
Abstract
Straw fermentation offers the advantage to provide energy for the electricity, the heat, and/or the mobility sector, while contributing in parallel to close nutrient and humus cycles in agriculture. In this study, the state of technology of straw biogas fermentation is assessed. The results show that the selection of an adequate pretreatment process is one of the main key factors for a successful provision of biogas from straw. The subsequent assessment of three pretreatment options (i.e., mechanical treatment, steam explosion, alkaline treatment) shows that a mechanical pretreatment is economically more viable than the other options, even though the expected biogas yield is clearly lower. This is mainly because chemical or thermal pretreatment results in high investment cost due to high pressure or long residence times.

Graphical abstract
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
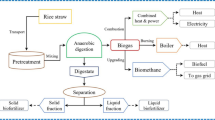
Biomass residues can be converted to bioenergy by means of direct combustion, anaerobic digestion, or other thermal processes such as gasification and pyrolysis. Bioenergy production through methane by anaerobic digestion allows the more energy efficient utilization of a wider range of substrates [1] and has been found to have a lower effect on air quality, when compared with direct combustion [2,3,4].
Biomethane is a widely useable fuel gas, which can be obtained e.g., by anaerobic fermentation/digestion of straw. One advantage of biomethane from straw is that it causes 80 to 90% less greenhouse gas (GHG) emissions compared with natural gas [5, 6]. Therefore, it can help to achieve the GHG reduction goals internationally agreed on within the so-called Paris Agreement.
However, so far, biomethane contributes only with a share of about 0.2% to the natural gas consumption within the EU [7]; on a global scale, the share is even lower. This biomethane mainly results from the anaerobic treatment of animal excreta and municipal organic waste as well as, especially in Germany, whole crop silage [8, 9]. Whole crop silage is the only form of lignocellulosic material, which is so far utilized in anaerobic digestion in relevant capacities, but is in direct conflict with food provision. Even due to this low contribution, the overall potential is high; in theory, 55% of the natural gas could be substituted by biomethane [8] and 32 to 95% of that could be provided by the anaerobic fermentation of straw [10, 11]. Thus, the option to use straw as a source for biomethane provision could contribute considerable to achieve the environmental goals and can help in parallel the European Union (EU) to become more independent from energy import.
The main challenge in straw utilization for biogas provision is to degrade its resilient structure in pretreatment processes, in order to enable a subsequent fermentation within the given economic constraints. Therefore, it is the aim of this publication to compare different pretreatment concepts in terms of their biogas/methane production costs. The overarching goal of such a biogas provision from straw is the maximum conversion of the organic feedstock with high conversion efficiencies and with minimized waste production to supply a highly valuable gas to be used for the provision of “green” energy. To minimize environmental effects and maximize social/societal acceptance, the used biomass resources must be provided in a highly efficient way by means of sustainable farming and/or provided as a waste, by-product, or residue. Straw, e.g., from wheat/rice/maize production, is typically allocated to the latter category, since it can be used as a feedstock for biogas provision without land-use conflicts [12].
Additionally, due to globally rising population and subsequent increasing food demand, there is a huge potential of unused straw (e.g., barley, soybean, wheat, rice, maize) on a worldwide level. Globally, in total, straw could contribute between 19 and 76 EJ/a (3 to 12%global) to the worldwide primary energy use, expected in 2020 [10, 13]. Furthermore, crop residues like straw and bagasse (crop residue from sugarcane showing similar composition and properties like straw [14]) are available all over the globe [10].
So far, straw is only used to a very limited extend for biogas provision. Only a hand full of straw-based bioenergy projects have been implemented worldwide and operate in more or less commercially relevant capacities [15, 16]. The largest straw-based biorefinery projects presented to a wider public are the Inbicon project (450 ktstraw/a in Denmark by DONG Energy), the Liberty project (~ 280 ktstraw/a in Iowa, USA by POET-DSM), and the Sun Liquid project (250 ktstraw/a in Romania by Clariant). Thus, the majority of the projects using straw as a feedstock aim to yield ethanol as a primary product [15,16,17,18]. One technical and economic bottlenecks for these activities is the low robustness of the necessary enzymes and their high costs expected to account for up to 30% of the overall straw processing costs. Due to these technical and economic challenges, many companies (e.g., Albengoa in Kansas, USA; BetaRenewables in Crescentino, Italy; DuPont in Iowa, USA) failed in the past [15, 16]. Only one company (Verbio AG, Germany) operates under economic aspects successfully one plant for the provision of biogas from straw at the scale of 40 ktstraw/a; three similar plants are under construction [19]. One reason for this success of a biogas production compared with ethanol provision is that the overall conversion process to provide biogas is relatively simple and robust [20]. Additionally, biogas fermentation based on straw allows closing the nutrient and humus cycle in agriculture (i.e., advantages for the farmer). Taking sustainability criteria into consideration, this is important, because beside the nutrient content, a main factor defining soil quality is the organic carbon content respectively the humus content within the fertile topsoil [21].
Additionally, typical practice used still in some areas to get rid of the straw after harvest is the uncontrolled incineration on the agricultural field. While inorganic components stay on the agricultural field with that behavior (i.e., the ash remains on the soil), significant amounts of greenhouse gas (GHG) emissions, volatile organic compounds (VOC), and particulate matter (PM) as well as other airborne emissions are produced, and the soil is deprived of valuable organic carbon [22]. Such a practice can also have the consequence of a reduction of up to 70% organic carbon content within the topsoil [23]. Additionally, some of the nutrients contained within the straw are transferred into the gas phase during combustion i.e., they are lost for the respective agricultural area (this have to be compensated by other measures like the use of mineral fertilizer). This illustrates the need for soil quality management practices for straw to prevent degradation of arable land [6]. For example, the return of the anaerobically treated digestate to the field as organic fertilizer increases the organic carbon content in the topsoil and contributes to closing nutrient cycles. Because within a biogas plant, only carbon, oxygen, and hydrogen are removed from the biogas substrate, all nutrients and trace elements originally contained within the straw are recycled back to the field after biogas production.
When exposed to the environment on the field, lignin degrades considerably slower than other organic components straw consists of (e.g., cellulose, hemicellulose). Thus, lignin is typically the main component contributing to soil stability and to the humus content [24, 25]. This explains why straw, containing about 12 to 20% lignin, used as an organic fertilizer could enhance topsoil quality by helping to increase soil organic matter, microbial diversity, and crop yield [22, 26, 27] as well as water-use efficiency (due to increased soil porosity) when applied with appropriate tillage [28]. Hence, polysaccharides, contained inside the straw and degrading within the topsoil anyway within relative short time frames, could be used for biogas production instead, without reducing the positive effects of a straw usage on the agricultural land considerably. This is of course only true if the digestate from straw-based biogas plants is recycled to the respective field of production; this should be possible because from the point of view of the biogas operator, there is a need to get rid of this digested material. Furthermore, there is the advantage for farmers of additional revenue from straw and that the lignin-rich fermentation residues can still be returned to the agricultural field respectively the topsoil for improved carbon/microbial content [29, 30]. Therefore, biogas fermentation of straw is most likely a more efficient and sustainable alternative to conventional tillage of straw or other biofuel processing concepts. This is especially true for areas where the straw is still burned on the field.
Other studies have so far rather focused on one chosen pretreatment concept out of the multitude of available technologies. This is either done experimentally or theoretically as a techno-economical study. These concepts are often compared with the conventional fermentation of manure and energy maize. However, the methods of calculation and used feedstocks naturally differ between the present studies. Hence, it is difficult to compare the findings of different publications in order to determine the most economically viable pre-treatment for the case of straw. Therefore, it is the aim of this work to directly focus on the most promising pre-treatment concepts, as will be deduced from literature in the following, and evaluate the resulting electricity/heat production cost.
2 Fundamentals
Below basics of biogas provision from straw are presented. First, the expected biogas yields are discussed, and then, the various processing steps are analyzed in detail.
2.1 Straw composition and biogas yield
Lignocellulosic biomass mainly constitutes the plant cell walls. Thus, it is composed of three major components: 20 to 35%-DM hemicellulose, 30 to 50%-DM cellulose, and 12 to 25 %-DM lignin as well as 5 to 10% inorganics and other minor components (e.g., proteins, resins/waxes, lipids, polyphenols) [31,32,33,34,35,36]. The composition depends also on crop type, maturity etc., as well as weather and storage conditions (Table 1) [49].
These components are bound in microscopic structures forming single fibers that bundle together to form micro-fibrils, which in turn overlap on a macroscopic level in multiple layers to form the plant cell wall [50, 51]. In each of these cell wall layers, the components can exist in varying concentration, giving each layer different properties [52]. This inhomogeneous and tightly bound structure illustrates how nature developed this material for its purpose of maximum durability and resilience. It also shows why it is energy intensive to degrade such lignocellulosic material into its components for an efficient biogas production.
Biogas is a gas mixture formed by anaerobic fermentation of organic material by a complex microbial consortium. The gas composition depends strongly on the substrate type and process efficiency; typically, biogas consists of 50 to scarcely 60% of methane (CH4) and 40 to 50% of carbon dioxide (CO2), 2 to 7% of water vapor as well as some trace components in strongly varying shares (e.g., hydrogen sulphide, ammonia) [53]. Biomethane as the only energetically relevant component has a calorific value of about 9.95 kWh/m3 and a density of 1.2 kg/m3 under standard conditions [54].
The theoretical methane potential (TMP) can be calculated based on the method of Buswell and Boyle [55]. Here the molar elemental composition (C, H, O, N, S) of each feedstock component determines its individual methane yield, which are in turn weighed according to their weight fractions in the feedstock [55]. Although this assessment method leads to good results for most types of feedstock for biogas production, it considerably overestimates the biogas yield when evaluating lignocellulosic biomass like straw because lignin is assumed to be fully fermentable by the various bacterial consortia realizing the overall anaerobic fermentation, but in reality, straw can only be degraded by some specific types of fungi i.e., due to biological constraints, lignin cannot be anaerobically degraded [55, 56]. However, since lignin encases the other fiber components like cellulose and hemicellulose, a high lignin content results in a clearly reduced anaerobic degradability of other components straw consists of as well. Furthermore, ash components like silica (varying contents of 40–80%-ash dependent on straw type, farming, and weather conditions) can reduce the experimental biogas yield due to buffering effects or an increase in cell wall mechanical stability. Therefore, only the experimentally assessed methane potential gives reliable values of the given anaerobic digestibility (e.g., batch fermentation test for 30 days at ~ 38 °C, according to VDI guideline 4630).
The anaerobic biodegradability (BD) of a substrate or the individual substrate components is defined as the ratio of the experimental methane potential (EMP in Nm3/tOS) and the theoretical methane potential (TMP in Nm3/tOS) according to equation (2.1) [57]. Hence, the theoretical methane potential is calculated based on the composition of the organic components (weight fractions wi of proteins (PR), lipids (LP), cellulose (CL), and hemicellulose (HC) in the dry matter), according to equation (2.2) (based on equation by Buswell and Boyle for molar methane potential, individually calculated for each component). There, 100% individual molar methane yield Yi (mol CH4/moli) and molar mass Mi (gi/moli) of each biomass component (except lignin) are assumed. The molar volume of ideal gas vgas is 22.4 Nm3/kmol. Numbers are resulting weight-specific methane yields (Nm3/ti) of the biodegradable biomass components.
For untreated straw, usually 50 to 60% of the organic solids can be degraded corresponding to an anaerobic biodegradability (BD) of the fermentable organic solids (mainly structural carbohydrates) of 0.66 to 0.78 [57, 58]. The chemical composition of different straw varieties and their theoretical methane potential shows strong similarities; only rice straw differs significantly (Table 1) due to ca. 35% lower lignin and a higher protein, lipid, and ash content compared with e.g., wheat straw.
2.2 Process technology of straw fermentation
Below, the current state of technology for a biogas provision from straw is reviewed.
2.2.1 Feedstock logistics
During harvesting, the straw is usually pressed to round or rectangular bales to facilitate transport and storage [59]. The larger scale and therefore higher overall feedstock demand of straw-based biogas plants, compared with “classical” agricultural processing, enforce straw provision concepts to be tailored to local conditions and availability considering the storage necessity. Here, a radius of approximately 50 to 100 km is often considered reasonable transport distances [13]. Storage is realized typically in a decentralized way on the agricultural field and/or on the various farm premises. After transporting the bales to the location of the biogas plant, they are shredded into chaffs of about 10 to 30 cm in order to pre-soak the material [59].
2.2.2 Pretreatment
The fermentation of straw to biogas is challenging due to its resilient structure that impairs a good accessibility for the degrading bacteria groups [60]. Hence, a pretreatment is needed to liberate the anaerobically digestible compounds from their stable molecular network [53]. Such an un-locking can be realized by dissolving hemicellulose and/or altering the lignin structure. There are numerous approaches of such pretreatment processes. Therefore, within this assessment, a focus is put on aqueous processes (in contrast to solvents or ionic liquids) due to their relative high technology readiness level (TRL) and/or simple and proven operation scheme [61, 62]. Such pretreatment processes can be classified as
-
physical processes (e.g., milling, cavitation, and irradiation),
-
thermal processes (e.g., hydrothermal, steam explosion),
-
chemical processes (e.g., acid or alkaline treatment, organic solvents) and
-
biological processes (e.g., bacteria, fungi, enzymes)
as well as combinations thereof.
Organic solvents are often inhibiting anaerobic bacterial consortia; thus, treatments with organic solvents are not suitable for straw fermentation in most cases [63,64,65]. Therefore, this option is not addressed in detail here.
A biological treatment is e.g., performed by fungi or lactic acid bacteria; such a biological treatment usually takes several weeks (biological processes are typically slow); furthermore, it is characterized by low yields and a higher biodegradability of the substrate afterwards (i.e., a reduced storage capability). While such biological treatments show the advantage of a low-energy or auxiliary material demand, the necessary residence time is at least 4 to 6 weeks [54], and the treatment is characterized by mass losses of 12 to 20%-DM in average [66, 67]. Therefore, biological treatments of straw are rarely applied taken the given commercial constraints into consideration. Thus, such approaches are not considered in detail here.
Based on these restrictions, only a small selection of pretreatment options remains that are considered beneficial for industrial straw fermentations to biogas—in terms of simplicity of operation and characterized by a technology readiness level (TRL) above 5.
Mechanical pretreatment
A size reduction of the harvested straw allows achieving higher surface area in order to lower potential mass transfer resistances. Common milling equipment for herbaceous biomass includes (wet/dry) cutting or (dry) hammer mills [61]. Non-treated, chopped straw (size length 10 to 30 mm) generates about 120 to 200 m3 CH4/tOS [68]. If straw is cut to an average of 2 to 5 mm [69,70,71] or even further down to 0.5 to 2 mm, the methane yield could further be increased up to 250 to 290 m3 CH4/tOS [68]. Thus, the particle size has a significant impact on the methane formation potential of straw. This is especially true for particle sizes below 5 mm. All over, such a simple mechanical treatment helps to increase the methane potential from ca. 120 Nm3 CH4/tOS at 20 to 30 mm particle size to ca. 250 Nm3 CH4/tOS at 0.5 to 1 mm particle size (Fig. 1) [38, 70, 72,73,74,75]. This corresponds to a biodegradability of 46 to 75%-OS.

Correlation particle diameter after mechanical treatment of straw with literature data of experimental methane potential (the model line is based on a second order polynomial regression by minimizing error squares. The confidence interval is calculated using a student t distribution with a 1% error probability (n = 21)
Despite normalization of the experimental results according to the guideline VDI 4630, significant deviations of the resulting methane potentials can occur. This might have numerous reasons (e.g., varying straw composition, thermal straw degradation during milling, varying activity of the inoculum).
Pretreatment with acids or base
A barrier preventing the achievement of high biogas yields is the formation of degradation products from lignin or sugars during the pretreatment [26, 40, 63, 64, 76, 77]. On the one hand side, the sugar degradation (e.g., to furfural or acetic acid) directly decreases the biogas yield. On the other side, the degradation products can further interact within complex reaction mechanisms accelerating further sugar degradation and form insoluble residues precipitating as so called humins [78, 79]; these components might inhibit microbial metabolism and thus reduce the biogas formation potential. Additionally, the condensation of lignin can lead to decreased cellulose accessibility [50, 80, 81] or non-productive binding of enzymes/bacteria on the lignin surface [82, 83]. Such sugar-derived degradation inhibitors are especially formed at high temperatures (i.e., above 170 to 200 °C) and low pH values (i.e., below pH~5) [84].
The severity of various chemical pretreatments can be evaluated by means of the so called “severity factor” R0 (equation (2.3)). This factor combines temperature “T” and time “t” empirically into one single parameter. Beside this, also the pH effect can be included into such a characterizing factor then called R0″ (equation (2.4)) [85]. Within this publication, the latter definition is used, although the initial pH of steam explosion treatment is 7.
Depending on the treatment type, the optimal severity factor for a pretreatment of straw varies, e.g. values of log10(R0) = 3.5…4.2 for steam explosion or log10(R0″) = 7…8 for alkaline treatments, is recommended in literature [86,87,88,89,90]. Below that, range straw is assumed not to be sufficiently treated to be accessible for an anaerobic treatment. Above these values, the yield of saccharides and subsequent the overall gas yield from anaerobic fermentation decreases due to sugar degradation. For example, at a pH value of 7, this refers to temperatures of 180 to 200 °C and residence times of 0.2 to 2 h (shorter times for higher temperatures) [91].
-
Acid treatments with dilute inorganic acid (mainly sulphuric) is already well implemented in industry for the hydrolysis of corn stover at concentrations of 10 to 30 gacid/kgDM and temperatures of 150 to 170 °C for 5 to 15 min [87, 92, 93]. Organic acids (carbonic / acetic acid) are also good alternatives, since they are easier to recover and to recycle. A major disadvantage of the process however is the high inhibitor formation due to sugar degradation.
-
Alkaline treatments (e.g., with NaOH) partly solubilize lignin increasing fiber accessibility for the anaerobic bacteria groups [86]. Even ambient impregnation (e.g., with 6% NaOH over 3 weeks) can increase the biogas potential by 27 to 65 %, see overview of literature data (Fig. 2). This corresponds to a methane yield of 240 to 275 Nm3 CH4/tOS and a biodegradability of optimally 85% at a pretreatment severity around \( {R}_0^{{\prime\prime} }=8 \). Alkaline pretreatments show high glucose yields while maintaining low inhibitor formation. In the context of biogas production, particularly, the ammonia treatment should be mentioned, since ammonia is formed by mineralization of proteins during fermentation [94]. Furthermore, the recovery of ammonia by carrier steam distillation is well established for digestate from biogas fermentation [95].

Methane potential of wheat straw treated by low temperature alkaline treatments (alkaline impregnation) at varying degrees of severity (the model line is based on a second order polynomial regression by minimizing error squares). The confidence interval is calculated using a student t distribution with a 1% error probability (n = 14). Boundary condition was set for the y-intercept at 140 Nm3/t-OS at R0 = 0, because this was the minimum achieved methane yield without any treatment
Pretreatment with heat
Hydrothermal (also auto-hydrolysis or liquid-hot-water) pretreatment operates with pressurized water e.g., in a stirred tank or fixed bed, for 10 to 60 min at 190 to 210 °C [89, 96]. This pretreatment option mainly solubilizes hemicellulose to increase fiber porosity. It was shown to have the advantage of lower inhibitor formation compared with steam explosion while it suffers from lower solid/liquid ratio (and product concentrations) which in turn increases the demand for heat energy [97]. Therefore, the scalability of this pretreatment option is questionable.
Steam explosion pretreatment usually soaks the material for a short time in steam (e.g., 5 to 15 min at 190 to 220 °C) and quickly depressurizes to evaporate water inside the fiber structure. Therefore, it also combines physical cavitation with thermal effects; sometimes, even chemical acid/base effects are integrated by adding the respective chemical compounds to the process steam. Thereby, cellulose crystallinity is decreased. At optimal conditions, the treatment shows an increase of the methane potential of straw by 43% (from 327 to 467 Nm3 CH4/tOS) [98]. However, steam explosion is also often described to have a considerable formation of sugar-derived degradation products that inhibit fermentation.
One disadvantage of such a pretreatment is the high-energy demand for water heating or evaporation [65]. Therefore, processes employing low liquid/solid ratios (L/S), like steam explosion or alkali impregnation (L/S = 3…4), are favored in terms of lower energy demand for heating compared with e.g., liquid-hot-water treatments (L/S = 8…10).
Ferreira et al. [74] reported that a size reduction to 10 to 50 mm was sufficient prior to steam pretreatment to achieve good methane yields. Similar to the mechanical treatment, the fluctuation of results is very high (furthermore, due to varying initial particle sizes of 5 to 30 mm among publications). Methane yields of 210 to 300 Nm3 CH4/tOS can be achieved. However, an optimal pretreatment severity factor seems to be between log10(R0) = 3.2 (170 °C; 15 min) and 3.6 (200 °C; 5 min) (Fig. 3), which results in the highest methane yield of all pretreatments of 300 Nm3 CH4/tOS or 90% biodegradability [38, 40, 74, 99].

Methane potential of wheat straw was treated by steam explosion at varying degrees of severity (the model line is based on a second order polynomial regression by minimizing error squares). The confidence interval is calculated using a student t distribution with a 1% error probability (n = 12). Boundary condition was set for the y-intercept at 140 Nm3/t-OS at R0 = 0, because this was the minimum achieved methane yield without any treatment
2.2.3 Fermentation
After pretreatment, the solid substrate is most commonly fed to the anaerobic fermenter by a screw feeding system [100]. Among the main influencing parameters for the processing performance are the feed’s C:N ratio and the fermenter pH value [54, 55]. A nitrogen recycle is necessary for anaerobic straw fermentation to achieve sufficient nitrogen supply for the bacteria consortia and to increase the buffer capacity [55] i.e., the liquid fraction containing high amounts of ammonia nitrogen should be recycled within the overall process [29]. Therefore, only wet fermentation makes sense for straw as an input substrate.
Beside these aspects, the fermenter design is not considerably different from the conventional biogas fermenter designed e.g., for the conventional digestion of animal manure with whole crop silage. Therefore, typically continuous stirred tank reactors are used for such type of feedstock. Additionally, this fermenter technology is easily scalable.
Most widely, a mesophilic fermentation at around 40 °C is realized. For most applications, this represents a good compromise between the necessary energy demand and the achievable biogas yield. Additionally, these temperatures can easily be handled technically.
Furthermore, 9 kgOS/(m3reactor d) solids loading in plants based on corn silage and average biogas production of 700 Nm3/h raw biogas can be achieved (according to average productivities of single stage systems [100]) [53, 55, 101].
2.2.4 Digestate treatment
The fermentation residue (or digestate) is a complex suspension of organic and inorganic residues, dissolved side-products of the fermentation and microbial biomass.
At the fermenter outlet, the digestate can be separated into digested solids (to be utilized e.g., as organic fertilizer) and the remaining liquid (to be recycled to the feed in order to save process water) [11]. This practice was shown to be the most cost-effective treatment taking the transportation efforts of the input material from the field to the plant and vice versa into consideration (48 to 58% lower specific processing costs than other alternatives) [29]. Alternatively, drying and pelletization of the solids allow for the use in other applications (e.g., as animal bedding [29, 98] or fiberboard additive [102,103,104]).
The solids from the digestate slurry are commonly separated by means of a screw press (energy consumption of 0.5 kWh/m3 digestate slurry) [98]. Based on this, solid contents of ~ 20% fresh mass (FM) are achieved in the solid residue after separation. Based on the overall digestate slurry composition, in average, about 75% of phosphorus, 30% of total nitrogen, and 12.5% of potassium can be recovered in the solid fraction [29, 30]. Through the application of these digestate components, the use of synthetic mineral fertilizers can be reduced [100]. Therefore, they are typically used as a soil conditioner/improver with a fertilizing effect in agriculture [105, 106].
2.2.5 Cleaning of raw biogas
Raw biogas coming from the fermenter needs to be cleaned to prevent material corrosion in the CHP plant. Desulphurization (i.e., mainly H2S removal) can be realized by aerobic bacteria providing elemental sulphur as a by-product [100]. Drying of the water saturated biogas is realized after desulphurization and is mostly done by adsorption (e.g., with silica gel or molecular sieves in a fixed-bed). The adsorbing material needs to be regularly regenerated e.g., with waste heat from a CHP unit operated by the provided biogas [67].
This cleaned biogas can directly be converted into electricity by means of a combined heat and power generation plant (CHP). The respective conversion efficiency varies depending on the size of the plant; typically, the electrical efficiency is between 38 and 47% and the thermal efficiency is between 42 and 50 %. The provided heat can be used for district heat supply and for covering the heat demand of the biogas plant (see above) [11].
In large-scale industrial biogas plants with a raw biogas production above roughly 2 000 Nm3/h, the investment in a treatment plant to upgrade biogas to biomethane for the subsequent injection into the natural gas grid might be a valid option. Such a purification for the provision of clean biomethane can be realized by a scrubbing process. Such a scrubbing (also washing / absorption) of CO2 from the biogas can be realized either by means of MEA (monoethylamin, also chemical absorption) or by pressurized water or organic solvents (e.g., polyglycol) (also physical absorption). Before the subsequent injection into the gas grid, the purified biomethane (> 95 vol.-%) needs to be conditioned to guarantee that the given standards are fulfilled. This is true for odorization, heating value adjustment (10.5 to 13.0 kWh/Nm3), and pressurization (40 to 120 bar). The exact requirements vary, depending on local policies.
3 Methods
For the comparison of different pretreatment options for anaerobic digestion of straw suitable, indicators need to be defined. This is discussed in detail below.
3.1 Technical assessment
The net electricity/net heat demand (NED/NHD) is defined as the sum of the overall electricity (∆Ei) or heat demand (∆Hi) of all processing steps (e.g., pretreatment, fermentation, gas cleaning, digestate separation) divided by the installed electrical or thermal capacity (equation (3.1) and (3.2)). The electrical or thermal capacity Cel/th is the product of the total installed capacity, the theoretical full load hours (FLH), and the respective electrical/thermal efficiency ηel or ηth of the CHP (equation (3.3)). TIC is the total installed capacity.
The net electricity/heat production (NEP/NHP) is defined as the electricity/heat production after subtracting the own electricity/heat demand (equation (3.4) and (3.5)). These are summarized in the net energy supply (NES) (3.6).
The total installed capacity (TIC in GWh/a) is defined as the biodegradability (BD) of the total annual methane production (TMP) from the substrate mass flow mS (in terms of higher heating value of methane HHVmethane) (equation (3.7)).
3.2 Economic assessment
For the economic assessment, the leveled cost of electricity (LCOE in €-ct/kWh) is calculated. Therefore, the yearly processing costs (Si) of all process steps (raw material supply, pretreatment, fermentation, and digestate treatment with indices R, P, F, and D, respectively) are subtracted by the revenues (Ri) for digestate (D) and heat (H) provision (equation (3.8)). Cel is the electrical capacity and NED is net electricity demand of the overall biogas plant.
The costs of the respective process step needed for the calculation of the yearly processing costs are calculated based on the annuity method (with an annuity factor a at an interest rate i, a technical lifetime t, and a price change factor b at a price inflation rate p). Equation (3.9) shows exemplarily the calculation of the annual processing costs for the pretreatment type “P”. Acapital is the annual share of the capital expenditure and AO&M is the annuity for cost of operation and maintenance. The annuity for capital expenditure (Acapital) is calculated based on the sum of purchased equipment cost (PEC) for the respective processing steps (e.g., feedstock supply, pre-treatment, fermentation, gas cleaning, and digestate treatment, equation (3.10)).
The equipment cost (PEC) is corrected by several factors to result in the annuity for capital-bound cost (equation (3.9)).
-
Unit specific cost correlations from literature [107,108,109,110] are normalized to the base year 2018 by means of the Chemical Engineering Plant Cost Index (CEPCI) and the respective US-$ to € exchange rate (1.18 $/€ in 2018).
-
The simplified total-capital-investment constant (cTCI = 1.75) accounts for direct (e.g., 4.5% piping, 15% buildings etc.) and indirect cost (e.g., 10% contingency, supervision, construction expenses etc.) [93].
The annuity for cost of operation and maintenance (AO&M) is based on the cost of labor (Clabor) and the costs of utilities (Cutilities) (i.e., demand for energy, chemicals etc.). Furthermore, 4% of the capital cost are added to account for maintenance cost (cO&M = 0.04) (equation (3.10)) [107,108,109,110].
4 Analyzed concepts
The overall concept of a straw fermentation with different pretreatment options evaluated here is described below. Such a straw-based biogas plant consists of the various components outlined in the “Process technology of straw fermentation” section. The overall concept assumed here is shown in Fig. 4. Although there are technological solutions for many aspects like digestate and gas treatment available on the market, the optimum pretreatment technology for straw in terms of technological and economic aspects embedded within a mature overall concept is yet to be found. Thus, here only the three cases outlined above—as possible options for the pretreatment of the challenging feedstock straw—are investigated in detail. Therefore, the process step logistics/conditioning remain unchanged in all variants assessed here. The adjustment of the straw fermentation, the biogas processing, and the post treatment to the pretreatment output to ensure comparable processes for a fair comparative assessment is discussed in detail below.

Processing steps within a straw-based industrial biogas plant
4.1 Definition case studies
The overarching goal is to assess three pretreatment options related to technological and economic aspects. Based on the assessment outlined above, the mechanical treatment (i.e., hammer milling; HM), steam explosion (SE), and alkali impregnation (AI) have been selected for that (Table 2).
Except the varying pretreatment equipment, all case studies consist of the simplified setup of a hammer mill, fermenter, digestate storage/separation, and CHP plant (Fig. 4). Additionally, four plant size classes are defined based on the installed electrical capacity (i.e., 0.5/1.0/2.5/5.0 MW, corresponding to the feed mass flow outlined in Table 3). These size ranges may seem small from a chemical industry’s perspective but were found optimal for straw logistics cost, operation of the plants close to the agricultural fields, or by farmers themselves and in order to achieve a decentralized electricity production. Furthermore, the largest size corresponds to the plant size of Verbio AG, as mentioned in the “Introduction” section. The size classes are the basis for the equipment cost calculation according to the basics outlined in the “Economic assessment” section. Thus, the feed flow is independent of the pretreatment and the process output based on the same amount of feedstock can be compared with each other.
For all cases, 400 kg/m3 packing density of the wet straw is assumed. The reactor volume for the cases steam explosion and alkali impregnation is calculated by dividing the average hydraulic residence time by the wet volume flow based on a liquid to solid-ratio of 4. For all scenarios, a milling to at least 30 mm is proposed to increase the available surface area, as is common in the abovementioned literature, see Table 2. The initial straw fiber size after harvest, transport, and shredding (Fig. 4) is assumed to be 20 cm. This fiber size is used to evaluate the energy demand of the milling process to the target particle sizes.
4.1.1 Hammer milling
Purely mechanical pretreatment by means of a hammer mill is selected as the simplest option in terms of process operation and design. To achieve good performance, the particle size of the straw is assumed to be reduced from a length of roughly 20 cm to an median particle size of 1 mm.
-
The specific electricity demand (SEDHM in kWh/t-DM) of milling the 20 cm straw chaffs with a defined moisture content (MC = 1 …30 %) to the target particle size (DP = 0.5 … 30 mm) is calculated based on equation (4.1) (re-evaluated data for wheat/corn straw from [59, 112]. This regression is based on the Bond-equation (increase of surface area correlates with the energy demand, which leads to an inverse squared approach) for electricity demand of milling in dependence of the created surface area [113]. A 1% confidence interval was used, achieving a R2 = 0.71).
-
In order to account for the stronger size reduction of the straw particles for the case hammer milling (HM) compared with steam explosion (case SE) and alkali impregnation (case AI) (Table 2) resulting in a higher residence time of the solids and a stronger abrasion, it is assumed that three identical mills are utilized consecutively. This has the consequence that the mills are still comparable, and their cost is reflected in the purchased equipment cost (PEC).
According to the “Pretreatment” section, the biomethane potential of this case study is assumed to be 240 Nm3/tOS corresponding to a biodegradability of 74% (Table 2).
4.1.2 Steam explosion
Thermal treatment without adding any chemicals is defined as another option to be assessed here, although energy demand is expected to be comparatively high for this high temperature treatment. Additionally, the high pressure of up to 20 bar could result in high investment cost. Nevertheless, these high requirement related to the treatment reactor technology are counteracted by a comparatively low reactor volume due to a low residence time (15 min).
-
A moderate milling to a median particle size of 30 mm is assumed, using equation (4.1). The specific electricity demand of the milling sums up to 3 kWh/tDM.
-
The investment costs of the high pressure autoclave are estimated by a cost-correlation including an agitator and reactor heating. The calculation is valid up to 30 bar. According to this correlation, the maximum volume of the high pressure reactors is limited to 8 m3 [112]
-
For the high pressure reactor, a filling ratio of 50 vol.-% was assigned to achieve sufficient mixing. Furthermore, a 30-min interval each for cleaning/filling/emptying of the batch process is assumed [112].
According to the “Pretreatment” section, the biomethane potential is assumed to be 300 Nm3/tOS. This corresponds to a biodegradability of 92% (Table 2).
4.1.3 Alkaline impregnation
For this option, a pretreatment severity similar to steam explosion (the section “Steam explosion”) is achieved by a residence time of 600 min and addition of chemicals (100 kgNaOH/tstraw) at a temperature level of 80 °C.
-
The calculation method for the “specific electricity demand of milling” (3 kWh/tDM) and “the reactor volume” is the same as in the case steam explosion (the “Steam explosion” section). However, according to the correlation, the maximum volume of the ambient pressure reactor is limited to 250 m3 [112].
-
The fermentation processes intrinsic buffer capacity (mainly ammonia bicarbonate) can handle the addition of chemicals from pretreatment. Therefore, wastewater treatment due to chemical addition is neglected.
According to the “Pretreatment” section, the biomethane potential is assumed to be 280 Nm3/tOS corresponding to a biodegradability of 88% (Table 2).
4.2 Economic assumptions
Below, basic assumptions for the economic assessment are described (Table 4).
-
Full load hours. Theoretical full load hours of 8 295 h/a are assumed. This figure is justified by the average runtime investigated within a survey of 61 biogas plants with CHP plants [100].
-
Technical lifetime. The plants technical lifetime is assumed to be 20 years [67, 111, 114].
-
Interest rate and inflation. The interest rate i has been set to 4% and the average price inflation rate p to 2%.
-
Cost of labor (Clabor). For plant operation, 2000 h/a work load (at 30 €/h) are estimated (Table 5). Furthermore, 25% for supervisory work and a surcharge for 15% for laboratory services are added (based on the overall yearly cost of wages) [108]. Additionally, the respective pretreatment processes are considered. Because of the different conditions (corrosive media, high pressure etc. (Table 2)) and apparatus (more reactors, tanks, pumps etc.), a higher workload is taken into account for steam explosion (case SE) and alkali impregnation (case AI).
-
Hammer milling is assumed to work continuously without additional labor.
-
Steam explosion needs 4000 h/a additional working hours.
-
Alkaline impregnation is assumed with 2000 h/a additional workload.
-
-
Cost of energy. The energy cost (electricity and heat) for the operation of the biogas plant itself is calculated as 7.9% of the electricity and 11.5% of the overall heat production of the plant [100]. In this case, low-temperature heat will be utilized.
The following assumptions are made for the calculation of LCOE according to equation (3.8).
-
Revenues (Ri). The revenues for digestate and heat are calculated by mass and energy balances of the overall system. The respective selling prices assumed are shown in Table 6. Thus, the CHP unit provides two temperature levels of exhaust heat. Half of the exhaust heat is provided by the flue gas released by the engine CHP at ca. 500 °C. For this heat flow, revenues equivalent to the natural gas price are defined as natural gas is considered a competing product for providing such high temperature heat. The remaining heat flow is low temperature excess heat (< 100 °C) to be feed into a small district heating system. As a conservative estimate for the respective revenues, half of the natural gas price is assumed here as a reference, since a high demand for low temperature heat is only anticipated during winter. However, some of the excess heat is being used by the fermenter or the assessed pretreatment options for heating purpose (equation (3.2)).
-
Cost of raw materials (SR). The transport distance (Lsupply in km) of straw to the biogas plant is calculated assuming a wheat yield of 4.4 t/(ha a) (average within the EU 2017) [115], a grain/straw ratio of 1 [10] and a ratio of agricultural land per total land area of 40%. A simplified correlation can be used to calculate the respective straw supply costs in €/tFM (equation (4.2)) [116]. Additionally, a roundtrip including a digestate transport back to the field is included.
-
Cost of pretreatment (SP). The equipment costs are calculated by the cost curve method of the main reactor units according to the equipment size (e.g., t/h for mills and m3 for reactors) and the required material [108, 110]. These so-called “bare-module costs” are multiplied by a Module Factor (Table 7) to account for peripherals of these systems, resulting in the purchased equipment cost (PEC in equation (3.9)). The differences between the Module Factors arise mainly in order to take into account the harsh conditions in the cost of the materials (i.e., stainless steel for corrosive media vs. carbon steel, high pressures etc.) [108, 110].
-
Cost of fermentation and CHP (SF). Investment cost for the fermenter and the CHP plant as well as electrical/thermal efficiencies depend on the biogas plant size. Table 8 shows the values assumed here.
-
Cost of digestate treatment (SD). A separation of digested straw fibers (DM = 20%-FM) from the liquid phase is assumed to be realized. The separated process water is recycled within the overall biogas plant. The outflow volume of the fermenter is estimated based on the assumption of 5% dry matter content within the fermenter. The cost of digestate processing by means of a decanter centrifuge are estimated with respect to the transport distance according to Table 8 [29] due to the trade-off of digestate treatment and transportation cost. Further digestate treatments (i.e., reduction of moisture and weight) are only economic reasonable for transport distances larger than 40 km, which do not occur for the chosen plant sizes [29]. Fertilizer values of 7.50 €/kg P, 0.30 €/kg Mg, 1.60 €/kg K, 0.08 €/kg Ca, and 0.85 €/kg N are assumed. A carbon value of 0.17 €/kg humus-C is assigned, where only lignin in the digestate is considered stable humus material and a carbon content of 58 wt-%-lignin is assumed [118, 119].
5 Evaluation of results
This chapter compares the described pretreatment concepts in terms of the technical and economic assessment outlined in the “Methods” section.
5.1 Technical assessment
Figure 5 shows the results regarding the gross installed capacity (IC) and the energy supply (net electricity production (NEP) plus net heat production (NHP)) for the different pretreatment cases. Here the term “installed capacity” (IC) refers to the sum of the capacities Cel and Cth according to equation (3.3). Additionally, Fig. 6 compares the parameters net electricity demand (NED) and net heat demand (NHD) of the different pretreatment cases (for an overview of all cases see Table 11 to Table 13). Below, the results are discussed in detail.

Comparison of pretreatment scenarios by installed capacity (IC) and net energy supply (NES sum of NEP and NHP) for a plant size of 2.5 MW

Comparison of pretreatment scenarios by own energy demand (OED, sum of thermal, and electrical energy demands) of the process for a plant size of 2.5 MW
In order to identify the parameters most widely influencing the leveled cost of electricity (LCOE), additionally, a sensitivity analysis is conducted. Therefore, the following parameters are varied. The plant size selected for this sensitivity analysis is 2.5 MW.
-
Biodegradability (BD). In order to take into account possible inconstancies in the raw material and the conditioning directly affecting the methane provision potential, the biodegradability (BD) values are varied from − 20 to + 8% of their base values according to Table 2 – as, with 100% biodegradability (BD), a theoretical maximum is reached.
-
Availability. A parameter with a high uncertainty is expected to be the full load hours (FLH), since the theoretical full load hours (FLH) of 8295 h/a are assumed as an average runtime of 61 biogas plants (the “Economic assumptions” section). Actual hours of operation depend on a variety of factors and can vary widely over the year. Therefore, a fluctuation of − 25% and + 5% is investigated, as 8710 h/a is assumed as the maximum achievable availability.
5.1.1 Hammer milling
The scenario hammer milling (HM) (i.e., only a mechanical pretreatment) uses 11.5% of its thermal capacity (Cth) for fermenter heating. In parallel, this option is characterized by a high specific electricity consumption of roughly 13% of the installed electrical capacity (Cel). Consequently, this case shows a low net electricity production (NEP) of 14.7 GWh/a (for the case of 2.5 MW). Additionally, the net heat production (NHP) sums up to 14.0 GWh/a. This sums up to a net energy production (i.e., heat and electricity) of ca. 28.7 GWh/a. In addition, in this case, only low temperature heat is required for the fermenter. The consequence is that the share of high temperature heat related to the net heat production (NHP) is about 57%. The thermal energy demand ratio is constant in this case, because only the fermentation step needs heat calculated with constant 11.5% of the heat capacity according to the “Economic assumptions” section [94].
The sensitivity analysis for the case “hammer milling” shows that the comparatively low biodegradability results in a moderate impact on the net energy supply (NES). An increase of the biodegradability (BD) by 8% leads to a growth of the net electricity production (NEP) by 8% to 15.9 GWh/a induced by a rise of the installed capacity (IC) to 35.2 GWh/a. The net heat production (NHP) increases by 8% to 15.2 GWh/a. The net electricity demand (NED) falls slightly from 13 to 12.7%. Vice versa, the NEP declines by 21% to 11.6 GWh/a in case of a 20% lower biodegradability. The installed capacity would be reduced by 20% to roughly 26.1 GWh/a. The net electricity demand (NED) would rise to 14% of the installed electrical capacity (Cel).
The values of the installed capacity (IC), the electrical capacity (Cel), and the thermal capacity (Cth) change according to the variation of the full load hours (FLH) in all cases, since these parameters are directly proportional to the full load hours (FLH). Appropriate to equation (3.1) and (3.2), the energy demand ratios in Table 11 to Table 13 are not affected by any changes of the full load hours (FLH), since the numerator and the denominator are FLH dependent. Due to proportional capacities and constant energy demand ratios, the net electricity production (NEP) (equation (3.4)) and net heat production (NHP) (equation (3.2)) vary corresponding to the full load hours (FLH). This means that a 10% increase of full load hours (FLH) results in an equally high increase of net electricity production (NEP) and in net heat production (NHP)—this is true for all cases and plant sizes.
5.1.2 Steam explosion
The option “steam explosion treatment” is characterized by a high installed capacity (Cth + Cel) of about 40.6 GWh/a, due to its relative high methane yield. However, the heat demand needed for the pretreatment significantly decreases the net energy supply (i.e., heat and electricity) to 25.5 GWh/a. In fact, the concept requires 60% of all high temperature thermal energy produced for realizing the steam explosion process (Fig. 6). Nevertheless, it still provides a high net electricity production (NEP) of 19.2 GWh/a, but a relatively low net heat production (NHP) of 6.3 GWh/a. All over, roughly 8.1% of the electrical capacity are utilized by the internal needs (Table 12).
The sensitivity analysis for the case “steam explosion” shows that the comparatively high biodegradability results in a low impact on the net electricity demand (NED) that remains almost constant at 8% in case of a further increase of the biodegradability (BD) by 8%. In this case, the net heat demand (NHD) falls to 45% for high temperature heat and to 64% for low temperature heat, respectively. The installed capacity (IC) grows by 8% to 43.8 GWh/a and the net energy supply (i.e., heat and electricity) by 11% to 28.4 GWh/a. Conversely, the installed capacity (IC) decreases by 20% to 32.5 GWh/a similar to the energy supply (sum of NEP and NHP), which falls by 26% to 18.1 GWh/a in case of a 20% lower biodegradability. The decrease of the biodegradability (BD) by 20% influences significantly the net heat production (NHP) by lowering it to 2.7 GWh/a (− 57%). In this case, the concept would require 82% of its thermal energy produced.
5.1.3 Alkaline impregnation
The alkali impregnation results in a relatively high-energy supply due to a high methane yield and a low-energy demand. The net electricity production (NEP) in this case is 18.2 GWh/a and the net heat production (NHP) is 12.5 GWh/a (i.e., net energy supply of 30.7 GWh/a). Within this option, 8.1% of the electrical capacity and 34% of the thermal capacity are utilized by internal needs (Table 13), but only low temperature heat (67%) is needed for this pretreatment option. High temperature heat is not required at all and can be sold on the market.
The sensitivity analysis for the case “alkaline impregnation” shows that a variation of the biodegradability has no significant impact on the energy demand of the concept, since the increase of 8% of the biodegradability (BD) reduces the net heat demand (NHD) by ca. 3 to 56%. The net electricity demand (NED) remains constant at 8%. In this case, the net electricity production (NEP) is 19.7 GWh/a, and the net heat production is (NHP) 13.8 GWh/a. Conversely, the net energy supply amounts to 23.8 GWh/a (NEP of 14.6 GWh/a and NHP of 9.2 GWh/a) in case of a 20% lower biodegradability. A reduced (− 20%) biodegradability (BD) would lower the installed capacity (IC) by 20% to 30.8 GWh/a.
5.1.4 Comparison
Below the main trends regarding the technical assessment, parameters are summarized and discussed.
-
The highest installed capacity (IC) related to the three assessed options results for the case steam explosion (SE) followed by the case alkaline impregnation (AI) and finally the case hammer milling (HM).
-
The highest energy supply (sum of net electricity production (NEP) and net heat production (NHP)) are observed for the case alkaline impregnation (AI) followed by the case hammer milling (HM) and steam explosion (SE).
-
The case steam explosion (SE) provides the highest electrical capacity of 20.9 GWh/a, combined with the highest heat demand of all cases resulting in significantly decreased net energy supply (sum of net electricity production (NEP) and net heat production (NHP)).
-
The case hammer milling (HM) shows the highest specific electricity consumption of roughly 12.5% of its electrical capacity resulting in the lowest net electricity production (NEP) of 14.7 GWh/a.
-
The case alkaline impregnation (AI) shows the lowest specific electricity and no high temperature heat demand. This concept demands considerably lower energy for heating summing up to 34% of the heat capacity compared with the case steam explosion (SE) with 68%. The case alkali impregnation (AI) is a good compromise to achieve high yields with a low-energy consumption. Thus, the highest net energy supply (sum of net electricity production (NEP) and net heat production (NHP)) of 30.7 GWh/a is achieved with this concept.
-
The electrical capacity increases slightly stronger than the biogas plant size because of the improved CHP electrical efficiency with higher installed capacities (Table 3). At the same time, the thermal efficiency decreases so that the share of own energy demand for heating increases significantly with the size of the biogas plant (Table 11 to Table 13).
5.2 Economic assessment (LCOE)
This section describes the resulting leveled cost of electricity (LCOE) based on the assessment method outlined above. The processing cost and revenues as well as annual profit and return on investment are shown in Fig. 7. A more detailed summary by the respective part of the overall biogas plant are shown in Fig. 8 (for the overall data see Table 14 to Table 16).

Economic evaluation of pretreatment concepts. Comparison of annual costs (capital and operating) to revenues (profit and return on investment). Return on investment is defined as ROI = profits/costs

Leveled cost of electricity (LCOE) divided in individual sources for the three cases (for a plant size of 2.5 MW)
In order to identify the factors most widely influencing the LCOE additionally a sensitivity analysis is conducted by varying the factors described below. The plant size selected for this sensitivity analysis is 2.5 MW.
-
Market prices. The parameters with the highest uncertainty are expected to be the supply cost for straw and revenues for digestate and heat. Prices can vary strongly depending on local markets (e.g., crop yield), the given transport distance (in case of straw), and the local price of substitution products (mineral fertilizers in case of digestate or other fuels used for heating). Therefore, these values are varied by ± 50% of their base values according to section 3.
-
Availability. The maintenance frequency is especially an issue for concepts utilizing new reactor technologies (e.g., steam explosion) because unexpected downtimes might occur due to malfunctions and limited technological experience. Alternatively, a backup reactor needs to be accounted for, which in turn would increase the overall investment cost. Therefore, the full load hours (FLH) are varied from -50% to +5% as 8 710 h/a is assumed to be the maximum achievable availability.
-
Pretreatment cost and plant lifetime. The estimated costs for the utilized reactor equipment mainly depend on empirical cost correlations for a wide range of applications. Therefore, an uncertainty of ±10 to 30% is assumed to be expected. Further, especially when organic material with a high inorganic content (like straw) is treated, abrasion (e.g., from silica) or corrosion (e.g., from chloride ions) need to be expected, which can reduce the lifetime of the equipment significantly.
5.2.1 Hammer milling
Despite having the lowest electricity production related to the three pretreatment options assessed here, the case hammer milling (HM) shows very low leveled cost of electricity. Additionally, the low methane yield of this concept has only a small effect on the leveled cost of electricity (LCOE), partly since higher specific revenues (especially the heat revenues) counteract it.
All over, the LCOE are between 0.059 €/kWh (0.5 MW) and 0.017 €/kWh (5 MW). Thus, the plant size of 5 MW is characterized by the lowest values for the LCOE. This plant size reflects the best trade-off between increased transportation cost for straw / digestate and reduced investment cost due to “economy of scale” effects. Therefore, the highest return on investment (ROI) of 2.9 is reached there as well, Fig. 7. Under these conditions an economic break-even-point after about 5 years could be possible.
-
For a plant size of 5 MW the processing cost sum up to 0.123 €/kWh and the revenues to 0.106 €/kWh resulting in LCOE of 0.017 €/kWh. The fermentation costs represent 17.6% and the pretreatment cost 5.5% of the processing cost.
-
Due to the comparatively low methane yield of the concept HM it shows the highest share of supply cost for straw (49 %) compared with the other options.
-
The share of the pretreatment cost is reduced from 34.0% to 5.5% with increasing plant size. This corresponds to a six-fold reduction from lowest to largest plant size (Fig. 12).
The sensitivity analysis for the case “hammer milling” (HM) shows that the comparatively low specific pretreatment costs result in a relative low impact on the leveled cost of electricity (LCOE) (Fig. 9).
-
A strong abrasion of mill hammers due to the robust material in straw could result in a decreased availability due to maintenance work. If the full load hours (FLH), as the most critical parameter, were reduced by 25% due to such effects, the LCOE would increase by 115% to 0.043 €/kWh (2.5 MW plant size).
-
The revenue for the provided products as well as the costs of the feedstock provision influence significantly the LCOE. For example, a 25% increase in straw supply cost could raise the LCOE by 75% (to 0.035 €/kWh) (2.5 MW plant size).

Sensitivity analysis of leveled cost of electricity (LCOE) by variation of main influencing factors for the case “hammer milling” (HM) for a plant size of 2.5 MW
Therefore, the location of such a biogas plant operated with straw should be chosen in a way, that low substrate cost are given and the costs for bringing back the digested material to the field are also low (i.e., short distances). In addition to the full load hours realized within the overall plant should be high as well as the revenues from the heat to be sold to the local customers.
5.2.2 Steam explosion
The construction and operation of high pressure equipment needed for the option steam explosion (SE) takes considerably more effort compared with the other pretreatment options. This results in higher investment costs (Fig. 8). In consequence, the return investment (ROI) of 0.6 to 0.9 is lower when compared with other pretreatments, which results in an economic break-even-point after 20 years for the largest plant size of 5 MW.
-
The processing cost add up to 0.206 €/kWh and the revenues to 0.074 €/kWh in this case, resulting in leveled cost of electricity (LCOE) of 0.132 €/kWh (plant size of 2.5 MW). As a consequence of the high-energy demand of the steam explosion treatment, the revenues from heat marketing represent only roughly 20%, whereas digestate revenues account for close to 80%. Due to the lower revenue and the higher specific investment costs, the resulting LCOE of this pretreatment option ranges from 0.096 (5 MW) to 0.215 €/kWh (0.5 MW).
-
The share of the pretreatment cost is very high in this case and amounts to 53 to 68% of the total cost. The lowest value is achieved by the largest plant size. Even though a considerable cost reduction of the pretreatment for larger plants can be achieved, this effect already converges against a finite value close to a plant size of 5 MW. This is essentially because the maximum reactor volume of only 8 m3 is already reached for the smallest plant size of 0.5 MW. Therefore, a further increase in plant size is only achieved by “numbering up” the reactors (the “Steam explosion” section) without allowing for any “economy of scale” effects.
The sensitivity analysis of the “steam explosion” (SE) pretreatment shows that a variation in pretreatment cost still has a significant impact since it accounts for close to 55% of the overall processing cost (Fig. 10).
-
A major uncertainty of high pressure processes like steam explosion is the continuous operation and therefore long-term availability. Downtimes are therefore to be expected. Thus, a reduction of 25% of the full load hours assumed above results in an increase of the leveled cost of electricity (LCOE) from 0.132 to 0.184 €/kWh (or by 39%).
-
Due to the high cost of pretreatment, the value and revenue of side-products (here: digestate fertilizer and thermal energy respectively heat) have only a relatively minor impact on the LCOE. When one of the two varies by 25% the LCOE change by 3 to 8% as a result, while a rise of the pretreatment cost of 25% drives up the LCOE by 22% to 0.161 €/kWh (2.5 MW plant size).
-
Supply cost of straw however are still a major driver of the LCOE due to possible fluctuations of the purchase price. The prices can increase because of the low availability or large demand from other applications of straw resulting in a LCOE gain to 0.144 €/kWh for + 25% and 0.156 €/kWh for + 50%.

Sensitivity analysis of leveled cost of electricity (LCOE) by variation of main influencing factors for the case “steam explosion” for a plant size of 2.5 MW
5.2.3 Alkaline impregnation
The alkaline impregnation (AI) avoids high pressure equipment, whereas at the same time, a chemical agent is added at considerable longer residence times to achieve good treatment performance. This increases the reactor size and operating cost when compared with hammer milling, which results in a return of investment of 0.9 to 1.4. Consequently, an economic break-even-point after about 10 years for the largest plant size of 5 MW could be possible.
-
The processing cost add up to 0.183 €/kWh and the revenues to 0.099 €/kWh in this case, resulting in leveled cost of electricity (LCOE) of 0.085 €/kWh (plant size of 2.5 MW) (Fig. 8). Revenues from heat marketing are higher compared with steam explosion (SE) pretreatment due to a lower heat demand and all over similar methane yields. Heat revenues account for ca. 40% while 60% are allocated to the digestate revenues.
-
The long residence time leads to high reactor volumes, which has a significant impact on the pretreatment cost. The share of pretreatment cost amounts to 42% (5 MW) and 61% (0.5 MW) of the total processing costs. This is because tank reactors at ambient pressure are far easier to build at larger volumes resulting in lower investment costs and thus finally in lower LCOE.
-
In consequence of moderate revenues together with moderate specific investment cost, the resulting LCOE range between 0.073 and 0.159 €/kWh. This range is more or less in the middle between the option hammer milling (HM) and steam explosion (SE).
Major cost drivers for the case “alkali impregnation” are still the straw supply and the pretreatment cost (Fig. 11).
-
If for example, the treatment cost increased by 25%, the leveled cost of electricity (LCOE) would increase from 0.085 €/kWh to 0.106 €/kWh (by 25%). Pretreatment cost could increase e.g., when excessive corrosion and increased wastewater treatment cost due to the alkaline chemicals occur. As a consequence, due to inhomogeneous treatment, the achieved biogas yield could decrease. In order to achieve the same installed capacity, the straw supply cost would increase e.g., by 25% which in turn causes a rise in LCOE to 0.097 €/kWh (by 14 %) (for a plant size of 2.5 MW).
-
The same effect could occur only by a 10% decrease of the full load hours. Reduced capacity utilization can follow due to maintenance or replacement of corroded reactor parts. Therefore, the equipment material needs to be chosen in a way so that the instruments reliably reach their lifetimes.

Sensitivity analysis of leveled cost of electricity (LCOE) by variation of main influencing factors for the case “alkaline impregnation” for a plant size of 2.5 MW
5.2.4 Comparison
The following summarizes the main trends regarding the leveled cost of electricity (LCOE) and its shares.
-
The revenues for the case hammer milling (HM) (0.106 to 0.156 €/kWh—depending on plant size) are the highest compared with the other pretreatments.
-
In consequence of the reduced thermal efficiency of the CHP (Table 8), the revenues for heating decrease with increasing size. The digestate revenue decreases due to a larger transport distance. This is visualized for the case HM in Fig. 12.
-
Steam explosion (SE) treatment shows with 53 to 68% the highest share of the pretreatment cost among all concepts assessed here. This is mainly due to the high-energy demand and pressure for such a treatment and the resulting technological effort. Additionally, the share of heat revenues for the case SE (23 to 31%) is the lowest of all pretreatment options. Thus, this case shows also the highest LCOE in the range of 0.118 to 0.221 €/kWh of all assessed options.
-
The LCOE for the case alkali impregnation (AI) (0.073 to 0.159 €/kWh) is between the cost of the option SE and HM, mainly due to expectedly high residence time and large reactors and peripherals.
-
All evaluated concepts show a clear dependency on the plant size. For all cost types (and all treatment concepts), the investment cost of pretreatment is the one that is most influenced by the plant size. These “economy of scale” effects act on all investigated cases and are exemplarily represented in Fig. 12 for the case HM. Furthermore, for all cases, these effects converge to a finite value close to a plant size of 5 MW
-
The share of substrate cost increases further with the plant size due to higher transport distances. The transport distance is also the reason for decreasing digestate revenues observed in all cases (Fig. 12).

Leveled cost of electricity (LCOE) for the case HM divided in individual sources of costs(positive)/revenues(negative) as a function of the plant size (0.5–5.0 MW)
6 Conclusion and outlook
Straw is a major crop residue that is to date only scarcely utilized. In order to substitute fossil fuel energy and to face climate change anaerobic fermentation of straw, to provide biomethane to be further used for electricity generation, for heat provision and/or as a transportation fuel, has a large potential in Germany and in numerous other countries around the world. In contrast to other options to use straw as a source of energy, the biogas route offers the option to recycle a nutrient-rich fertilizer back to agriculture able to additionally improve soil properties (i.e., humus enhancement). Nevertheless, the design of a cost-effective plant is challenging due to numerous influential parameters like straw price and availability but also the process design itself. Thus, this paper aims to assess three pretreatment options to allow for a commercially viable operation of biogas plants using straw as a feedstock.
Based on the obtained results concerning the technical and economic properties of straw biogas fermentation, the following conclusions can be drawn.
-
Intense mechanical pretreatment of straw by hammer milling still results in insufficiently degraded fibers for a complete biodegradability (up to 75%). Nevertheless, a straw fermentation with this treatment can work most cost-effective due to its low capital-bound cost. Additionally, the heat provided by the CHP unit assumed to be used here can fully cover the given heat demand (and thus contributes to the revenue of the overall plant).
-
Although the biodegradability of steam explosion pretreatment is the largest observed (up to 93% in literature), the high-energy demand (i.e., high temperature heat) and costly high pressure reactors are limiting factors of process implementation.
-
To increase the overall renewable energy share, the alkaline pretreatment offers the highest net energy supply. Furthermore, alkaline treatment offers a simple process design and operation compared with steam explosion due to ambient pressure. Clear drawbacks are the relative long residence time and the still high investment cost.
In order to further increase the economy of biogas plants, using straw as a feedstock the following points could be reviewed in the future.
-
The additional provision of high value side products could decrease the specific electricity production but could enhance the overall economic performance of the plant. One option might be the provision of lignin from the digested straw [11, 120, 121].
-
The methane yield of biogas plants might be increased by integration of a power-to-gas concept (PTG) converting (surplus) electricity from wind mills and/or photovoltaic systems into hydrogen that can in turn convert carbon dioxide to methane via the biological pathway enhancing the share of methane within the provided biogas [122, 123].
-
The chemical agents of alkaline treatment could have adverse effects on the fermentation or properties of the digestate. Both of these effects were not taken into account and should be researched further, when alkaline treatment is investigated in the future.
References
Fagerström A, Seadi TA, Rasi S, Briseid T (2018) The role of anaerobic digestion and biogas in the circular economy. IEA Bioenergy, p 24
Giovanis E (2015) Relationship between recycling rate and air pollution: waste management in the state of Massachusetts. Waste Manag 40:192–203 https://doi.org/10/f7fb48
Fruergaard T, Hyks J, Astrup T (2010) Life-cycle assessment of selected management options for air pollution control residues from waste incineration. Sci Total Environ 408:4672–4680 https://doi.org/10/ctr2kx
Domingo JL, Rovira J, Vilavert L et al (2015) Health risks for the population living in the vicinity of an integrated waste management facility: screening environmental pollutants. Sci Total Environ 518–519:363–370 https://doi.org/10/ggq69q
FNR (2016) Biofuels. German specialised agency for renewable raw materials (FNR), Gülzow
Cherubini F, Ulgiati S (2010) Crop residues as raw materials for biorefinery systems – a LCA case study. Appl Energy 87:47–57. https://doi.org/10.1016/j.apenergy.2009.08.024
EIA (2019) International Energy Statistics. In: Energy Inf. Adm. https://www.eia.gov/beta/international/data/browser/. Accessed 17 Jan 2019
EBA (2019) Biogas - European Biogas Association. In: Eur. Biogas Assoc. EBA - Inf. Biogas EU. http://european-biogas.eu/biogas/. Accessed 30 Jan 2019
Kovacs A (2013) Green Gas Grids - proposal for a european bio-methane roadmap. European Biogas Association (EBA), Brussels, Belgium
Bentsen NS, Felby C, Thorsen BJ (2014) Agricultural residue production and potentials for energy and materials services. Prog Energy Combust Sci 40:59–73. https://doi.org/10.1016/j.pecs.2013.09.003
Andersen L, Lamp A, Dieckmann C, Baetge S, Schmidt LM, Kaltschmitt M (2018) Biogas plants as key units of biorefinery concepts: options and their assessment. J Biotechnol 283:130–139. https://doi.org/10.1016/j.jbiotec.2018.07.041
EU, European Comission, Directorate-General for Research and Innovation (2018) A sustainable bioeconomy for Europe: strengthening the connection between economy, society and the environment : updated bioeconomy strategy.
Majer S, Stecher K, Adler P, et al (2013) Biomass potentials and competition for biomass utilisation. German biomass research centre (DBFZ), Federal Ministry for Transport, Building and Urban Development (BMVBS), German Center for aeronautics and space travel (DLR)
Schmidt LM, Mthembu LD, Reddy P, Deenadayalu N, Kaltschmitt M, Smirnova I (2017) Levulinic acid production integrated into a sugarcane bagasse based biorefinery using thermal-enzymatic pretreatment. Ind Crop Prod 99:172–178. https://doi.org/10.1016/j.indcrop.2017.02.010
ETIP (2018) Cellulosic ethanol & biogas demonstration plants. In: Eur. Technol. Innov. Platf. ETIP. http://www.etipbioenergy.eu/value-chains/products-end-use/products/cellulosic-ethanol. Accessed 13 Feb 2019
BD (2018) News on cellulosic ethanol demonstration plants. In: Biofuels Dig. http://www.biofuelsdigest.com/bdigest/?s = News+on+cellulosic+ethanol+demonstration+plants. Accessed 13 Feb 2019
Lynd LR, Liang X, Biddy MJ, Allee A, Cai H, Foust T, Himmel ME, Laser MS, Wang M, Wyman CE (2017) Cellulosic ethanol: status and innovation. Curr Opin Biotechnol 45:202–211. https://doi.org/10.1016/j.copbio.2017.03.008
Chandra R, Takeuchi H, Hasegawa T (2012) Methane production from lignocellulosic agricultural crop wastes: a review in context to second generation of biofuel production. Renew Sust Energ Rev 16:1462–1476. https://doi.org/10.1016/j.rser.2011.11.035
Verbio A.G. (2019) Biomethane from straw: EU funded project “DE BIOH VERBIOSTRAW” production of biomethane from 100% straw. In: Biofuel Technol. https://www.verbio.de/en/products/verbiogas/biomethane-from-straw/. Accessed 30 Jan 2019
Chandel AK, Garlapati VK, Singh AK, Antunes FAF, da Silva SS (2018) The path forward for lignocellulose biorefineries: Bottlenecks, solutions, and perspective on commercialization. Bioresour Technol 264:370–381. https://doi.org/10.1016/j.biortech.2018.06.004
Bünemann EK, Bongiorno G, Bai Z, Creamer RE, de Deyn G, de Goede R, Fleskens L, Geissen V, Kuyper TW, Mäder P, Pulleman M, Sukkel W, van Groenigen JW, Brussaard L (2018) Soil quality – a critical review. Soil Biol Biochem 120:105–125. https://doi.org/10.1016/j.soilbio.2018.01.030
Hao M, Hu H, Liu Z, Dong Q, Sun K, Feng Y, Li G, Ning T (2018) Shifts in microbial community and carbon sequestration in farmland soil under long-term conservation tillage and straw returning. Appl Soil Ecol 136:43–54. https://doi.org/10.1016/j.apsoil.2018.12.016
Zhang JH, Wang Y, Li FC (2015) Soil organic carbon and nitrogen losses due to soil erosion and cropping in a sloping terrace landscape. Soil Res 53:87. https://doi.org/10.1071/SR14151
Liski J, Palosuo T, Peltoniemi M, Sievänen R (2005) Carbon and decomposition model Yasso for forest soils. Ecol Model 189:168–182. https://doi.org/10.1016/j.ecolmodel.2005.03.005
Palosuo T, Liski J, Trofymow JA, Titus BD (2005) Litter decomposition affected by climate and litter quality—testing the Yasso model with litterbag data from the Canadian intersite decomposition experiment. Ecol Model 189:183–198. https://doi.org/10.1016/j.ecolmodel.2005.03.006
Zhao H, Shar AG, Li S, Chen Y, Shi J, Zhang X, Tian X (2018) Effect of straw return mode on soil aggregation and aggregate carbon content in an annual maize-wheat double cropping system. Soil Tillage Res 175:178–186. https://doi.org/10.1016/j.still.2017.09.012
Andreux F (1996) Humus in World Soils. In: Humic Substances in Terrestrial Ecosystems. Elsevier, pp 45–100
Wang X, Jia Z, Liang L, Zhao Y, Yang B, Ding R, Wang J, Nie J (2018) Changes in soil characteristics and maize yield under straw returning system in dryland farming. Field Crop Res 218:11–17. https://doi.org/10.1016/j.fcr.2017.12.003
Drosg B, Baxter D (2015) Nutrient recovery by biogas digestate processing. IEA Bioenergy
Lukehurst CT, Frost P, Seadi TA (2010) Utilisation of digestate from biogas plants as biofertiliser. International Energy Agency (IEA); Agri-Food and Biosciences Institute Hilsborough; Institute of Chemical Engineering, Biotechnology and Environmental Technology Esbjerg
Lee D, Owen VN, Boe A, Jeranyama P (2007) Composition of herbaceous biomass feedstocks. Sun Grant Initiative, South Dakota State University, Brookings
Wang J-S, Wang G, Feng X-Q, Kitamura T, Kang YL, Yu SW, Qin QH (2013) Hierarchical chirality transfer in the growth of Towel Gourd tendrils. Sci Rep 3. https://doi.org/10.1038/srep03102
Pauly M, Gille S, Liu L, Mansoori N, de Souza A, Schultink A, Xiong G (2013) Hemicellulose biosynthesis. Planta 238:627–642. https://doi.org/10.1007/s00425-013-1921-1
Sannigrahi P, Pu Y, Ragauskas A (2010) Cellulosic biorefineries—unleashing lignin opportunities. Curr Opin Environ Sustain 2:383–393. https://doi.org/10.1016/j.cosust.2010.09.004
Ghaffar SH, Fan M (2013) Structural analysis for lignin characteristics in biomass straw. Biomass Bioenergy 57:264–279. https://doi.org/10.1016/j.biombioe.2013.07.015
Werkelin J, Skrifvars B-J, Zevenhoven M, Holmbom B, Hupa M (2010) Chemical forms of ash-forming elements in woody biomass fuels. Fuel 89:481–493. https://doi.org/10.1016/j.fuel.2009.09.005
Vassilev SV, Baxter D, Andersen LK, Vassileva CG (2010) An overview of the chemical composition of biomass. Fuel 89:913–933. https://doi.org/10.1016/j.fuel.2009.10.022
Bauer A, Bösch P, Friedl A, Amon T (2009) Analysis of methane potentials of steam-exploded wheat straw and estimation of energy yields of combined ethanol and methane production. J Biotechnol 142:50–55 https://doi.org/10/fb3hmr
Pronyk C, Mazza G (2012) Fractionation of triticale, wheat, barley, oats, canola, and mustard straws for the production of carbohydrates and lignins. Bioresour Technol 106:117–124. https://doi.org/10.1016/j.biortech.2011.11.071
Ferreira LC, Donoso-Bravo A, Nilsen PJ, Fdz-Polanco F, Pérez-Elvira SI (2013) Influence of thermal pretreatment on the biochemical methane potential of wheat straw. Bioresour Technol 143:251–257 https://doi.org/10/f47k3q
Zhu J, Wan C, Li Y (2010) Enhanced solid-state anaerobic digestion of corn stover by alkaline pretreatment. Bioresour Technol 101:7523–7528. https://doi.org/10.1016/j.biortech.2010.04.060
Templeton DW, Wolfrum EJ, Yen JH, Sharpless KE (2016) Compositional analysis of biomass reference materials: results from an interlaboratory study. BioEnergy Res 9:303–314. https://doi.org/10.1007/s12155-015-9675-1
Liu L, Ye XP, Womac AR, Sokhansanj S (2010) Variability of biomass chemical composition and rapid analysis using FT-NIR techniques. Carbohydr Polym 81:820–829. https://doi.org/10.1016/j.carbpol.2010.03.058
Templeton DW, Scarlata CJ, Sluiter JB, Wolfrum EJ (2010) Compositional analysis of lignocellulosic feedstocks. 2. Method Uncertainties. J Agric Food Chem 58:9054–9062. https://doi.org/10.1021/jf100807b
Chen X, Zhang Y, Gu Y, Liu Z, Shen Z, Chu H, Zhou X (2014) Enhancing methane production from rice straw by extrusion pretreatment. Appl Energy 122:34–41. https://doi.org/10.1016/j.apenergy.2014.01.076
Thompson JL, Tyner WE (2014) Corn stover for bioenergy production: cost estimates and farmer supply response. Biomass Bioenergy 62:166–173. https://doi.org/10.1016/j.biombioe.2013.12.020
Liu Z, Cao Y, Wang Z et al (2015) The utilization of soybean straw.I. Fiber Morphology and Chemical Characteristics. BioResources 10:2266–2280. https://doi.org/10.15376/biores.10.2.2266-2280
Plazonić I, Barbarić-Mikočević Ž, Antonović A (2016) Chemical composition of straw as an alternative material to wood raw material in fibre isolation. Drv Ind 67:119–125. https://doi.org/10.5552/drind.2016.1446
Hayes DJM (2013) Biomass composition and its relevance to biorefining. In: The role of catalysis for the sustainable production of bio-fuels and bio-chemicals. Elsevier, pp 27–65
Kristensen JB, Thygesen LG, Felby C, Jorgensen H, Elder T (2008) Cell wall structural changes in wheat straw pretreated for bioethanol production. Biotechnol Biofuels 1:5. https://doi.org/10.1186/1754-6834-1-5
Rubin EM (2008) Genomics of cellulosic biofuels. Nature 454:841–845. https://doi.org/10.1038/nature07190
Shmulsky R, Jones PD (2011) Forest products and wood science: an introduction, 6th ed. Wiley-Blackwell, Chichester, West Sussex, U.K. ; Ames, Iowa
Kaltschmitt M (2019) Energy from organic materials (biomass): a volume in the encyclopedia of sustainability science and technology, second edn. Springer New York, New York, NY
Deublein D, Steinhauser A (2016) Biogas from waste and renewable resources, 2nd edn. Weinheim, WILEY-VCH
Kaltschmitt M, Hartmann H, Hofbauer H (2016) Energie aus Biomasse: Grundlagen, Techniken und Verfahren, 3., aktualisierte und erweiterte Auflage. Springer Vieweg, Berlin Heidelberg
Blume H-P, Brümmer GW, Horn R et al (2016) Scheffer/Schachtschabel Lehrbuch der Bodenkunde, 16. Auflage, (Nachdruck). Springer Spektrum, Berlin Heidelberg
Weißbach F (2008) On assessing the gas production potential of renewable primary products. ENERGY:356–358
Li Y, Zhang R, Liu G, Chen C, He Y, Liu X (2013) Comparison of methane production potential, biodegradability, and kinetics of different organic substrates. Bioresour Technol 149:565–569 https://doi.org/10/f5kxr4
Spliethoff H (2010) Power generation from solid fuels. springer science & business media
Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour Technol 100:10–18. https://doi.org/10.1016/j.biortech.2008.05.027
Wyman CE (2013) Aqueous pretreatment of plant biomass for biological and chemical conversion to fuels and chemicals: wyman/aqueous pretreatment of plant biomass for biological and chemical conversion to fuels and chemicals. John Wiley & Sons Ltd, Chichester, UK
Vertès AA (2014) Biorefinery roadmaps. Biorefineries. Elsevier, In, pp 59–71
Jönsson LJ, Martín C (2016) Pretreatment of lignocellulose: formation of inhibitory by-products and strategies for minimizing their effects. Bioresour Technol 199:103–112. https://doi.org/10.1016/j.biortech.2015.10.009
Larsson S, Palmqvist E, Hahn-Hägerdal B, Tengborg C, Stenberg K, Zacchi G, Nilvebrant NO (1999) The generation of fermentation inhibitors during dilute acid hydrolysis of softwood. Enzym Microb Technol 24:151–159. https://doi.org/10.1016/S0141-0229(98)00101-X
Du B, Sharma LN, Becker C et al (2010) Effect of varying feedstock-pretreatment chemistry combinations on the formation and accumulation of potentially inhibitory degradation products in biomass hydrolysates. Biotechnol Bioeng 107:430–440. https://doi.org/10.1002/bit.22829
Banks C (2007) Renewable energy from crops and agrowastes (CROPGEN). School of Civil Engineering & the Environment, University of Southampton (UK), Southampton
Adler P, Billig E, Brosowski A, et al (2014) Leitfaden Biogasaufbereitung und -einspeisung, 5., vollständig überarbeitete Auflage. Fachagentur für Nachwachsende Rohstoffe e. V. (FNR), Gülzow-Prüzen
Berglund P, Horváth I, Kabir M, Schabbauer A (2012) Biogas from lignocellulosic biomass. Swedish Center for Gas Technologies (SGC), University of Borâs, Göteborg Energi, Vattenfall, Malmö, Sweden
Mshandete A, Björnsson L, Kivaisi AK, Rubindamayugi MST, Mattiasson B (2006) Effect of particle size on biogas yield from sisal fibre waste. Renew Energy 31:2385–2392. https://doi.org/10.1016/j.renene.2005.10.015
Gallegos D, Wedwitschka H, Moeller L, Zehnsdorf A, Stinner W (2017) Effect of particle size reduction and ensiling fermentation on biogas formation and silage quality of wheat straw. Bioresour Technol 245:216–224. https://doi.org/10.1016/j.biortech.2017.08.137
Momoh OLY, Ouki S (2018) Development of a novel fractal-like kinetic model for elucidating the effect of particle size on the mechanism of hydrolysis and biogas yield from ligno-cellulosic biomass. Renew Energy 118:71–83. https://doi.org/10.1016/j.renene.2017.11.005
Sharma SK, Mishra IM, Sharma MP, Saini JS (1988) Effect of particle size on biogas generation from biomass residues. Biomass 17:251–263. https://doi.org/10.1016/0144-4565(88)90107-2
Menardo S, Airoldi G, Balsari P (2012) The effect of particle size and thermal pre-treatment on the methane yield of four agricultural by-products. Bioresour Technol 104:708–714. https://doi.org/10.1016/j.biortech.2011.10.061
Ferreira LC, Nilsen PJ, Fdz-Polanco F, Pérez-Elvira SI (2014) Biomethane potential of wheat straw: Influence of particle size, water impregnation and thermal hydrolysis. Chem Eng J 242:254–259. https://doi.org/10.1016/j.cej.2013.08.041
Nges IA, Li C, Wang B, Xiao L, Yi Z, Liu J (2016) Physio-chemical pretreatments for improved methane potential of Miscanthus lutarioriparius. Fuel 166:29–35. https://doi.org/10.1016/j.fuel.2015.10.108
Kayembe K, Basosila L, T. Mpiana P, et al (2012) The impact of the bisubstituted aromatics functional groups on the inhibition of methane biosynthesis (biogas). Adv Microbiol 02:617–622. https://doi.org/10.4236/aim.2012.24080
Palmqvist E, Hahn-Hägerdal B (2000) Fermentation of lignocellulosic hydrolysates. II: inhibitors and mechanisms of inhibition. Bioresour Technol 74:25–33. https://doi.org/10.1016/S0960-8524(99)00161-3
van Zandvoort I (2015) Towards the valorization of humin by-products: characterization, solubilization and catalysis
Hu X, Kadarwati S, Wang S, Song Y, Hasan MDM, Li CZ (2015) Biomass-derived sugars and furans: which polymerize more during their hydrolysis? Fuel Process Technol 137:212–219. https://doi.org/10.1016/j.fuproc.2015.04.024
Fan S, Zhang P, Li F, Jin S, Wang S, Zhou S (2016) A review of lignocellulose change during hydrothermal pretreatment for bioenergy production. Curr Org Chem 20:2799–2809. https://doi.org/10.2174/1385272820666160513154113
Schutyser W, Renders T, Van den Bosch S et al (2018) Chemicals from lignin: an interplay of lignocellulose fractionation, depolymerisation, and upgrading. Chem Soc Rev 47:852–908. https://doi.org/10.1039/C7CS00566K
Rahikainen JL, Evans JD, Mikander S, Kalliola A, Puranen T, Tamminen T, Marjamaa K, Kruus K (2013) Cellulase–lignin interactions—the role of carbohydrate-binding module and pH in non-productive binding. Enzym Microb Technol 53:315–321. https://doi.org/10.1016/j.enzmictec.2013.07.003
Saini JK, Patel AK, Adsul M, Singhania RR (2016) Cellulase adsorption on lignin: a roadblock for economic hydrolysis of biomass. Renew Energy 98:29–42. https://doi.org/10.1016/j.renene.2016.03.089
Chandra R, Takeuchi H, Hasegawa T, Kumar R (2012) Improving biodegradability and biogas production of wheat straw substrates using sodium hydroxide and hydrothermal pretreatments. Energy 43:273–282. https://doi.org/10.1016/j.energy.2012.04.029
Pedersen M, Meyer AS (2010) Lignocellulose pretreatment severity – relating pH to biomatrix opening. New Biotechnol 27:739–750. https://doi.org/10.1016/j.nbt.2010.05.003
Kim JS, Lee YY, Kim TH (2016) A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour Technol 199:42–48. https://doi.org/10.1016/j.biortech.2015.08.085
Bhagia S, Li H, Gao X, Kumar R, Wyman CE (2016) Flowthrough pretreatment with very dilute acid provides insights into high lignin contribution to biomass recalcitrance. Biotechnol Biofuels 9:245. https://doi.org/10.1186/s13068-016-0660-5
Lancefield CS, Panovic I, Deuss PJ, Barta K, Westwood NJ (2017) Pre-treatment of lignocellulosic feedstocks using biorenewable alcohols: towards complete biomass valorisation. Green Chem 19:202–214. https://doi.org/10.1039/C6GC02739C
Reynolds W, Smirnova I (2018) Hydrothermal flow-through treatment of wheat straw: coupled heat and mass transfer modeling with changing bed properties. J Supercrit Fluids 133:625–639. https://doi.org/10.1016/j.supflu.2017.08.001
Wang H, Pu Y, Ragauskas A, Yang B (2019) From lignin to valuable products–strategies, challenges, and prospects. Bioresour Technol 271:449–461. https://doi.org/10.1016/j.biortech.2018.09.072
Sevilla M, Fuertes AB (2009) Chemical and structural properties of carbonaceous products obtained by hydrothermal carbonization of saccharides. Chem Eur J 15:4195–4203. https://doi.org/10.1002/chem.200802097
Mussatto S (2004) Alternatives for detoxification of diluted-acid lignocellulosic hydrolyzates for use in fermentative processes: a review. Bioresour Technol 93:1–10. https://doi.org/10.1016/j.biortech.2003.10.005
Humbird D, Davis R, Tao L, et al (2011) Process design and economics for biochemical conversion of lignocellulosic biomass to ethanol: dilute-acid pretreatment and enzymatic hydrolysis of corn stover
Bals B, Wedding C, Balan V, Sendich E, Dale B (2011) Evaluating the impact of ammonia fiber expansion (AFEX) pretreatment conditions on the cost of ethanol production. Bioresour Technol 102:1277–1283. https://doi.org/10.1016/j.biortech.2010.08.058
Taylor R (2015) From the sugar platform to biofuels and biochemicals. E4tech (UK) Ltd, RE-CORD, Wageningen University and Research Centre (WUR)
Schmidt LM, Pérez Martínez V, Kaltschmitt M (2018) Solvent-free lignin recovered by thermal-enzymatic treatment using fixed-bed reactor technology – economic assessment. Bioresour Technol 268:382–392. https://doi.org/10.1016/j.biortech.2018.07.107
Mosier N (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96:673–686. https://doi.org/10.1016/j.biortech.2004.06.025
Wellinger A, Murphy J, Baxter D (2013) The biogas handbook: science, production and applications. Woodhead Publishing, Oxford
Theuretzbacher F, Blomqvist J, Lizasoain J, Klietz L, Potthast A, Horn SJ, Nilsen PJ, Gronauer A, Passoth V, Bauer A (2015) The effect of a combined biological and thermo-mechanical pretreatment of wheat straw on energy yields in coupled ethanol and methane generation. Bioresour Technol 194:7–13 https://doi.org/10/f3ndtg
FNR (2009) FNR measuring data report II - survey of biogas plant operators. German specialised agency for renewable raw materials (FNR)
Luque R, Lin CSK, Wilson K, Clark J (2016) Handbook of biofuels production: processes and technologies, second edn. Woodhead Publishing, Amsterdam u.a
Dvorak SW, Hunt JF Patent - composite component from anaerobic digested materials. 16
Carus M, Essel R, Heitmann C (2014) Vom Gärprodukt zum Holzwerkstoff
Essel R, Breitmayer E, Carus M, et al (2015) Stoffliche Nutzung lignocellulosehaltiger Gärprodukte für Holzwerkstoffe aus Biogasanlagen. Nova-Institut GmbH, Deutsche Bundesstiftung Umwelt (DBU), Gesellschaft für nachhaltige Stoffnutzung mbH (GNS), BENAS Biogasanlagen GmbH, Glunz AG, Hürth
Makádi M, Tomócsik A, Orosz V (2012) Digestate: a new nutrient source – review. In: Production of Biogas from Sludge Waste and Organic Fraction of Municipal Solid Waste. INTECH Open Access Publisher, Debrecen, Hungary, p 18
Eich-Greatorex S, Vivekanand V, Estevez MM, Schnürer A, Børresen T, Sogn TA (2018) Biogas digestates based on lignin-rich feedstock – potential as fertilizer and soil amendment. Arch Agron Soil Sci 64:347–359. https://doi.org/10.1080/03650340.2017.1352086
ASUE (2011) BHKW-Kenndaten - Module, Anbieter, Kosten. Arbeitsgemeinschaft für sparsamen und umweltfreundlichen Energieverbrauch e.V. (ASUE), Berlin
Towler GP, Sinnott RK (2013) Chemical engineering design: principles, practice, and economics of plant and process design, 2nd edn. Butterworth-Heinemann, Boston, MA
Peters MS, Timmerhaus KD (1991) Plant design and economics for chemial engineers. 925
Seider WD, Seider WD (2009) Product and process design principles: synthesis, analysis, and evaluation, 3rd edn. Wiley, Hoboken, NJ
Lako P, Simbolotti G (2010) Combined heat and power. Energy Technology Systems Analysis Programme (IEA ETSAP)
Kratky L, Jirout T (2011) Biomass size reduction machines for enhancing biogas production. Chem Eng Technol 34:391–399. https://doi.org/10.1002/ceat.201000357
Coulson JM, Richardson JF (2019) Particle size reduction and enlargement. In: Coulson and Richardson’s Chemical Engineering. Elsevier, pp 205–280
FNR (2013) Biogas - an introduction. German specialised agency for renewable raw materials (FNR), Gülzow-PRüzen
FAO (2019) FAOSTAT statistics database. Food and Agriculture Organization of the United Nations
DBFZ (2012) Basisinformationen für eine nachhaltige Nutzung von landwirtschaftlichen Reststoffen zur Bioenergiebereitstellung. Deutsches Biomasseforschungszentrum gGmbH, Leipzig
Baetge S, Kaltschmitt M (2018) Rice straw and rice husks as energy sources—comparison of direct combustion and biogas production. Biomass Convers Biorefinery 8:719–737
Kehres B Kehres, B. (2011). Optimierung der Verwertung von Grünabfällen - Fehlsteuerungen korrigieren. Bundesgütegemeinschaft Kompost e.V. (BGK)
Dieckmann C, Lamp A, Schmidt L-M, Andersen L, Baetge S, Kaltschmitt M (2018) Von der Biogasanlage zur Bioraffinerie – Perspektiven für zukünftige Biogasanlagenkonzepte. Z Für Energiewirtschaft 42:235–256. https://doi.org/10.1007/s12398-018-0233-3
Andersen L, Conrad M, Gil J, Hu X, Reynolds W, Schmidt LM, Hartge EU, Häring H, Kreft C, Meyer R, Zetzl C, Heinrich S, Kaltschmitt M, Lim C, Smirnova I (2018) Aufbau einer Vollverwertungskette für ligninhaltige Biomasse über Hochdruckverfahrenstechnik: Neue Produkte durch Extraktion, Hydrolyse, überkritische Trocknung und Extrusion. Chem Ing Tech 90:1185–1185. https://doi.org/10.1002/cite.201855120
Andersen LF, Kaltschmitt M (2018) Charakterisierung und mögliche Nutzungsoptionen von Lignin-reichen Gärresten aus Strohvergärungen. Chem Ing Tech 90:1184–1185. https://doi.org/10.1002/cite.201855119
Aryal N, Kvist T, Ammam F, Pant D, Ottosen LDM (2018) An overview of microbial biogas enrichment. Bioresour Technol 264:359–369. https://doi.org/10.1016/j.biortech.2018.06.013
Angelidaki I, Treu L, Tsapekos P, Luo G, Campanaro S, Wenzel H, Kougias PG (2018) Biogas upgrading and utilization: current status and perspectives. Biotechnol Adv 36:452–466. https://doi.org/10.1016/j.biotechadv.2018.01.011
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
Rights and permissions
About this article

Cite this article
Andersen, L.F., Parsin, S., Lüdtke, O. et al. Biogas production from straw—the challenge feedstock pretreatment. Biomass Conv. Bioref. 12, 379–402 (2022). https://doi.org/10.1007/s13399-020-00740-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-020-00740-y