
Abstract
The strategies for sustainability and competitiveness of the biodiesel industry may be improved by adding value through co-products, especially for novel biodegradable products from non-edible vegetable oils. In this study, the chemical modifications of ricinoleic acid obtained from castor oil were performed to obtain biodegradable base stock oils. The chemical route was carried out using C8 alcohols (octanol or 2-ethyl-hexanol) in esterification and oxirane rings opening reactions under commercial catalysts. All chemical modifications were monitored by nuclear magnetic resonance (1H NMR) and physicochemical properties of products. The biodegradability of synthesized samples was determined using a bio-kinetic model. The results indicated that the bio-based samples from 2-ethyl-hexanol had the lowest pour point (− 57 °C) and the highest oxidative stability. The biodegradability tests showed that all synthesized samples have half-life around 20–60 days. From these results, this studied route using ricinoleic acid and C8 alcohols was considered to be applied to an existing biodiesel industry. Finally, a multi-purpose flexible industrial configuration was proposed to be able to obtain both biodiesel and the biodegradable base stocks for lubricant oils.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Mineral base lubricants oils are commonly obtained from petroleum processing usually treated by distillation and other refining processes [1]. They are used in several mechanical applications for reducing friction and preventing wear between two surfaces in relative motion, forming a liquid film that decreases heat generation, minimizing energy losses, and may increase equipment lifetime [2,3,4]. Depending on their application, they can also perform cooling, cleaning of moving parts, sealing, insulation, protection, as well as mechanical power transmission and additives to transfer certain physical and chemical characteristics to other products.
Lubricants are important commercial products with an estimated world market above 30 million tons per year [5]. A critical factor for the use of lubricants nowadays is that they may be harmful to the environment. For instance, it is estimated that 20% of the lubricants consumed in Europe are currently being released into the environment [6]. Thus, they need to be formulated with less toxic and more biodegradable products [7, 8]. For this, biodegradable base stock oils may be obtained through chemical modifications of vegetable oils [9, 10] and also waste cooking oil [11,12,13].
Vegetable oils have been gaining more and more space in the market because they have a high potential as raw material to replace mineral oils in the production of lubricants [14]. This occurs because the vegetable oils may be chemically modified for application as lubricant [15,16,17]. Besides the advantages of being renewable, non-toxic with high biodegradability, and adequate tribological performance [18], the vegetable oils exhibit another advantage, such as high lubricity [19], high viscosity index (VI), high flash point, and low evaporation loss [20]. As it is well-known, the vegetable oils are composed by a mixture of triglycerides, which are composed of fatty acids that differ between them in the length of the carbon chain, in the number of double bonds, and their configurations [21]. Several vegetable oils, such as soybean, palm, and castor, have been reported as starting feedstock to obtain biolubricant products [22]. Also, the long carbon chains may usually contain none, one (unsaturated chains), two, or three unsaturations (polyunsaturated chains), and number of carbons ranging from six to twenty-two. Different structures and chemical compositions of the fatty acids would thus have an important role in the final properties obtained, especially in for pour point, viscosity, and oxidative stability.
The intermolecular interaction among the long-chains of the fatty acids is crucial for the observed properties. However, the intermolecular interaction of these fatty acids is mainly governed by van der Waals bond which provide weak interactions among the alkyl chains. Therefore, the initial hypothesis was to use the fatty acid which could contain a more polar group such as a hydroxyl group that facilitates a higher intermolecular interaction between the alkyl chains by hydrogen bond. Some unusual fatty acids may be found in particular oils, such as castor oil (Ricinus communis), which is constituted by ricinoleic acid (ca. 90% wt.), structurally similar to oleic acid, but with a hydroxyl group linked to carbon 12 and would fulfill the requirements mentioned above [23, 24]. Therefore, castor oil has been studied as raw material for synthesis of bio-based lubricants [25,26,27,28,29] and also for the synthesis of other products which would eventually comprise a biorefinery structure [30,31,32,33,34,35].
In this study, samples of base stock oils were synthesized from ricinoleic acid using C8 alcohols (1-octanol and 2-ethyl-1-hexanol) via esterification, epoxidation, and oxirane ring opening reactions. All the chemical modifications were monitored by nuclear magnetic resonance (1H NMR). The structural characteristics on their physicochemical and biodegradability properties of samples were evaluated. The biodegradability of synthesized samples was compared with the mineral and pure castor oil samples. In addition, a multi-purpose flexible industrial configuration was proposed to obtain the biodegradable base stock oils into an existing biodiesel industry.
2 Experimental section
2.1 Materials
Ricinoleic acid (> 90% wt.) obtained from castor oil was kindly supplied by Miracema-Nuodex (Brazil). Pure castor oil was provided by Proquinor–Produtos Químicos do Nordeste Ltda (Brazil). Mineral oil was provided by Petrobras–Petróleo Brasileiro S.A (Brazil). Some important physicochemical properties of these oil samples are reported in Table 1. 2-Ethyl-1-hexanol (> 99% wt.), 1-octanol (> 99% wt.), hydrogen peroxide (30% wt.), formic acid (95% wt.), p-toluenesulfonic acid (> 98% wt.), and Amberlyst 15 resin were from Sigma-Aldrich (USA). Anhydrous sodium bicarbonate (99% wt.), anhydrous sodium sulfate (99% wt.), and toluene (99% wt.) were from Vetec (Brazil). Analytical-grade reagents (n-pentane, toluene, diethyl ether anhydrous, acetic anhydride, and ethyl alcohol) were from J.T. Baker (USA). Deuterated chloroform (CDCl3 99.8% wt.) was supplied by Sigma-Aldrich (USA). Nitrogen (99.999%) was from White Martins Praxair (Brazil). Silica gel (70–230 mesh) and activated bauxite (20–60 mesh) were supplied by Macherey-Nagel (Germany) and Curimbaba (Brazil), respectively.
2.2 Synthesis procedure
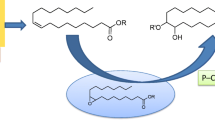
The bio-based samples were obtained from ricinoleic acid using three reaction steps: esterification, epoxidation, and oxirane ring opening, as previously reported in Rios et al. [36]. In this study, C8 alcohols (1-octanol and 2-ethyl-hexanol) were used as esterifying and nucleophilic substitution agents, as illustrated in Fig. 1.

Synthetic routes for BL1 (a) and BL2 (b)
The esterification reactions were performed in a three-neck reactor using 60 g of ricinoleic acid (RA) added to 6 g of Amberlyst 15 and 130 mL of the esterifying alcohol (molar ratio 1:4 RA/alcohol). This mixture was heated to 90 °C and refluxed for 6 h under N2 atmosphere and magnetic stirring (900 rpm). The catalyst was separated by filtration, and the resulting liquid mixture was washed with 5% wt. sodium bicarbonate aqueous solution. After that, the organic layer was dried over anhydrous sodium sulfate and the non-reacted remaining alcohol was removed using a rotary vacuum evaporator at 90 °C for 1 h. The obtained esterification products were named as E1O, for 1-octanol (Fig. 1a), and E2E, for 2-ethylhexanol (Fig. 1b). The esterification conversions (C) may be estimated by Eq. 1.
where ANRA refers to the acid number of the original ricinoleic acid and ANEster is the acid number obtained for the ester samples at the end of the esterification reaction [37]. The molecular weight used for ricinoleic acid was 298.5 g/mol.
The obtained esters (70 g) were then mixed to 5.8 mL of formic acid and 50 mL of toluene as solvent, at room temperature (ca. 298 K). The hydrogen peroxide aqueous solution (46 mL) was then added slowly to the reaction mixture and maintained at room temperature under vigorous stirring (900 rpm) for 24 h. After separation in a funnel, the organic phase was neutralized to pH = 7 with a 5% wt. sodium bicarbonate aqueous solution, then washed with distilled water and dried over anhydrous sodium sulfate. Then, the solvent was removed using a rotary vacuum evaporator at 70 °C for 1 h. The obtained epoxidized samples were named as E1OE (Fig. 1a), and E2EE (Fig. 1b).
The oxirane rings of the latter samples (60 g) were then opened with the same alcohol previously used for the esterification reaction, in a molar ratio of 1:4 (epoxidation product:alcohol), with p-toluene sulfonic acid (6 g) as catalyst and 50 mL of toluene as solvent. This reaction was heated to 80 °C and refluxed for 4 h under N2 atmosphere and vigorous stirring (900 rpm). After cooling to room temperature and separation in a funnel, the organic phase was neutralized to pH = 7 with a 5% wt. sodium bicarbonate aqueous solution, then washed with distilled water and dried over anhydrous sodium sulfate. Lastly, the solvent was removed using a rotary vacuum evaporator at 90 °C for 1 h. The final products thus obtained were named as BL1 (Fig. 1b), and BL2 (Fig. 1b).
All samples were monitored by one-dimensional proton nuclear magnetic resonance spectra (1H NMR) obtained to 500 MHz, performed in a spectrometer Bruker, Model Avance DRX-500 (USA), using ca. 30 mg of samples dissolved in deuterated chloroform.
2.3 Physicochemical properties
The density at 20 °C and kinematic viscosity at 40 and 100 °C were determined using a viscometer SVM 3000 from Anton Paar (Austria), according to ASTM D 7042. The viscosity index (VI) was calculated using the kinematic viscosity values at 40 and 100 °C, according to ASTM D 2270 method. This parameter relates to the viscosity change with temperature; the higher the viscosity index, the less the variation of viscosity with increasing temperature. The acid numbers of the samples were obtained according to the method AOCS Cd 3d-63 (AOCS–American Oil Chemists’ Society).
The pour point determination was performed according to ASTM D 97, using 45 mL of the sample in a CPP 5Gs from ISL (France). The sample was preheated to a temperature of about 40 °C. Then, the sample was cooled and its flow behavior was monitored for each temperature decrease of 3 °C. The lower temperature in which the sample still flows under gravity is reported as the pour point (°C).
2.4 Accelerated oxidation method
The oxidative stability time (OST) was measured using 3.0 g of sample at 110 °C and constant air flow of 10 L/h in a Rancimat–Metrohm (Switzerland). The air flows through the sample, and subsequently is bubbled into a flask containing deionized water. The air oxidizes the sample and drags the oxidation products which are then solubilized in water, thus increasing the water conductivity. The obtained response from this method is a curve of conductivity versus time, and the point of time in which a variation of 50 μS is reached in relation to the initial conductivity is considered the oxidative stability time of the sample.
2.5 Biodegradability
The biodegradability was measured according to ASTM D7373 method, as reported in Rhee [38], to predict the biodegradability of lubricants, using a bio-kinetic model (without microorganisms). As described in Luna et al. [28], four fractions of samples (2.0 g) were obtained as non-aromatics (F1), non-polar-based aromatics (F2), esters or related products (F3), and polar aromatics (F4). The weight for fractions F1 and F3 were used to estimate the half-life of the samples, using Eqs. 2 and 3.
where ECB is the effective composition for biodegradation and η is the ECB coefficient [28, 38]. The ECB was calculated using coefficient (η) of 0.3 to mineral oil, 1.0 to pure castor oil, and 0.8 to all synthesized bio-based samples.
3 Results and discussion
3.1 Synthesis of bio-based samples
The 1H NMR spectra of the ricinoleic acid and its esters obtained from 1-octanol and 2-ethyl-hexanol are shown in Fig. 2. When compared the spectra of the ester samples (b and c) to the spectrum of the original RA sample (a), the ester formation is confirmed by the appearance of a peak at the chemical shift region of δ = 3.9 to 4.0 ppm, which refers to the hydrogen linked to the neighbor carbon of the sp3 oxygen of the ester functional group [39].

1H NMR spectra for a RA, b E1O, c E2E, d E1OE, e E2EE, f BL1, and g BL2
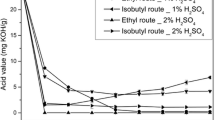
In the esterification reaction, high ricinoleic acid conversions were obtained for both 1-octanol (98% mol) and 2-ethyl-hexanol (95% mol), using Eq. 1. The slightly lower conversion values observed when using 2-ethyl-hexanol may be related to the steric hindrance from the branching, therefore affecting the reaction performance. Similar behavior has been previously reported [39, 40].
The 1H NMR spectra of the epoxidized products, obtained from the esters previously synthesized, are also shown in Fig. 2: (d) for E1OE and (e) for E2EE. The epoxidation reaction was followed through the disappearance of the unsaturation peak (δ = 5.30–5.40 ppm) in the spectra of E1OE and E2EE samples. The disappearance of those peaks (Fig. 2 d and e), when compared to the spectra of the esters (Fig. 2 b and c, respectively), suggests a conversion of ca. 100% mol of E1O and E2E. The appearance of two new signals at δ = 3.10 ppm and 2.80 ppm confirms the formation of epoxy groups [41].
At last, the 1H NMR spectra of the final products, obtained after the opening of the oxirane rings of the latter samples, are also shown in Fig. 2: (f) for BL1 and (g) for BL2. The conversion of the E1OE and E2EE samples may be estimated from the reduction of the area of the peaks around 2.8 and 3.1 ppm in the 1H NMR spectra [42]. It may be observed that those peaks practically disappear (see Fig. 2 f and g), indicating conversion values of ca. 100% for both samples. The appearance of a peak at δ = 3.6 ppm is related to vicinal protons of the CH2 group in the ether function obtained after the oxirane ring opening reaction.
3.2 Physicochemical properties, oxidative stability, and biodegradability
The physicochemical properties of the bio-based lubricant samples BL1 and BL2 obtained are reported in Table 2. Additionally, the properties of a mixture 50/50 vol. of BL1 and BL2, named as BL3, are also reported.
For most applications, it is desirable that a base stock oil present high viscosity index, low pour point, and high oxidative stability. It may be seen, from the values in Table 2, that the sample obtained using 1-octanol (BL1) showed the highest viscosity index, while the sample using 2-ethyl-hexanol (BL2) showed the lowest pour point.
The biolubricant samples (BL1 and BL2) have different spatial arrangements, thus different viscosities values were observed. BL1 sample has more effective hydrogen bond interactions and van der Waals bonds than BL2, due to more linear arrangement, thus it has a higher viscosity value. The ISO viscosity grade standard suggests application of lubricant oil according to viscosity values at 40 °C. The viscosity values of synthesized biolubricants find requirement to ISO VG 68 (61.2 to 74.8 cSt at 40 °C) that are often used as base stock oils for gear pump applications and hydraulic fluids.
The results for pour points were discrepant between biolubricant samples (BL1 and BL2). The use of 2-ethylhexanol, a branched chain alcohol, decreases the pour point value when compared to linear alcohols [43,44,45]. The BL1 sample is composed by more linear molecules, allowing more interactions due to the van der Waals forces present in the carbon chain. These stronger interactions cause greater molecular organization resulting in a higher pour point. The BL2 sample has branched carbon chains hindering intermolecular interactions, created by steric barriers, thus making the molecular packing more difficult, disfavoring the crystallization process and leading to lower pour point values [46,47,48]. However, for the BL3 sample (50/50 vol. mixture of BL1 and BL2), it may be observed that the pour point behavior does not show a linear relationship with the mixture concentration, being somewhat closer to the value found for BL2. This confirms a predominant effect of the presence of branched molecules from the BL2 sample on the pour point property.
The oxidative stability is related to the level of unsaturations and their configuration. The chemical routes studied were planned to improve the oxidative stability of the esters derived from the ricinoleic acid. The main purpose of epoxidation step was to eliminate the double bounds and thus reducing the number of active sites for oxidation reactions [49]. The reduction of double bonds after oxirane ring opening reactions is then confirmed from the results shown in Fig. 3, in which the oxidative stabilities times for both all samples (BL1 and BL2) were higher than their previous ester samples before the epoxidation step (E1O and E2E).

Oxidative stability time (OST) of E1O, E2E, BL1, and BL2
For evaluation of biodegradability of synthesized samples (BL1, BL2, and BL3), the results of chromatographic elution are presented in Table 3, which shows the average of the fractions eluted, the effective composition for biodegradation (ECB), and the half-life time. The ECB values show the composition of the sample effectively biodegradable, thus it is a value ranging from zero to one, where the maximum value suggests that the sample is completely biodegradable.
It may be observed that the half-life time obtained for all synthesized samples were lower than those observed for the mineral oil samples (ECB of 0.232 and half-life of 222 days). The lower biodegradability of mineral oils is strongly related to the presence of aromatic, naphthenic, sulfur compounds in their composition, that traditionally have lower biodegradability [9]. All synthesized samples presented higher half-life time than pure castor oil, which was expected since castor oil is a natural product, containing mostly triglycerides. However, there are severe limitations to the use of castor oil as direct lubricant related to thermo-oxidative and hydrolytic properties [9, 50, 51].
The estimated cumulative biodegradation profiles for all samples are shown in Fig. 4. Among the biolubricants, the differences observed due to the alcohols used in the process (1-octanol or 2-ethylhexanol) were also detected in the results of half-life time and the profile of biodegradation. The half-life time of BL1 (obtained with 1-octanol) is three times lower than the half-life time of BL2 (obtained with 2-ethylhexanol (BL2), as seen in Table 3. This indicates that the presence of more linear molecules in the BL1 sample has an effect on the biodegradability property. Similarly to what was previously observed for the pour point results, the biodegradability of the BL3 sample (50/50 vol. mixture of BL1 and BL2) did not show a linear behavior with the mixture concentration. In this case, the biodegradability of the BL3 sample was somewhat closer to BL1, which indicates a predominant effect of the presence of linear molecules from the BL1 sample on this property, as measured using the ASTM D7373 method.

Estimated biodegradation profiles for (black circle) BL1, (black diamnnd) BL2, (square) BL3, (down-pointing triangle) mineral oil, and (up-pointing triangle) castor oil
The synthesized samples presented physicochemical properties that are interesting for formulation of lubricants (VI from 100 to 122 and pour point from between − 18 and − 57 °C) with biodegradability properties (half-life of 20–60 days) slightly closer to those of vegetable oils than to the properties of the petroleum base stock oils.
3.3 Process design for integration with biodiesel industry
The biodiesel industry consists of hundreds of facilities worldwide producing billions of liters of this biofuel annually [52,53,54,55,56]. An integration of the biodiesel production process to also obtain novel bio-based products shall be an important mechanism of adding value to this industry.
The block diagram of a typical biodiesel production process is presented in Fig. 5. The industrial production of biodiesel is traditionally made through the transesterification process of vegetable oils or animal fats with methanol or ethanol, producing 90% biodiesel and 10% glycerin [57]. The reaction is followed by a separation phase system, where crude esters (upper phase) is separated from the crude glycerin (lower phase). The esters (biodiesel) are purified through excess methanol recovery, water washing multi-steps, and finally dried.

Block diagram for biodiesel production
In this study, bio-based stock oils are obtained from ricinoleic acid, through esterification with 2-ethylhexanol or 1-octanol, followed by epoxidation of the unsaturations of fatty acid chains and then opening oxirane ring reaction with the same alcohol used in the esterification step. The block diagram of the bio-based stock oil production process is displayed in Fig. 6. In this process, after the esterification of ricinoleic acids, the excess of esterifying alcohol shall be recovered to be recycled into esterification step. The ricinoleic esters (E1O and E2E) shall then be purified by a flash evaporation in order to guarantee the complete removal of volatile elements in its composition.

Block diagram for bio-based lubricants production
The epoxidation of ricinoleic esters occurs in stirred reactors, in the presence of inert solvent in order to avoid side reactions. After reaction time, alkaline solution (e.g., sodium bicarbonate/water) is used to interrupt the reaction. Thus, the reaction medium is transferred through a separation system (settling or centrifugation) in order to remove water, formic acid, and the excess of hydrogen peroxide. The upper phase is predominantly epoxidized ricinoleic esters and solvent. Since the solvent is also used in the next reaction step, it is not required to remove it from the mixture.
Epoxidized esters (E1OE and E2EE) are then reacted with the same alcohol used in the esterification step in order to open their oxirane rings, adding a hydroxyl group and an alkyl branch in each unsaturations of the ester molecules. This reaction is carried out in stirred tank reactor that uses pTSA (p-toluene sulfonic acid) as catalyst and an inert solvent again to avoid side reactions. After reaction, alkaline solution is used to neutralize the pTSA and then the reaction medium is separated by centrifugation of three phases (ester/solvent phase, aqueous phase, and pTSA salts).
The upper phase is then flash evaporated in order to recover toluene and the excess of alcohols. The toluene and alcohol blend recovered shall be distillated for both materials and shall be recycled into the reaction steps. The esters are the final bio-based products (BL1 or BL2).
A multi-purpose industrial configuration that may be capable of producing the biodegradable base stock oils (BL1 or BL2) is shown in Fig. 7 (esterification and epoxidation steps) and Fig. 8 (oxirane ring opening step).

Process scheme for esterification of ricinoleic acid with long-chain alcohols and epoxidation of ricinoleic ester using hydrogen peroxide and formic acid

Process scheme for oxirane rings opening reaction and separation of final products (BL1 and BL2)
Both processes present similar reaction and separation systems. Esterification, epoxidation, neutralization, and oxirane ring opening reactions shall be carried out in stirred reactors as well as transesterification, adapted with a catalytic fixed bed column for esterification step. Separation system of both processes occurs by gravity decantation with similar relative specific mass among the material involved. Methanol or toluene recovery, flash-evaporation, and drying systems to purify biodiesel or biolubricant are similar, adjusting the operating conditions to such situation of mass flows and thermodynamic properties of materials used. The centrifugation system to remove salts produced from the neutralization of HCl used on the glycerin purification system of the biodiesel production process shall be integrated with the process of removing salts produced from the neutralization of pTSA on the biolubricant production process.
All equipment included in Figs. 7 and 8 are present in an industrial biodiesel process: stirred reactors for transesterification steps, heaters and coolers for thermal transferring, settlers to liquid-liquid separation, washing columns, flash systems for purifying and drying esters, centrifuge to separated salts, and auxiliary tanks.
The industrial unit that may not be integrated is the recovery of alcohol excess (alcohols/toluene distillation) due to thermodynamic differences among distinct alcohols. For example, methanol, 1-octanol, and 2-ethylhexanol have boiling point of 64.7 °C, 195 °C, and 184 °C, and vaporization enthalpy of 38 kJ/mol, 71 kJ/mol, and 68.5 kJ/mol, respectively, requiring specific sizing conditions for the equipment applied to its evaporation and distillation processes.
A detailed mass balance for a process to obtain biodiesel has been estimated and is shown in Tables S1 and S2 (Supplementary material). The same was performed for the production of bio-based lubricants as proposed in this study and shown in Tables S3 and S4. In both cases, the initial feedstock flow rate was considered as 1000 kg/h (vegetable oil or ricinoleic acid). The conversion values obtained experimentally in this study for the esterification, epoxidation, and oxirane ring opening reactions were used as assumptions for the mass balance. Additionally, a typical excess alcohol recovery yield of a biodiesel plant (95% wt.) was considered for the steps of octanol, 2-ethylhexanol, and toluene recovery in the biolubricant configuration. Finally, for the biodiesel process, a partition coefficient between ester and aqueous phase was considered 0.125 wt/wt. From the detailed mass balance (see Supplementary material), a global mass balance has been proposed for the biodiesel process (Table 4) and for the biolubricant process (Table 5). It may be observed that, starting from 1000 kg/h of ricinoleic acid as feedstock, the biolubricant configuration would yield above 1850 kg/h of a biolubricant product.
The degree of integration of the biolubricant production into an existing biodiesel unit may provide benefits such as reduced operational and maintenance costs. A more efficient use of vegetable oils or fatty acids for obtaining a variety of biodegradable base stock oils enables, consequently, an increase in the profitability of the biodiesel industry.
4 Conclusion
The synthesis of biodegradable base stocks for lubricant oils, which could be obtained in an integrated way with the biodiesel processing industry via epoxidation route, was evaluated. The chemical modification of ricinoleic acid using 2-ethyl-hexanol in esterification and oxirane ring opening reactions gives the final product a better cold property (− 57 °C), as well as a higher resistance to oxidation (OST > 25 h). On the other hand, the linear chain alcohol use gives the product a higher viscosity (64 mm2/s at 40 °C) and viscosity index (122). In terms of biodegradability, the synthesized biolubricants have half-life values differing among them (20 days for BL1 and 60 days for BL2), but they are much lower values when compared with mineral oil (~ 220 days), thus being more environmentally friendly.
The synthesized bio-based lubricants prove to be a viable alternative to solve the biodiesel industry downtime problem, once modifications are made for products large scale production. The only operation that may not be integrated is the excess alcohol recovery due to different physicochemical properties of the alcohols. However, a high degree of integration with traditional biodiesel industry may provide benefits such as reduced operational costs and increased the profits for a biodiesel industry to produce a wider variety of bio-based products for formulation of biodegradable lubricants.
References
Singh Y, Farooq A, Raza A (2017) Sustainability of a non-edible vegetable oil-based bio-lubricant for automotive applications: a review. Process Saf Environ Prot 111:701–713. https://doi.org/10.1016/j.psep.2017.08.041
Shomchoam B, Yoosuk B (2014) Eco-friendly lubricant by partial hydrogenation of palm oil over Pd/γ-Al2O3 catalyst. Ind Crop Prod 62:395–399. https://doi.org/10.1016/j.indcrop.2014.09.022
Kania D, Yunus R, Omar R, Abdul Rashid S, Mohamad Jan B (2015) A review of biolubricants in drilling fluids: recent research, performance, and applications. J Pet Sci Eng 135:177–184. https://doi.org/10.1016/j.petrol.2015.09.021
Sripada PK, Sharma RV, Dalai AK (2013) Comparative study of tribological properties of trimethylolpropane-based biolubricants derived from methyl oleate and canola biodiesel. Ind Crop Prod 50:95–103. https://doi.org/10.1016/j.indcrop.2013.07.018
Akerman CO, Gaber Y, Ghani NA et al (2011) Clean synthesis of biolubricants for low temperature applications using heterogeneous catalysts. J Mol Catal B Enzym 72:263–269. https://doi.org/10.1016/j.molcatb.2011.06.014
McNutt J, He QS (2016) Development of biolubricants from vegetable oils via chemical modification. J Ind Eng Chem 36:1–12. https://doi.org/10.1016/j.jiec.2016.02.008
Panchal TM, Patel A, Chauhan DD, Thomas M, Patel JV (2017) A methodological review on bio-lubricants from vegetable oil-based resources. Renew Sust Energ Rev 70:65–70. https://doi.org/10.1016/j.rser.2016.11.105
Reeves CJ, Menezes PL, Jen TC, Lovell MR (2015) The influence of fatty acids on tribological and thermal properties of natural oils as sustainable biolubricants. Tribol Int 90:123–134. https://doi.org/10.1016/j.triboint.2015.04.021
Luna FMT, Rocha BS, Rola EM Jr et al (2011) Assessment of biodegradability and oxidation stability of mineral, vegetable and synthetic oil samples. Ind Crop Prod 33:579–583. https://doi.org/10.1016/j.indcrop.2010.12.012
Da Silva JAC, Soares VF, Fernandez-Lafuente R, et al (2015) Enzymatic production and characterization of potential biolubricants from castor bean biodiesel. J Mol Catal B Enzym 122:323–329. https://doi.org/10.1016/j.molcatb.2015.09.017
Mannu A, Ferro M, Di Pietro ME, Mele A (2019) Innovative applications of waste cooking oil as raw material. Sci Prog 102:153–160. https://doi.org/10.1177/0036850419854252
Panadare DC, Rathod VK (2015) Applications of waste cooking oil other than biodiesel: a review. Iran J Chem Chem Eng 12:55–76
Sun G, Li Y, Cai Z, Teng Y, Wang Y, Reaney MJT (2017) K2CO3-loaded hydrotalcite: a promising heterogeneous solid base catalyst for biolubricant base oil production from waste cooking oils. Appl Catal B Environ 209:118–127. https://doi.org/10.1016/j.apcatb.2017.02.078
Hajar M, Vahabzadeh F (2014) Modeling the kinetics of biolubricant production from castor oil using Novozym 435 in a fluidized-bed reactor. Ind Crop Prod 59:252–259. https://doi.org/10.1016/j.indcrop.2014.05.032
Mehdi S, Asghari A, Ghobadian B, Dehghani Soufi M (2020) Conversion of Pistacia atlantica mutica oil to trimethylolpropane fatty acid triester as a sustainable lubricant. Biomass Conv Bioref 10:139–148. https://doi.org/10.1007/s13399-019-00452-y
Salimon J, Salih N, Yousif E (2012) Improvement of pour point and oxidative stability of synthetic ester basestocks for biolubricant applications. Arab J Chem 5:193–200. https://doi.org/10.1016/j.arabjc.2010.09.001
Ahmed MS, Nair KP, Khan MS et al. (2020) Evaluation of date seed (Phoenix dactylifera L.) oil as crop base stock for environment friendly industrial lubricants. Biomass Conv. Bioref. https://doi.org/10.1007/s13399-020-00708-y
Koh MY, Tinia TI, Idris A (2014) Synthesis of palm based biolubricant in an oscillatory flow reactor (OFR). Ind Crop Prod 52:567–574. https://doi.org/10.1016/j.indcrop.2013.10.042
Aravind A, Joy ML, Nair KP (2015) Lubricant properties of biodegradable rubber tree seed (Hevea brasiliensis Muell. Arg) oil. Ind Crop Prod 74:14–19. https://doi.org/10.1016/j.indcrop.2015.04.014
Mobarak HM, Niza Mohamad E, Masjuki HH, Kalam MA, al Mahmud KAH, Habibullah M, Ashraful AM (2014) The prospects of biolubricants as alternatives in automotive applications. Renew Sust Energ Rev 33:34–43. https://doi.org/10.1016/j.rser.2014.01.062
Quinchia LA, Delgado MA, Valencia C, Franco JM, Gallegos C (2010) Viscosity modification of different vegetable oils with EVA copolymer for lubricant applications. Ind Crop Prod 32:607–612. https://doi.org/10.1016/j.indcrop.2010.07.011
Zainal NA, Zulki NWM, Gulzar M, Masjuki HH (2018) A review on the chemistry production, and technological potential of bio- based lubricants. Renew Sust Energ Rev 82:80–102. https://doi.org/10.1016/j.rser.2017.09.004
Armendáriz J, Lapuerta M, Zavala F, García-Zambrano E, del Carmen Ojeda M (2015) Evaluation of eleven genotypes of castor oil plant (Ricinus communis L.) for the production of biodiesel. Ind Crop Prod 77:484–490. https://doi.org/10.1016/j.indcrop.2015.09.023
Meira M, Quintella CM, Ribeiro EMO, Silva HRG, Guimarães AK (2015) Overview of the challenges in the production of biodiesel. Biomass Conv Bioref 5:321–329. https://doi.org/10.1007/s13399-014-0146-2
Sun S, Wang G, Wang P (2018) A cleaner approach for biodegradable lubricants production by enzymatic glycerolysis of castor oil and kinetic analysis. J Clean Prod 188:530–535. https://doi.org/10.1016/j.jclepro.2018.04.015
Saboya RMA, Cecilia JA, García-Sancho C, Sales AV, de Luna FMT, Rodríguez-Castellón E, Cavalcante CL Jr (2017) Synthesis of biolubricants by the esterification of free fatty acids from castor oil with branched alcohols using cationic exchange resins as catalysts. Ind Crop Prod 104:52–61. https://doi.org/10.1016/j.indcrop.2017.04.018
Malhotra D, Mukherjee J, Gupta MN (2015) Lipase catalyzed transesterification of castor oil by straight chain higher alcohols. J Biosci Bioeng 119:280–283. https://doi.org/10.1016/j.jbiosc.2014.08.005
Luna FMT, Cavalcante JB, Silva FON, Cavalcante CL (2015) Studies on biodegradability of bio-based lubricants. Tribol Int 92:301–306. https://doi.org/10.1016/j.triboint.2015.07.007
Sánchez-Cantú M, Pérez-Díaz LM, Pala-Rosas I, Cadena-Torres E, Juárez-Amador L, Rubio-Rosas E, Rodríguez-Acosta M, Valente JS (2013) Hydrated lime as an effective heterogeneous catalyst for the transesterification of castor oil and methanol. Fuel 110:54–62. https://doi.org/10.1016/j.fuel.2012.07.075
Granjo JFO, Duarte BPM, Oliveira NMC (2017) Integrated production of biodiesel in a soybean biorefinery: modeling, simulation and economical assessment. Energy 129:273–291. https://doi.org/10.1016/j.energy.2017.03.167
Martinez-Hernandez E, Campbell G, Sadhukhan J (2013) Economic value and enviromental impact (EVEI) analysis of biorefinery systems. Chem Eng Res Des 91:1418–1426. https://doi.org/10.1016/j.cherd.2013.02.025
de Jong E, Jungmeier G (2015) Biorefinery concepts in comparison to petrochemical refineries, in: Industrial Biorefineries & White Biotechnology. Elsevier, Amsterdam, pp 3–33. https://doi.org/10.1016/B978-0-444-63453-5.00001-X
Dragone G, Kerssemakers AAJ, Driessen JLSP, Yamakawa CK, Brumano LP, Mussatto SI (2020) Innovation and strategic orientations for the development of advanced biorefineries. Bioresour Technol 302:122847. https://doi.org/10.1016/j.biortech.2020.122847
Severo IA, Siqueira SF, Deprá MC, Maroneze MM, Zepka LQ, Jacob-Lopes E (2019) Biodiesel facilities: what can we address to make biorefineries commercially competitive? Renew Sust Energ Rev 112:686–705. https://doi.org/10.1016/j.rser.2019.06.020
Dimian AC, Iancu P, Plesu V, Bonet-Ruiz AE, Bonet-Ruiz J (2019) Castor oil biorefinery: conceptual process design, simulation and economic analysis. Chem Eng Res Des 141:198–219. https://doi.org/10.1016/j.cherd.2018.10.040
Rios ÍC, Cordeiro JP, Arruda TBMG, Rodrigues FEA, Uchoa AFJ, Luna FMT, Cavalcante CL Jr, Ricardo NMPS (2020) Chemical modification of castor oil fatty acids (Ricinus communis) for biolubricant applications: an alternative for Brazil’s green market. Ind Crop Prod 145:112000. https://doi.org/10.1016/j.indcrop.2019.112000
Rade LL, Lemos COT, Barrozo MAS, Ribas RM, Monteiro RS, Hori CE (2018) Optimization of continuous esterification of oleic acid with ethanol over niobic acid. Renew Energy 115:208–216. https://doi.org/10.1016/j.renene.2017.08.035
Rhee IS (2005) Development of bio-kinetic model for lubricants. National Lubricating Grease Institute (NLGI) 69:22–29
Salimon J, Salih N, Yousif E (2012) Biolubricant basestocks from chemically modified ricinoleic acid. J King Saud Univ - Sci 24:11–17. https://doi.org/10.1016/j.jksus.2010.08.008
Oh J, Yang S, Kim C, Choi I, Kim JH, Lee H (2013) Synthesis of biolubricants using sulfated zirconia catalysts. Appl Catal A Gen 455:164–171. https://doi.org/10.1016/j.apcata.2013.01.032
Borugadda VB, Goud VV (2014) Epoxidation of castor oil fatty acid methyl esters (COFAME) as a lubricant base stock using heterogeneous ion-exchange resin (IR-120) as a catalyst. Energy Procedia 54:75–84. https://doi.org/10.1016/j.egypro.2014.07.249
Kulkarni RD, Deshpande PS, Mahajan SU, Mahulikar PP (2013) Epoxidation of mustard oil and ring opening with 2-ethylhexanol for biolubricants with enhanced thermo-oxidative and cold flow characteristics. Ind Crop Prod 49:586–592. https://doi.org/10.1016/j.indcrop.2013.06.006
Lathi PS, Mattiasson B (2007) Green approach for the preparation of biodegradable lubricant base stock from epoxidized vegetable oil. Appl Catal B Environ 69:207–212. https://doi.org/10.1016/j.apcatb.2006.06.016
Abdullah BM, Zubairi SI, Huri HZ et al (2016) Polyesters based on linoleic acid for biolubricant basestocks: low-temperature, tribological and rheological properties. PLoS One 11. https://doi.org/10.1371/journal.pone.0151603
Luna FMT, Salmin DC, Santiago VS, Maia FJN, Silva FON, Mazzetto SE, Cavalcante CL (2019) Oxidative stability of acylated and hydrogenated ricinoleates using synthetic and natural antioxidants. J Chemother 2019:1. https://doi.org/10.1155/2019/3973657
Marques JPC, Rios ÍC, Arruda TBMG, Rodrigues FEA, Uchoa AFJ, de Luna FMT, Cavalcante CL Jr, Ricardo NMPS (2019) Potential bio-based lubricants synthesized from highly unsaturated soybean fatty acids: physicochemical properties and thermal degradation. Ind Eng Chem Res 58:17709–17717. https://doi.org/10.1021/acs.iecr.9b03038
Madankar CS, Dalai AK, Naik SN (2013) Green synthesis of biolubricant base stock from canola oil. Ind Crop Prod 44:139–144. https://doi.org/10.1016/j.indcrop.2012.11.012
Fan M, Zhang C, Wen P, Sun W, Dong R, Yang D, Li W, Zhou F, Liu W (2017) High-performance Lubricant Base stocks from biorenewable gallic acid: systematic study on their physicochemical and tribological properties. Ind Eng Chem Res 56:9513–9523. https://doi.org/10.1021/acs.iecr.7b01452
Geethanjali G, Padmaja KV, Prasad RBN (2016) Synthesis, characterization, and evaluation of castor oil-based acylated derivatives as potential lubricant base stocks. Ind Eng Chem Res 55:9109–9117. https://doi.org/10.1021/acs.iecr.6b01550
Bartz WJ (1998) Lubricants and the environment. Tribol Int 31:35–47
Gryglewicz S, Piechocki W, Gryglewicz G (2003) Preparation of polyol esters based on vegetable and animal fats. Bioresour Technol 87:35–39. https://doi.org/10.1016/S0960-8524(02)00203-1
Padula AD, Santos MS, Ferreira L, Borenstein D (2012) The emergence of the biodiesel industry in Brazil: current figures and future prospects. Energy Policy 44:395–405. https://doi.org/10.1016/j.enpol.2012.02.003
Aransiola EF, Ojumu TV, Oyekola OO, Madzimbamuto TF, Ikhu-Omoregbe DIO (2014) A review of current technology for biodiesel production: state of the art. Biomass Bioenergy 61:276–297. https://doi.org/10.1016/j.biombioe.2013.11.014
Gebremariam SN, Marchetti JM (2018) Economics of biodiesel production: review. Energy Convers Manag 168:74–84. https://doi.org/10.1016/j.enconman.2018.05.002
Manaf ISA, Embong NH, Khazaai SNM, Rahim MHA, Yusoff MM, Lee KT, Maniam GP (2019) A review for key challenges of the development of biodiesel industry. Energy Convers Manag 185:508–517. https://doi.org/10.1016/j.enconman.2019.02.019
César SA, Conejero MA, Barros Ribeiro EC, Batalha MO (2019) Competitiveness analysis of “social soybeans” in biodiesel production in Brazil. Renew Energy 133:1147–1157. https://doi.org/10.1016/j.renene.2018.08.108
Anuar MR, Zuhairi A (2016) Challenges in biodiesel industry with regards to feedstock, environmental, social and sustainability issues: a critical review. Renew Sust Energ Rev 58:208–223. https://doi.org/10.1016/j.rser.2015.12.296
Acknowledgments
The authors acknowledge the financial support provided by CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico), CAPES (Coordenação de Aperfeiçoamento de Pessoal de Nível Superior), and FUNCAP (Fundação Cearense de Apoio ao Desenvolvimento Científico e Tecnológico). The authors are thankful to CENAUREMN (Centro Nordestino de Aplicação e Uso da Ressonância Magnética Nuclear) for the support to perform of the NMR spectra. We thank the Spanish Government (RTI2018-095038-B-I00), “Comunidad de Madrid” and European Structural Funds (S2018/NMT-4367).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
ESM 1
(DOCX 41 kb)
Rights and permissions
About this article

Cite this article
Rios, Í.C., Cordeiro, J.P., Parente, E.J. et al. Biodegradable base stock oils obtained from ricinoleic acid using C8 alcohols and process integration into a biodiesel industry. Biomass Conv. Bioref. 11, 803–814 (2021). https://doi.org/10.1007/s13399-020-00942-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-020-00942-4