
Abstract
The conversion of abundantly available lignocellulosic biomass into useful energy has been a topic of research for combating the energy insecurity and conventional energy resource shortages, faced throughout the world. Lignin, a prime component present in lignocellulosic biomass resources is found to be one of the abundant wastes produced by second-generation (2G) ethanol plants (30–40% lignin waste) and paper and pulp industries (as a by-product). It is challenging to depolymerize lignin, owing to its complex structure. Several techniques have been devised for the effective transformation of lignin into useful fuels through a variety of catalytic and non-catalytic treatments. This review uniquely focuses on the availability of lignin throughout the Indian sub-continent along with its conversion into solid, liquid, and gaseous fuels through different methods respectively. Pyrolysis and hydrothermal carbonization are emphasized and reviewed in the conversion of lignin to solid fuels. Various methodologies such as hydrothermal liquefaction, catalytic fast pyrolysis, hydrotreatment, and hydrodeoxygenation are broadly focused on liquid fuel conversion along with the importance of several catalysts in the treatment. Interestingly, the production of gaseous fuels from lignin has also been thoroughly reviewed and several methods such as pyrolysis, steam reforming, and supercritical gasification are effectively discussed.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
India is one of the world’s largest producers of a wide variety of crops. Also, 80% of the lignocellulosic biomass mainly arises from agricultural residues according to the data [1]. This widely available renewable feedstock comprises 15–25% of lignin as one of its major constituents [2, 3]. Additionally, lignin is one of the copious wastes produced throughout the world from various sources such as cellulose extraction, crop production, paper and pulp industries, and biorefineries [4]. According to a recent study [5] the industrial production of paper and pulp mills in the Indian sub-continent is estimated to produce 25 million tons in the upcoming years giving rise to a significant amount of black liquor as a by-product which consists of lignin.
Biofuel production from the lignocellulosic biomass resources is gaining massive attention due to its ability to replace the existing fossil fuels which are considered unsustainable. India has also turned their attention towards the production of second-generation (2G) ethanol. Accordingly, various government policies are implemented by the Ministry of Agriculture in the construction of bioethanol plants across the country [6, 7]. The abundantly generated agro-residues across the country are considered as a resource for bioethanol production, which can be used as an alternative fuel source or as an additive to gasoline. A significant challenge also arises in the utilization of lignin waste, obtained from the fermentation process.
Hence, it is pivotal to utilize the vast amount of waste lignin produced from these industrial plants and in other forms of agricultural residues. Various forms of renewable fuel production by the use of lignin as feedstock is beneficial as reported by several researchers in recent years [8, 9].
Solid fuels obtained from lignin include the utilization of biochar produced from various processes like slow pyrolysis [10, 11], fast pyrolysis [12], and hydrothermal carbonization [13]. However, solid fuels do not find large-scale industrial fuel applications; though their heating value surpasses that of coal. Production of liquid fuels such as benzene, toluene, and xylene (BTX) from lignin sources has gained significant attention during the past few decades [14]. A wide variety of thermochemical techniques and catalytic systems have been elucidated for the effective breakage of recalcitrant lignin into useful fuel-based chemicals, and these processes are operated under optimized conditions. These processes have been carried out either directly by a single-step process (i.e., one-pot process) or can be subjected to several stepwise techniques for the required fuel-grade products. One-pot processes involve several pyrolysis and liquefaction treatments under the influence of different catalysts and solvents. Electrochemical conversion techniques are also being used in recent years for lignin depolymerization but are still in the exploratory stage [15,16,17].
Stepwise methods mainly involve the coupling of depolymerization methods with selective deoxygenation strategies where an oxygen-rich biomass pyrolysis oil (bio-oil) is then further processed into oxygen-free products [18]. The depolymerization process generally involves pyrolysis, liquefaction, and other thermochemical catalytic treatments involving a variety of parameters, while the deoxygenation reactions involve several hydrotreating steps (hydrodeoxygenation, hydrogenolysis, etc.). Hydrodeoxygenation reaction has proven to be an effective route for conversion of bio-oil into fuel-grade hydrocarbons as it accelerates the removal of oxygen from the bio-oil, thereby overcoming the drawbacks present in the bio-oil such as increased water content, low higher heating value (HHV) and acidic nature [19,20,21]. Numerous researchers have also turned their attention towards the conversion of lignin model compounds such as guaiacol, phenol, anisole, and diphenyl ether to gain a better picture of the difference in the product formation and to minimize the reaction complexity caused by the interlinkages present in lignin [22]. Various gasification methods such as supercritical gasification and steam reforming processes are also in the growing stage and being researched for the conversion of lignin into useful gaseous products such as syngas, methane, and hydrogen which find tremendous application in a variety of industrial processes [23,24,25,26,27].
This review summarizes the potential of lignin-based edible and non-edible crops for bioethanol production in India (2015–2019) along with the availability of black liquor from paper and pulp industries. The former study primarily involves edible crops such as rice, wheat, sugarcane, bajra, maize, gram, jowar, tur (arhar), nine oilseeds, pulses, and coconut. The non-edible crop considered for discussion was jute due to its high production of about 94.8 million tonnes. The amount of lignin waste generated by each sector is discussed and the focus is turned towards the conversion of lignin waste to biofuels. The classification of fuels derived from lignin comprises (i) solid fuels, (ii) liquid fuels, and (iii) gaseous fuels and the various processes or methods carried out over the last few decades in the valorization of lignin feedstock into the specific fuel types are also explored. Overall schematic classification of lignin conversion into the solid, liquid, and gaseous fuel is presented in Fig. 1.

An overall schematic classification of lignin conversion into solid, liquid, and gaseous fuels
2 Geo-specific overview of lignin in India
This section provides a brief discussion about the availability of lignin throughout the Indian sub-continent in the form of (1) by-product from second-generation ethanol plants and (2) black liquor from the paper and pulp industry.
2.1 By-product from second-generation ethanol production
The increased usage of fossil fuels has caused a significant rise in global carbon emissions (about 90%) paving the way towards severe environmental concerns and worsening air quality. Thus, there is an urgent need to find and develop renewable energy sources. In this review, second-generation (2G) biofuels have emerged as one of the sustainable and renewable alternatives in tackling the energy crisis prevailing throughout the globe. 2G ethanol production generally involves agricultural residues as feedstocks which are abundantly available in India because agriculture, along with its associated sectors, is undeniably the largest source of income for a majority of the population in India and it accounts for about 17.1% of the country’s gross value added (GVA) according to a 2017–2018 report. Hence, various crops are being produced annually, and a large number of agricultural residues are generated annually.
To analyze the massive potential of 2G biofuels in India, a statistical assessment of the area under cultivation of several crops along with their annual production from 2015 to 2019 across India has been done, and the same is tabulated in Table 1. This data shows that rice is the most cultivated crop across the whole country as it occupies an average area of 43.56 million hectares followed by wheat which occupies a common cultivation area of around 29.95 million hectares. Approximately about 110.5 million tons of rice and 98.2 million tons of wheat are produced annually in India. Sugarcane is a majorly produced crop in India with an average annual production of 352.13 million tons, even though the crop contributes a significantly small cultivation area. Figures 2 and 3 also highlight the major crop and oilseeds producing states in India, respectively. This assessment was done to calculate the annual crop residues generated per crop based on the residue to product ratio (RPR) obtained for each crop [28,29,30] and is tabulated in Table 2. This ratio builds the relationship between the total amounts of residue generated per ton of product formed for a specific crop. Based on this ratio, it was found that rice produced an average maximum residue of about 236.73 million tons in the form of straw (RPR = 1.88) and husk (RPR = 0.27) followed by 171.87 million tons of wheat residue in the form of straw (RPR = 1.75), and 146.14 million tons of sugarcane in the form of bagasse (RPR=0.29) and leaves (RPR = 0.125). Also, a state-wise classification of total crop residue produced was done with the help of a survey taken by the National Policy Management of Crop Residues and is represented in Fig. 4. It shows that Uttar Pradesh produces the principal amount of agricultural residues followed by Punjab and Maharashtra. Generally, these crop residues are burnt to create space for the next harvest and pose severe environmental concerns and affect soil fertility due to the death of beneficial soil microbes.

Highlight of the major crop-producing states in India

Highlight of the major oilseed-producing states in India

The classification of state-wise total crop residue generation done with the help of a survey taken by the National Policy Management of Crop Residues (NPMCR)
Hence, the Indian Ministry of Petroleum & Natural Gas has adequately capitalized on this enormous availability of lignocellulosic residues by approving the national policy for biofuels 2018 and urging oil and gas industries to focus on the development of second-generation biofuels with the added advantage of reducing the environmental pollution and soil degradation caused by crop residue burning [6]. As of 2019, India is accounted to have 166 ethanol refineries, and the numbers are expected to increase over the years. The 2G ethanol production process generally involves a sequence of processes such as pretreatment, hydrolysis, fermentation, distillation, etc. where the quality of ethanol varies during each stage [54]. Yet these refineries generate ~ 30 to ~ 40% of waste dense lignin slurry after the pretreatment process to access the carbohydrates during fermentation [55]. Since the focus is mainly on the lignin which is obtained as a waste product, an assessment of the lignin content present in each agro-residue was studied (done in Table 2) to estimate the amount of lignin that can be obtained as waste after the bioethanol production. Figure 5 also gives a clear idea about the lignin present in each crop based on their average annual production.

Lignin content present in each agro-residue with respect to average annual production (in million tonnes)
2.2 Black liquor from paper and pulp industries
The Indian paper and pulp industry sector has been of immense importance in the country’s economy. Accordingly, the government has taken significant steps in bringing this sector to global attention. As of now, India is found to contribute about 4% of the world’s paper production, according to Indian Paper Manufacturers Association [56]. There are around 600 paper mills in the whole country that produce a variety of papers such as printing, writing, coated, and other specialty papers. Figure 6 gives a clear idea about the top paper and pulp producing centers located in the entire country. From the figure, it is understandable that a significant contribution is made by paper mills situated in Maharashtra (63 mills), followed by Andhra Pradesh (19 mills) and Madhya Pradesh (18 mills). According to ASSOCHAM data, it is estimated that the production would touch 25 million tons by 2019–2020 [57]. Out of the total paper production taking place in the entire country, 70% was found to be contributed by non-wood-based mills which included raw materials such as bagasse, straws, and waste paper [58]. The manufacturing process generally involves several steps: raw material preparation and handling, cooking, pulp washing and screening, chemical recovery, bleaching, and papermaking. The cooking process is found to remove the binding lignin from the raw material, while the pulp washing process is done to eliminate other cooking chemicals and lignin to prevent them from taking part in further reactions [59]. Hence, a significant amount of waste effluent referred to as black liquor is generated from these industries, which is highly polluting. Approximately, 30–45% lignin is prominent in this effluent. It was also found that the agro-based paper mills cause a major amount of pollution due to the absence of an economically viable chemical recovery process. According to a report by the central pulp and paper research institute, it was found that an agro-based mill without chemical recovery produced 215–225 kg of lignin in the form of black liquor, for 1 ton of paper [60]. Alarmingly, the pollution generated by these agro-based mills without chemical recovery was found to be six times greater than that of wood-based mills. Hence, significant measures are being taken by the pulp and paper sector for feasible chemical recovery processes in small and medium-scale mils. This scenario is discussed to highlight the abundant waste lignin generated from these paper and pulp industries located in India and the current need to process this waste into useful applications and enhance the process economy.

Highlight of the major paper and pulp-producing states in India
3 Lignin structure and chemistry
Lignocellulosic biomass is the most abundant source of biomass available. Many researchers are still working to completely define the structure of lignin while various methods have been employed to describe its structure such as spectroscopy coupled with oxidation/reduction [61], ozonation [62, 63], photochemical degradation [64], thermo-gravimetric analysis, and computational studies [65]. Lignin is a highly cross-linked macromolecule that gives strength and rigidity to the cell walls. Also, the composition of lignin varies with different types of plants and trees; for example, lignin is present about 30% (by weight) in softwood and 20–25% (by weight) in hardwood [66]. Lignin is insoluble in water but can be dissolved in several alkali solutions and organic solvents such as chloroform, ethanol, and acetone. The primary components present in lignin are methoxylated derivatives of phenols, also called monolignol units (phenylpropanoid alcohols), namely, sinapyl (3,5-dimethoxy 4-hydroxycinnamyl), coniferyl (3-methoxy 4-hydroxycinnamyl), and p-coumaryl (4-hydroxycinnamyl) alcohols.
These monolignols are also referred to as syringyl (S), guaiacyl (G), and p-hydroxyphenyl (H) units, respectively. These units are joined by ether and C–C linkages. These 3 monolignols are said to differ from one another in the number of methoxy groups that these monolignols are attached to an aromatic moiety. Sinapyl alcohol has two methoxy groups, while coniferyl alcohol has one methoxy group, and p-coumaryl alcohol has no methoxy groups. It is noted that the amount of these monolignols in lignin varies with plant types [66]. Based on these units, lignin can be classified as type G (softwood lignin), type GS (hardwood lignin), type H-G-S (grass lignin), and type H-G (compression wood lignin) (4). Hardwood has a G/S ratio of 1:2 while softwoods have 95% G lignin. Gymnosperms are said to have the polymerized guaiacyl (G) lignin, while dicotyledon has the polymerized guaiacyl-syringyl (GS) lignin, and monocotyledon primarily encloses the polymerized guaiacyl syringyl-hydroxyphenyl (GSH) lignin.
The monolignols of lignin are generally linked by ether or by C–C linkages. It is observed that two thirds or more of the total linkages are said to be ether bonds in native lignin, while others are C–C bonds. For convenient categorizing of the linkages, the carbon atom of the aliphatic side chains(monolignols) is labeled as α, β, and γ, while those of aromatic moieties as 1–6. For example, the bond between the β carbon of the aliphatic side chain and the oxygen atom attached to the C4 position of the aromatic moiety is called a β–O–4 linkage. β–O–4 (β-aryl ether), β–β (resinol), β–5 (phenylcoumaran), β–β′ pinoresinol, diphenyl ether 4–O5′, and β–1′ diphenyl methane are the abundant linkages that make up the lignin polymer. Other linkages are α–O–4 (α-aryl ether), 4–O–5 (diaryl ether), 5–5, α–O–γ (aliphatic ether), β–1 (spirodienone), etc. [67]. The most important type of bond in lignin is found to be cyclic or linear C–O–C because the cleavage of this bond acts as a key step in the depolymerization reaction. Also, the β–O–4 linkage is found to be the most abundant bond linkage present in the lignin structure, and therefore, several studies on depolymerization are made based on model compounds that have this particular bond linkage [68]. The reactive part of lignin is said to be the ether linkages because of their lower bond dissociation energy when compared to that of the C–C bond linkages [69]. The lowest bond energy of all the bonds is Cα–O bond linkage (182.7 kJ/mol) followed by Cβ–O bond linkage. Therefore, it is easier for the molecules to cleave ether bonds at a much lower temperature.
4 Solid fuels
The heat content of a biomass feedstock is highly influenced by the proportion of extractives present in it [70]. The HHV of dry ash-free kraft lignin was found to be 27.1 MJ/kg, while that of dried biomass was in the range of 17–21 MJ/kg [71]. Previous studies showed that the HHV of lignocellulosic biomass was attributed to the lignin content present due to its high carbon content. Hence, the waste lignin obtained from various sources was used as a heating source [72]. To prove this fact, researchers studied the HHV of 14 different wood fuels with Klason lignin and extractive contents and confirmed that the HHV of wood fuels could be calculated using the formulated relation, which established a direct relationship between the lignin content and the heating capacity [73].
A comparative study between coal and lignin showed that the fuel value of lignin was 2.2 cents/lb, which seemed to be higher than that of coal. An experimental investigation was done by Lurii [74], which involved the combustion of lignin briquettes and SS coal (black coal). A relative test was also carried out to develop a novel type of solid biofuel. Hydrolytic lignin was collated with SS coal in fuel-bed firing in a Universal-6 boiler. The results observed depicted that the total efficiency of the boiler was 38% greater when it was fired with lignin briquette compared to black coal. The carbon loss was found to be only 1% in the case of lignin briquettes. In contrast, it was approximately 48.2% in the case of black coal, which indicated a significantly high harmful gas emission. Hence, several researchers have been working on the effective utilization of lignin as a substitute for conventional solid fuels owing to its high specific heat content.
The lignin-derived biochar produced from various thermochemical processes after its separation from the liquid phase also provides an essential path for its effective utilization as a solid fuel source. Different experimental procedures for char formation are shown in Fig. 7 and discussed below.

Solid fuel production from lignin through hydrothermal carbonization and pyrolysis
4.1 Slow and fast pyrolysis
Pyrolysis is a technique that involves thermal decomposition of feedstock at elevated temperature occurring in the absence of oxygen or limited supply so that gasification does not occur to an appreciable extent. The traditional method used for the production of char is slow pyrolysis, which is conducted at low temperature by a slow heating process over a long duration of time with biomass or lignin as feed which eventually leads to maximum yield of char with moderate amounts of liquid by-products [75]. Fast pyrolysis of lignin is yet another incredibly popular technique for the production of a large fraction of fuel-grade liquid products where the reaction temperature reaches the set point more quickly in a time of 5–7 min which is much quicker compared to that of slow pyrolysis which takes 20–30 min to attain the reaction temperature. The rate at which heating occurs in fast pyrolysis is 120–127 °C/min with a residence time of about 20 min while the residence time in case of slow pyrolysis is usually more than 30 min to reach the same reaction temperature at a much slower heating rate of about 30–39 °C/min [76]. It usually produces about 60 to 75% liquid, 10 to 20% gaseous, and 15 to 25% solid products by weight [77]. If the liquid products are to be maximized by altering the reaction conditions, the char formation will experience a drop [78]. Consequently, the number of solid products obtained from fast pyrolysis is lesser than that from slow pyrolysis. Sharma et al. performed the pyrolysis of lignin at atmospheric pressure and temperature range of 150 to 750 °C in an oxidative atmosphere of 5% oxygen in helium. They reported that the char yield decreased expeditiously, with a rise in temperature until 400 °C. Subsequently, a decrease was observed with a substantial surge in liquid product yield at 750 °C. Higher operating temperatures of the reaction system increase the energy of the bonds, and eventually, the temperature of the system influences the H/C ratio, i.e., the higher temperature reduces the H/C ratio due to carbon enrichment in the charred mass [79]. It was also observed that in an oxidative environment, the char yield decreased. Despite the finite reactivity of char, its surface area, presence of inorganic groups, and aromaticity proved to be essential factors for polycyclic aromatic hydrocarbon (PAH) formation. Due to the cross-linked nature of the lignin char, these have low reactivity compared to biochar [80, 81].
4.2 Hydrothermal carbonization
Hydrothermal carbonization (HTC) is a promising technology to convert lignin into carbon-rich materials which have fuel-like properties. Kang et al. explored the process of hydrothermal carbonization to produce hydrocarbons (liquid products) and hydrochar (solid residue). The reaction was performed in a stainless steel autoclave. Lignin and water were charged into the reactor, nitrogen gas was purged three times to replace the air and to create an inert atmosphere, and the reaction contents were heated up to the set values of 225 °C, 245 °C, and 265 °C for a reaction time of 20 h. The solid products obtained were separated from the mixture, which mainly constitutes the hydrochar. It was found that hydrochar yield decreased with an increase in temperature. The recovery of hydrochar was nearly 20–45%. The high heating values measured from this hydrochar were 24–30 MJ/kg, which was identical to that of medium- or high-rank coal, which is a potential burning fuel. Under carbonization, hemicellulose, and cellulose showed similar yields (23.5 and 19%, respectively) while lignin depicted twice the amount of char formation (around 45%) [82]. Kim et al. conducted HTC of lignin and examined the chemical and fuel properties of the resulting hydrochar [83]. The experiment was carried out in a 1-L HTC reactor operated under N2 gas. The sample along with an equal amount of water was charged into the reactor at operating temperatures of 150 °C, 180 °C, 200 °C, 220 °C, 250 °C, and 280 °C for a reaction time of 30 min. The properties of the obtained hydrochar were much similar to coal-like materials and the C/O and C/H ratios were decreased which was identical to that of lignite and sub-bituminous coal. The calorific values of the obtained hydrochar were about 23–26 MJ/kg at 220 °C. Even though hydrothermal carbonization is considered to be one of the feasible processes in comparison to pyrolysis where the reaction takes place at mild conditions, the hydrochar produced is highly influenced by the type of feedstock considered. Moreover, the operating costs prove to be high when scaled up for commercial purposes.
5 Liquid fuels from lignin
The polymer lignin has the immense potential to pave its way to challenging and new wood processing technologies giving rise to a whole lot of different products that find widespread applications. Right from 1979, fuel from lignin is an essential topic of research. Glasser presented a statistical report on the value of fuel products from lignin as 3 to 4 cents/lb [84]. The production of a wide range of fuel and fuel additives from lignin has been discussed in several articles. Benzene, toluene, xylene, and several other oxygen-free compounds were found to enhance fuel stability. Jet fuel-ranged hydrocarbons (saturated cyclic and straight-chain hydrocarbons) were also produced from lignin. The following section presents a detailed discussion on various types of liquid fuels produced from lignin using different raw material sources under different processing technologies and operating conditions.
5.1 Single-step conversion into fuels
Early stages of research in the conversion of lignin to useful products usually involved a single-step reaction. The common methods adopted for lignin conversion include thermal processing technologies such as catalytic fast pyrolysis, direct hydrotreatment of lignin raw material (hydrogenation, hydrogenolysis), and hydrodeoxygenation. It was observed that the direct thermal treatment methods often led to the formation of several oxygenated products, thus deteriorating the stability of the products to satisfy the characteristics of fuel-grade materials. However, hydrotreatment took the upper road by increasing the fraction of oxygen-free compounds which were found to best suit the current fuel requirements [85,86,87]. Both these technologies are well-known and are discussed in detail in the following section (Figs. 8 and 9).

Process flow diagram for the conversion of lignin into liquid fuels

Outline of various methods for the production of liquid fuel additives from lignin
5.1.1 Catalytic fast pyrolysis
A novel method for the conversion of lignin into valuable products has been a topic of research for several years. Among many methods developed, catalytic fast pyrolysis has emerged to be a promising approach [88,89,90,91,92]. The process is considered one of the most popular, feasible, and economical methods for the production of fuels from lignin. Unlike the direct pyrolysis of lignin, which generates a massive portion of oxygenated products due to the hydrogen deficiency in lignin, catalytic fast pyrolysis stands out due to its catalytic action coupled with thermal treatment which could improve the conversion of lignin into oxygen-free products. One major drawback of this process is the production of stable catalysts that can be regenerated for utilization in multiple runs, thus making the process economically feasible. If a low-cost, highly active, and stable catalyst is synthesized to address the temperature conditions (200–700 °C) of catalytic fast pyrolysis, the future of fuel production from lignin would have a significant boom in the economy. The process of catalytic fast pyrolysis has been carried out using varying types of reactors and different catalysts for the production of aromatics which are reviewed in the following section.
Li et al. proposed an approach for catalytic conversion of kraft lignin with HZSM-5 zeolite as a catalyst by fast pyrolysis for the production of aromatic hydrocarbons [93]. Also, the effect of temperature on pyrolysis of lignin was performed by varying the temperatures (500, 590, 650, 670, and 760 °C). Moreover, the effect of lignin to catalyst and silica to alumina ratio’s (acidity) of zeolite on product distribution was investigated. The results showed that without the catalyst, the yield of the product was found to below, and oxygenated aromatic compounds were formed, while the presence of HZSM-5 catalysts resulted in increased product formation. The increase in acidity of zeolites (by altering the SiO2/Al2O3 ratio from 200 to 25) showed a decrease in the yields of phenols and other oxygenates. In contrast, the yield of aromatics increased considerably. It can be observed that the degree of deoxygenation and production of aromatic compounds increased with the acidity of the zeolites. A similar study conducted by Fan et al. described the production of BTX using zeolite catalyst under various reaction conditions (250–500 °C) [14]. The selectivity of the catalyst towards BTX production was favored with an increase in reaction temperature (> 300 °C). However, at high temperature (450 °C), the formation of alkanes and olefins were observed due to secondary cracking. Also, BTX yield decreased with varying lignin to catalyst ratio. Ma et al. studied the effects of various transition metal oxide and metal loaded on zeolites for conversion efficiency of pyrolysis. Transition metals such as cobalt, molybdenum, nickel, iron, manganese, and copper were used in the process for converting lignin into aromatic hydrocarbons. It was further proved that the HZSM-5-supported on cobalt and nickel catalysts magnified the formation of aromatic hydrocarbons [94]. Small pore size was also essential for the effective deoxygenation and depolymerization of lignin [93].
A combination of HZSM-5 with a basic co-catalyst MgO is highly selective in the production of aromatic monomers compared to HZSM-5 [95]. Lignin was subjected to an in situ catalytic pyrolysis technique where a maximum bio-oil yield of 35.95 wt% was observed. The use of catalyst remarkably decreased the yield of oligomers and maximized the yield of aromatic monomer. Further, a novel method for the conversion of lignin by catalytic fast pyrolysis of lignin constituted an in situ step catalyzed by natural zeolite and an ex situ step catalyzed by HZSM-5 catalyst [96]. The temperature of the first reactor was fixed at 500 °C, and that of the second reactor was 500–600 °C. The experimental results depicted that the natural zeolite aided the increase in alkylphenols and pyrocatechols with a decrease in the quantities of guaiacols and eugenols, i.e., natural zeolite significantly lowered the heavy lignin pyrolyzates. The two-stage catalytic effect of natural zeolite-HZSM-5 produced high amounts of pyrolysis bio-oil (majorly consisting of benzene, toluene, ethylbenzene, and xylene) and only a small quantity of coke formation was observed [97]. Lately, Xie et al. suggested a novel route for pyrolytic conversion of lignin over Co/ZSM-5 in an ex situ catalytic microwave-assisted technique to upgrade the bio-oil. The catalyst was synthesized by excessive wetness impregnation method with ZSM-5 supported over 5 wt% cobalt metal and the reaction was performed in a central composite experimental design (CCD) at the desired temperature. The results from the experiments showed a peak value of ~ 80% ketones, furans, phenols, and guaiacols and a gas yield of ~ 60% with a major portion of H2 and CO [98].
An interesting reaction mechanism for the production of high quantities of aromatics by a catalytic co-pyrolysis reaction of black liquor lignin and waste plastic was also investigated [99]. The co-pyrolysis reaction of the extracted lignin and different types of plastic (polyethylene, PE; polypropylene PP; polystyrene, PS) was performed in a fluidized bed reactor. This reaction depicted an extremely high yield of petrochemicals and xylene in the presence of the different catalysts, viz., LOSA-1 (light olefin enhancing the FCC catalyst; microporous catalyst), spent FCC (spent microporous catalyst regenerated from Fluid Catalytic Cracking), gamma-Al2O3, and sand. The petrochemical yield decreased in the following order: LOSA-1 > spent FCC > gamma-Al2O3 > sand. The reaction of black liquor lignin with PE and LOSA-1 showed an aromatic and olefin yield of 29.9 and 14%, respectively. Due to the complex structure and indigent physical and chemical property, the lignin pyrolysis oil had a considerable fraction of oxygenated products that require to be additionally upgraded before usage as fuels or fuel additives. It is trivial to reduce the oxygen content of the pyrolysis oil to enhance their stability, to be miscible with conventional oil (petrol or diesel), and to increase their H/C ratio. Another study by Zhang et al. used the Raney nickel catalyst promoted by ZSM-5 in a microwave-induced pyrolysis step for the conversion of lignocellulosic feedstock. The reaction yielded C8–C16 aromatics with a 26.68% carbon yield. The catalyst performance was compared by using three different catalysts, namely, NP Ni, RANEY® Ni 4200, and lab-synthesized RANEY® Ni. Lab-synthesized RANEY® Ni showed a maximum selectivity of 84.59% of fuel-ranged cycloalkanes while NP Ni and RANEY® Ni 4200 depicted 59.51 and 58.90% selectivity respectively [100]. Further study, for the production of the fuel-grade alkanes by coupling plastics with lignocellulosic feed, was carried out using microwave-assisted catalytic pyrolysis. The reaction mixture was depolymerized over ZSM-5 catalyst at 375 °C producing a carbon yield of 40.45% with a selectivity of 90% towards fuel hydrocarbons [101].
Detailed analysis on the zeolite catalyst for the pyrolysis of various lignin types has been discussed to enhance the desired product distribution and researchers have been working on the highly structured mesoporous catalyst. Recently, certain research proposed a catalytic reaction over a supported mesoporous silica catalyst for a high selectivity towards BTX by fast pyrolysis of lignin. The pyrolysis reaction was carried out over MCM-48 support loaded with different quantities of Al3+ or Zr4+ metals for amplifying the aromatic hydrocarbons, particularly BTX. The yield of BTX varied from 17.0% (MCM-48) to 32.5% (Al/MCM-48 (8.4%) and 49.4% (Zr/MCM-48 (2.9%) due to the escalated acidity of the catalysts. The results highlighted that Zr4+ loaded over MCM-48 emerged as a potential catalyst for converting lignin into oxygen-free products such as BTX [102]. Custodis et al. proposed a method for the catalytic fast pyrolysis of lignin over mesoporous aluminosilicate catalyst [103]. The experiments showed that it was difficult to determine a clear relationship between the aromatics yield and aluminum content for mesoporous catalysts. However, the acid sites were able to catalyze pyrolysis intermediate compounds towards less oxygenated phenols and aromatic hydrocarbons. Bentonite clay is a naturally occurring mesoporous material containing aluminosilicate. The catalytic fast pyrolysis of lignin over bentonite was carried out by Elfady et al. with activation of the catalyst using mineral acids like HCl, H2SO4, and H3PO4 [104]. HCl-activated bentonite clay (sodium-rich montmorillonite catalyst) was found to be one of the promising catalysts in the catalytic fast pyrolysis of lignin in the formation of BTX, alkylbenzene, naphthalene, indenes, and ortho- and para-xylenes. The formation of aromatic hydrocarbons from the complex structure of lignin was due to the presence of Bronsted acid sites caused due to acid treatment.
For the first time, conversion of solid waste to fuel ranging hydrocarbons and hydrogen-enriched fuel gases were reported by Duan et al. which included a catalytic fast co-pyrolysis of lignin and soapstock in the presence of a corn stover derived porous activated carbon catalyst (ACC). A fixed bed reactor was used for conducting ex situ co-pyrolysis in an inert N2 atmosphere under various pyrolysis temperatures (400–550 C) lignin/soapstock ratios (1:4, 1:2, etc.) and catalyst/feed ratios (1:4, 1:2, etc.). The yield of aromatics (fuel range of C8–C16) was found to reach the highest value of 87.8%, and the H2 yield was found to be around 76.4% vol. Enhancement of the quality of bio-oils took place due to the excellent soapstock properties leading to a fuel-ranged aromatic yield of approximately 99.8% at a 1:2 ratio of lignin/soapstock. Furthermore, ACC was found to enhance the decomposition of soapstock and paved the way towards improved hydrogen radical formation leading to a maximized yield of aromatics [105]. One of the major disadvantages of the CFP process is the char formation of large particle size, posing a challenge in-field application. However, selective catalysts are synthesized that pave the way towards reduced char formation along with recyclability.
Pyrolysis vapor upgrading of lignin
Bio-oil is a highly oxygenated liquid product obtained from various catalytic or non-catalytic thermochemical processes which can be upgraded into fuels and useful chemicals [106]. Lam et al. have clearly explained the general composition of chemical functional groups [107]. So far, numerous techniques have been discussed in the previous section for enhancing liquid products derived from the thermochemical treatment of lignin. In this section, a detailed analysis of the different technologies studied for upgrading pyrolysis vapor products will be elaborated. Catalytic treatment of the hot pyrolysis vapors would result in subsequent cracking and upgrading, thus preventing the condensation and re-evaporation of bio-oil. This validated the advantage of the catalytic fast pyrolysis technique [108,109,110]. Gooty et al. elaborated on a method to separate the lignin pyrolysis vapors and studied the composition to enhance the quality of the obtained vapors. The pyrolysis of kraft lignin was conducted in a bubbling bed reactor coupled with an internal stirrer. The reaction was carried out at 500 °C; during optimization of the reaction, the temperature of the reactor was 450, 500, 550, and 600 °C, and the bed temperature was altered to 600 °C from 450 °C to maintain a vapor residence time of 1.5 s. The vapor condenser system consisted of an electrostatic precipitator cum-condenser (C-ESP) between two cyclonic condensers. The results showed that dry bio-oil obtained after condensation was found to have 94% phenolics at 550 °C. It was further observed that the heating value of the products obtained was comparable to ethanol; therefore, this technique serves as a promising path for the production of high-quality fuels and fuel additives [111]. Although oxygenated fuels show good heating values, for industrial fuel applications, deoxygenated fuels are the most desired. Consequently, the reduction of the oxygen content in the bio-oil is crucial for a wide range of biofuel applications. From pyrolysis upgrading, the general yield of liquid products is around 60–90% depending on the operating temperature. As the temperature increases above 550 °C, the yield of gaseous products increases, and hence, the focus is to be properly emphasized depending on the type of product required. Above 700 °C, the pyrolysis method is generally adopted to derive gaseous products with yield ranging from 50 to 70% which is clearly discussed in the section 6 [112].
Upgrading the lignin pyrolysis vapors can be performed either in the absence of hydrogen by cracking and aromatization or in the presence of hydrogen by hydrodeoxygenation. Upgrading methods in the absence of a hydrogen atmosphere usually involve a catalytic treatment with zeolite catalysts. Zhou et al. proposed a method for the direct fast pyrolysis of lignin vapors over HZSM-5 catalyst. The fast pyrolysis reaction was conducted in a continuous fast pyrolysis reactor, and the vapor produced from this step was subjected to a downstream upgrading in the presence of a catalyst in a fixed bed reactor. The experimental results showed that a high temperature of about 600 °C was required for the production of oxygen-free products (mainly benzene and toluene: 70% of the total organic liquid produced). However, it was found that the organic product yield decreased substantially in the absence of catalyst: while at low temperature < 300 °C), the catalyst traps a considerable amount of reactants causing a decrease in the yield of liquid products. In the presence of the HZSM-5 catalyst, oxygen is rejected from the pyrolysis vapors in the form of water and carbon monoxide [113]. Fan et al. described in situ and ex situ upgrading of lignin with HZSM-5 catalyst by microwave-assisted pyrolysis of lignin at 550 °C. The experimental results depicted that low bio-oil and high gas yield was obtained at a higher temperature (450 °C) and catalyst to lignin ratio (1:10). The higher catalyst to lignin ratio lowered the selectivity of methoxy phenols from 73.7 to 22.6%, while for aromatics, it ranged from 1.1 to 41.4%. The ex situ step also proved to yield a higher percentage of syngas with low CO2 along with high selectivity towards aromatics [114]. Lee et al. discussed a catalytic upgrading of lignin by catalytic fast pyrolysis where the vapor products, derived from the non-catalytic pyrolysis approach, were upgraded using a mesoporous Y zeolite catalyst. The results from the catalytic and non-catalytic reactions were compared, and the observations showed that a large number of phenolics were obtained as the major product in the absence of catalyst, while mono- and polyaromatic hydrocarbons were observed as major products in the presence of the catalyst. This was attributed to the more significant portion of acid sites in mesoporous Y zeolite catalyst. The experiment was also performed using Al/MCM-41 catalyst for a comparative study on the effect of acidity in product distribution. Also, the number of mono-aromatics maximized from 4 to 18% when the meso-Y/lignin ratio increased from 1:1 to 3:1 [115]. Lately, Xie et al. suggested a novel route for pyrolytic conversion of lignin over Co/ZSM-5 in an ex situ catalytic microwave-assisted technique to upgrade the bio-oil.
A few techniques of upgrading the lignin pyrolysis vapors using hydrogen by hydroprocessing are discussed in this section. Olcese et al. detailed a method for the production of aromatic chemicals by the hydrotreatment of lignin pyrolysis vapors using iron-based catalysts. The catalysts used in this study were Fe/SiO2 and Fe/AC (AC, activated carbon) which were relatively inexpensive. The catalyst showed an excellent selectivity towards benzene, toluene, xylene, cresols, alkylphenols, and phenol. Ten percent Fe/AC depicted a higher polyaromatic aromatic hydrocarbon yield than 15% Fe/SiO2, while 10% Fe/AC showed a low aromatic hydrocarbon yield compared to 15% Fe/SiO2 [116]. Zheng et al. proposed yet another promising route for the production of aromatic hydrocarbons by catalytic cracking of the lignin pyrolysis vapors over Mo2N/γ-Al2O3 catalyst. The catalyst displayed a high selectivity towards aromatic products, benzene and toluene and a negligible amount of dimethylbenzene. At a catalyst to lignin ratio of 4, a maximum of aromatic hydrocarbon of 17.5% (at 700 °C) was observed with the highest benzene yield of 70.1% (at 800 °C); on the other hand, the yield was only 1.4% for the reaction conducted in the absence catalyst [117].
5.1.2 Hydrothermal liquefaction
Hydrothermal liquefaction is found to be one of the well-known depolymerization techniques which convert biomass constituents into bio-oil at supercritical conditions of the solvents in the presence of a catalyst. The bio-oil obtained is found to contain less amount of oxygen in comparison to other pyrolysis and thermal treatment processes. The reaction is found to be usually carried out under higher pressure (4–30 MPa) and low temperatures (200–400 °C) with or without the influence of hydrogen atmosphere [118]. Several researchers have been working on the conversion of lignin into useful hydrocarbons under the influence of various solvents in their supercritical state, in the last few years.
Gosselink et al. investigated a novel method for lignin depolymerization in a supercritical solution of carbon dioxide/acetone/water for the generation of aromatic chemicals [119]. The experimental study was carried out on both organosolv hardwood and wheat straw lignin for a relative study. Hardwood and wheat straw organosolv lignins were depolymerized in a supercritical carbon dioxide/acetone/water fluid to produce 10–12% monomeric aromatic by using small amounts of formic acid as a hydrogen donor. These yields are comparable to other techniques like base-catalyzed lignin depolymerization. However, during this reaction, a substantial amount of char was formed due to a competition between lignin depolymerization and recondensation of the fragments.
Interestingly, Ma et al. developed a process that used molybdenum catalysts supported on Al2O3 along with the combination of supercritical ethanol on treatment with lignin [120]. The reaction was performed in a batch reactor at a temperature range of about 280 °C for 6 h. This reaction yielded 60% ortho- and para-xylene as its primary aromatic hydrocarbon product with a high-octane number and hence can be used as a fuel additive
Various experimental investigations were performed for lignin deconstruction by the usage of several solvents. Huang et al. proposed a promising method for the depolymerization of lignin using ethanol as a capping solvent. A thermo-catalytic reaction in supercritical ethanol over CuMgAlOx catalyst was carried out. Here, ethanol functions as a solvent that provided high monomer yield than methanol. High-yield production of monomeric aromatics from lignin was possible using a CuMgAlOx catalyst in supercritical ethanol with low char formation [121].
Riaz et al. proposed a method to produce a high-calorific value bio-oil from concentrated acid hydrolysis derived lignin in a supercritical ethanol solution [122]. Formic acid in this reaction was used as an in situ source of hydrogen. The results depicted a conversion of 92% with a lignin-derived bio-oil yield of 85 wt% even at a short reaction time. The components in bio-oil obtained by this process were principally phenols, esters, alcohols, and traces of aliphatic hydrocarbons.
Interestingly, Zeng et al. put forward a promising route for modifying the complex lignin structure with biomimetic Fenton as a catalyst. The modified organosolv lignin product was then subjected to depolymerization in supercritical ethanol solution. The depolymerization step provided a conversion of 66%. The major constituents of the organic products derived from the above step include aromatic hydrocarbons, phenols, dicarboxylic acids, and their esters. The char formed in the reaction underwent recondensation and thus augmented the liquid product yield, which can be further treated to remove oxygen and produce jet fuels [123]. The main disadvantage of the liquefaction process was its higher energy consumption than other methods and is also predicted to be favorable for biomass sources with high water content [124].
5.1.3 Hydrotreatment
Hydrotreatment is a crucial pathway for fuel-based product formation because it is highly effective in the complete removal of oxygen species. Hydrotreatment, as the name suggests, involves a hydrogen atmosphere for conducting the reaction. However, purging hydrogen gas is an expensive process, and hence, hydrogen donor solvents which by themselves act as a source of hydrogen. Hydrotreatment includes hydrogenation and hydrogenolysis, which differ in their reaction mechanisms, respectively. Hydrogenation is a process in which saturated compounds are formed from unsaturated organic compounds, i.e., it is the reaction that occurs between molecular hydrogen and an organic compound, while hydrogenolysis refers to the cleavage of the C–C bond present in a large organic compound due to the reaction of the site with molecular hydrogen resulting in the formation of two smaller compounds from the initial reactant.
In recent years, several researchers have been keenly working on noble metal catalysts. Several applications of Pt, Pd, Ru, and Rh have been reported in the past few decades for effective hydrotreatment [125,126,127,128,129,130]. Kloekhorst et al. demonstrated an approach for catalytic depolymerization of Alcell lignin using Ru/TiO2 catalyst to produce a lignin-derived bio-oil composing of 9.1 wt% alkylphenols, 2.5 wt% aromatics, and 3.5 wt% catechols for 78 wt% of lignin intake [86]. Agarwal et al. reported experimental results on the hydrotreatment of kraft lignin with an iron-based catalyst for the production of aromatics and alkylphenols. In this study, the utilization of external solvent was slashed by implementing limonite (iron ore) as a promising hydrotreatment catalyst for kraft lignin. The results predicted that for a lignin intake of 31 wt%, 92 wt% of the products comprised of volatile and low molecular weight compounds (alkylphenolics and aromatics). The experimental investigations showed that the highest yield of alkylphenolics and aromatics were obtained by using limonite catalyst. In contrast, other Fe-based catalysts like goethite and iron disulfide showed low activity [85]. Ni-based catalyst on silica-alumina support has been found to have the edge over the other transition metal catalyst due to their multi-functional properties such as cleavage of C–O–C linkages, breaking of Caromatic–O, and Caliphatic–O linkages in the produced phenolic oligomers, secondary and primary phenolic polymers. One-pot conversion of lignin to hydrocarbons was done using a nickel catalyst on amorphous silica–alumina support [131]. It was inferred from the experiment that (i) nickel supported on SiO2, Al2O3 or ZrO2, TiO2, and MgO produce a yield of 11 wt%. In comparison, nickel amorphous silica–alumina exhibited a lignin conversion of 78 wt% with 18 wt% liquid yields. (ii) Furthermore, it was found that this catalyst was effective in non-polar solvents than in some polar solvents. (iii) The high yield of 18 wt% was recovered by using dodecane as the solvent. (iv) Any increase in temperature of dodecane from 250 to 325 °C resulted in an increase in the liquid yield from 18.0–43.9 wt%. (v) It was concluded that the products obtained were 80.8% C3–C9 (gasoline range), 6.5% C10–C14 (kerosene range), 12.7% C14–C17 (diesel range), naphtha, and paraffin under optimum conditions. Coke formation is one of the major concerns faced during the upgrading of bio-oil. The coke formation is primarily due to polymerization reaction during the hydrotreatment process. The undesirable coke formation under these high-pressure reaction conditions not only lowers the carbon efficiency of bio-oil but also clogs the reaction chamber and the active sites of the catalyst causing catalyst deactivation [132].
Koranyi et al. experimented with a novel method for lignin upgrading using a combination of copper-based and nickel catalyst in a supercritical ethanol solvent. This was a method for direct hydrodeoxygenation of lignin using mixed Cu–Mg–Al oxide (CuMgAlOx) catalysts with Ni–based co-catalysts like Ni/SiO2, Ni2P/SiO2, and Ni/ASA (ASA, amorphous silica–alumina) to reduce the oxygen content. The process was performed using soda lignin, and the Ni–ASA co-catalyst was found to show maximum monomer yield, which was comparable to CuMgAlOx. Yet another combination catalyst of CuMgAlOx and Ni2P/SiO2 with ethanol solvent at the same reaction conditions proved to enhance the lignin monomer yield and considerably reduced the oxygen content to produce a monomer yield of 53 wt% with completely deoxygenated aromatic compounds with a hydrodeoxygenation degree of > 80 wt% [133, 134]. Thus, solvents play a prime role in upgrading reactions of lignin-derived bio-oils. The effect of solvents on the fuel production from lignin-derived compounds is discussed in the following section.
5.1.4 Effect of H - donor on hydrotreatment
Hydroprocessing is done either directly on the lignin feedstock or as an upgrading step. H-donor solvents play a prime role in upgrading reactions of lignin-derived bio-oils, and these include water, alcohols, esters, and other organic solutions.
Feng et al. reported a systematic analysis of the impact of various solvents on the hydrogenation of lignin-derived phenolics. The experimental observations showed that the conversion of the phenolics decreased with increasing polarity/polarizability ratio. Hence, water, ethyl acetate, tetrahydrofuran, and hexane showed 100% conversion of phenols, while propanol and butanol displayed a selectivity of 96.0 and 97.4%, respectively. It was further concluded that water and hexane were excellent hydrogenation solvents for upgrading the lignin oil [135]. Shafaghat et al. performed a catalytic hydrogenation reaction of lignin-derived phenolics over activated carbon-supported noble metal catalysts (Pd and Pt) using decalin and tetralin as the hydrogen source. The results show that Pt/C showed higher catalytic activity than Pd/C at a temperature of 500 °C and also depicted the superiority of decalin over tetralin in the formation of approximately 42.5% of deoxygenated products [136]. Wang et al. elaborated the effect of solvent on hydrogenolysis of diphenyl ether over Raney nickel catalyst. The hydrogenolysis of diphenyl ether was conducted using different solvents such as methanol, ethanol, 2-propanol, Hex-F-2-PrOH, 1-butanol, 2-butanol, t-butanol, ethyl acetate, tetrahydrofuran, 2-Me-THF, 1,4-dioxane, n-heptane, decalin, and methylcyclohexane (MCH). Of these solvents, Hex-F-2-PrOH and MCH produced 100% conversion with 21.8% cyclohexane selectivity for MCH. Methanol, ethanol, 2-propanol, and butanol showed high selectivity towards benzene and cyclohexane though their conversions were low [137]. Xue et al. proposed a novel approach suggesting the role of tetralin a hydrogen donor during the catalytic co-pyrolysis of corn stover lignin for the production of aromatics and olefins. The reaction was conducted in a tandem micropyrolyzer over HY and HZSM-5 zeolite catalysts by maintaining the temperature of each oven at 900 °C independently under atmospheric pressure conditions. The experiment results depicted that the coke formation decreased with HY zeolite catalyst with additional 1.72 C% while the aromatic hydrocarbon yield increased from 48.79 to 66.23 C% at a temperature of 600 °C. The synergistic effects between tetralin and lignin were negligible with HZSM-5 compared to HY zeolite catalyst [138].
The solvent effect for improving the bio-oil quality by selectively producing a greater portion of oxygenates is vital for industrial fuel production. Fan et al. proposed the technique of catalytic co-pyrolysis of lignin and polyethylene with HZSM-5 and MgO for enhanced bio-oil properties. The reaction was conducted in MAX-type microwave oven with lignin and low-density polyethylene (LDPE) with a desired temperature and a set heating rate of 40–50 °C/min. LDPE was observed to be an excellent hydrogen donor which enhanced the stability and improved the quality of bio-oil. HZSM-5 accelerated the aromatics yield while MgO mainly concentrated on alkylation reactions, and the phenolic products were effectively formed at lignin to LDPE ratio of 1:2 [139]. Duan et al. proposed a co-pyrolysis reaction of lignin and polypropylene to upgrade the quality of bio-oil by an ex situ catalytic microwave heating scheme. The co-pyrolysis reaction was conducted in a MAX microwave oven with 2450 MHz frequency and 1000 W power. The polypropylene acts as a hydrogen donor in the presence of the HZSM-5 catalyst, and the main components of bio-oil were aromatics and cycloalkanes. The cycloalkane yield was found to be 47.78% at lignin to polypropylene ratio of 1:2 [140]. Heroguel et al. detailed the effects of solvent on lignin deconstruction and hydrodeoxygenation. The low solubility of real lignins in alkanes limits its use as a solvent for depolymerization reactions. This can be addressed by suppressing the solvent binding capacities by shifting from activated carbon to oxophilic metal oxide supports such as TiO2 producing 32 mol% of 50/50 (mole ratio) mixture of cyclohexanes and cyclohexanol [141].
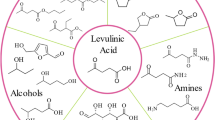
5.1.5 Hydrodeoxygenation
Hydrodeoxygenation (HDO) is yet another promising method for upgrading lignin into useful oxygen-free products. This process is different from hydrotreatment techniques such as hydrogenation and hydrogenolysis as this reaction involves the removal of oxygen from organic compounds by its reaction with molecular hydrogen. The general reaction is mentioned in Eq. (1). HDO reactions are usually carried out in the presence of a suitable catalyst to yield high fractions of desired products.
Direct hydrodeoxygenation using lignin from biomass feedstock to fuels
Lignin, a principal resource for addressing the energy future, is the second largest source of organic raw material comprising 16–25 wt% of hardwoods, 23–35 wt% of softwoods, and 4–35 wt% of most biomass [142]. Lignin is found abundantly in woody crops—Alcell, Curan 100, hardwood, pine, kraft, softwood-sulfur free, etc.—and fiber crops—abaca, bagasse, Flax SF, flax oxidized, hemp, jute, sisal, straw, etc. The lignin from these biomass feedstocks can be efficiently isolated by different techniques and can further be used for the production of chemicals of great importance [143,144,145,146,147,148,149].
Lignin is the second most abundant and complex aromatic polymer capable of substituting aviation fuels. However, bio-jet fuels have a high freezing point and become unstable when put to operation in engines [126, 150]. Proper tailoring of the final products is required to produce 100% alternate aviation fuel from biomass sources. The products should be in line with ASTM, D7566, and ASTM D1655 standards as highlighted by the sustainable aviation fuel management. Such standards are specified for the alternative fuels to replace the conventional jet fuel and have to satisfy certain quality and viscosity parameters [151]. Cycloalkanes are an integral part of the jet fuel composition. In the following section, a detailed note of the production of cycloalkanes from lignin is discussed. The work by Jan et al. focused on hydropyrolysis of lignin for the formation of cycloalkanes using HZSM-5 and Pd/HZSM-5 catalyst. It was observed that the Pd/HZSM-5 catalyze the hydrogenation reaction, thus aiding the removal of oxygen from the phenolics producing hydrocarbons and cycloalkanes. The reaction was conducted at 650 °C under 1.7 MPa constant partial pressure of hydrogen which produced 44% aromatic hydrocarbons. It was found that the presence of palladium significantly improvised the yield of cycloalkanes [152]. Wang et al. suggested the depolymerization reaction for the conversion of lignin to jet fuel hydrocarbons by an aqueous-phase hydroprocessing step. The lignin feedstock used in this reaction was alkali-extracted corn stover lignin subjected to a hydrodeoxygenation reaction. The catalysts experimented with within this study were Ru/Al2O3 and zeolite. The results showed that the reaction conducted in the presence of the combination of the above two catalysts at 280 °C showed a maximum conversion of 92.73% with a total product distribution of 12.25 wt% comprising of 3.31 wt% C6–C11, 70.41 wt% C12–C18, 26.28 wt% C>18, by carbon number and 72.84 wt% alkyl cyclohexane by chemical structure [153]. Wang et al. proposed the production of biofuels from lignin via a catalytic hydrodeoxygenation reaction. The hydrodeoxygenation reaction was performed using a bimetallic and bifunctional catalyst which is obtained by loading low-cost transition metals like iron (Fe), nickel (Ni), copper (Cu), and zinc (Zn) over the Ru on HY zeolite. Out of the variety of the bimetallic catalysts tested in different runs, the authors reported that Ru–Cu/HY catalyst showed a maximum selectivity towards hydrocarbon products with > 99% conversion comprising of 44.8 wt% of cyclohexane [154, 155]. HY zeolite was used along with Ru/Al2O3 catalyst for the depolymerization reaction of pinewood lignin and the influence of the products produced by this step in the hydrodeoxygenation reaction was investigated. A maximum conversion of 58.9% was achieved at a 2:3 ratio of HY and Ru/Al2O3 respectively. A total product yield of 22.3% was observed with high selectivity of 72.6% towards cyclohexane [156]. Kong et al. suggested a methodology for the conversion of lignin to cycloalkanes using a nickel catalyst. In this method, C3–C17 hydrocarbons were generated using transition metal Ni/ASA catalyst in non-polar solvent. The results showed very high alkane selectivity > 90% in all the runs experimented [157].
Using lignin model compounds
The direct hydrodeoxygenation of lignin posed severe challenges due to its extremely complex nature consisting of a network of phenolics such as guaiacol, anisole, cresols, phenols, and eugenol. The necessity arises for the selective treatment of the respective monomeric units for efficient conversion into alkanes and arenes, which turn out to be desirable components of liquid fuel additives. Employment of novel catalytic systems proves to be necessary for the production of the required oxygen-free products [87]. Several bifunctional catalysts that are classified as noble, non-noble, and bimetallic have been used by various studies and are explained in the following section in this topic.
(a) Noble metal catalysts
Noble metal catalysts generally include platinum, palladium, ruthenium, rhodium, etc., which are coupled with a variety of supports such as alumina, silica, zeolites, and carbon and pave the way in the formation of deoxygenated products. Bui et al. compared the classical sulfided Co–Mo and Ni–Mo on Al2O3 supports alongside noble metal-based catalysts (Rh, Pt–Rh, and Pd–Rh on ZrO2) [158] and showed that the activity of Rh-based catalysts was found to be much higher than the sulfide catalysts with better selectivity towards cyclohexane (∼ 42%). The influence of Bronsted active acidic sites due to the presence of an acidic medium in the formation of cyclic alkanes was well understood by the work of Zhao et al. [159]. Weng et al. investigated the potential of various bifunctional catalysts such as Pd, Pt, Ru, and Rh, supported on carbon, SiO2, Al2O3, etc. respectively. A maximum of 92% selectivity towards cyclohexane production was observed with Rh/C catalyst in the presence of phosphoric acid (H3PO4) [160]. Rhenium catalysts were also tested on zirconia support (Rh/ZrO2) for the HDO of guaiacol, and the results showed an 87.7% yield of cyclohexane as the deoxygenated product [161].
Ruthenium catalysts supported on carbon were also used in the HDO of guaiacol and anisole, and the study observed a 100% conversion with higher selectivity towards benzene product formation [162]. Carbon nanotubes (CNT) supported Ru catalyst (Ru/CNT) were compared with carbon-supported noble metal catalysts (Ru/C, Pt/C, Pd/C, and Rh/C) in the HDO of eugenol and was found to exhibit propyl cyclohexane selectivity of around (94%) which was much larger than the yields obtained from carbon-supported catalysts [163].
Several zeolite types were used as support, and such noble metal bifunctional catalysts have been used as HDO catalysts by several researchers. Kurnia et al. described a method of in situ lignin-derived bio-oil upgrading using aluminum-rich zeolites and showed that HZSM-5 had the maximum selectivity towards monoaromatic hydrocarbons [164]. Ruthenium supported on HZSM-5 was found to exhibit a 99% conversion along with a yield of 96.3% cyclohexane when one-pot HDO was carried out on aqueous lignin-derived phenolics. The selectivity was found to be highest in comparison to other silica and alumina supports, and the catalyst was also found to be highly recyclable. The reaction with the same catalyst was also implemented on lignin model compounds like anisole, catechol, and guaiacol, and cyclohexane conversion was found to be in the range from 93.4 to 95.7% [165]. Palladium was also used on HZSM-5 support in the hydrodeoxygenation but was found to be ineffective in the stripping of oxygen, thereby producing a greater yield of cycloalcohols. But the combination of Pd/C and HZSM-5 catalyst yielded 90% cyclic alkanes when phenol and 4-propyl phenol were used as substrates [166].
BTX production was also possible by the usage of noble metal catalysts on zeolite supports such as H/Beta, Meso Beta, and MMZBeta [167]. Catalytic hydrodeoxygenation of anisole at 400 C using Pt/H-Beta catalyst yielded about 40.2% benzene along with 31.8% toluene and 14.4% xylene. Platinum catalysts supported on microporous and mesoporous zeolite supports (Pt/H-Beta, Pt/Meso Beta, Pt/MMZBeta, etc.) were also used as HDO catalysts considering guaiacol as a lignin model compound, and the results showed major cyclohexane products with yields of about 26.13%, 45.28%, 23.94, and 37.45% for Pt/Meso Beta, Pt/H-Beta, Pt/MMZBeta, and Pt/Al/MCM-48, respectively [168]. HDO of guaiacol was also done using MFI zeolite (MFI framework type from ZSM-5) supported platinum catalysts (Pt/H-MFI-90). A complete conversion took place with cyclohexane as a major product, and the yields were found to be enhanced (up to 88%) when the reaction temperature was increased up to 200 °C [169]. Ninety percent cyclohexane selectivity was observed with reduced 1% Pt/H-MFI-90 catalyst when the hydrodeoxygenation was conducted at 180 °C [170].
The cost-effectiveness, increased activity, and higher selectivity of the noble metal ruthenium [171] on Beta supports were capitalized and turned out to be a better HDO catalyst in comparison to Pd/C, HZSM-5, and Ru/HZSM-5 catalysts. Yao et al. studied HDO on diphenyl ether and found that the Ru/H-Beta and Pt/H-Beta showed the highest selectivity towards cyclohexane [172].
Interestingly, hydrodeoxygenation of guaiacol in the presence of palladium catalysts combined with tungsten oxide (WOx) acidic sites supported on alumina (Pd/WOx/Al2O3) led to 88.4% cyclohexane yield with 32% Pd metal loadings (Pd32WA) [173]. Silica–alumina combined bifunctional noble metal catalysts ((Rh, Pd, Ru)/SiO2–Al2O3) were also tested for the HDO of guaiacol, and greater cyclohexane yields of 57%, 46%, and 60% were observed with Rh/SiO2–Al2O3, Pd/SiO2–Al2O3, and Ru/SiO2–Al2O3, respectively [174]. The effect of zirconia support in combination with titania on ruthenium catalysts as HDO catalysts were studied by Lu et al. [167]. Guaiacol was considered as the substrate and the reaction led to higher benzene yields (around 45%) with Ru/TiO2–ZrO2 (1:3) catalyst. At the same time, cyclohexane was also formed as a major product with Ru/TiO2, Ru/ZrO2, and Ru/TiO2–ZrO2 (molar ratios of 1:1, 1:3, and 3:1) catalysts. Luo et al. [175] found that effective C–O bond cleavage was possible with Ru/SZ (sulfate–zirconia support) in comparison to other zeolite-based catalysts such as Ru/HY, Ru/H-Beta, and Ru/HZSM-5, yielding about 75% benzene products along with ethylbenzene during HDO of phenethoxybenzenelignin-derived aryl ethers. Other β–O–4, α–O–4, and 4–O–5 etheric lignin derivatives were also tested with Ru/SZ and were found to exhibit about 78% benzene yields. Higher benzene yields were observed by lignin-derived phenolic monomers such as anisole (90%), guaiacol (83%), syringol (74%), 4-methyl guaiacol (85%), and 4-methyl syringol (80%). A novel route was introduced by Luo et al. for a one-pot quantitative HDO of phenethoxybenzene (PEB) to benzene and ethylbenzene over Ru/SZ in the aqueous phase. The conversion attained by using Ru/SZ and Pd/SZ exceeded 90% in 20 min, while Pt/SZ merely reached a conversion of 3% under the same conditions. With time as the variable, the total amount of aromatics produced by using Pd/SZ as catalyst was 50%, while the aromatic yield on Ru/SZ increased to 90% in 100 min [176].
The diffusion of the formed oxygenated products on the surface of titania (TiO2) for the generation of cycloalkanes was effectively studied by Lu et al. by using Pd/TiO2 as an HDO catalyst [177]. On consideration of the different titania phases such as anatase and rutile is support, the highest selectivity towards cyclohexane (around 70%) was observed with anatase TiO2-supported palladium catalysts. But, the low HDO efficiency of palladium (Pd) during HDO reaction was due to its increased H2 consumption for aromatic ring saturation than for oxygen removal, while metallic ruthenium and molybdenum carbides were found to be the active phases for deep deoxygenation to benzene resulting in complete oxygen removal [178].
Interestingly, noble metal catalysts were also coupled with the triflate anions present in the super Lewis acid species depicted a perfect catalytic system for the production of jet fuel-range hydrocarbons. The results displayed that more than 30 wt% of the hydrocarbon products generated from the catalytic depolymerization reactions comprised of cyclohexane and alkyl cyclohexane, which are vital components in jet fuel. Of the different catalysts applied for the various runs of the reaction, Hf(OTf)4 + Ru showed a peak hydrocarbon yield of > 99.9% with a conversion of > 99% [179].
(b) Non-noble metal catalysts
The major drawback of noble metal-based catalysts lies in their cost and their limited availability for large-scale production of fuels [180,181,182,183]. Hence, cheaper heterogeneous metallic catalysts (Fe, Ni, Co etc.) with hydrogenation functionalities were used for the effective deoxygenation of lignin model compounds [184, 185]. Out of the several transition metal catalysts, Ni-based catalysts were found to exhibit excellent activities and product selectivity [186]. Various metallic catalysts along with mesoporous material support such as Al/MCM-41 [187], SBA-15 [188], and molecular sieves [189] have attracted widespread attention due to their large pore size and surface area in comparison to other zeolite types.
Ni was coordinated with Al-SBA-15, which exhibited enhanced hydrothermal stability for upgrading lignin-derived bio-oils [190]. One hundred percent conversion was observed, and higher selectivity of propyl cyclohexane (around 79%) and propyl benzene were obtained over Ni/Al-SBA-15 in the presence of ethanol than in water. Nickel catalyst was also tested with different supports like ZrO2, Al2O3, Al2O3-KF, SBA-15, and Al-SBA-15 using diphenyl ether as a lignin model compound [191] and Ni/Al-SBA-15 was identified as an excellent catalyst for HDO of diphenyl ether, with complete conversion into cyclohexane with 98% selectivity. The products obtained from this reaction were found to be similar in properties to those hydrocarbons derived from petroleum and hence exhibited their potential as fuel sources. Yang et al. also carried out the HDO reaction with nickel catalysts under various supports such as SBA-15, alumina, titania, carbon, cerium oxide, and Al-SBA-15 using anisole as substrate. More than 60% benzene yields were observed with carbon supports, while a maximum of around 70% yields of cyclohexane was observed with SBA-15 supports. Predominant benzene yields were also seen at higher contact times for all catalysts (30–60%) [192].
Further, Zhang et al. [193] suggested the usage of Ni on the combination of SiO2–ZrO2 (silica–zirconia) support for investigating catalytic hydrodeoxygenation on various phenolic compounds such as phenol, guaiacol, cresol, vanillin, and eugenol. A range of SiO2–ZrO2 supports with a various molar ratio of Si/Zr were synthesized and designated as SZ-n. For comparison study, guaiacol was treated with a range of catalysts ZrO2, Ni/ZrO2, SZ-3, Ni/SZ-1, Ni/SZ-3, and Ni/SZ-5, where Ni/SZ-3 was found to have 100% conversion. Phenol, o-cresol, eugenol, etc., underwent complete conversion, and the major product was cyclohexane. High-yield hydrocarbons such as cyclohexane, methylcyclohexane, dimethyl cyclohexane, propyl cyclohexane, toluene, xylene, and other alkyl-substituted benzene were produced by Ni/SiO2–ZrO2 along with the added advantage of less coking. HDO of lignin-derived bio-oil with Ni/SZ-3 catalyst yielded 54.99% cyclic alkanes and around 7.82% aromatic hydrocarbons. Recently, the effective formation of active sites due to the interaction of nickel (Ni), silica (SiO2), and titania (TiO2) was studied by Lu et al. [194] for the catalytic hydrodeoxygenation of guaiacol. Cyclohexane was found to be one of the major products (90%) at optimum temperature and pressure conditions (200–220 °C), while 40–60% benzene was also formed at a higher temperature range when 2:1 Ni/SiO2–TiO2 was used. Ni/SiO2 catalyst supported on beta zeolites (Hβ zeolite) also exhibited higher cyclohexane yields (91.7%) [195] when hydrodeoxygenation of guaiacol was carried out at a very low temperature of about 140 °C. Interestingly, iron catalysts supported on silica (Fe/SiO2) were used for gas-phase hydrodeoxygenation (673 K, 1 atm) of guaiacol units yielding about 38% benzene–toluene (BT) with around 74% HDO conversion [196].
Non-metallic catalysts were also used in the form of their oxides, nitrides, carbides, or phosphides, which were found to be exceptional in the HDO of lignin model compounds.
Phosphide-supported Ni catalysts with varying Ni/P ratios were also investigated for the conversion of guaiacol into hydrocarbons via atmospheric HDO, where Ni/P = 1 exhibited 58.7% benzene yield in a continuous reactor operating at 300 °C [197]. Silica-supported metal phosphide catalysts such as Ni2P/SiO2, Co2P/SiO2, and MoP/SiO2 were also tested for obtaining fuel additive-based deoxygenated products such as benzene [198]. The HDO reaction resulted in a 60% benzene yield for Ni2P/SiO2 catalyst followed by 52 and 53% for Co2P/SiO2 and MoP/SiO2, and these were obtained at higher contact times (20.2 min). ZSM-5 acidic support in combination with Ni2P was also used for HDO of m-cresol, and the results showed that the catalyst was highly selective towards the formation of 90% methylcyclohexane as a product, and it was also found to be moderately recyclable for further reactions [199]. Nickel phosphide catalysts on various supports such as alumina, silica, and zirconia were also tested for the HDO reaction of guaiacol and Ni2P/SiO2 catalyst exhibited around 71.9% selectivity towards benzene which was found to be higher in comparison to Ni2P/ZrO2 (32.4%) and Ni2P/Al2O3 (30.9%) catalysts [200].
Increased usage of bulk molybdenum oxide catalysts have been observed for the catalytic HDO of lignin-derived phenolic compounds [201, 202]. Zhang et al. synthesized two different catalyst-reduced and pristine MoO3 and conducted the HDO reaction in a stirred autoclave reactor under H2 and N2 atmosphere on various monomeric units such as phenol, eugenol, vanillin, guaiacol, diphenyl ether, o-cresol, and trans-anethole. Oxygen vacancy of MoO3 attributed to the aromaticity of hydrocarbons paved the way towards high benzene selectivity (97.2% for phenol) during hydrodeoxygenation, and the catalyst also proved to be highly recyclable [203].
Carbon-supported molybdenum catalysts were also used for vapor-phase HDO of lignin-derived phenolic mixture [204]. Mo2C catalyst exhibited a 40% yield of benzene when the reaction was carried out using anisole as a model compound. High yield of aromatics (above 90%) such as benzene and toluene were also observed when the catalyst was treated on phenolic compound mixtures consisting of anisole, m-cresol, guaiacol, and 1,2-dimethoxybenzene. TiO2-supported Mo2C, MoP, MoO3, and Mo2N catalysts were also employed to produce benzene and cyclohexane products after HDO of phenol and 15 wt% of Mo2C supported on TiO2 exhibited the maximum HDO activity and about 90% benzene selectivity was obtained for all the catalysts [205].
(c) Bimetallic catalysts
Bimetallic catalysts have gained widespread attention by several researchers owing to the effective synergistic effect between two different metals, causing enhanced selectivity towards the desired products in comparison to other monometallic catalysts [206]. The introduction of a second metal as a promoter has proved to be successful in maximizing yields to the required products. Improving the product yield is crucial in lignin conversion due to its complex structure which paves the way towards recondensation and formation of undesired products. Hence, the addition of a second metal has proved to enhance the catalytic activity, thereby improving the product selectivity [207].
Conventional bimetallic sulfide catalysts were used on the lignin-derived monomeric units for the production of oxygen-free hydrocarbons [208]. Yoosuk et al. [209] suggested the usage of unsupported amorphous sulfide catalysts (Ni-Mo sulfides) for HDO of phenol. Interestingly, Ni/(Mo + Ni) ratio contributed a significant part in the promotion of the catalyst, and around 96.2% conversion was achieved by Ni-Mo-S-0.3 catalyst with benzene and cyclohexane selectivity of 30.4 and 52.4%, respectively according to literature.
Application of sulfide cobalt and molybdenum-based catalysts such as MoS2, CoMoS with alumina supports (MoS2/γ-Al2O3 and CoMo/γ-Al2O3) in hydrodeoxygenation of guaiacols, was discussed by Bui et al. [210]. The study showed that the presence of cobalt in combination with molybdenum sulfide (MoS2) elevated the HDO performance. The reaction was carried out with the continuous passage of H2S to maintain the sulfide state of the catalyst, and the primary product was found to be cyclohexane for MoS2 (acidic nature) and benzene for CoMoS catalyst. But, a study conducted by Lin et al. showed that CoMo catalyst produced phenol and methyl phenol as major products when guaiacol was subjected to hydrodeoxygenation, and the sulfide catalysts posed serious coke formation during the course of the reaction [158]. The deposits of the conventional metal-sulfide-based catalysts were found to affect the catalytic activity by choking and plugging of catalyst beds and blocking catalytic sites [211]. Also, the stability of sulfide catalysts involved continuous co-feeding of H2S, which had a very high possibility of catalyst deactivation due to the high oxygen content in lignin-derived bio-oils and also leading to contamination of the final products [212]. Thus, significant efforts have been made to develop non-sulfide metal-based catalysts on various supports such as carbon and zeolites for bio-oil upgrading.
Noble metal catalysts such as ruthenium and rhenium were fixed on various supports to yield hydrocarbon products [213]. Hydrogenolysis of the C–O bond present in guaiacol was further enhanced using rhenium (Re) in the bifunctional Ru–Re catalyst supported on carbon owing to its acidic behavior causing dehydration to cyclic alkanes. Around ~ 57% cyclohexane selectivity was achieved by using RuRe/C (0.5) catalyst during its catalytic transfer hydrogenation (CTH) with guaiacol and 2-propanol as lignin model compounds. HDO activity was further studied by the usage of various carbon supports such as activated carbon (AC), carbon black (Vulcan carbon (VC)), and multi-walled carbon nanotube (MWCNT) in the Ru–Re metallic combination [214]. Enhanced cyclohexane selectivity (41%) and recyclability were observed by RuRe/MWCNT owing to the effective C–O bond cleavage attributed to the oxophilic nature of Re during HDO of guaiacol.
Interestingly, noble metals were also coupled with non-noble metallics for improved deoxygenation due to their unique synergistic effect and to lower the cost of using noble metals. Monoliths such as Pt–Sn coated with CNF (carbon nanofibers)/Inconel were used as HDO catalysts with guaiacol and anisole as lignin-derived monomers. It resulted in BTX formation after complete deoxygenation and trans-alkylation steps. Hence, this catalyst exhibited favorability towards bio-oil upgradation [215]. Bimetallic Pd–Fe catalysts [184] supported on carbon were also used for the HDO of guaiacol in the vapor phase, and the results exhibited a deoxygenated product yield of 83.2% (benzene, toluene, and other alkylated hydrocarbons) when the reaction was carried out using 2Pd–10Fe/C at 450 °C. This dual combination portrayed a higher HDO activity to yield complete deoxygenated products in comparison to other monometallic catalysts such as Cu/C, Fe/C, Pd/C, Pt/C, and Ru/C.
Iron–ruthenium oxide catalyst (FeReOx/ZrO2) also showed the highest BTX yield of about 50.5 wt% when HDO was carried out using anisole, m-cresol, and guaiacol since zirconia and ruthenium were found to be effective dehydration promoters [216].
Modified titania on Pd/SiO2 was also studied for its HDO activity (280 °C) with guaiacol, and a similar interaction of TiOx–Pd attributing to the formation of deoxygenated products such as cyclohexane (80% yields for Ti2.0Pd/SiO2) [217]. For conversion of lignin-derived phenolics into transportation fuel, bimetallic Cu–Ni catalysts supported on pure MCM-41 and Ti incorporated MCM-41 porous materials were also used in the HDO reaction using lignin-derived guaiacol [202]. CuO and NiO combination with Ti-MCM-41 exhibited excellent reduction properties. Higher guaiacol conversion and selectivity were observed in CuNi/Ti-MCM-41 in comparison to CuNi/MCM-41 due to the presence of strong acid sites generated by tetrahedrally coordinated Ti species within the silica geometry leading to abundant hydrogenolysis and dehydration with the hydrogenated sites of Cu–Ni. This proves that Ti-MCM-41 serves as productive catalyst support for the HDO of lignin-derived phenolics to saturated hydrocarbons. Also, Fang et al. [218] explained the strong synergistic effect of Ni along with the oxophobic nature of Fe which led to a more excellent cyclohexane selectivity (99.8%) when Ni–Fe (5:1) catalysts supported on CNT were subjected to HDO reaction by the usage of guaiacol as substrate.
Polyoxometalates (POMs) having comparable oxidation/reduction traits along with Bronsted acid sites were also used as a support for molybdenum during HDO of anisole and 4-propyl guaiacol. POM/TiO2 exhibited a 44% yield of benzene along with 12% alkylated aromatic hydrocarbons when the reaction was carried out using 4-propyl guaiacol. HDO resulted in propyl benzene and alkylated propylbenzenes as major products [196]. Table 3 gives the list of several HDO catalysts that have been used in the conversion of lignin model compounds into fuel additive products such as BTX, cyclohexane, and other hydrocarbons.
5.2 Stepwise approach for conversion into fuels
The multiple-step approach was found to be a significant route for the conversion of lignin into oxygen-free products in comparison to the one-step processes which yielded low oxygen content aromatic monomers. The bio-oils produced from biomass by various thermochemical technologies proved that it is composed of more than 400 compounds. These chemicals strongly correspond to the feed composition. Though the separation of the various chemicals remains confronted due to profound difficulties, several earlier reports suggest the qualitative analysis of the derived bio-oil [228]. It is also prevalent that bio-oils are composed of varying sized molecules, which are principally derived from fragmentation reactions of the three essential constituents of biomass, namely, cellulose, hemicellulose, and lignin. In this section, we concentrate on the bio-oils derived from lignin and study the various upgradation methods [229]. Numerous methods were stated for the production of phenolic derivatives from various lignin sources in the form of lignin-derived bio-oils [230,231,232,233]. The products derived from the fast pyrolysis of lignin are the cheapest renewable green liquid fuel from bio-waste today. But this pyrolysis oil remains unsuitable for industrial fuel application due to its instability resulting from high oxygen proportion. An integrated approach for the complete removal or reduction in the oxygen content of the bio-oil is essential for industrial commodity feedstock. Moreover, stabilized bio-oil is unsuitable to be used directly as a fuel because of its intrinsically low energy content (calorific value < 20 MJ/kg) and high oxygen content of about 30–50%. Therefore, a further centralized upgrading is preferred to produce deoxygenated fuel products that are commercially compatible [234]. Hence, methods of direct hydrotreating of lignin to obtain a higher fraction of deoxygenated products are critical.
The two-step reactions are the most popularly practiced method lately, which fundamentally involves a depolymerization step for the production of aromatic lignin monomeric products and an upgrading step which is carried out based on the type of product desired [235,236,237]. There are numerous depolymerization techniques such as different pyrolysis technologies, hydrothermal liquefaction, hydrogenolysis, and single-step HDO. The products obtained from these processes are further upgraded by oxidation, hydrogenation, or hydrodeoxygenation (HDO); of these HDO, is the most promising and widely analyzed technology. The most suitable upgradation method is chosen based on the product, one desires.
5.2.1 Depolymerization–hydrotreatment
Important technology adopted for upgradation of lignin-derived bio-oil is catalytic hydrogenolysis, which has drawn broad attention lately. This method provides gratifying results in the production of oxygen-free compounds by selective cleavage of ether bonds present in bio-oil and enhancing the hydrogen content in it. Moreover, in this process, the hydrogenolysis takes place without any reaction with the aromatic ring, thereby preserving it in the case where aromatic compounds are desired or further hydrogenated if alkanes are desired [238]. Elaborate research has been carried out in the past few decades for the catalytic upgrading of lignin-derived bio-oil and comparatively studied by analyzing the upgradation of the lignin model compounds using noble metal, transition metal, sulfided metallic catalysts, etc.
Ning Yan et al. studied a two-step process for the selective depolymerization of wood lignin using noble metal catalysts. In this method, the production of methanol and alkanes were done by depolymerization, followed by the hydrogenation technique. Lignin depolymerization was done with activated carbon-supported catalyst, namely, Ru/C, Pd/C, Rh/C, and Pt/C under hydrogen atmosphere. The products obtained from this step include primarily four lignin monomers, guaiacylpropane, syringylpropane, guaiacylpropanol, and syringylpropanol. The results showed that the yield (in wt%) indicated that 33.6% of monomers and 8.7% of dimers were obtained. Also, the addition of H3PO4 (0.2 wt%) increased the efficiency of the process to 37.9 wt% monomers and 9.9 wt% dimers. The monomers and dimers thus obtained from the depolymerization step were further subjected to the second step hydrogenation process into alkanes and methanol. The products produced at the end were reported as 42 wt% C8–C9 alkanes, 10 wt% C14–C18 alkanes, and 11 wt% methanol [239]. Liquefaction is another well-known depolymerization technique and has huge precedence in comparison to other thermochemical techniques. It is a superior method due to the single-step production of lignin-derived bio-oil without the need for any prior drying. This suggested more significant economic benefits resulting from low energy consumption [240, 241]. Yet another coupled reaction (depolymerization–hydrogenolysis) in a single pot was discussed by Yi Shao et al. using niobium-based catalysts. Generally, The C–O bonds present in the aryl ethers are strong, and hence it is a tedious task to break these C–O linkages. However, it is essential that the reaction does not disrupt the structure or the aromatic rings but only selectively breaks the C–O linkages. It is thus vital to promote the cleavage of the C–O bond rather than to hydrogenation of the aromatic rings to selectively produce arenes from lignins. To address this, a Ru/Nb2O5 catalyst was used to produce liquid hydrocarbons under mild reaction conditions of 250 °C and 0.7 MPa hydrogen pressure for 20 h. A total mass yield of 35.5% of liquid hydrocarbons and 29.9% C7–C9 hydrocarbons were reported [242]. Huang et al. described a favorable catalytic depolymerization reaction conducted in the presence of a reusable Ru/SiC catalyst, which is capable of being regenerated by calcination reaction without altering the catalytic performance of the catalyst. The lignin oil is extracted using a hydrocarbon solvent, hexane. Further, hydrotreatment of the lignin oil was conducted in different solvents using MoO3 catalyst [243]. The lignin obtained from wood biomass was converted by early-stage catalytic conversion into bio-oils along with cellulose pulp. Subsequently, the lignin oils obtained were catalytically upgraded in the presence of Ni/SiO2 catalyst under H2 pressure. The selectivity of the catalyst is high towards aliphatics or aromatics. The process mainly renders two-branched hydrocarbons (gasoline: C6–C10, kerosene/diesel: C14–C20). The hydrocarbons obtained by this process are predominantly oxygen-free and hence are used as engine-grade fuels [244].
Aqueous-phase hydrogenation of pyrolytic lignin oils was studied by Haoxi Ben et al. for the production of renewable gasoline. The method inferred that the pyrolysis oil contains a water-soluble phase and a water-insoluble phase. Of these, the water-insoluble phase is tedious to upgrade due to the complex aromatic molecular structure. A two-step method was adopted for the hydrogenation of the insoluble pyrolysis oils, i.e., heavy oil. The first step was found to produce aromatic molecules by the hydrolytic disruption of ether linkages and methoxy bonds. The second step of hydrogenation was performed to convert the residual unconverted heavy oil to aliphatic alcohols and aliphatic compounds for effective utilization as gasoline [245]. Zhao et al. elaborated on the catalytic upgradation method for the production of aromatics from pyrolytic lignin bio-oil. The reaction of pyrolytic oils (PLs) with the ZSM-5 catalyst resulted in boosting the yield of aromatic compounds with approximately 40% of carbon yield with a low release of sulfur effluents. The results with ZSM-5 depict its high selectivity towards aromatic hydrocarbons of 87% and ruggedness of the catalyst towards coke formation. Thus, the pyrolysis reaction of PLs is a novel approach for the production of fuel additives and a range of chemicals [246]. Bi et al. depicted a catalytic depolymerization methodology for the conversion of lignin into green fuel which produced C8–C15 aromatics with a selectivity of 94.3%. The first step of the reaction involves the catalytic pyrolysis of lignin in a continuous flow pyrolysis reactor, which produces a large fraction of oxygenates, mainly phenolic derivatives of lignin with a low quantity of aromatic hydrocarbons. In order to improvise on the number of aromatics, the reaction was catalyzed by HZSM-5. This step was followed by alkylation to generate C8–C15 aromatics by a catalytic reaction using ionic liquid catalyst of [bmim]Cl-2AlCl3 at 500 C accompanied by a hydrogenation reaction in order to reduce the amount of oxygenates. The results from the catalytic deconstruction of lignin depicted maxima of C6–C8 aromatics at 500 °C with a HZSM-5 selectivity of about 75%. The alkylation reaction aided a high conversion of the typical monomers such as benzene, toluene, naphthalene, and methylnaphthalene [247]. Yet another significant technique for the hydrocarbon production from PLs obtained by the removal of water-soluble phase from lignin was chosen as the feed material whose upgrading is done in a dual reactor system with HZSM-5 at atmospheric pressure. Due to the highly viscous nature of the derived PLs, it is pivotal for co-processing with tetraline. The experimental observations show a satisfactory aromatic hydrocarbon yield of 84 wt% [248]. Therefore, zeolites are incredibly popular in the catalytic upgrading of lignin oil derived from the pyrolysis step.
5.2.2 Depolymerization–hydrodeoxygenation
The most prevalent method of upgrading bio-oil is hydrotreating. Catalysts are broadly used in the petroleum industry for the upgradation of pyrolysis oil [249, 250]. Zakzeski et al. proposed a method for the production of aromatics and hydrogen from lignin using a depolymerization-reduction technique. Here, the depolymerization technique used was liquid-phase reforming (LPR). The lignin was solubilized in an ethanol/water mixture, and it was reported that the solvent exceedingly magnified the solubility of lignin and culminated in the yield of aromatic products in a single-pot LPR step. The reforming reaction was Pt/Al2O3 catalyzed, and 17% lignin-derived guaiacol products were isolated. Very minimal char formation is one of the greatest advantages of the liquid-phase reforming technique. Subsequently, the products from LPR are charged to a second catalytic conversion step using reduction catalysts in the presence of 30 bar H2 at a temperature of 273 K. In conclusion, variations in the product compositions were observed with organosolv or bagasse lignin as compared to the kraft lignin. Due to the use of NaOH as a co-catalyst, a high monomeric product yield of 11.6% for organosolv lignin was noted while sugarcane bagasse produced only 2.2% aromatics [251]. Jongerius et al. propounded another promising two-step method for the conversion of lignin into fuel-grade products by liquid-phase reforming followed by hydrodeoxygenation. The first step entails LPR of lignin with 1 wt% Pt/γ-Al2O3 catalyst in alkaline ethanol–water mixture. The products obtained from this step are highly oxygenated lignin-derived monomeric products which are not fit for utilization as fuels due to the vast portion of oxygen present in them. A second step is carried out for the removal of oxygen from the LPR products by HDO reaction using dodecane as solvent at 300 °C and under 50 bar hydrogen pressure on CoMo/Al2O3 and Mo2C/CNF catalyst. The products majorly obtained from these steps include benzene, toluene, and xylenes, and ethyl methyl benzenes, which are primarily used as fuel additives [236]. A propitious two-stage process for the production of hydrocarbons and alkylphenols through successive hydrogenolysis followed by HDO was done by Lin et al. This involved hydrogenolysis as its first step leading to a monomeric product yield of about 19.2% by the usage of Pd/C, CrCl3, and methanol as solvent. The best liquefaction of lignin (around 82.6%) was also observed with Pd/C and CrCl3 at 280 °C and a reaction time of about 5 h. Due to the lack of stability and increased oxygen content in the depolymerized products, an upgradation step (HDO) was conducted using 2 wt% Ru/TiO2 catalysts (prepared by photochemical methods) at 300 °C under 10 bar H2 pressure. The results show that 26.5% yield of hydrocarbons along with 49.7% alkylphenols (containing 24.5% of arenes along with 2% of cyclohexane) was formed [252].
Intriguingly, a potential three-step strategy was pronounced by Lofstedt et al. for biodiesel production from lignin. The feed for this process was kraft lignin obtained from black liquor by precipitation. The first step involves the use of a mild Ni-catalyzed transfer hydrogenation/hydrogenolysis using 2-propanol, which gave a lignin residue comprising of ethers, carbonyls, and olefins. This residue was further esterified in the second step using an organo-catalyst with an in situ tall oil fatty acid (TOFA) anhydride at 130 °C under vacuum gave an esterified lignin residue that was highly soluble in light gas oil. The esterified products were processed with light gas oil (LGO) in a flow reactor to yield a completely deoxygenated diesel product. This technique revealed the viability of recycling both the catalyst and solvent by precipitating lignin using isopropanol as an H donor for the Ni-catalyzed hydrogenolysis [253]. Indeed, this technology will enhance the progress of new methods to treat commercial lignin in prevailing oil refineries for standardized widespread transportation fuels in the future.
6 Gaseous fuels
From the literature, we can observe that various thermochemical processes such as gasification, pyrolysis, and steam reforming were adopted for the conversion of biomass-based resources such as lignin into useful gases which can have widespread applications (heat, electricity, etc.) [254]. The various gaseous products are obtained via gasification of lignin which includes synthetic gas (CO + H2), hydrogen gas (H2), methane (CH4), etc. Synthetic gas, which is a combination of CO + H2, proves to be one of the important gaseous fuels used for the production of various diesel and liquid fuels and can be considered to be a prime substitute to other fossil fuels for generating power [255]. Hydrogen gas, on the other hand, is also regarded as a clean gaseous fuel because of its zero-polluting effect caused due to the evolution of only water vapor during combustion. Figure 10 gives a brief idea about the conversion of lignin into gaseous products through pyrolysis, steam reforming, and gasification, respectively.

Gaseous fuel production from lignin: pyrolysis, steam reforming, and supercritical gasification
6.1 Pyrolysis
The pyrolysis method was adopted initially for the gasification of lignin, and it was carried out at higher temperature ranges of around 650–1000 °C. Iatridis et al. studied the pyrolysis of precipitated kraft lignin in an electric screen-heater at 650 °C and 120 s pyrolysis time, which yielded 4.8 wt% CH4, 9.2 wt% CO, etc., along with other gases and phenolic liquids. A similar apparatus was used for the pyrolysis of milled wood lignin at temperatures higher than 1000 K, which yielded CO 18.24 wt%, CH4 3.07 wt%, and CO2 4.01 wt% as the major gaseous products. [256]. Conventional primary pyrolysis of Klason lignin (from almond shells) and kraft lignin (from eucalyptus wood) were also carried out by Caballero et al. in a pyrophobe apparatus [257, 258]. The former was examined for 20 s reaction time under various temperatures with maximum gas yields—2.47% CH4, 9.29% CO, and 6.98% CO2 at 800 °C—while the latter exhibited maximum gas yields—4.91% CH4, 12% CO, and 9.53% CO2 at a higher temperature range of 750–800 °C for 30 s pyrolysis time. Fast pyrolysis of lignin focusing on hydrogen production was experimented by Baumlin et al., which adopted two different reactors—image furnace reactor and an electric furnace for the pyrolysis of kraft (KL) and organocell lignins (OCL). The GC analysis done after recovering the vapors with the help of zeolite cartridges reported high yields of hydrogen (50 mol%) and syngas (87 mol%) when pyrogasification of KL was carried out in an electric furnace at 980 K, and it was comparative with the H2 yields of image furnace (50 mol%). A very few works based on lignin pyrolysis to gaseous products were studied in the past few decades, which also reported varying H2 fraction yields leading to inconsistency [259]. Recently, a combination of both pyrolysis and gasification reactions of lignin was performed in a fixed bed two-stage catalytic reaction systems for hydrogen gas production [260]. With nitrogen carrier gas and nickel catalysts, the reaction mixture was heated to a pyrolysis temperature of 500 °C for 30 min followed by 800 °C heating in the second reactor. About 60% vol yields of H2 were reported when lignin was gasified with Ni Zn–Al (1:1) catalyst due to its excellent catalytic performance, and the major gaseous constituents were found to be CO, H2, CO2, and CH4. The pyrolysis process is generally used to produce fuel products from biomass-based feedstock and has limited applications in the conversion to gaseous products. Moreover, the pyrolysis process takes place in the absence of air/oxygen which is not considered to be a feasible condition for producing useful gases. Hence, gasification processes are found to have an edge over commercial pyrolysis methods in gaseous fuel production [261].
6.2 Steam reforming and gasification of lignin-rich residues
Newer technologies such as aqueous-phase reforming (APR) and steam reforming were developed, which mainly focused on the production of hydrogen gas. But only limited research was done using lignin as feedstock. Researchers also turned their attention towards the production of gaseous products by re-using lignin-rich residues obtained from various biofuel industries.
Discussing steam reforming, Ferdous et al. (Reactors et al. 1985) conducted such a process using powdered Alcell and kraft at atmospheric pressure for the production of H2 and other medium heating value gases by the passage of steam at various flow rates. Conversion yields increased with an increase in temperatures (61% at 650 °C to 76% at 800 °C for Alcell lignin; 66% at 650 °C to 88% at 800 °C for kraft lignin). The experiment also analyzed the activity of steam reforming catalyst Ni/Al2O3, which showed a maximum of 63 mol% H2at 750 °C at 0.3 g catalyst loading (for Alcell lignin). It was also observed that the H2 yield increased from 47 to 51% with an increase in catalyst loading. CO yield also increased from 19 to 22 mol% with an increase in loading of catalyst from 0.1 to 0.3 g. Zakzeski et al. performed an APR of various types of lignin (kraft, soda, Alcell, sugarcane bagasse) with the combination of H2SO4 and 1% Pt/Al2O3 as catalysts. Highest H2 yield of about 8.83% along with 1.52% CO2 and 3.06% CH4 yields were observed for Alcell lignin, and similar yields were observed when the catalyst was recycled [262].
For maintaining a sustainable biorefinery, researchers also started working on the conversion of residues obtained from bioethanol (2G) production which were rich in lignin content into productive fuel gases. Oxygen and steam gasification of lignin-rich residues (from straw and cane) were experimented with by Cerone et al. [263]. The usage of steam as a co-gasification agent helped in upgrading the quality of the gaseous products along with the enhancement of the H2/CO ratio from 0.44 to 1.21, which proves to be one of the essential parameters for producing biofuels. This method resulted in higher syngas heating values (LHV 10.9 MJ/m3), and the maximum H2/CO ratio was found to be 2.08. Lignin was also exposed to microwave radiation under the action of nickel and iron catalysts for the production of hydrogen [264]. Maximum syngas selectivity of 84.5%, along with a 90% hydrogen recovery was observed when carbon dioxide reforming of kraft lignin waste was performed with 1.45 wt% Ni deposition on lignin alongside 0.1 wt% Fe as an active component. Thermally effective and efficient scalability of updraft gasifiers were capitalized by Cerone et al. [262] for the thermal gasification of residues procured from bioethanol-producing industries. Equivalence ratio (ER) of 0.25 was set during the air gasification (29.56 kg/h and 29.04 kg /h air flows) for producing high heating values. Sixty-four gasification efficiency was achieved with 27.2 g of H2, 696 g of CO, and 23.4 g of CH4 yields for 1 kg of residue as feed.
Effective gasification of lignin residues was also possible from the adoption of different gasification technologies (fixed bed updraft gasification (air), bubbling fluidized bed gasification (oxygen/steam), and indirect gasification (steam)) leading to 0.6–1.0 H2/CO yields and 18–80 g/Nm3 tar content [27]. Indirect gasification, which showed promising results yielded an average of 8.6 vol% H2, 13.9 vol% CO, 17.9 vol% CO2, and 5.9 vol% CH4 for lignin A (from the steam explosion of a wheat straw) while for lignin B (from enzymatic hydrolysis of softwood), the gas yields were 14.1 vol% H2, 15.6 vol% CO, 18.0 vol% CO2, and 6.9 vol% CH4. These productive yields contributed a major part to syngas production, which can be used for fermentation purposes. Even though gasification and aqueous-phase reforming processes have shown remarkable results in the production of gases such as methane and hydrogen from lignin, the limitations lie in the possibility of scaling up for commercial purposes due to the low yield.
6.3 Supercritical water gasification
A promising method called supercritical water gasification (SCWG) was effectively used for the conversion of lignin to gaseous fuel products due to its performance under lighter conditions (T < 450 °C) in comparison to other gasification operations such as pyrolysis, and steam reforming [265, 266]. Supercritical conditions (Tc = 374 °C, Pc = 22.1 MPa) cause the lowering of dielectric constant resembling organic solvents, which are polar at room temperature [267]. Hence, they are found to be exhibit high diffusion and heat transfer rates showing enhanced solubility with gases and organic compounds in a continuous phase along with efficient recoverability from reactor discharges [268, 269].
Hence, supercritical water (SCW) plays a dual role as both reactant and solvent and paves the way for the production of gaseous fuel products with minimum coke formation [270]. The presence of heterogeneous catalysts [271] played a crucial part in improving gasification efficiencies. Lignin was gasified at low temperatures under supercritical conditions in the presence of different catalysts such as NaOH, Ni/Al2O3, and Ru/TiO2. Interestingly, Osada et al. [26] used CHEMKIN III [272] for the determination of different gaseous compositions during lignin gasification. Ni/Al2O3 exhibited higher water-soluble yields and lesser solid yields in comparison to NaOH, while Ru-supported catalyst (Ru/TiO2) showed negligible solid products with carbon yields of around 31.1 C%. At 0.33 g/cm3 water density, Ru/TiO2 showed the highest gasification rates with gas yields—14% H2, 44% CO2, and 41% CH4. A study also revealed the effect of water density and the two-step mechanism behind gasification, which involved breaking down lignin into lower molecular weight units followed by their catalytic gasification under supercritical conditions. Osada et al. carried out the SWHG of lignin and 4-propyl phenol (lignin model compound) in a stainless steel bomb reactor over supported metallic catalysts (Ru, Rh, Ni, Pd, Pt, etc.). The gas yields were around 60–70% at 0.1–0.2 g/cm3 water density, while it reached 100% when the water density was > 0.33 g/cm3 due to the increased lignin–catalyst contact. Experimental results revealed that Ru showed the highest selectivity towards methane, while Ni followed by Pd exhibited higher selectivity towards carbon dioxide and hydrogen [272]. A comparison [25] on the stability of various ruthenium catalysts supported on titania (TiO2), carbon, and alumina (Al2O3) respectively on lignin gasification under supercritical conditions was also done which revealed maximum stability and recyclability of Ru/TiO2 in comparison to other catalysts such as Ru/C and Ru/γ-A2O3 which undergo a reduction in catalytic surface area when used for a prolonged period. Interestingly, Resende et al. described the usefulness of quartz reactors in eliminating the possible catalytic effects from metallic walls [273]. The effect of temperature, reaction times, and the reactor surface during the SCWG of lignin was studied. Higher temperatures and stainless steel walls (for catalysis) were found to be essential to obtain higher gas yields for non-catalyzed lignin SCWG, while high O, H, and C yields were possible in quartz reactors. An increase in gas yields was observed at higher temperatures, i.e., from 365 to 725 °C, the methane yields increased from 0.6 to 9%, carbon dioxide yields increased from 3.5 to 10.7%, and hydrogen yields increased from 0.1 to 7.5%. A range of various charcoal-supported noble metal catalysts (RuCl3/C, Ru(NH3)6Cl3/C, Ru(NO)(NO3)3/C, RhCl3/C, Rh(NO3)3/C, Rh(acac)3/C, Pt(NH3)4(NO3)2/C, PdCl2/C, etc.) were also put into experimentation for gasification of lignin under supercritical conditions by Yamaguchi et al. and the results produced hydrogen and methane as their major products (results are shown in Table 4) [275]. Maximum activity was observed by Ru (NO)(NO3)3/C catalyst, which showed 75.4 C% gas yields along with 3.1% H2, 2.8% CO, 41.9% CH4, and 51.4% CO2. Metal salt-supported catalysts also showed increased reactivities during SCWG of lignin resulting in higher gas yields, while chloride anions hindered gasification due to its adsorption on the metal surface. Carbohydrates such as glucose, fructose, cellulose, lignin, xylan, and pulp also served as feedstocks in the supercritical gasification of lignin using different nickel and ruthenium catalysts (Ni/α-Al2O3, Ni/hydrotalcite, Raney nickel, Ru/C, and Ru/Ɣ–Al2O3). Ni/hydrotalcite (2 wt%, 120 mg Ni) catalyst expressed a higher hydrogen selectivity of around 20–25% [276]. The average amount of gaseous products formed during the gasification of the carbohydrates was around 10% (CO, CH4, CO2, H2). The need for prolonged reactivity of catalysts was found to be important in commercial-scale gasification reactions. Reduction of gas yields due to the presence of sulfur compounds was clearly explained by Osada et al. [274], which effectively capitalized its previous study [272] regarding the order of reactivity of different metallic SCWG catalysts (Ru > Rh > Pt > Pd >Ni) at 673 K. It was found that the increase in sulfur impurities hindered gas yields due to their detrimental effect on the active sites of Ru catalyst, i.e., with an increase in S/Ru molar ratio (0 to 4) sharp decrease in gas yields (100 to 20 C%) was noted for both Ru/C and Ru/TiO2 catalysts. Hence, a catalyst that showed profound insensitivity towards sulfur such as Ni/Al2O3–SiO2 was used in the sub/supercritical gasification of lignin [277]. At a temperature of 500 °C and a reaction time of 20 min, the yields of CO2, H2, and CH4 were found to be 8.1 mmol/g, 5.15 mmol/g, and 2.6 mmol/g respectively. Higher temperatures of about 550 °C, favored hydrogen (up to 36 mol%) and carbon yields (up to 41 mol%). Gasification of lignin was also carried out using nickel catalysts supported on MgO under supercritical conditions [276] where excellent catalytic performance was exhibited at 873 K with 10 wt% Ni loading. Yamaguchi et al. utilized bifunctional (reduced and non-reduced) catalysts (Pd(II)Ni(II)/C, [PdNi]red/C, [Pd]redNi(II)/C, etc.) for SCWG of lignin [278]. Despite having a lesser activity in comparison to Ru catalysts, non-reduced Pd(II)/C and Ni(II)/C exhibited higher selectivity of H2 (15%) and CO2 (7–10%) in comparison to other metal catalysts owing to their bimetallic synergetic effect.
The cost-effectiveness and excellent coke resistance of Ni–Co combination supported on Mg–Al were used for the production of environment-friendly hydrogen gas via supercritical water gasification of lignin [279]. The reaction carried out in a batch reactor under operating conditions of 650 C and 26 MPa showed the best performance with a high gas yield of (12.9 wt%) and hydrogen yield (2.36 mmol/g) with 2.6Ni–5.2Co/2.6 Mg–Al catalyst prepared by co-precipitation method. It was observed that the catalyst showed enhanced activity along with improved properties when prepared by the co-precipitation method in comparison to other impregnation methods [280].
For the first time, Kang et al. adopted a methodology called central composite design (CCD) for the experimental and statistical modeling of lignin supercritical water gasification under non-catalytic conditions to predict the maximum product yields and to minimize the test runs [281]. This was used to obtain different correlations between parameters such as temperature, pressure, and water/biomass ratio to provide accurate statistics. By carrying out this reaction under certain conditions, it was observed that a maximum gas yield of 16.1 wt% and H2 yield of 1.59 mmol/g were obtained at 651 °C and 26 MPa. Kudo et al. proposed a hydrothermal reforming for supercritical gasification of lignin for the production of gaseous fuels which can replace the existing natural gas. When the reaction was carried out in a batch reactor at 350 °C in the presence of 0.1 M Na2CO3, Ru–N/AC exhibited the highest yield of gaseous products (19.3% CO2, 46.3% CH4, 2.7% H2) with 87.9% CGE on a higher heating value basis. The alkaline medium also helped in the prevention of lignin repolymerization, causing sufficient cleavage of bonds for improved gasification yields [282].
The synthesis of gaseous fuels by using lignin alone as feedstock is still under research, and hence, only a limited amount of works has been published. The current methods are done only on a bench or pilot scale. The gasification process involving high yields of useful fuel gases is to be commercialized to utilize the waste lignin residues produced by industries.
A set of catalysts that have been used in the processing of lignin into useful gaseous products are depicted in Table 4.
7 Challenges and prospects of lignin-based biorefinery
The review highlights the potential of lignin in the conversion of different forms of fuels such as solid, liquid, and gaseous fuels using various treatment strategies. A thorough analysis of the products generated by each methodology gives us a clear idea that liquid fuel generation is more feasible in comparison to other forms of fuels. On a geo-specific note, lignin waste has been used as a solid heating source after it is discarded from the 2G ethanol plants in India. Owing to the severe environmental complication caused by the direct burning of the waste lignin, the lignin-based biorefinery concept was introduced to process it into useful chemicals and fuel products [283, 284].
Lignin, a polymer composed of several phenolic compounds is connected by various types of C–C and C–O–C bond linkages, and their composition is influenced based on the feedstock used. The problem associated with lignin valorization is the recalcitrant nature that makes it difficult to depolymerize into fuels. Industrially obtained lignin such as kraft, sulfite, and organosolv lignin employs harsh reaction conditions to remove lignin from biomass feedstock [285]. This results in the condensation of the reactive C–O–C bonds into unreactive C–C bonds and thus making its structure even more recalcitrant towards reaction [286]. Existing technologies are primarily focusing on the depolymerization of this industrially obtained lignin into liquid fuels. However, the overall energy input is much higher when compared to its energy output; thereby, its efficiency is quite poor. Scaling up with this poor energy efficiency is not economically feasible, and therefore, the lignin-based biorefinery is still in its earlier stages of development. To tackle this problem with extraction, preserving the structure of lignin before its removal by applying milder conditions can be considered as one possible solution. This is called the concept of “lignin first,” which focuses on treating the lignocellulosic biomass to first separate followed by the processing of cellulose and hemicellulose [287]. Thus, obtained lignin is termed as native lignin where most of its C–O–C bonds are preserved and ready for further reaction. This technique has shown positive results as the yield of lignin monomers is said to be a function of the square of β–O–4 bonds (C–O–C bond) retained after extraction [143]. Bosch et al. conducted a model catalytic biorefinery approach, where at first the lignin was removed from birch sawdust using Ru/C with methanol as solvent [288]. The obtained lignin oil consisted of propylguaiacol and propylsyringol units that can be further processed into fuels and chemicals by HDO. While the remaining carbohydrate pulp is used for the production of bioethanol, xylitol, etc. A prospective lignin-based biorefinery could be developed when it is integrated with 2G ethanol production as a separate lignin waste processing unit. But the economic aspects are to be taken into account along with the optimization studies to convert it into a feasible large-scale industrial unit.
8 Conclusions
The depletion of conventional fuel sources has caused a significant necessity to switch towards renewable energy sources such as the conversion of lignocellulosic biomass feedstocks into biofuels. Lignin, a natural recalcitrant polymer is one of the components present in biomass and is a source of aromatic compounds. The potential of lignin waste in India is validated by surveying the by-products generated from the second-generation ethanol plants and paper and pulp industries. The main focus on the conversion of lignin waste into biofuels arose due to the widespread necessity to switch towards renewable energy attributed to the fast-depleting conventional fossil fuels. Effective solid fuel conversion from lignin was possible by slow or fast pyrolysis and hydrothermal carburization (HTC) techniques, while liquid fuel (automobile and jet fuels) conversion mainly involved pyrolysis and depolymerization followed by hydrotreating (hydrogenolysis, hydrodeoxygenation, etc.) which involved the removal of oxygenated species. Additionally, fuel-grade products were also formed by the treatment of pyrolysis vapors. Numerous researchers also investigated the production of gaseous fuel products such as syngas, hydrogen, and methane from lignin, and effective results were observed when the gasification was carried out under supercritical conditions (SCWG). Hydrodeoxygenation was found to be a productive method for the production of oxygen-free products such as cyclohexane, BTX, and several hydrocarbons for their usage as fuel additives in both automobiles and aviation engines. Even though effective treatment strategies have been developed by various researchers in the conversion of lignin into different forms of biofuels such as solid, liquid, and gaseous fuels, this key raw material is still under intense exploration by several researchers for their effective utilization to satisfy the energy needs of the future generation.
References
National Portal of India Agriculture | National Portal of India. https://www.india.gov.in/topics/agriculture. Accessed 12 Apr 2020
Chareonlimkun A, Champreda V, Shotipruk A, Laosiripojana N (2010) Catalytic conversion of sugarcane bagasse, rice husk and corncob in the presence of TiO2, ZrO2 and mixed-oxide TiO2-ZrO2 under hot compressed water (HCW) condition. Bioresour Technol. https://doi.org/10.1016/j.biortech.2010.01.037
Ahmad E, Pant KK (2018) Lignin conversion: a key to the concept of lignocellulosic biomass-based integrated biorefinery. In: Waste Biorefinery
Sangchoom W, Mokaya R (2015) Valorization of lignin waste: carbons from hydrothermal carbonization of renewable lignin as superior sorbents for CO2 and hydrogen storage. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.5b00351
Paper First (2019) Indian paper industry is poised to grow and touch 25 million in 2019-20 from 20.37 million tons in 2017-18 | PaperFIRST. In: ENP Publ. https://www.paperfirst.info/indian-paper-industry-is-poised-to-grow-and-touch-25-million-in-2019-20-from-20-37-million-tons-in-2017-18/. Accessed 11 Oct 2020
National Policy on Biofuels (2018) Cabinet approves National Policy on Biofuels - 2018
Ministry of Agriculture & Farmers’ Welfare (2015) Horticultural statistics at a glance 2015. Oxford Univ Press YMCA Libr Build 1 Jai Singh Road, New Delhi 110001, India
Amezcua-Allieri MA, Aburto J (2018) Conversion of lignin to heat and power, chemicals or fuels into the transition energy strategy. In: Lignin - trends and applications
Chio C, Sain M, Qin W (2019) Lignin utilization : a review of lignin depolymerization from various aspects. Renew Sustain Energy Rev 107:232–249. https://doi.org/10.1016/j.rser.2019.03.008
Ghysels S, Ronsse F, Dickinson D, Prins W (2019) Production and characterization of slow pyrolysis biochar from lignin-rich digested stillage from lignocellulosic ethanol production. Biomass and Bioenergy. https://doi.org/10.1016/j.biombioe.2019.01.040
Toloue Farrokh N, Suopajärvi H, Mattila O et al (2018) Slow pyrolysis of by-product lignin from wood-based ethanol production–a detailed analysis of the produced chars. Energy. https://doi.org/10.1016/j.energy.2018.08.161
Trinh TN, Jensen PA, Sárossy Z et al (2013) Fast pyrolysis of lignin using a pyrolysis centrifuge reactor. Energy and Fuels. https://doi.org/10.1021/ef400527k
Atta-Obeng E, Dawson-Andoh B, Seehra MS et al (2017) Physico-chemical characterization of carbons produced from technical lignin by sub-critical hydrothermal carbonization. Biomass and Bioenergy. https://doi.org/10.1016/j.biombioe.2017.09.023
Fan MH, Deng SM, Wang TJ, Li QX (2014) Production of BTX through catalytic depolymerization of lignin. Chinese J Chem Phys. https://doi.org/10.1063/1674-0068/27/02/221-226
Du X, Zhang H, Sullivan KP et al (2020) Electrochemical lignin conversion. ChemSusChem 13:4318–4343. https://doi.org/10.1002/cssc.202001187
Garedew M, Lin F, Song B et al (2020) Greener routes to biomass waste valorization: lignin Transformation through electrocatalysis for renewable chemicals and fuels productioN. ChemSusChem 13:4214–4237. https://doi.org/10.1002/cssc.202000987
Wijaya YP, Smith KJ, Kim CS, Gyenge EL (2020) Electrocatalytic hydrogenation and depolymerization pathways for lignin valorization: toward mild synthesis of chemicals and fuels from biomass. Green Chem 22:7233–7264. https://doi.org/10.1039/d0gc02782k
Azadi P, Inderwildi OR, Farnood R, King DA (2013) Liquid fuels, hydrogen and chemicals from lignin: a critical review. Renew. Sustain. Energy Rev
Saidi M, Samimi F, Karimipourfard D et al (2014) Upgrading of lignin-derived bio-oils by catalytic hydrodeoxygenation. Energy Environ Sci 7:103–129. https://doi.org/10.1039/c3ee43081b
Mortensen PM, Grunwaldt JD, Jensen PA, et al. (2011) A review of catalytic upgrading of bio-oil to engine fuels. Appl. Catal. A Gen.
Choudhary TV, Phillips CB (2011) Applied catalysis A : general renewable fuels via catalytic hydrodeoxygenation. Applied Catal A, Gen 397:1–12. https://doi.org/10.1016/j.apcata.2011.02.025
Li C, Zhao X, Wang A, et al. (2015) Catalytic transformation of lignin for the production of chemicals and fuels. Chem. Rev.
Shirai M, Hiyoshi N, Murakami Y et al (2012) Supercritical water gasification of organosolv lignin over a graphite-supported ruthenium metal catalyst. Chem Lett. https://doi.org/10.1246/cl.2012.1453
Yamaguchi A, Hiyoshi N, Sato O et al (2008) Lignin gasification over supported ruthenium trivalent salts in supercritical water. Energy and Fuels. https://doi.org/10.1021/ef8001263
Osada M, Sato O, Arai K, Shirai M (2006) Stability of supported ruthenium catalysts for lignin gasification in supercritical water. Energy and Fuels. https://doi.org/10.1021/ef060356h
Osada M, Sato T, Watanabe M et al (2004) Low-temperature catalytic gasification of lignin and cellulose with a ruthenium catalyst in supercritical water. Energy and Fuels 18:327–333. https://doi.org/10.1021/ef034026y
Liakakou ET, Vreugdenhil BJ, Cerone N et al (2019) Gasification of lignin-rich residues for the production of biofuels via syngas fermentation: comparison of gasification technologies. Fuel. https://doi.org/10.1016/j.fuel.2019.04.081
Koopmans A, Koppejan J (1997) Agricultural and forest residues - generation, utilization and availability. In: Regional consultation on modern applications of biomass energy
Hiloidhari M, Das D, Baruah DC (2014) Bioenergy potential from crop residue biomass in India. Renew Sustain Energy Rev 32:504–512. https://doi.org/10.1016/j.rser.2014.01.025
Daioglou V, Stehfest E, Wicke B et al (2016) Projections of the availability and cost of residues from agriculture and forestry. GCB Bioenergy 8:456–470. https://doi.org/10.1111/gcbb.12285
Jiang M, Zhao M, Zhou Z et al (2011) Isolation of cellulose with ionic liquid from steam exploded rice straw. Ind Crops Prod 33:734–738. https://doi.org/10.1016/j.indcrop.2011.01.015
Ma’Ruf A, Pramudono B (1823) Aryanti N (2017) Lignin isolation process from rice husk by alkaline hydrogen peroxide: lignin and silica extracted. AIP Conf Proc. https://doi.org/10.1063/1.4978086
Del Río JC, Rencoret J, Prinsen P et al (2012) Structural characterization of wheat straw lignin as revealed by analytical pyrolysis, 2D-NMR, and reductive cleavage methods. J Agric Food Chem. https://doi.org/10.1021/jf301002n
Jonglertjunya W, Juntong T, Pakkang N et al (2014) Properties of lignin extracted from sugarcane bagasse and its efficacy in maintaining postharvest quality of limes during storage. LWT - Food Sci Technol. https://doi.org/10.1016/j.lwt.2013.11.042
Hodgson-Kratky K, Papa G, Rodriguez A et al (2019) Relationship between sugarcane culm and leaf biomass composition and saccharification efficiency. Biotechnol Biofuels. https://doi.org/10.1186/s13068-019-1588-3
Abba HA, Zahari IN, Sapuan SM, Leman Z (2017) Characterization of millet (Pennisetum glaucum) husk fiber (MHF) and its use as filler for high density polyethylene (HDPE) composites. BioResources. https://doi.org/10.15376/biores.12.4.9287-9301
Feng Y, Zhao X, Guo Y et al (2012) Changes in the material characteristics of maize straw during the pretreatment process of methanation. J Biomed Biotechnol. https://doi.org/10.1155/2012/325426
Swain PS, Rao DS, Nagalakshmi D et al (2016) Nutritional evaluation of pulse screenings by in vitro gas production technique. Indian J Anim Res. https://doi.org/10.18805/ijar.11321
Samachar J (2011) Jowar Samachar. 8:1–8
Luthra P, Singh R, Kapur GS (2019) Effects of pre-treatments on pigeon pea stalk fibers
Rivilli PL, Alarcón R, Isasmendi GL, Pérez JD (2012) Stepwise isothermal fast pyrolysis (SIFP). Part II. SIFP of peanut shells - antifungal properties of phenolic fractions. BioResources 7:112–117. https://doi.org/10.15376/biores.7.1.0112-0117
Pathak BS, Jain AK, Singh A (1986) Characteristics of crop residues. Agric Wastes. https://doi.org/10.1016/0141-4607(86)90034-X
Souza Vasconcelos J, Henrique de Almeida D, Hendrigo de Almeida T et al (2014) Physical and chemical properties of fibrous residues of castor bean culture. Int J Agric For 4:75–78. https://doi.org/10.5923/j.ijme.20140402.05
Kumar P, Kumar V, Kumar S, et al. (2020) Bioethanol production from sesame (Sesamum indicum L.) plant residue by combined physical, microbial and chemical pretreatments. Elsevier Ltd
CIRAD (1991) Niger (Guizotia abyssinica), seeds | Feedipedia. https://www.feedipedia.org/node/12376. Accessed 27 Apr 2020
Moreira-Vilar FC, Siqueira-Soares RDC, Finger-Teixeira A et al (2014) The acetyl bromide method is faster, simpler and presents best recovery of lignin in different herbaceous tissues than klason and thioglycolic acid methods. PLoS One 9. https://doi.org/10.1371/journal.pone.0110000
Zhurka M, Spyridonidis A, Vasiliadou IA, Stamatelatou K (2020) Biogas production from sunflower head and stalk residues : effect of alkaline pretreatment
Jahan MS, Rumee JN, Rahman MM, Quaiyyum A (2014) Formic acid/acetic acid/water pulping of agricultural wastes. Cellul Chem Technol
Ross K, Mazza G (2010) Characteristics of lignin from flax shives as affected by extraction conditions. 4035–4050. https://doi.org/10.3390/ijms11104035
Onay O (2018) Influence of pyrolysis temperature and heating rate on the production of bio-oil and char from safflower seed by pyrolysis, using a well-swept fixed-bed reactor. https://doi.org/10.1016/j.fuproc.2007.01.001
Del Río JC, Rencoret J, Marques G et al (2009) Structural characterization of the lignin from jute (Corchorus capsuiaris) fibers. J Agric Food Chem. https://doi.org/10.1021/jf900815x
Qureshi AMI, Lone A, Dar ZA, Wani SH (2013) Breeding for quality traits in grain legumes. Conv non-conventional Interv Crop Improv 1–20
Eduardo C, Silva DF, Maria IR, Garcia R (2016) Bioethanol production from coconut husk fiber. 1872–1877
Robak K, Balcerek M (2018) Review of second generation bioethanol production from residual biomass. Food Technol. Biotechnol.
Cotana F, Cavalaglio G, Nicolini A, et al. (2014) Lignin as co-product of second generation bioethanol production from ligno-cellulosic biomass. In: Energy Procedia
IPMA OVERVIEW – IPMA | Indian Paper Manufacture Association. http://ipma.co.in/overview/. Accessed 29 Apr 2020
Paper A Indian paper industry poised touch 25 million tonnes in 2019-20 - Times of India. https://timesofindia.indiatimes.com/business/india-business/indian-paper-industry-poised-touch-25-million-tonnes-in-2019-20/articleshow/63096462.cms. Accessed 4 May 2020
IARPMA (2019) Indian Agro & Recycled Paper Mills Association. http://www.iarpma.org/indian-paper-industry.asp. Accessed 4 May 2020
Ministry of Power G of I (2015) Pulp and Paper Sector
Central Pulp and Paper Research Institute (1999) Background and technological trends in indian paper industry
Wang R, Chen CL, Gratzl JS (2004) Ozonation of pine kraft lignin in alkaline solution. Part 1: ozonation, characterization of kraft lignin and its ozonated preparations. Holzforschung. https://doi.org/10.1515/HF.2004.116
Pii P, Sauro N (1997) Singlet oxygen in the photodegradation of lignin models. 4020:7877–7888
Xie X, Goodell B, Zhang D et al (2009) Characterization of carbons derived from cellulose and lignin and their oxidative behavior. Bioresour Technol. https://doi.org/10.1016/j.biortech.2008.09.057
Adler E, Miksche G, Brown W (1975) Comparative studies on cellulolytic enzyme lignin and milled wood lignin of sweetgum and spruce. Holzforschung. https://doi.org/10.1515/hfsg.1975.29.5.153
Beste A, Buchanan AC (2009) Computational study of bond dissociation enthalpies for lignin model compounds. Substituent effects in phenethyl phenyl ethers. J Org Chem. https://doi.org/10.1021/jo9001307
Calvo-Flores FG, Dobado JA (2010) Lignin as renewable raw material. ChemSusChem
Yue F, Lu F, Sun R, Ralph J (2012) Synthesis and characterization of new 5-linked pinoresinol lignin models. Chem - A Eur J. https://doi.org/10.1002/chem.201201506
Zakzeski J, Bruijnincx PCA, Jongerius AL, Weckhuysen BM (2010) The catalytic valorization of lignin for the production of renewable chemicals. Chem Rev. https://doi.org/10.1021/cr900354u
Huang JB, Bin WS, Cheng H et al (2015) Theoretical study of bond dissociation energies for lignin model compounds. Ranliao Huaxue Xuebao/Journal Fuel Chem Technol 43:429–436. https://doi.org/10.1016/s1872-5813(15)30011-6
Demirbas A (2002) Relationships between heating value and lignin, moisture, ash and extractive contents of biomass fuels. Energy Explor Exploit. https://doi.org/10.1260/014459802760170420
Acar S, Ayanoglu A, Demirbas A (2016) Determination of higher heating values (Hhvs) of biomass fuels. Uluslararası Yakıtlar Yanma Ve Yangın Derg 119:1–3
Demirbas A (2017) Environmental effects higher heating values of lignin types from wood and non-wood lignocellulosic biomasses. Energy Sources, Part A Recover Util Environ Eff 00:1–7. https://doi.org/10.1080/15567036.2016.1248798
Telmo C, Lousada J (2011) The explained variation by lignin and extractive contents on higher heating value of wood. Biomass and Bioenergy. https://doi.org/10.1016/j.biombioe.2010.12.038
Lurii VG (2008) Comparative results of the combustion of lignin briquettes and black coal. Solid Fuel Chem. https://doi.org/10.3103/S0361521908060037
Bridgwater A V., Czernik S, Piskorz J (2008) An overview of fast pyrolysis. In: Progress in thermochemical biomass conversion
Arni S Al (2017) SC. Renew energy. https://doi.org/10.1016/j.renene.2017.04.060
Jahirul MI, Rasul MG, Chowdhury AA, Ashwath N (2012) Biofuels production through biomass pyrolysis - a technological review. Energies
Joffres B, Laurenti D, Charon N et al (2013) Conversion thermochimique de la lignine en carburants et produits chimiques: Une revue. Oil Gas Sci Technol. https://doi.org/10.2516/ogst/2013132
Li A, Liu HL, Wang H et al (2016) Effects of temperature and heating rate on the characteristics of molded bio-char. BioResources. https://doi.org/10.15376/biores.11.2.3259-3274
Sharma RK, Wooten JB, Baliga VL, et al. (2004) Characterization of chars from pyrolysis of lignin. In: Fuel
Kibet J, Khachatryan L, Dellinger B (2012) Molecular products and radicals from pyrolysis of lignin. Environ Sci Technol. https://doi.org/10.1021/es302942c
Cagnon B, Py X, Guillot A et al (2009) Contributions of hemicellulose, cellulose and lignin to the mass and the porous properties of chars and steam activated carbons from various lignocellulosic precursors. Bioresour Technol. https://doi.org/10.1016/j.biortech.2008.06.009
Kim D, Lee K, Park KY (2016) Upgrading the characteristics of biochar from cellulose, lignin, and xylan for solid biofuel production from biomass by hydrothermal carbonization. J Ind Eng Chem. https://doi.org/10.1016/j.jiec.2016.07.037
Abdullah B, Muhammad SAFAS, Mahmood NAN (2017) Production of biofuel via hydrogenation of lignin from biomass. New Adv Hydrog Process - Fundam Appl. https://doi.org/10.5772/66108
Agarwal S, Chowdari RK, Hita I, Heeres HJ (2017) Experimental Studies on the hydrotreatment of kraft lignin to aromatics and alkylphenolics using economically viable Fe-based catalysts. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.6b03012
Kloekhorst A, Heeres HJ (2015) Catalytic Hydrotreatment of alcell lignin using supported Ru, Pd, and Cu catalysts. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.5b00041
Yang S, Lu X, Yao H et al (2019) Efficient hydrodeoxygenation of lignin-derived phenols and dimeric ethers with synergistic [Bmim]PF6-Ru/SBA-15 catalysis under acid free conditions. Green Chem. https://doi.org/10.1039/c8gc03775b
Han T, Ding S, Yang W, Jönsson P (2019) Catalytic pyrolysis of lignin using low-cost materials with different acidities and textural properties as catalysts. Chem Eng J 373:846–856. https://doi.org/10.1016/j.cej.2019.05.125
Yang M, Shao J, Yang Z et al (2019) Conversion of lignin into light olefins and aromatics over Fe/ZSM-5 catalytic fast pyrolysis: significance of Fe contents and temperature. J Anal Appl Pyrolysis 137:259–265. https://doi.org/10.1016/j.jaap.2018.12.003
Chen F, Yan B, Liu N et al (2019) Bimetallic oriented catalytic fast pyrolysis of lignin research based on PY-GC/MS. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-019-00464-8
Luo Z, Lu K, Yang Y et al (2019) Catalytic fast pyrolysis of lignin to produce aromatic hydrocarbons: optimal conditions and reaction mechanism. RSC Adv 9:31960–31968. https://doi.org/10.1039/c9ra02538c
Fan L, Ruan R, Li J et al (2020) Aromatics production from fast co-pyrolysis of lignin and waste cooking oil catalyzed by HZSM-5 zeolite. Appl Energy 263:114629. https://doi.org/10.1016/j.apenergy.2020.114629
Li X, Su L, Wang Y et al (2012) Catalytic fast pyrolysis of kraft lignin with HZSM-5 zeolite for producing aromatic hydrocarbons. Front Environ Sci Eng China. https://doi.org/10.1007/s11783-012-0410-2
Ma Z, Custodis V, Van Bokhoven JA (2014) Selective deoxygenation of lignin during catalytic fast pyrolysis. Catal Sci Technol. https://doi.org/10.1039/c3cy00704a
Shafaghat H, Rezaei PS, Ro D et al (2017) In-situ catalytic pyrolysis of lignin in a bench-scale fixed bed pyrolyzer. J Ind Eng Chem. https://doi.org/10.1016/j.jiec.2017.06.026
Yoon JS, Lee T, Choi JW et al (2017) Layered MWW zeolite-supported Rh catalysts for the hydrodeoxygenation of lignin model compounds. Catal Today 293–294:142–150. https://doi.org/10.1016/j.cattod.2016.10.033
Lee HW, Kim YM, Jae J et al (2016) Catalytic pyrolysis of lignin using a two-stage fixed bed reactor comprised of in-situ natural zeolite and ex-situ HZSM-5. J Anal Appl Pyrolysis. https://doi.org/10.1016/j.jaap.2016.09.015
Xie W, Liang J, Morgan HM et al (2018) Ex-situ catalytic microwave pyrolysis of lignin over Co/ZSM-5 to upgrade bio-oil. J Anal Appl Pyrolysis. https://doi.org/10.1016/j.jaap.2018.03.003
Zhang H, Xiao R, Nie J et al (2015) Catalytic pyrolysis of black-liquor lignin by co-feeding with different plastics in a fluidized bed reactor. Bioresour Technol. https://doi.org/10.1016/j.biortech.2015.05.040
Zhang X, Lei H, Zhu L et al (2015) From lignocellulosic biomass to renewable cycloalkanes for jet fuels. Green Chem. https://doi.org/10.1039/c5gc01583a
Zhang X, Lei H, Zhu L et al (2016) Enhancement of jet fuel range alkanes from co-feeding of lignocellulosic biomass with plastics via tandem catalytic conversions. Appl Energy. https://doi.org/10.1016/j.apenergy.2016.04.071
Elfadly AM, Zeid IF, Yehia FZ et al (2016) Highly selective BTX from catalytic fast pyrolysis of lignin over supported mesoporous silica. Int J Biol Macromol. https://doi.org/10.1016/j.ijbiomac.2016.05.053
Custodis VBF, Karakoulia SA, Triantafyllidis KS, Van Bokhoven JA (2016) Catalytic fast pyrolysis of lignin over high-surface-area mesoporous aluminosilicates: effect of porosity and acidity. ChemSusChem. https://doi.org/10.1002/cssc.201600105
Elfadly AM, Zeid IF, Yehia FZ et al (2017) Production of aromatic hydrocarbons from catalytic pyrolysis of lignin over acid-activated bentonite clay. Fuel Process Technol. https://doi.org/10.1016/j.fuproc.2017.03.033
Duan D, Zhang Y, Lei H et al (2019) Renewable jet-fuel range hydrocarbons production from co-pyrolysis of lignin and soapstock with the activated carbon catalyst. Waste Manag. https://doi.org/10.1016/j.wasman.2019.03.030
Regalbuto JR (2009) Engineering: cellulosic biofuels - got gasoline? Science (80-. ).
Lam CH, Deng W, Lang L et al (2020) Minireview on bio-oil upgrading via electrocatalytic hydrogenation: connecting biofuel production with renewable power. Energy and Fuels 34:7915–7928. https://doi.org/10.1021/acs.energyfuels.0c01380
Czernik S, Bridgwater AV (2004) Overview of applications of biomass fast pyrolysis oil. Energy and Fuels. https://doi.org/10.1021/ef034067u
Taarning E, Osmundsen CM, Yang X, et al. (2011) Zeolite-catalyzed biomass conversion to fuels and chemicals. Energy Environ. Sci.
Zhou CH, Xia X, Lin CX et al (2011) Catalytic conversion of lignocellulosic biomass to fine chemicals and fuels. Chem Soc Rev. https://doi.org/10.1039/c1cs15124j
Tumbalam Gooty A, Li D, Berruti F, Briens C (2014) Kraft-lignin pyrolysis and fractional condensation of its bio-oil vapors. J Anal Appl Pyrolysis. https://doi.org/10.1016/j.jaap.2013.12.006
Akhtar A, Krepl V, Ivanova T (2018) A combined overview of combustion, pyrolysis, and gasification of biomass. Energy and Fuels 32:7294–7318. https://doi.org/10.1021/acs.energyfuels.8b01678
Zhou G, Jensen PA, Le DM et al (2016) Direct upgrading of fast pyrolysis lignin vapor over the HZSM-5 catalyst. Green Chem. https://doi.org/10.1039/c5gc01976a
Fan L, Chen P, Zhou N et al (2018) In-situ and ex-situ catalytic upgrading of vapors from microwave-assisted pyrolysis of lignin. Bioresour Technol. https://doi.org/10.1016/j.biortech.2017.09.200
Lee HW, Kim TH, Park SH et al (2013) Catalytic fast pyrolysis of lignin over mesoporous y zeolite using Py-GC/ms. J Nanosci Nanotechnol. https://doi.org/10.1166/jnn.2013.7421
Olcese RN, Lardier G, Bettahar M et al (2013) Aromatic chemicals by iron-catalyzed hydrotreatment of lignin pyrolysis vapor. ChemSusChem. https://doi.org/10.1002/cssc.201300191
Zheng Y, Chen D, Zhu X (2013) Aromatic hydrocarbon production by the online catalytic cracking of lignin fast pyrolysis vapors using Mo2N/γ-Al2O3. J Anal Appl Pyrolysis. https://doi.org/10.1016/j.jaap.2013.05.018
Chisti Y (2019) Introduction to algal fuels, Second edi. Elsevier B.V.
Gosselink RJA, Teunissen W, van Dam JEG et al (2012) Lignin depolymerisation in supercritical carbon dioxide/acetone/water fluid for the production of aromatic chemicals. Bioresour Technol. https://doi.org/10.1016/j.biortech.2011.11.121
Ma X, Cui K, Hao W et al (2015) Alumina supported molybdenum catalyst for lignin valorization: effect of reduction temperature. Bioresour Technol. https://doi.org/10.1016/j.biortech.2015.05.032
Huang X, Korányi TI, Boot MD, Hensen EJM (2015) Ethanol as capping agent and formaldehyde scavenger for efficient depolymerization of lignin to aromatics. Green Chem. https://doi.org/10.1039/c5gc01120e
Riaz A, Kim CS, Kim Y, Kim J (2016) High-yield and high-calorific bio-oil production from concentrated sulfuric acid hydrolysis lignin in supercritical ethanol. Fuel. https://doi.org/10.1016/j.fuel.2015.12.051
Zeng J, Yoo CG, Wang F et al (2015) Biomimetic Fenton-catalyzed lignin depolymerization to high-value aromatics and dicarboxylic acids. ChemSusChem. https://doi.org/10.1002/cssc.201403128
Milledge JJ, Smith B, Dyer PW, Harvey P (2014) Macroalgae-derived biofuel: a review of methods of energy extraction from seaweed biomass. Energies
Ma R, Hao W, Ma X et al (2014) Catalytic ethanolysis of kraft lignin into high-value small-molecular chemicals over a nanostructured α-molybdenum carbide catalyst. Angew Chemie - Int Ed. https://doi.org/10.1002/anie.201402752
Chiaramonti D, Buffi M, Palmisano P, Redaelli S (2016) Lignin-based advanced biofuels: a novel route towards aviation fuels. Chem Eng Trans. https://doi.org/10.3303/CET1650019
Xue L, Yan L, Cui Y et al (2016) Degradation of lignin in ionic liquid with HCl as catalyst. Environ Prog Sustain Energy. https://doi.org/10.1002/ep.12276
Nie G, Zhang X, Pan L et al (2018) One-pot production of branched decalins as high-density jet fuel from monocyclic alkanes and alcohols. Chem Eng Sci. https://doi.org/10.1016/j.ces.2018.01.024
Shimanskaya EI, Rebrov E, Filatova AE et al (2018) Catalytic hydrogenolysis of different types of lignin obtained from sawdust softwood. Chem Eng Trans. https://doi.org/10.3303/CET1870061
Güvenatam B, Kurşun O, Heeres EHJ et al (2014) Hydrodeoxygenation of mono- and dimeric lignin model compounds on noble metal catalysts. Catal Today. https://doi.org/10.1016/j.cattod.2013.12.011
Kong J, Li B, Zhao C (2016) Tuning Ni nanoparticles and the acid sites of silica-alumina for liquefaction and hydrodeoxygenation of lignin to cyclic alkanes. RSC Adv. https://doi.org/10.1039/c6ra16977e
Hu X, Zhang Z, Gholizadeh M, et al. (2020) Coke Formation during thermal treatment of bio-oil coke formation during thermal treatment of bio-oil school of material science and engineering, University of Jinan , PR China College of Materials Science and Engineering , Nanjing Forestry University. 0–158. https://doi.org/10.1021/acs.energyfuels.0c01323
Korányi TI, Huang X, Coumans AE, Hensen EJM (2017) Synergy in lignin upgrading by a combination of Cu-based Mixed oxide and Ni-phosphide catalysts in supercritical ethanol. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.7b00239
Korányi TI, Hensen EJM (2017) Preparative aspects of supported Ni2P catalysts for reductive upgrading of technical lignin to aromatics. Catal Letters. https://doi.org/10.1007/s10562-017-2066-9
Feng G, Liu Z, Chen P, Lou H (2014) Influence of solvent on upgrading of phenolic compounds in pyrolysis bio-oil. RSC Adv. https://doi.org/10.1039/c4ra10891d
Shafaghat H, Rezaei PS, Daud WMAW (2016) Using decalin and tetralin as hydrogen source for transfer hydrogenation of renewable lignin-derived phenolics over activated carbon supported Pd and Pt catalysts. J Taiwan Inst Chem Eng. https://doi.org/10.1016/j.jtice.2016.05.032
Wang X, Rinaldi R (2012) Solvent effects on the hydrogenolysis of diphenyl ether with raney nickel and their implications for the conversion of lignin. ChemSusChem. https://doi.org/10.1002/cssc.201200040
Xue Y, Zhou S, Bai X (2016) Role of hydrogen transfer during catalytic copyrolysis of lignin and tetralin over HZSM-5 and HY zeolite catalysts. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.6b00733
Fan L, Chen P, Zhang Y et al (2017) Fast microwave-assisted catalytic co-pyrolysis of lignin and low-density polyethylene with HZSM-5 and MgO for improved bio-oil yield and quality. Bioresour Technol. https://doi.org/10.1016/j.biortech.2016.11.072
Duan D, Wang Y, Dai L et al (2017) Ex-situ catalytic co-pyrolysis of lignin and polypropylene to upgrade bio-oil quality by microwave heating. Bioresour Technol. https://doi.org/10.1016/j.biortech.2017.04.104
Héroguel F, Nguyen XT, Luterbacher JS (2019) Catalyst support and solvent effects during lignin depolymerization and hydrodeoxygenation. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.9b03843
Brebu M, Vasile C (2010) Thermal degradation of lignin - a review. Cellul Chem Technol 44:353–363
Renders T, Van Den Bosch S, Koelewijn SF et al (2017) Lignin-first biomass fractionation: the advent of active stabilisation strategies. Energy Environ. Sci. 10:1551–1557
Bhagia S, Ragauskas AJ (2020) Preserving aryl ether linkages and higher yields of isolated lignin through biomass fibrillation. ACS Sustain Chem Eng 8:34–37. https://doi.org/10.1021/acssuschemeng.9b06390
Ma’Ruf A, Pramudono B, Aryanti N, Usriyati A (2019) Isolation of lignin from rice husk at low temperature. J Phys Conf Ser 1295. https://doi.org/10.1088/1742-6596/1295/1/012056
Meng X, Parikh A, Seemala B et al (2019) Characterization of fractional cuts of co-solvent enhanced lignocellulosic fractionation lignin isolated by sequential precipitation. Bioresour Technol 272:202–208. https://doi.org/10.1016/j.biortech.2018.09.130
Das P, Stoffel RB, Area MC, Ragauskas AJ (2019) Effects of one-step alkaline and two-step alkaline/dilute acid and alkaline/steam explosion pretreatments on the structure of isolated pine lignin. Biomass and Bioenergy 120:350–358. https://doi.org/10.1016/j.biombioe.2018.11.029
Charisteidis I, Lazaridis P, Fotopoulos A et al (2019) Catalytic fast pyrolysis of lignin isolated by hybrid organosolv—steam explosion pretreatment of hardwood and softwood biomass for the production of phenolics and aromatics. Catalysts 9:5–7. https://doi.org/10.3390/catal9110935
Liu QY, Liu ZY, Zhou XB et al (2019) Large size single crystal growth of Ti 4 O 7 by the floating-zone method. Cryst Growth Des 19:730–736. https://doi.org/10.1021/acs.cgd.8b01318
Shen R, Tao L, Yang B (2019) Techno-economic analysis of jet-fuel production from biorefinery waste lignin. Biofuels, Bioprod Biorefining. https://doi.org/10.1002/bbb.1952
International Air Transport Association (2015) IATA Guidance Material for Sustainable Aviation Fuel Management
Jan O, Marchand R, Anjos LCA et al (2015) Hydropyrolysis of lignin using Pd/HZSM-5. Energy and Fuels 29:1793–1800. https://doi.org/10.1021/ef502779s
Wang H, Ruan H, Pei H et al (2015) Biomass-derived lignin to jet fuel range hydrocarbons via aqueous phase hydrodeoxygenation. Green Chem. https://doi.org/10.1039/c5gc01534k
Wang H, Ben H, Ruan H et al (2017) Effects of lignin structure on hydrodeoxygenation reactivity of pine wood lignin to valuable chemicals. ACS Sustain Chem Eng. https://doi.org/10.1021/acssuschemeng.6b02563
Dwiatmoko AA, Zhou L, Kim I et al (2016) Hydrodeoxygenation of lignin-derived monomers and lignocellulose pyrolysis oil on the carbon-supported Ru catalysts. Catal Today. https://doi.org/10.1016/j.cattod.2015.08.027
Wang H, Ruan H, Feng M et al (2017) One-pot process for hydrodeoxygenation of lignin to alkanes using Ru-based bimetallic and bifunctional catalysts supported on zeolite Y. ChemSusChem. https://doi.org/10.1002/cssc.201700160
Kong J, He M, Lercher JA, Zhao C (2015) Direct production of naphthenes and paraffins from lignin. Chem Commun. https://doi.org/10.1039/c5cc06828b
Lin Y, Li C, Wan H, et al. (2011) Catalytic hydrodeoxygenation of guaiacol on Rh-based and sulfided CoMo and NiMo catalysts. 890–896
Zhao C, He J, Lemonidou AA et al (2011) Aqueous-phase hydrodeoxygenation of bio-derived phenols to cycloalkanes. J Catal 280:8–16. https://doi.org/10.1016/j.jcat.2011.02.001
Weng Y, Wang T, Qiu S et al (2017) Aqueous-phase hydrodeoxygenation of biomass sugar alcohol into renewable alkanes over a carbon-supported ruthenium with phosphoric acid catalytic system. ChemCatChem. https://doi.org/10.1002/cctc.201601470
He Y, Bie Y, Lehtonen J et al (2019) Hydrodeoxygenation of guaiacol as a model compound of lignin-derived pyrolysis bio-oil over zirconia-supported Rh catalyst: process optimization and reaction kinetics. Fuel 239:1015–1027. https://doi.org/10.1016/j.fuel.2018.11.103
Chang J, Danuthai T, Dewiyanti S et al (2013) Hydrodeoxygenation of guaiacol over carbon-supported metal catalysts. ChemCatChem. https://doi.org/10.1002/cctc.201300096
Chen MY, Huang YB, Pang H et al (2015) Hydrodeoxygenation of lignin-derived phenols into alkanes over carbon nanotube supported Ru catalysts in biphasic systems. Green Chem 17:1710–1717. https://doi.org/10.1039/c4gc01992j
Kurnia I, Karnjanakom S, Bayu A et al (2017) In-situ catalytic upgrading of bio-oil derived from fast pyrolysis of lignin over high aluminum zeolites. Fuel Process Technol. https://doi.org/10.1016/j.fuproc.2017.08.026
Zhang W, Chen J, Liu R et al (2014) Hydrodeoxygenation of lignin-derived phenolic monomers and dimers to alkane fuels over bifunctional zeolite-supported metal catalysts. ACS Sustain Chem Eng 2:683–691. https://doi.org/10.1021/sc400401n
Zhao C, Lercher JA (2012) Selective hydrodeoxygenation of lignin-derived phenolic monomers and dimers to cycloalkanes on Pd/C and HZSM-5 catalysts. ChemCatChem. https://doi.org/10.1002/cctc.201100273
Lu M, Du H, Wei B et al (2017) Hydrodeoxygenation of guaiacol on Ru catalysts: influence of TiO2-ZrO2 composite oxide supports. Ind Eng Chem Res. https://doi.org/10.1021/acs.iecr.7b02569
Lee EH, Park R su, Kim H, et al. (2016) Hydrodeoxygenation of guaiacol over Pt loaded zeolitic materials. J Ind Eng Chem. https://doi.org/10.1016/j.jiec.2016.03.019
Hellinger M, Baier S, Mortensen PM et al (2015) Continuous catalytic hydrodeoxygenation of guaiacol over Pt/SiO2 and Pt/H-MFI-90. Catalysts. https://doi.org/10.3390/catal5031152
Hellinger M, Carvalho HWP, Baier S et al (2015) Catalytic hydrodeoxygenation of guaiacol over platinum supported on metal oxides and zeolites. Appl Catal A Gen. https://doi.org/10.1016/j.apcata.2014.10.043
Newman C, Zhou X, Goundie B et al (2014) Effects of support identity and metal dispersion in supported ruthenium hydrodeoxygenation catalysts. Appl Catal A Gen. https://doi.org/10.1016/j.apcata.2014.02.030
Yao G, Wu G, Dai W et al (2015) Hydrodeoxygenation of lignin-derived phenolic compounds over bi-functional Ru/H-Beta under mild conditions. FUEL 150:175–183. https://doi.org/10.1016/j.fuel.2015.02.035
Hong YK, Lee DW, Eom HJ, Lee KY (2014) The catalytic activity of Pd/WOx/γ-Al2O3 for hydrodeoxygenation of guaiacol. Appl Catal B Environ. https://doi.org/10.1016/j.apcatb.2013.12.045
Lee CR, Yoon JS, Suh YW et al (2012) Catalytic roles of metals and supports on hydrodeoxygenation of lignin monomer guaiacol. Catal Commun. https://doi.org/10.1016/j.catcom.2011.10.011
Luo Z, Wang Y, He M, Zhao C (2016) Precise oxygen scission of lignin derived aryl ethers to quantitatively produce aromatic hydrocarbons in water. Green Chem. https://doi.org/10.1039/c5gc01790d
Luo Z, Zhao C (2016) Mechanistic insights into selective hydrodeoxygenation of lignin-derived β-O-4 linkage to aromatic hydrocarbons in water. Catal Sci Technol. https://doi.org/10.1039/c5cy01434d
Lu M, Du H, Wei B et al (2017) Catalytic hydrodeoxygenation of guaiacol over palladium catalyst on different titania supports. Energy and Fuels. https://doi.org/10.1021/acs.energyfuels.7b01498
Wildschut J, Mahfud FH, Venderbosch RH, Heeres HJ (2009) Hydrotreatment of fast pyrolysis oil using heterogeneous noble-metal catalysts. Ind Eng Chem Res. https://doi.org/10.1021/ie9006003
Wang H, Wang H, Kuhn E et al (2018) Production of jet fuel-range hydrocarbons from hydrodeoxygenation of lignin over super Lewis acid combined with metal catalysts. ChemSusChem. https://doi.org/10.1002/cssc.201701567
Zhang X, Wang T, Ma L et al (2013) Characterization and catalytic properties of Ni and NiCu catalysts supported on ZrO2-SiO2 for guaiacol hydrodeoxygenation. Catal Commun. https://doi.org/10.1016/j.catcom.2012.12.011
Xu C, Arancon RAD, Labidi J, Luque R (2014) Lignin depolymerisation strategies: towards valuable chemicals and fuels. Chem. Soc. Rev.
Axelsson L, Franzén M, Ostwald M et al (2012) Perspective: Jatropha cultivation in southern India: assessing farmers’ experiences. Biofuels, Bioprod Biorefining 6:246–256. https://doi.org/10.1002/bbb
Xu H, Wang K, Zhang H et al (2014) Ionic liquid modified montmorillonite-supported Ru nanoparticles: highly efficient heterogeneous catalysts for the hydrodeoxygenation of phenolic compounds to cycloalkanes. Catal Sci Technol. https://doi.org/10.1039/c4cy00250d
Sun J, Karim AM, Zhang H et al (2013) Carbon-supported bimetallic Pd-Fe catalysts for vapor-phase hydrodeoxygenation of guaiacol. J Catal. https://doi.org/10.1016/j.jcat.2013.05.020
Leiva K, Martinez N, Sepulveda C et al (2015) Hydrodeoxygenation of 2-methoxyphenol over different Re active phases supported on SiO2 catalysts. Appl Catal A Gen. https://doi.org/10.1016/j.apcata.2014.10.054
Chen X, Guan W, Tsang CW et al (2019) Lignin valorizations with ni catalysts for renewable chemicals and fuels productions. Catalysts. https://doi.org/10.3390/catal9060488
Ambursa MM, Sudarsanam P, Voon LH et al (2017) Bimetallic Cu-Ni catalysts supported on MCM-41 and Ti-MCM-41 porous materials for hydrodeoxygenation of lignin model compound into transportation fuels. Fuel Process Technol. https://doi.org/10.1016/j.fuproc.2017.03.008
Gbadamasi S, Ali TH, Voon LH et al (2016) Promising Ni/Al-SBA-15 catalysts for hydrodeoxygenation of dibenzofuran into fuel grade hydrocarbons: synergetic effect of Ni and Al-SBA-15 support. RSC Adv 6:25992–26002. https://doi.org/10.1039/c5ra27526a
Corma A (1997) From microporous to mesoporous molecular sieve materials and their use in catalysis. Chem Rev. https://doi.org/10.1021/cr960406n
Li X, Zhang J, Liu B et al (2019) Hydrodeoxygenation of lignin-derived phenols to produce hydrocarbons over Ni/Al-SBA-15 prepared with different impregnants. Fuel. https://doi.org/10.1016/j.fuel.2019.01.126
Wang X, Rinaldi R (2016) Bifunctional Ni catalysts for the one-pot conversion of organosolv lignin into cycloalkanes. Catal Today. https://doi.org/10.1016/j.cattod.2015.11.047
Yang Y, Ochoa-Hernández C, de la Peña O’Shea VA et al (2014) Effect of metal-support interaction on the selective hydrodeoxygenation of anisole to aromatics over Ni-based catalysts. Appl Catal B Environ. https://doi.org/10.1016/j.apcatb.2013.03.038
Zhang X, Wang T, Ma L et al (2013) Production of cyclohexane from lignin degradation compounds over Ni/ZrO2-SiO2 catalysts. Appl Energy. https://doi.org/10.1016/j.apenergy.2013.04.077
Lu M, Sun Y, Zhang P et al (2019) Hydrodeoxygenation of guaiacol catalyzed by high-loading Ni catalysts supported on SiO2-TiO2 binary oxides. Ind Eng Chem Res. https://doi.org/10.1021/acs.iecr.8b04517
Wang X, Zhu S, Wang S et al (2019) Low temperature hydrodeoxygenation of guaiacol into cyclohexane over Ni/SiO 2 catalyst combined with Hβ zeolite. RSC Adv. https://doi.org/10.1039/c8ra09972c
Anderson E, Crisci A, Murugappan K, Román-Leshkov Y (2017) Bifunctional molybdenum polyoxometalates for the combined hydrodeoxygenation and alkylation of lignin-derived model phenolics. ChemSusChem. https://doi.org/10.1002/cssc.201700297
Wu SK, Lai PC, Lin YC (2014) Atmospheric hydrodeoxygenation of guaiacol over nickel phosphide catalysts: effect of phosphorus composition. Catal Letters. https://doi.org/10.1007/s10562-014-1231-7
Zhao HY, Li D, Bui P, Oyama ST (2011) Hydrodeoxygenation of guaiacol as model compound for pyrolysis oil on transition metal phosphide hydroprocessing catalysts. Appl Catal A Gen. https://doi.org/10.1016/j.apcata.2010.07.039
Berenguer A, Bennett JA, Hunns J et al (2018) Catalytic hydrodeoxygenation of m-cresol over Ni2P/hierarchical ZSM-5. Catal Today 304:72–79. https://doi.org/10.1016/j.cattod.2017.08.032
Wu SK, Lai PC, Lin YC et al (2013) Atmospheric hydrodeoxygenation of guaiacol over alumina-, zirconia-, and silica-supported nickel phosphide catalysts. ACS Sustain Chem Eng. https://doi.org/10.1021/sc300157d
Prasomsri T, Nimmanwudipong T, Román-Leshkov Y (2013) Effective hydrodeoxygenation of biomass-derived oxygenates into unsaturated hydrocarbons by MoO3 using low H2 pressures. Energy Environ Sci. https://doi.org/10.1039/c3ee24360e
Prasomsri T, Shetty M, Murugappan K, Román-Leshkov Y (2014) Insights into the catalytic activity and surface modification of MoO 3 during the hydrodeoxygenation of lignin-derived model compounds into aromatic hydrocarbons under low hydrogen pressures. Energy Environ Sci. https://doi.org/10.1039/c4ee00890a
Zhang X, Tang J, Zhang Q et al (2019) Hydrodeoxygenation of lignin-derived phenolic compounds into aromatic hydrocarbons under low hydrogen pressure using molybdenum oxide as catalyst. Catal Today. https://doi.org/10.1016/j.cattod.2018.03.068
Chen CJ, Lee WS, Bhan A (2016) Mo2C catalyzed vapor phase hydrodeoxygenation of lignin-derived phenolic compound mixtures to aromatics under ambient pressure. Appl Catal A Gen. https://doi.org/10.1016/j.apcata.2015.10.043
Boullosa-Eiras S, Lødeng R, Bergem H, et al. (2014) Catalytic hydrodeoxygenation (HDO) of phenol over supported molybdenum carbide, nitride, phosphide and oxide catalysts. In: Catalysis Today
Pagán-Torres YJ, Lu J, Nikolla E, Alba-Rubio AC (2017) Well-defined nanostructures for catalysis by atomic layer deposition. In: Studies in surface science and catalysis
Alonso DM, Wettstein SG, Dumesic JA (2012) Bimetallic catalysts for upgrading of biomass to fuels and chemicals. Chem. Soc. Rev.
Oasmaa A, Leppämäki E, Koponen P et al (1997) Physical characterisation of biomass-based pyrolysis liquids application of standard fuel oil analyses. VTT Publ. https://doi.org/10.1016/s0140-6701(98)97220-4
Yoosuk B, Tumnantong D, Prasassarakich P (2012) Amorphous unsupported Ni-Mo sulfide prepared by one step hydrothermal method for phenol hydrodeoxygenation. Fuel. https://doi.org/10.1016/j.fuel.2011.08.001
Bui VN, Laurenti D, Afanasiev P, Geantet C (2011) Applied catalysis B : environmental hydrodeoxygenation of guaiacol with CoMo catalysts . Part I : promoting effect of cobalt on HDO selectivity and activity. Applied Catal B, Environ 101:239–245. https://doi.org/10.1016/j.apcatb.2010.10.025
Yumoto M, Kukes SG, Klein MT, Gates BC (1994) Hydrodesulfurization and hydrogenation of aromatic compounds catalyzed by Ni-Mo/γ-Al2O3: effects of nickel sulfide and vanadium sulfide deposits. Catal Letters 26:1–7. https://doi.org/10.1007/BF00824027
Bui VN, Laurenti D, Delichère P, Geantet C (2011) Hydrodeoxygenation of guaiacol. Part II: support effect for CoMoS catalysts on HDO activity and selectivity. Appl Catal B Environ. https://doi.org/10.1016/j.apcatb.2010.10.031
Kim M, Ha J, Lee K, Jae J (2016) Catalytic transfer hydrogenation / hydrogenolysis of guaiacol to cyclohexane over bimetallic RuRe/C catalysts. CATCOM 86:113–118. https://doi.org/10.1016/j.catcom.2016.08.022
Bin JK, Lee J, Ha JM et al (2018) Effective hydrodeoxygenation of lignin-derived phenols using bimetallic RuRe catalysts: effect of carbon supports. Catal Today. https://doi.org/10.1016/j.cattod.2017.07.027
González-Borja MÁ, Resasco DE (2011) Anisole and guaiacol hydrodeoxygenation over monolithic Pt-Sn catalysts. Energy and Fuels. https://doi.org/10.1021/ef200728r
Sirous-Rezaei P, Jae J, Ha JM et al (2018) Mild hydrodeoxygenation of phenolic lignin model compounds over a FeReOx/ZrO2 catalyst: zirconia and rhenium oxide as efficient dehydration promoters. Green Chem. https://doi.org/10.1039/c7gc03823b
Lu M, Zhu J, Li M et al (2016) TiO2-modified Pd/SiO2 for catalytic hydrodeoxygenation of guaiacol. Energy and Fuels. https://doi.org/10.1021/acs.energyfuels.6b00787
Fang H, Zheng J, Luo X et al (2017) Product tunable behavior of carbon nanotubes-supported Ni–Fe catalysts for guaiacol hydrodeoxygenation. Appl Catal A Gen. https://doi.org/10.1016/j.apcata.2016.10.011
Zhang X, Zhang Q, Wang T et al (2013) Hydrodeoxygenation of lignin-derived phenolic compounds to hydrocarbons over Ni/SiO2-ZrO2 catalysts. Bioresour Technol 134:73–80. https://doi.org/10.1016/j.biortech.2013.02.039
Peters JE, Carpenter JR, Dayton DC (2015) Anisole and guaiacol hydrodeoxygenation reaction pathways over selected catalysts. Energy and Fuels 29:909–916. https://doi.org/10.1021/ef502551p
Ardiyanti AR, Khromova SA, Venderbosch RH et al (2012) Catalytic hydrotreatment of fast-pyrolysis oil using non-sulfided bimetallic Ni-Cu catalysts on a δ-Al 2O 3 support. Appl Catal B Environ 117–118:105–117. https://doi.org/10.1016/j.apcatb.2011.12.032
Zhu X, Lobban LL, Mallinson RG, Resasco DE (2011) Bifunctional transalkylation and hydrodeoxygenation of anisole over a Pt/HBeta catalyst. J Catal 281:21–29. https://doi.org/10.1016/j.jcat.2011.03.030
Liu X, Xu L, Xu G et al (2016) Selective hydrodeoxygenation of lignin-derived phenols to cyclohexanols or cyclohexanes over magnetic CoNx@NC catalysts under mild conditions. ACS Catal 6:7611–7620. https://doi.org/10.1021/acscatal.6b01785
Deepa AK, Dhepe PL (2014) Function of metals and supports on the hydrodeoxygenation of phenolic compounds. Chempluschem 79:1573–1583. https://doi.org/10.1002/cplu.201402145
Long J, Xu Y, Wang T et al (2015) Efficient base-catalyzed decomposition and in situ hydrogenolysis process for lignin depolymerization and char elimination. Appl Energy 141:70–79. https://doi.org/10.1016/j.apenergy.2014.12.025
Zhao C, Kou Y, Lemonidou AA et al (2009) Highly selective catalytic conversion of phenolic bio-oil to alkanes. Angew Chemie 121:4047–4050. https://doi.org/10.1002/ange.200900404
Gonçalves VOO, de Souza PM, da Silva VT et al (2017) Kinetics of the hydrodeoxygenation of cresol isomers over Ni2P/SiO2: proposals of nature of deoxygenation active sites based on an experimental study. Appl Catal B Environ 205:357–367. https://doi.org/10.1016/j.apcatb.2016.12.051
Lyu G, Wu S, Zhang H (2015) Estimation and comparison of bio-oil components from different pyrolysis conditions. Front Energy Res. https://doi.org/10.3389/fenrg.2015.00028
Yang H, Yan R, Chen H et al (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel. https://doi.org/10.1016/j.fuel.2006.12.013
Ma Z, Sun Q, Ye J et al (2016) Study on the thermal degradation behaviors and kinetics of alkali lignin for production of phenolic-rich bio-oil using TGA-FTIR and Py-GC/MS. J Anal Appl Pyrolysis. https://doi.org/10.1016/j.jaap.2015.12.007
Li D, Briens C, Berruti F (2015) Improved lignin pyrolysis for phenolics production in a bubbling bed reactor - effect of bed materials. Bioresour Technol. https://doi.org/10.1016/j.biortech.2015.04.004
Fahmi R, Bridgwater AV, Donnison I et al (2008) The effect of lignin and inorganic species in biomass on pyrolysis oil yields, quality and stability. Fuel. https://doi.org/10.1016/j.fuel.2007.07.026
Fu D, Farag S, Chaouki J, Jessop PG (2014) Extraction of phenols from lignin microwave-pyrolysis oil using a switchable hydrophilicity solvent. Bioresour Technol. https://doi.org/10.1016/j.biortech.2013.11.091
Chen H (2015) 5 - Lignocellulose biorefinery product engineering. In: Chen HBT-LBE (ed). Woodhead Publishing, pp 125–165
Otromke M, White RJ, Sauer J (2019) Hydrothermal base catalyzed depolymerization and conversion of technical lignin – an introductory review. Carbon Resour Convers. https://doi.org/10.1016/j.crcon.2019.01.002
Jongerius AL, Bruijnincx PCA, Weckhuysen BM (2013) Liquid-phase reforming and hydrodeoxygenation as a two-step route to aromatics from lignin. Green Chem 15:3049–3056. https://doi.org/10.1039/c3gc41150h
Schutyser W, Renders T, Van Den Bosch S et al (2018) Chemicals from lignin: an interplay of lignocellulose fractionation, depolymerisation, and upgrading. Chem Soc Rev 47:852–908. https://doi.org/10.1039/c7cs00566k
Vispute TP, Zhang H, Sanna A et al (2010) Renewable chemical commodity feedstocks from integrated catalytic processing of pyrolysis oils. Science (80- ). https://doi.org/10.1126/science.1194218
Yan N, Zhao C, Dyson PJ et al (2008) Selective degradation of wood lignin over noble-metal catalysts in a two-step process. ChemSusChem. https://doi.org/10.1002/cssc.200800080
Gai C, Zhang Y, Chen WT et al (2015) An investigation of reaction pathways of hydrothermal liquefaction using Chlorella pyrenoidosa and Spirulina platensis. Energy Convers Manag. https://doi.org/10.1016/j.enconman.2015.02.056
Marulanda VA, Gutierrez CDB, Alzate CAC (2019) Thermochemical, biological, biochemical, and hybrid conversion methods of bio-derived molecules into renewable fuels. In: Advanced bioprocessing for alternative fuels, biobased chemicals, and bioproducts
Shao Y, Xia Q, Dong L et al (2017) Selective production of arenes via direct lignin upgrading over a niobium-based catalyst. Nat Commun. https://doi.org/10.1038/ncomms16104
Huang Y, Duan Y, Qiu S et al (2018) Lignin-first biorefinery: a reusable catalyst for lignin depolymerization and application of lignin oil to jet fuel aromatics and polyurethane feedstock. Sustain Energy Fuels. https://doi.org/10.1039/c7se00535k
Cao Z, Dierks M, Clough MT et al (2018) A convergent approach for a deep converting lignin-first biorefinery rendering high-energy-density drop-in fuels. Joule 2:1118–1133. https://doi.org/10.1016/j.joule.2018.03.012
Ben H, Mu W, Deng Y, Ragauskas AJ (2013) Production of renewable gasoline from aqueous phase hydrogenation of lignin pyrolysis oil. In: Fuel
Zhao Y, Deng L, Liao B et al (2010) Aromatics production via catalytic pyrolysis of pyrolytic lignins from bio-oil. Energy and Fuels. https://doi.org/10.1021/ef100896q
Bi P, Wang J, Zhang Y et al (2015) From lignin to cycloparaffins and aromatics: directional synthesis of jet and diesel fuel range biofuels using biomass. Bioresour Technol. https://doi.org/10.1016/j.biortech.2015.02.023
Sharma RK, Bakhshi NN (1993) Upgrading of pyrolytic lignin fraction of fast pyrolysis oil to hydrocarbon fuels over HZSM-5 in a dual reactor system. Fuel Process Technol. https://doi.org/10.1016/0378-3820(93)90099-P
Mu W, Ben H, Ragauskas A, Deng Y (2013) Lignin pyrolysis components and upgrading-technology review. Bioenergy Res.
Gandarias I, Luis P (2013) Hydrotreating catalytic processes for oxygen removal in the upgrading of bio-oils and bio-chemicals. In: Liquid, gaseous and solid biofuels - conversion techniques
Zakzeski J, Jongerius AL, Bruijnincx PCA, Weckhuysen BM (2012) Catalytic lignin valorization process for the production of aromatic chemicals and hydrogen. ChemSusChem. https://doi.org/10.1002/cssc.201100699
Lin B, Li R, Shu R et al (2020) Hydrogenolysis and hydrodeoxygenation of lignin in a two-step process to produce hydrocarbons and alkylphenols. J Energy Inst. https://doi.org/10.1016/j.joei.2019.05.004
Löfstedt J, Dahlstrand C, Orebom A et al (2016) Green diesel from kraft lignin in three steps. ChemSusChem. https://doi.org/10.1002/cssc.201600172
Pandey MP, Kim CS (2011) Lignin depolymerization and conversion: a review of thermochemical methods. Chem. Eng. Technol.
Kalogo Y, Monteith H, Water G (2013) Energy and resource from sludge
Iatridis B, Gavalas GR (1979) Pyrolysis of a precipitated kraft lignin. Ind Eng Chem Prod Res Dev. https://doi.org/10.1021/i360070a010
Caballero JA, Font R, Marcilla A (1996) Study of the primary pyrolysis of Kraft lignin at high heating rates: yields and kinetics. J Anal Appl Pyrolysis. https://doi.org/10.1016/0165-2370(96)00929-1
Caballero JA, Font R, Marcilla A, García AN (1993) Flash pyrolysis of Klason lignin in a Pyroprobe 1000. J Anal Appl Pyrolysis. https://doi.org/10.1016/0165-2370(93)80011-N
Caballero JA, Font R, Marcilla A (1997) Pyrolysis of kraft lignin: yields and correlations. J Anal Appl Pyrolysis. https://doi.org/10.1016/S0165-2370(96)00965-5
Wu C, Wang Z, Huang J, Williams PT (2013) Pyrolysis/gasification of cellulose, hemicellulose and lignin for hydrogen production in the presence of various nickel-based catalysts. Fuel. https://doi.org/10.1016/j.fuel.2012.10.064
Klinghoffer NB, Castaldi MJ (2013) 9 - Gasification and pyrolysis of municipal solid waste (MSW). In: Klinghoffer NB, Castaldi MJBT-W to ECT (eds) Woodhead Publishing Series in Energy. Woodhead Publishing, pp 146–176
Zakzeski J, Weckhuysen BM (2011) Lignin solubilization and aqueous phase reforming for the production of aromatic chemicals and hydrogen. ChemSusChem. https://doi.org/10.1002/cssc.201000299
Cerone N, Zimbardi F, Contuzzi L et al (2017) Air-steam and oxy-steam gasification of hydrolytic residues from biorefinery. Fuel Process Technol. https://doi.org/10.1016/j.fuproc.2017.07.027
Arapova OV, Tsodikov MV, Chistyakov AV et al (2017) Lignin conversion to hydrogen-containing gas under the action of microwave radiation. Dokl Chem. https://doi.org/10.1134/S0012500817080018
Azadi P, Otomo J, Hatano H et al (2010) Hydrogen production by catalytic near-critical water gasification and steam reforming of glucose. Int J Hydrogen Energy. https://doi.org/10.1016/j.ijhydene.2010.01.069
Azadi P, Farnood R (2011) Review of heterogeneous catalysts for sub- and supercritical water gasification of biomass and wastes. Int. J. Hydrogen Energy
Savage PE (1999) Organic chemical reactions in supercritical water. Chem Rev. https://doi.org/10.1021/cr9700989
Kritzer P (2004) Corrosion in high-temperature and supercritical water and aqueous solutions: a review. J Supercrit Fluids. https://doi.org/10.1016/S0896-8446(03)00031-7
By E, Mcelhatton A, Anandharamakrishnan C et al (2005) Altemative energy sources (bioconversion energy). J Chem Inf Model. https://doi.org/10.1007/978-1-4614-7990-1
Watanabe M, Inomata H, Arai K (2002) Catalytic hydrogen generation from biomass (glucose and cellulose) with ZrO2 in supercritical water. Biomass and Bioenergy. https://doi.org/10.1016/S0961-9534(02)00017-X
Wandeler R, Baiker A (2000) Supercritical fluids. 4
Osada M, Sato O, Watanabe M et al (2006) Water density effect on lignin gasification over supported noble metal catalysts in supercritical water. Energy and Fuels. https://doi.org/10.1021/ef050398q
Resende FLP, Savage PE (2009) Expanded and updated results for supercritical water gasification of cellulose and lignin in metal-free reactors. Energy and Fuels. https://doi.org/10.1021/ef9007278
Shirai M, Yamaguchi A, Hiyoshi N, Sato O (2008) Effect of sulfur on gasification of lignin over supported metal catalysts in supercritical water. Sci Technol 930:2008–2008. https://doi.org/10.1021/ef060636x
Yamaguchi A, Hiyoshi N, Sato O, Shirai M (2012) Gasification of organosolv-lignin over charcoal supported noble metal salt catalysts in supercritical water. Top Catal. https://doi.org/10.1007/s11244-012-9857-4
Azadi P, Khan S, Strobel F et al (2012) Hydrogen production from cellulose, lignin, bark and model carbohydrates in supercritical water using nickel and ruthenium catalysts. Appl Catal B Environ. https://doi.org/10.1016/j.apcatb.2012.01.035
Guan Q, Mao T, Zhang Q et al (2014) Catalytic gasification of lignin with Ni/Al2O3-SiO2 in sub/supercritical water. J Supercrit Fluids. https://doi.org/10.1016/j.supflu.2014.10.015
Yamaguchi A, Hiyoshi N, Sato O et al (2010) Lignin gasification over charcoal-supported palladium and nickel bimetal catalysts in supercritical water. Chem Lett. https://doi.org/10.1246/cl.2010.1251
Melek Y, Aytun OU (2007) An energy benchmarking model based on artificial neural network method utilizing US Commercial Buildings Energy Consumption Survey (CBECS) database. Int J energy Res.
Kang K, Shakouri M, Azargohar R et al (2016) Application of Ni-Co/Mg-Al catalyst system for hydrogen production via supercritical water gasification of lignocellulosic biomass. Catal Letters 146:2596–2605. https://doi.org/10.1007/s10562-016-1891-6
Kang K, Azargohar R, Dalai AK, Wang H (2015) Noncatalytic gasification of lignin in supercritical water using a batch reactor for hydrogen production: an experimental and modeling study. Energy and Fuels. https://doi.org/10.1021/ef5027345
Kudo S, Hachiyama Y, Takashima Y, et al. (2014) Catalytic hydrothermal reforming of lignin in aqueous alkaline medium. In: Energy and Fuels
Ge Y, Dababneh F, Li L (2017) Economic evaluation of lignocellulosic biofuel manufacturing considering integrated lignin waste conversion to hydrocarbon fuels. Procedia Manuf 10:112–122. https://doi.org/10.1016/j.promfg.2017.07.037
Obydenkova SV, Kouris PD, Hensen EJM et al (2017) Environmental economics of lignin derived transport fuels. Bioresour Technol 243:589–599. https://doi.org/10.1016/j.biortech.2017.06.157
Li T, Takkellapati S (2018) The current and emerging sources of technical lignins and their applications. Biofuels, Bioprod biorefining Biofpr 1–32. https://doi.org/10.1002/bbb.1913
Yoo CG, Meng X, Pu Y, Ragauskas AJ (2020) The critical role of lignin in lignocellulosic biomass conversion and recent pretreatment strategies: a comprehensive review. Bioresour Technol 301:122784. https://doi.org/10.1016/j.biortech.2020.122784
Van den Bosch S, Koelewijn SF, Renders T, et al. (2018) Catalytic strategies towards lignin-derived chemicals. Springer International Publishing
Van Den Bosch S, Schutyser W, Vanholme R et al (2015) Reductive lignocellulose fractionation into soluble lignin-derived phenolic monomers and dimers and processable carbohydrate pulps. Energy Environ Sci 8:1748–1763. https://doi.org/10.1039/c5ee00204d
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Suresh, S., Viswanathan, V., Angamuthu, M. et al. Lignin waste processing into solid, liquid, and gaseous fuels: a comprehensive review. Biomass Conv. Bioref. 13, 4515–4553 (2023). https://doi.org/10.1007/s13399-021-01497-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-021-01497-8