in the intermittent components. The exergy efficiency of the AD is found to be the highest at 76.21%when compared among all other components. It is due to the proper insulation made over the AD. The BG has an exergy efficiency of 70.93%, followed by the DC with 65.185% and the GC with 62.41%. From Fig. 6, the HAG is found to have the lowest exergy efficiency of 35.28% which may be due to the vast temperature difference between two fluids, i.e., air and combustion products, chemical reaction, and heat loss to the environment [40]. This in Fig. 7, the exergy destruction of HAG is found to be higher at 2.57 kW. The average exergy efficiency of the overall BG-RAFD system is found as 21.28%, which is higher than the conventional paddy drying systems reported in previous literature [21].
4.2 Exergoeconomic analysis of BG-RAFD system
The total cost of a drying system includes the basic purchased equipment cost and the energy consumption cost. The basic purchased equipment cost can be evaluated by applying the economic analysis. The exergoeconomic analysis can assess the exergy and energy-based cost of the system. In the exergoeconomic investigation of the drying system, the basic purchased equipment cost, cost of exergy input, cost of exergy output, capital recovery factor, cost ratio, and exergoeconomic factor are investigated. The purchased equipment cost of various components, currency conversion factor, and other economic details are given in Table 6.
Based on the interest rate and the lifetime of the system, the CRF of the system is determined as 0.11. The results obtained from the exergoeconomic analysis of the BG-RAFD system are listed in Table 7. The cost of producer gas leaving the BG is 0.1473 $/h, while the cost of rice husk required for producing producer gas is 0.1036 $/h. The product of the BG enters into the GC. Thus, the cost of producer gas which is entering into the GC is also 0.1473 $/h. However, the unit exergy cost for cooling the producer gas is 11.20 $/GJ. The producer gas leaving the GC is the fuel input to the HAG. The cost of hot air generated by the HAG is 0.0504 $/h, while the unit exergy cost of producing the hot air is 12.03 $/GJ. The huge increment of unit exergy cost of hot air leaving HAG is may be due to its low exergy efficiency. Since the hot air from HAG is the input to AD, the cost of hot air entering the AD is also 0.0504 $/h. the reduced exergy cost rate is may be due to the low PEC and high exergy efficiency of AD. Therefore, the unit exergy cost slightly increased, and the value is 12.46 $/GJ. The hot air leaving AD enters into the DC. Thus, the unit exergy cost of the hot air entering the DC is also 12.46 $/GJ. Due to the huge exergy loss at the exit air and the huge PEC of DC, the unit exergy cost of exit air becomes huge and found as 27.81 $/GJ while the cost of the air leaving the DC is 0.0214 $/h.
The exergoeconomic factor of various components in the drying system is given in Table 8. The highest exergoeconomic factor is for the AD and the HAG and the values are 1.73 and 1.49, respectively. It is reported that for the system with low exergoeconomic factors and high purchased cost, the cost savings can be increased by increasing the exergy efficiency and the component with high exergoeconomic factor is due to the low purchased cost [26]. Also, for a component having a low exergoeconomic factor and handling less exergy i.e., low exergetic factor, then it is not worth improving the exergy efficiency of the system [41]. The high exergoeconomic factor in AD (1.73) is maybe due to the low purchased cost and subsequently, it has a low exergetic factor of 7.71. Thus, the improvement in exergy efficiency for cost savings in AD is not significant. The low exergoeconomic factor in DC (0.65) indicates that cost savings can be achieved by improving its exergy efficiency. However, due to its low exergetic factor of 5.87, improvement in exergy efficiency for cost savings in AD is not significant. In the case of BG and GC, the exergoeconomic factor is very low at 0.54 and 0.96, respectively. However, due to the high exergetic factor of these components with 36.06 and 25.58, respectively, the improvement in exergy efficiency is substantial in increasing the cost savings. The cost ratio of various components of the BG-RAFD system is also given in Table 7. The BG has the highest cost ratio of 0.59, followed by the DC with 0.28 due to the huge PEC of the BG and the DC. Due to the low equipment cost of the AD, the cost ratio of the air is found to be very low at 0.01.
5 Conclusions
The BG-RAFD has been developed and experimentally investigated on its energy, exergy, and exergoeconomic performance. The experiment was conducted with 30 kg parboiled paddy and at a suitable drying condition of average drying air temperature of 80 °C, and drying air velocity at 0.05 m/s. The parameters such as energy utilization, energy utilization ratio, energy efficiency, exergy inflow, exergy outflow, exergy destruction, exergy efficiency, of various components of the drying system have been investigated using the energy-exergy-exergoeconomic method and the following conclusions are drawn:
-
The EU value during the drying process decreased from 0.89 to 0.161 kW. The decrease in moisture content in parboiled paddy during the drying process decreases the EU.
-
During the drying process, the EUR is a maximum of 38.08% at the initial drying time and then reaches 6.81% at the end of the drying process.
-
The AD has the maximum energy efficiency of 97.77% due to proper insulation followed by GC and BG with 95.83% and 78.06%, respectively.
-
The low energy efficiency is in the DC with 38.08% due to the huge heat loss through the exit air. Whereas, the energy efficiency of the BG-RAFD system is found as 46.31%.
-
The HAG has the highest exergy destruction of 2.570 kW, which is due to the huge temperature difference between the air and combustion products, chemical reactions, and loss to the environment and, thus, the exergy efficiency of HAG falls to a very low of 35.28%.
-
The exergy efficiency of the AD, BG, DC, and GC are 76.21%, 70.93%, 65.18%, and 62.41%, respectively. The exergy efficiency of the BG-RAFD system is found as 21.28%.
-
The unit exergy cost of producing the producer gas is high of 10.56 $/h due to the huge capital investment cost rate of the BG whereas the total exergy cost is 0.1473 $/h.
-
The low exergy cost is found in AD and DC as 0.0398 $/h and 0.0214 $/h, respectively. This may be due to the high exergy efficiency of these components.
-
The exergoeconomic is very low at 0.54 and 0.96, and the exergetic ratio is very high at 36.06 and 25.58 for the BG and GC. Thus, for these components, the improvement in exergy efficiency can be more significant for cost-saving.
-
The CR of BG is huge at 0.59 followed by the drying cabinet with 0.28 which is due to its huge PEC.
-
The BG-RAFD can be recommended for parboiled paddy drying, to utilize a more energy-efficient drying system, and to achieve more economic benefits.
It is suggested that ecological and enviro-economic analysis can be performed to identify the combined environmental and economic benefits that can be obtained from the paddy drying system. Moreover, risk-adjusted economic analysis is recommended as future research to enhance the profitability of economic strength.
Abbreviations
- B :
-
Experimental result
- c :
-
Unit exergy cost ($/GJ)
- \(\dot{C}\) :
-
Exergy cost rate ($/h)
- c p :
-
Specific heat capacity (kJ/kg K)
- CV :
-
Calorific value (kJ/kg)
- \(\dot{E}\) :
-
Energy rate (kW)
- EU :
-
Energy utilization (kW)
- EUR :
-
Energy utilization ratio (%)
- \(\dot{E}x\) :
-
Exergy rate (kW)
- \({f}_{\text{ex}}\) :
-
Exergoeconomic factor
- h :
-
Specific enthalpy (kJ/kg)
- h v :
-
Heat of vaporization (kJ/kg)
- i :
-
Interest rate
- IMC :
-
Instant moisture content (%)
- LHV :
-
Lower heating value (kJ/kg)
- m :
-
Mass (kg)
- \(\dot{\mathrm{m}}\) :
-
Mass flow rate (kg/s)
- MC :
-
Moisture content (%)
- n :
-
Number of years
- t :
-
Time, h
- T :
-
Temperature (˚C)
- T 0 :
-
Reference temperature (˚C)
- U :
-
Uncertainty (%)
- u 1 , u 2 , … .,u n :
-
Uncertainty in independent variable
- w 1 , w 2 , … , w n :
-
Independent variables
- \(\dot{Z}\) :
-
Cost rate by investment, operating and maintenance ($/h)
- I, II, III, IV, V:
-
Component number
- AD:
-
Air duct
- BG:
-
Biomass gasifier
- B-T:
-
Bottom to top
- BG-RAFD:
-
Biomass gasifier operated reversible airflow flatbed dryer
- CR:
-
Cost ratio
- CRF:
-
Capital recovery factor
- DC:
-
Crying cabinet
- ER:
-
Equivalence ratio
- GC:
-
Gas conditioner
- HAG:
-
Hot air generator
- HPD:
-
Heat pump dryer
- PEC:
-
Purchased equipment cost
- P1, P2, P3, P4:
-
Port
- RAFD:
-
Reversible airflow flatbed dryer
- SAHPD:
-
Solar-assisted heat pump dryer
- T-B:
-
Top to bottom
- USD:
-
United states dollar
- a:
-
Air
- da:
-
Drying air
- ea:
-
Exit air
- fi:
-
Final
- fg:
-
Flue gas
- ha:
-
Hot air
- i:
-
Inlet
- in:
-
Inlet
- k:
-
Kth component
- o:
-
Outlet
- PG:
-
Producer gas
- q:
-
Heat
- RH:
-
Rice husk
- w:
-
Work
- wa:
-
Water
- CI:
-
Capital investment
- OM:
-
Operation and maintenance cost
- \(\eta\) :
-
Energy efficiency (%)
- \(\varphi\) :
-
Exergy ratio
- \(\psi\) :
-
Exergy efficiency (%)
References
Tado CJM, Ona DP, Abon JEO et al (2015) Development and promotion of the reversible airflow flatbed dryer in the Philippines. Ann Trop Res 37(1):97–109
Kwofie EM, Ngadi M (2016) Sustainable energy supply for local rice parboiling in West Africa: the potential of rice husk. Renew Sustain Energy Rev 56:1409–18
Ahiduzzaman M, Sadrul Islam AKM (2009) Energy utilization and environmental aspects of rice processing industries in Bangladesh. Energies 2:134–49
Motevali A, Minaei S, Banakar A et al (2014) Comparison of energy parameters in various dryers. Energy Convers Manag 87:711–25
Sarker MSH, Nordin Ibrahim M, Ab. Aziz N et al (2014) Energy and rice quality aspects during drying of freshly harvested paddy with industrial inclined bed dryer. Energy Convers Manag 77:389–95
Firouzi S, Reza Alizadeh M, Haghtalab D (2016) Energy consumption and rice milling quality upon drying paddy with a newly-designed horizontal rotary dryer. Energy 119:629–36
Kwofie EM, Ngadi M, Mainoo A (2016) Local rice parboiling and its energy dynamics in Ghana. Energy Sustain Dev 34:10–19
Kwofie EM, Ngadi M (2017) A review of rice parboiling systems, energy supply, and consumption. Renew Sustain Energy Rev 72:465–472
Jorapur R, Anil Rajvanshi K (1997) Sugarcane leaf-bagasse gasifiers for industrial heating applications. Biomass Bioenerg 13(3):141–46
Tippayawong N, Chaichana C, Promwangkwa A (2011) Gasification of cashew nut shells for thermal application in local food processing factory. Energy Sustain Dev 15:69–72
Dasappa S, Sridhar HV, Sridhar G (2003) Biomass gasification-a substitute to fossil fuel for heat application. Biomass Bioenerg 25:637–649
BenoWincy W, Edwin M (2020) Techno-economic assessment on the implementation of biomass gasifier in conventional parboiling rice mills. Int J Energy Res 44(3):1709–1723
Murugan PC, Joseph Sekhar S (2021) Investigation on the yield of producer gas from tamarind shell (Tamarindus Indica) as feedstock in an imbert type biomass gasifier. Fuel 292:120310
BenoWincy W, Edwin M, Joseph Sekhar S (2020) Energy and exergy evaluation of rice processing mills working with biomass gasifier in parboiling process. Fuel 259:116255
Al-attab KA, Zainal ZA (2010) Performance of high-temperature heat exchangers in biomass fuel powered externally fired gas turbine systems. Renew Energy 35:913–920
MojtabaTohidi MS, Torki-Harchegani M (2017) Energy and quality aspects for fixed deep bed drying of paddy. Renew Sustain Energy Rev 70:519–528
Jafari H, Kalantari D, Azadbakht M (2018) Energy consumption and qualitative evaluation of a continuous band microwave dryer for rice paddy drying. Energy 142:647–654
Billiris MA, Siebenmorgen TJ (2013) Energy use and efficiency of rice-drying systems II. Commercial, cross-flow dryer measurements. Appl Eng Agric 30(2):217–26
Rupesh S, Muraleedharan C, Arun P (2020) Energy and exergy analysis of syngas production from different biomasses through air-steam gasification. Frontiers in Energy 14:607–619
Abuadala A, Dincer I, Naterer GF (2010) Exergy analysis of hydrogen production from biomass gasification. Int J Hydrogen Energy 35:4981–4990
Kwofie EM, Ngadi M, Sotocinal S (2017) Thermodynamic evaluation of a rice husk fired integrated steam and hot air generation unit for rice parboiling. Energy 128:39–49
Atalay H (2019) Comparative assessment of solar and heat pump dryers with regards to exergy and exergoeconomic performance. Energy 189:116180
Hossain Sarker Md. S, Nordin Ibrahim M, Abdul Aziz N et al (2015) Energy and exergy analysis of industrial fluidized bed drying of paddy. Energy 84:131–38
Chowdhury MMI, Bala BK, Haque MA (2011) Energy and exergy analysis of the solar drying of jackfruit leather. Biosys Eng 110:222–229
Ozgener L, Ozgener O (2009) Parametric study of the effect of reference state on energy and exergy efficiencies of a small industrial pasta drying process. Int J Exergy 6(4):477–90
Singh A, Sarkar J, Rekha Sahoo R (2020) Experimental energy, exergy, economic and exergoeconomic analyses of batch-type solar-assisted heat pump dryer. Renew Energy 156:1107–16
Erbay Z, Hepbasli A (2014) Advanced exergoeconomic evaluation of a heat pump food dryer. Biosyst Eng 124:29–39
SelcukMert M, FarukDilmac O, Ozkan S (2012) Exergoeconomic analysis of a cogeneration plant in an iron and steel factory. Energy 46:78–84
Nakyai T, Authayanun S, Patcharavorachot Y et al (2017) Exergoeconomics of hydrogen production from biomass air-steam gasification with methane co-feeding. Energy Convers Manag 140:228–39
Zhang X, Lia H, Liu L et al (2018) Exergetic and exergoeconomic assessment of a novel CHP system integrating biomass partial gasification with ground source heat pump. Energy Convers Manage 156:666–679
Lemmon EW, Huber ML, McLinden MO (2007) Reference fluid thermodynamic and transport properties (REFPROP), version 9.1, in NIST standard reference database 23. Gaithersburg: National Institute of Standards and Technology
Kumararaja L (2016) Modelling equations for the properties of producer gas generated from biomass gasifiers. Int J Appl Math Sci 9:103–112
Coskun C, Oktay Z, Ilten N (2009) A new approach for simplifying the calculation of flue gas specific heat and specific exergy value depending on fuel composition. Energy 34:1898–1902
Beno Wincy W, Edwin M, Joseph Sekhar S (2021) Exergetic evaluation of a biomass gasifier operated reversible flatbed dryer for paddy drying in parboiling process. Biomass Conversion and Biorefinery. https://doi.org/10.1007/s13399-021-01322-2
Anvari S, Mahian O, Taghavifar H, Wongwises S, Desideri U (2020) 4E analysis of a modified multigeneration system designed for power, heating/cooling, and water desalination. Appl Energy 270:115107
Wu Z, Zhu P, Yao J, Zhang S, Ren J, Yang F, Zhang Z (2020) Combined biomass gasification, SOFC, IC engine, and waste heat recovery system for power and heat generation: energy, exergy, exergoeconomic, environmental (4E) evaluations. Appl Energy 279:115794
Moharamian A, Soltani S, Rosen MA, Mahmoudi SMS, Morosuk T (2018) Exergoeconomic analysis of natural gas fired and biomass post-fired combined cycle with hydrogen injection into the combustion chamber. J Clean Prod 180:450–465
Yang K, Zhu N, Ding Y, Chang C, Wang D, Yuan T (2019) Exergy and exergoeconomic analyses of a combined cooling, heating, and power (CCHP) system based on dual-fuel of biomass and natural gas. J Clean Prod 206:893–906
Holman JP, Gajda WJ (2001) Experimental methods for engineers. McGraw-Hill, New York
Saidur R, Ahamed JU, Masjuki HH (2010) Energy, exergy and economic analysis of industrial boilers. Energy Policy 38:2188–2197
Dincer I (2018) Comprehensive energy systems: part a-energy fundamentals. Elsevier, United States
Acknowledgements
The authors acknowledge the Tamil Nadu State Council for Science and Technology, Tamil Nadu, India for providing financial support through a project scheme under reference no. TNSCST/SPS/ EME-014/2019-20.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wincy, W.B., Edwin, M. Experimental energy, exergy, and exergoeconomic (3E) analysis of biomass gasifier operated paddy dryer in parboiling industry. Biomass Conv. Bioref. 13, 17149–17164 (2023). https://doi.org/10.1007/s13399-021-02156-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-021-02156-8