
Abstract
Feedstock pumpability is one of the main obstacles for continuous processing of biomass through hydrothermal liquefaction (HTL), due to their tendency to form heterogeneous slurries. In this work, a novel strategy is proposed to ensure lignocellulosic feed pumpability in HTL processing, even while applying elevated biomass loadings. In the first stage, a pumpable feed is prepared by an alkaline treatment of coarse wood chips at 180 °C, 120-min reaction time, and 0.35 NaOH-to-wood ratio. In a subsequent stage, the treated feedstock is converted into a biocrude in a continuously operated 20 kg/h scale unit. In total, 100 kg of wood paste with 25% dry matter is processed at 400 °C and 30 MPa, demonstrating the usefulness of this two-stage liquefaction strategy. An additional advantage liquefaction of such pretreated wood shows increased biocrude yields with approximately 10% compared to the case where non-pretreated wood is liquefied.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In the transition from fossil fuels to renewables, biofuels can potentially replace up to 27% of transportation fuels by 2050, thus contributing to 7%-point reduction in CO2 emissions, in the 2 °C global temperature increase scenario (IEA, 2012).
Hydrothermal liquefaction (HTL) is a promising route to convert non-food biomass into liquid biofuels. The process operates on an aqueous biomass slurry that is pressurized to maintain water in its liquid state, and then heated to sub- or supercritical water conditions (300–400 °C). At these conditions, biomass decomposes into its major constituents, which subsequently undergo further chemical changes such as depolymerization, dehydration, condensation, and cyclization. The main product of this complex process is the biocrude. The biocrude oil is insoluble in water and is composed of hundreds of oxygenated chemical compounds [1]. Depending on process parameters and the feedstock used, up to 80% of the biomass can be converted into biocrude [2, 3]. The rest of the biomass is converted into water-soluble compounds, gaseous products, and a small fraction of solids.
As continuous processing is a prerequisite for implementing the HTL process at relevant scales, feedstock must be pumpable at high dry matter loading. This has been and still is one of the major obstacles that must be overcome. Because most HTL studies are focused on batch experiments, this problem is often ignored in literature and poorly understood. When a biomass feedstock is processed in a continuous HTL system, slurry dewatering may occur, causing dry processing giving rise to char deposit formation and even clogging. In small scale systems, the problem has been tackled by reducing the particle size below 0.250 mm and/or the solids content below 10% [4–6]. In larger scale continuous systems, where feedstock biomass loading is important for the process economy, efforts have been made to increase the dry matter content of the feed stream. Options tested have been to use an oil vehicle to carry the solid particles (the PERC process), to decompose the wood into fibers by acid hydrolysis (the LBL process) [7], or to use biomass streams that are already in liquid form (e.g., sewage sludge, manure). Even so, the dry matter content of the feedstock could not exceed 15% mass fraction in case of lignocellulosic materials [8]. To reduce the energy consumption for particle size reduction and to allow higher biomass loadings, this work proposes a two-stage hydrothermal liquefaction process where extensive biomass dissolution is achieved in the first stage at 180 to 200 °C followed by conversion of the resulting biomass paste into biocrude at sub- or supercritical water conditions (see Fig. 1). The first stage—pretreatment—is performed in alkaline conditions with excess of alkaline reactant; thus, the second stage—HTL—will also be carried out in alkaline environment. Such an alkaline environment is beneficial for both biomass pretreatment and liquefaction, as it may increase the biomass degradation effect, the biomass conversion, and the biocrude yield while reducing the gas and solid products formation [9–16].

Conceptual scheme of the two-stage alkaline hydrothermal liquefaction of biomass
Alkaline pretreatment is one of the methods used in the pulp and paper industry to isolate the cellulose fibers from the lignocellulosic matrix or in the second-generation bioethanol production to remove the lignin and to increase the enzymatic hydrolysis of biomass. The most common alkaline reagents used in the alkaline pretreatment of biomass are sodium hydroxide (NaOH), potassium hydroxide (KOH), sodium carbonate (Na2CO3), and lime (Ca(OH)2) [17]. According to the pretreatment conditions employed and the alkaline reagent used, the process can be tailored to remove lignin, hemicellulose, and even cellulose from the lignocellulosic matrix. The pretreatment temperature may vary from room temperature with retention times of hours or days, up to 200 °C with shorter retention times. NaOH has the most destructive effect on the lignocellulosic biomass and was used in the first chemical pulping process in the 1850s [18]. Soda pulping process was later replaced with more lignin-selective methods and is scarcely used nowadays for chemical pulp production. However, a pretreatment process similar to soda pulping may be effectively used to prepare pumpable feeds for hydrothermal processing. The aggressive attack of NaOH on all biomass constituents (lignin, hemicellulose, cellulose) will lead to biomass dissolution, reducing considerably the difficulty to handle heterogeneous biomass aqueous slurries under high-pressure conditions. The technical feasibility of using NaOH to solubilize the biomass as pretreatment method for HTL feedstocks has not been reported yet in literature.
In this study, wood alkaline hydrothermal pretreatment followed by hydrothermal liquefaction at supercritical water conditions was performed. First, laboratory-scale experiments were carried out to identify the alkaline pretreatment conditions required to obtain pumpable feedstocks. The optimum pretreatment conditions identified were used to prepare a batch of 100 kg of wood pulp that was converted in a bench-scale continuous HTL system with a capacity of 20 kg/h feed. The effect of the first stage—pretreatment on biocrude oil yield and elemental and chemical composition—was evaluated.
2 Materials and methods
2.1 Raw material
In the pretreatment experiments, hybrid poplar chips were used, while in the bench scale, willow chips were converted. Both poplar and willow, provided by Ny Vraa Bioenergi I/S, Tylstrup, Denmark, were 5-year-old trees cut in the winter of 2014. Bark and chips from branches were removed so only the wood stem parts were used. Poplar chips were 20 mm width and were separated into three particle size classes, small (3 to 5 mm), medium (5 to 10 mm), and large (10 to 14 mm). The willow was cut into chunks of 20 to 70 mm long. The chemical and elemental composition of poplar and willow is given in Table 1. Different raw materials were used for the small- and the bench-scale tests due to the lack of availability of poplar chips in larger quantities. As shown in Table 1, poplar and willow have similar elemental and chemical composition. For this reason, it was assumed that the impact of the raw material type on the pretreatment and HTL experimental results will not be significant.
2.2 Pretreatment experiments
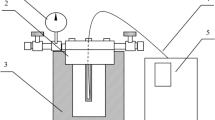
Small scale pretreatment experiments were performed in a 400 cm3 electrically heated batch reactor. The reactor was equipped with stirrer and cooling coil. For a batch test, 50 g of wood slurry was prepared from 10 g wood chips and 40 g NaOH solution. The concentration of the NaOH solution varied between 8 and 10% mass fraction, corresponding to NaOH-to-wood ratio of 0.32 and 0.40, respectively. Reaction time, particle size, and temperature were varied as well. All mixtures contained 20% wood mass fraction on dry basis (liquid-to-biomass ratio 4:1). After loading and closing the reactor, a heating period of 30 to 40 min was required to reach the set temperature. When reactor temperature reached the set point, the mixture was held at this temperature for desired reaction time (30 to 240 min). At the end of reaction, the reactor was cooled down and the product collected. The reactor, cooling coil, and the stirrer were thoroughly washed with distilled water that afterwards was filtered to recover the solids. The amount of solids dissolved during the pretreatment was determined by filtering the pretreatment product on Whatman filter paper (qualitative filter paper grade 413, particle retention 5–13 μm) under vacuum, followed by drying at 105 °C to constant weight. Dried residue was weighed and the percent of biomass dissolved was determined gravimetrically (reported as percent of initial biomass on dry basis).
The objective of the small scale pretreatment experiments was to select the most significant factors that influence wood dissolution in the alkaline pretreatment stage. For these tests, a full factorial design with four variables at two levels and three experiments at the center points was used to study the variation of wood dissolved mass fraction with the process conditions. The process variables and their levels were (1) reaction temperature 160 and 200 °C, (2) reaction time 30 and 240 min, (3) NaOH-to-wood ratio 0.32 and 0.40, and (4) wood particle size 3 to 5 mm and 10 to 15 mm. A total of 19 experiments were carried out for factor screening. For each experiment, the percent of biomass dissolved was measured. Statistical interpretation of the results was performed using the Umetrics MODDE software and the effects of each variable were calculated. For a set of pretreatment conditions (180 °C, 120 min, 0.35 alkali-to-wood ratio), the impact of the alkaline reactant type on wood dissolution was also investigated by replacing the NaOH with Na2CO3, KOH, and K2CO3.
Bench-scale pretreatment was performed in an 80-L paddle digester, specially designed for pulping of annual plants under industry-like conditions. The equipment was provided by Thünen Institute of Wood Research, Hamburg. The reactor was heated with steam indirectly via a jacket. The digester was filled in the upright position and then was brought in horizontal position for processing. A central paddle, which can operate at different speed, provided a good mixing. One hundred kilograms of feedstock were prepared in four batches. In each batch, 5 kg of willow chips were mixed with 20 kg of NaOH solution of 10% mass fraction (NaOH-to-wood ratio of 0.40) and were processed at 180 °C for 120 min. The heating time was approximately 30 min.
2.3 Pumpability test
The pretreated feedstocks were tested for their pumpability using the syringe test. The syringe test aims at mimicking the flow of the feed forced through an orifice, albeit at lower pressures than HTL. The sample is loaded into the syringe tube and the material is discharged by applying pressure to the plunger. The feedstock is considered pumpable if the feed behaves like a homogeneous material, as shown in Fig. 2 and without slurry dewatering. The advantages of the syringe test are (a) the test is quick and easy, (b) does not require special laboratory equipment, and (c) can be implemented in laboratory or on site. However, although good indicative results come from this test, there are also several drawbacks of the syringe test like (a) the pressure applied is not comparable to the pressure at which the feed will be pumped which means that pumpability is only indicated and (b) the test result depends on the pressure applied, the volume of sample, and the syringe outlet diameter.

The syringe test applied to an alkaline pretreated feed showing the homogeneity of the feed after the test
2.4 Hydrothermal liquefaction experiments
Small-scale HTL experiments were carried out in 10-mL stainless steel tubular batch reactors at 400 °C and 32–33 MPa for 10 min. In a typical run, approximately 7 g of feedstock was loaded into the reactor. The reactor was purged with nitrogen for removal of residual air and pre-pressurized with approximately 2 MPa nitrogen. All experiments were performed in triplicates. The reactors were heated in a pre-heated fluidized sand bath (Techne SBL-2D) and reached the final temperature in about 2 min. After that, the reactor was removed from the fluidized sand bath and cooled in a water bath. After cooling, the gases were released and the liquid and solid products in the reactor were collected and separated. First, the water phase was poured out of the reactor and filtered using a Whatman filter paper to remove the solids. Afterwards, the reactor was washed with acetone to recover the biocrude oil. The acetone-biocrude mixture was filtered and evaporated under reduced pressure (0.060 MPa at 40 °C), in a rotary evaporator to remove the acetone. The biocrude obtained after acetone evaporation was mixed with hydrochloric acid (HCl)—5.12 vol.%—and centrifuged to separate the oil phase from the remaining water.
Continuous processing of the alkaline-pretreated feedstock was carried out at 400 °C and 30 MPa. The continuous bench-scale unit has a capacity of 20 kg/h feed and consists of two serial heaters (with heating rate of 200–400 °C/min), two 5-L serial reactors, a cooler, a capillary section for depressurization of the product stream, and a product separation section. The pretreated feedstock was loaded into a 100-kg feed barrel and fed into the system using a high-pressure piston pump. After approximately 4 h of continuous operation, the feed barrel was emptied and the liquid products collected (water phase and biocrude phase). The biocrude was separated gravimetrically from the water phase in a separation funnel and the biocrude yield was measured. The oil was also analyzed for elemental and chemical composition. A schematic diagram of the continuous bench-scale HTL plant is shown in Fig. 3. The system is described in more detail by Pedersen et al. [19].

Process flow diagram of the continuous bench-scale HTL plant [20]
A summary of the experimental conditions used for biomass pretreatment and HTL at laboratory and bench scale is given in Table 2.
2.5 Analytical procedure
The cellulose, hemicellulose, and lignin content of the biomass samples were determined using a Foss FibertecTM 1020 Fiber Analyzer according to the Foss procedure (modified to eliminate the use of amylase. Elemental analysis was performed with a PerkinElmer 2400 Series II CHNS/O Elemental Analyzer. The water content of the biocrude oils was measured by Karl Fischer titration. Higher heating value of the biomass was measured with an IKA C2000 Basic calorimeter and the ash content was measured at 575 °C for 6 h. The Na and K content in the biocrude ash was quantified using inductively coupled plasma optical emission spectroscopy (ICP-OES).
The chemical composition of the biocrude oils was analyzed by gas chromatography-mass spectrometry (GC-MS). The instrument used was Thermo Scientific Trace 1300 GC equipped with a single quadrupole MS. The analyses were carried out in electron ionization (EI) mode, with an Agilent HP 5-ms column, 30 m long, 0.25-mm ID, and 0.25-μm film thickness. The samples were diluted with dichloromethane (DCM) and analyzed using the following program: 40 °C for 2 min, 5 °C/min to 180 °C, and 10 °C/min to 300 °C.
3 Results and discussion
3.1 Stage 1 hydrothermal pretreatment—screening and optimization tests
Table 3 shows the variation of wood dissolved mass fraction with temperature, solution alkalinity, reaction time, and wood chip size. Based on these values, the impact of each variable on the amount of wood dissolved was calculated and plotted in Fig. 4.

The change of wood dissolved mass fraction (%) when a pretreatment process variable is increased from its low level to high level
The results indicate that the pretreatment temperature has the highest impact on wood dissolution followed by reaction time and NaOH-to-wood ratio. The mass fraction of wood chips dissolved increases with about 35% when pretreatment temperature is raised from 160 to 200 °C. The increase of wood dissolved mass fraction with the temperature can be explained by the fact that as temperature increases, more wood constituents suffer degradation. During the heating period (up to 150 °C), carbohydrates start to degrade by peeling reactions of the reducing end groups. As temperature increases to 150–160 °C, advanced degradation of hemicellulose occurs by hydrolysis, increasing the number of reducing end groups and consequently enhancing the polymer chain erosion. Delignification accelerates significantly in the same temperature region [21–23]. However, cellulose degradation starts only around 170 °C [22]. Like hemicellulose, its degradation occurs by peeling reactions and hydrolysis. Higher temperatures enhance cellulose depolymerization until the reducing groups are stabilized [21, 23, 18]. This may explain why wood chips could not be dissolved completely. Even at the most drastic conditions, a solid fraction mainly consisting of short fibers could be separated. The formation of the solids (long chain fibers) may also be related to the high content of biomass in the slurry (20% mass fraction) that may favor the association between polymer chains [21].
Reaction time and solution alkalinity are the second most important variables. The impact of increasing the reaction time from 30 to 240 min or the NaOH-to-wood ratio from 0.32 to 0.40 is about 15% increase of the biomass dissolved. An interaction between these two factors is indicated in Fig. 4 (B*D). This means that the effect of one of the factors on the output variable (wood dissolved mass fraction) is dependent on the value of the second factor with which it interacts. For example, the average wood dissolved mass fraction increases with the increase of sodium hydroxide concentration by 9% when reaction time is 30 min and by 19% when reaction time is 240 min.
The wood particle size has a negative but relatively low impact on wood dissolution. An increase of wood particle size from approximately 5 up to 14 mm can reduce the amount of biomass dissolved with about 5%. The effect of the alkaline hydrothermal pretreatment conditions on the product aspect can be visualized in Fig. 5.

The impact of process conditions on biomass dissolution and product aspect. Samples visualize the resulting pulps
Designed experiments showed that the impact of wood particle size on biomass dissolved fraction is not significant thus this factor can be eliminated from a further optimization study. More, it was determined that the interactions between factors have a low impact on the output variable which means that the relationship between variables and the output is approximately linear. In this context, the utilization of a single-factor design or a one-factor-at-a-time (OFAT) optimization strategy is appropriate. In this case, the optimization criterion was the pretreated feedstock response to the syringe test (yes/no).
From Table 4 and Fig. 6, it can be noticed that approximately 65% of the initial wood needs to be dissolved to pass the syringe test and that the critical pretreatment conditions are reaction temperature 180 °C, reaction time 120 min, and NaOH-to-wood ratio 0.35. In Fig. 6d, the effect of NaOH is also compared with other alkaline bases and salts. Sodium and potassium carbonates were less effective in wood dissolution compared to sodium hydroxide. This is because carbonates have poor nucleophilicity, reducing the biomass delignification. Potassium hydroxide was less efficient than sodium hydroxide due to lower molar concentration of KOH solution compared to the NaOH solution at the same reactant-to-wood mass ratio.

Identification of critical alkaline pretreatment conditions. The effect of NaOH loading, reaction time, temperature, and reactant type on wood dissolved mass fraction (%); 5–10 mm poplar wood chips were used in all experiments
The pretreatment experiments and the syringe test applied to the partially dissolved wood-based slurries indicate that pumpable feeds with 20% dry matter content can be obtained by treating the wood chips at 180–200 °C in NaOH solution with NaOH-to-wood ratio of 0.35–0.40. To validate these results, a batch of 100 kg of willow feedstock was prepared at 180 °C with a NaOH-to-wood ratio of 0.40 and 120 min at maximum temperature. A higher NaOH-to-wood ratio than the critical value of 0.35 was chosen because for the bench-scale pretreatment, willow chips with particle size significantly higher than the particles used in the optimization test (up to five times longer and two times thicker) were used. The wood paste obtained passed the syringe test and was used as feedstock for the second stage—HTL in the continuous bench-scale plant.
3.2 Stage 2 hydrothermal liquefaction of pretreated feedstock
3.2.1 HTL in continuous bench-scale system—proving the technological feasibility of continuous processing wood-based feeds with high dry matter content by two-stage hydrothermal liquefaction
Besides liquefaction of alkaline pretreated wood, a baseline test with non-pretreated wood was carried out into the continuous bench-scale system. To pump the non-pretreated wood, biomass grinding to fine powder was necessary as well as the addition of an oil vehicle into the feedstock composition. The same amount of oil vehicle was added to the pretreated wood slurry to obtain a feedstock with similar composition as the baseline. Upon mixing the pretreated wood with oil, the feed viscosity was reduced which allowed the addition of fresh wood powder. Thus, the biomass loading of the feed containing pretreated wood was increased from 20 to 25% mass fraction. The composition of the two feedstocks is given in Table 5. Batches of 100 kg of each feedstock were prepared and pumped at 30–32 MPa using a high-pressure piston pump and were continuously processed for about 4 h into the HTL system.
Alkaline hydrothermal liquefaction of wood in a two-stage process is advantageous because it allows processing of feeds with high biomass loading and reduces the need for mechanical downsizing of the biomass. As shown in Table 5, wood chips instead of wood powder were used in the two-stage HTL strategy. More, the biomass loading of the feed in the two-stage process was increased from 18 to 25% mass fraction due to wood dissolution and co-processing with raw biomass. Continuous processing of feedstock based on woody biomass, with such high dry matter content was not reported yet. However, the high amount of NaOH used, between 35 and 40% of the biomass weight, represents the main disadvantage of the alkaline pretreatment process. Methods to reduce the NaOH consumption, e.g., by combining the chemical pretreatment with mechanical operations or alkali reactant recovery by water phase recirculation, need to be further investigated in order to make the pretreatment process economical.
Despite the high fraction of alkalis in the feedstock, the ash content in the biocrude is between 3.9 and 5.3% mass fraction. Na and K represent about 34% of the biocrude ash content, i.e., that less than 5% of the elemental Na and K added into the feedstock was transferred into the biocrude. Therefore, most of the inorganic matter in the feed is transferred into the water phase and is involved in the solid formation. This confirms that water phase recirculation could be an option to recover the alkaline reactant used in the pretreatment stage.
The results given in Table 5 indicate that the yield, the elemental composition, and the heating value of the biocrude oils were not significantly affected by the pretreatment stage. It is worth to mention that the biocrudes analyzed were not obtained under steady-state conditions which are usually achieved after processing 400 kg of feedstock or more. The main focus of the bench-scale test was to demonstrate that by pretreating the wood prior to HTL, pumpable feeds with improved biomass loading can be obtained. To further investigate the effect of wood pretreatment on the biocrude yield and composition, comparative HTL experiments in micro reactors were carried out.
3.2.2 HTL in micro reactors—the effect of biomass pretreatment stage on biocrude yield and composition
The alkaline pretreated wood paste was liquefied at 400 °C and 30 MPa in 10-mL batch reactors without the addition of other additives. A baseline test with non-pretreated wood and identical alkaline reactant concentration was carried out. The feed composition, the yield, and the elemental composition of the biocrudes obtained after the HTL conversion of the two slurries are given in Table 6.
Unlike the results obtained in the continuous HTL system, the alkaline pretreatment of wood determined an increase of the biocrude yield with about 10%. This may confirm the hypothesis that due to the addition of raw wood in the pretreated feedstock, the effect of the first stage pretreatment on biocrude yield was reduced. The increase of biocrude yield may be due to several reasons: (a) initial biomass dissolution created a more homogeneous medium for the HTL reactions ensuring a better distribution of reactants and higher mass transfer rates and (b) due to biomass dissolution, which is considered the rate determining step in biomass liquefaction [24], the rates of the reactions generating oil compounds were increased.
Like the biocrude oils obtained in the continuous system, the elemental composition was not affected by the pretreatment stage. Lower oxygen fractions were measured for the oils obtained in micro reactors. This might be related to the oil separation procedures applied in the two cases. Unlike the oils obtained in the bench-scale system that are separated gravimetrically, small scale liquefaction requires oil separation with solvents. During the solvent evaporation process, some of the oil compounds may be lost affecting the elemental composition of the sample. The oil separation procedure may explain also the lower biocrude yield obtained in batch experiments in the case of non-pretreated wood.
From Table 7, it can be noticed that only small variations between the peak areas of the compounds identified by GC-MS exist suggesting a very similar chemical composition of the two biocrudes. The volatile compounds identified were mainly oxygenated aromatic and cyclic structures, typical for HTL biocrudes based on lignocellulosic biomass. Most common compounds were ketones and phenols but alcohols and other compounds were also identified. The small variations in elemental and chemical composition of the biocrudes obtained by one-stage and two-stage HTL suggest that the biocrude quality is not affected by the pretreatment stage, considering that the oils were obtained from the same substrate—wood. However, it is important to mention that the characterization of the biocrudes chemical composition is based only on the volatile fraction of the oil which represents about half of the sample weight. Characterization of the non-volatile fraction of the biocrude would provide a complete understanding of the effect of biomass alkaline pretreatment on the biocrude chemical composition and will be covered in a future work.
4 Conclusions
This work proves the technological feasibility of preparing pumpable wood feedstocks with high dry matter content by applying a two-stage hydrothermal liquefaction strategy. In the first stage, pumpable feedstocks are prepared by alkaline hydrothermal pretreatment of biomass at 180 to 200 °C and NaOH-to-biomass ratio of 0.35 to 0.40. The pretreatment dissolves more than 65% of the biomass, improving significantly the feed pumpability. Comparative studies show that alkaline pretreatment stage has no significant impact on biocrude elemental and chemical composition or heating value. Small-scale batch studies indicate that wood pretreatment prior to HTL increase the biocrude yield with approximately 10% but the continuous bench-scale tests are less conclusive and more data from continuous processing are needed. The wood-based slurry containing 25% dry matter content was successfully pumped at 30 MPa using a high-pressure piston pump. For lignocellulosic biomass, continuous processing of feedstocks with such high solid loading is a first breakthrough.
References
Tews IJ, Zhu Y, Drennan CV et al (2014) Biomass direct liquefaction options: technoeconomic and life cycle assessment. Pacific Northwest National Laboratory, Richland
Mørup AJ, Christensen PR, Aarup DF et al (2012) Hydrothermal liquefaction of dried distillers grains with solubles: a reaction temperature study. Energy Fuel 26:5944–5953. doi:10.1021/ef3008163
Biller P, Ross AB (2011) Potential yields and properties of oil from the hydrothermal liquefaction of microalgae with different biochemical content. Bioresour Technol 102:215–225. doi:10.1016/j.biortech.2010.06.028
Jazrawi C, Biller P, Ross AB et al (2013) Pilot plant testing of continuous hydrothermal liquefaction of microalgae. Algal Res 2:268–277. doi:10.1016/j.algal.2013.04.006
Elliott DC, Hart TR, Neuenschwander GG et al (2014) Hydrothermal processing of macroalgal feedstocks in continuous-flow reactors. ACS Sustain Chem Eng 2:207–215. doi:10.1021/sc400251p
Elliott DC, Baker EG, Sealock LJ et al (1988) Low-temperature conversion of high-moisture biomass continuous reactor system results. Pacific Northwest Laboratory, Richland
Thigpen PL (1982) Final report: an investigation of liquefaction of wood at the biomass liquefaction facility, Albany, Oregon, Battelle Pacific Northwest Laboratories, Department of Energy, Wheelabrator Cleanfuel Corporation. Technical Information Center, Office of Scientific and Technical Information, U.S. Department of Energy
Elliott DC (2011) Hydrothermal processing. In: Brown RC (ed) Thermochem. Process. Biomass John Wiley & Sons, Ltd, pp 200–231
Ogi T, Yokoyama P, Koguchi K (1985) Direct liquefaction of wood by catalyst (part 1) effects of pressure, temperature, holding time and wood/catalyst/water ratio on oil yield. J Japan Pet Inst 28:239–245. doi:10.1627/jpi1958.28.239
Minowa T, Zhen F, Ogi T (1998) Cellulose decomposition in hot-compressed water with alkali or nickel catalyst. J Supercrit Fluids 13:253–259. doi:10.1016/S0896-8446(98)00059-X
Akhtar J, Kuang SK, Amin NS (2010) Liquefaction of empty palm fruit bunch (EPFB) in alkaline hot compressed water. Renew Energy 35:1220–1227. doi:10.1016/j.renene.2009.10.003
Mazaheri H, Lee KT, Bhatia S, Mohamed AR (2010) Subcritical water liquefaction of oil palm fruit press fiber in the presence of sodium hydroxide: an optimisation study using response surface methodology. Bioresour Technol 101:9335–9341. doi:10.1016/j.biortech.2010.07.004
Mazaheri H, Lee KT, Mohamed AR (2013) Influence of temperature on liquid products yield of oil palm shell via subcritical water liquefaction in the presence of alkali catalyst. Fuel Process Technol 110:197–205. doi:10.1016/j.fuproc.2012.12.015
Liu HM, Wang FY, Liu YL (2014) Alkaline pretreatment and hydrothermal liquefaction of cypress for high yield bio-oil production. J Anal Appl Pyrolysis 108:136–142. doi:10.1016/j.jaap.2014.05.007
Li Z, Cao J, Huang K et al (2015) Alkaline pretreatment and the synergic effect of water and tetralin enhances the liquefaction efficiency of bagasse. Bioresour Technol 177:159–168. doi:10.1016/j.biortech.2014.11.043
Toor SS, Rosendahl LA, Hoffmann J et al (2014) Hydrothermal liquefaction of biomass. In: Jin F (ed) Application of hydrothermal reaction to biomass conversion. Springer-Verlag, Berlin Heidelberg, pp 189–217
Kim JS, Lee YY, Kim TH (2016) A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour Technol 199:42–48. doi:10.1016/j.biortech.2015.08.085
Sjöström E (1993) Wood chemistry: fundamentals and applications, 2nd edn. Academic Press, San Diego
Pedersen TH, Grigoras IF, Hoffmann J et al (2016) Continuous hydrothermal co-liquefaction of aspen wood and glycerol with water phase recirculation. Appl Energy 162:1034–1041. doi:10.1016/j.apenergy.2015.10.165
Pedersen TH (2016) Hydrothermal liquefaction of biomass and model compounds. Dissertation, Aalborg University
Knill CJ, Kennedy JF (2003) Degradation of cellulose under alkaline conditions. Carbohydr Polym 51:281–300. doi:10.1016/S0144-8617(02)00183-2
Britt KW (1970) Handbook of pulp and paper technology, 2nd edn. Van Nostrand Reinhold, New York
Grace TM, Malcolm EW (1989) Pulp and paper manufacture: Volume 5 Alkaline pulping, 3rd edn. TAPPI Press, Atlanta
Overend RP, Chornet E (1988) A unified treatment for liquefaction. In: Bridgwater AV, Kuester JL (eds) Res. Thermochem. biomass Convers. Elsevier Science Publishing Co., pp 411–428
Grigoras IF, Stroe RE, Sintamarean IM, Rosendahl AL (2016) Effect of alkaline pretreatment on the product distribution and composition resulting from the hydrothermal liquefaction of short rotation coppice willow. Bioresour Technol , Manuscript submitted for publication. BITE-D-16-06754
Acknowledgements
The authors would like to acknowledge the funding of this work by Innovation Fund Denmark Grant No. 1305-00030B.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sintamarean, I.M., Grigoras, I.F., Jensen, C.U. et al. Two-stage alkaline hydrothermal liquefaction of wood to biocrude in a continuous bench-scale system. Biomass Conv. Bioref. 7, 425–435 (2017). https://doi.org/10.1007/s13399-017-0247-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-017-0247-9