
Abstract
The unique physical and chemical properties of silica fume enhance the compressive strength and water resistance of cement mortar. The study aims to investigate the effect of silica fume in cement mixes in terms of strength-gaining characteristics and water-resistance attributes. The silica fume was added in amounts of 0%, 10%, 20%, and 25% as a partial cement replacement for the production of mortar. A total of 120 mortar cubes were prepared with steel molds of 50 × 50 × 50 mm dimensions. Two water-cement ratios (w/c) of 0.4 and 0.5 were utilized to investigate the water-resistance properties. A water-resistant property was calculated using the compressive strength ratio in the saturated surface dry (SSD) state to the oven-dry condition. The compressive strength ratios in SSD and the oven-dry state were measured after curing in water for 3, 7, 28, 45, and 90 days. After 90 days of curing, the sample with a water-cement ratio of 0.4 exhibited the greatest compressive strength and the highest ratio of SSD to the oven-dry state. The higher SSD to oven-dry strength ratio shows the silica fume possesses superior water resistance. This study concludes that silica fume possesses great pozzolanic activity and excellent resistance to water. The incorporation of silica fume creates a concrete composition that enables the construction of durable concrete structures.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Cement is considered the most imperative material in the concrete industry and has been widely used in concrete because of its excellent cohesion and adhesion properties [1,2,3]. Concrete is utilized globally especially in the construction industry [4]. Cement is the main ingredient in concrete and is responsible for binding the aggregate, producing a compact and dense solid mass. Therefore, cement is a binding agent that is utilized in the production of concrete as well as mortar for any construction project.
Cement can be divided into two broad categories: hydraulic and non-hydraulic. Hydraulic cement hardens and possesses water resistance capabilities when it reacts with water, whereas the latter does not [5,6,7]. The hydraulic cement is used in concrete structures that will come into direct or indirect contact with water, which must be water-resistant and durable [8,9,10]. Water-resistant concrete implies that it has a compact, impenetrable, and micro-dense structure so that it does not allow any ingress of the adverse chemical into its system [11, 12]. The flow of water causes major problems in construction projects like abrasion and cavitation on the surface of spillways, stilling basins, hydraulic tunnels, drainpipes, and the walls of upstream reservoirs [10]. Similarly, the surface of the floor of a residential building is porous due to flow of water. Then, water can quickly enter its micro-cracks and cause reinforcement corrosion and dampness problems [13, 14]. To address this issue, pozzolanic components are put into cement to improve the durability and impermeability of concrete structures [14].
Silica fume makes up pozzolanic material since its particles are so small and it has a high percentage of silica content. A significant number of researches have evaluated the porosity and durability of cement paste and concrete by adding silica fume, which produces a more discontinuous and impermeable pore structure in concrete and thus exhibits a relation with the water-resistance capacity of cement [8,9,10,11,12,13,14,15,16,17,18]. Fine non-crystalline silica is produced as a by-product in an electric arc furnace when producing elemental silicon or alloys containing silicon. This very fine non-crystalline silica is defined as silica fume—an additive ingredient of concrete—by the American Concrete Institute (ACI) [19]. Moreover, Mercury intrusion porosimetry (MIP), a technique defining the porous structure, has shown that silica fume redistributes the pore structure of concrete paste and mortar more homogeneously by disseminating the number of large pores [20, 21]. Hooton’s [22] observation reveals that the permeability of cement paste measured after 28-days curing is 0.9 × 10–13 m/s and less than 0.1 × 10–13 m/s containing 10 and 20% of silica fume by volume, respectively, for 0.25 w/c ratio. On the contrary, permeability is higher with a 3.8 × 10–13 m/s when no silica fume was added into the cement paste. Another research by Sellevold and Nilsen [23] determined that silica fume is more efficient in lowering permeability than in increasing strength [24]. The same research also states that the quality improvement of the cement paste aggregate is the primary catalyst for enhancing the quality of cement paste. Another study by Feldman and Huang [25] focused on silica fume effect on concrete resistance to the attack by MgCl2. They observed the resistance of mortar with exposure to 4% MgCl2 solution for about 160 days having 0, 10, and 30% silica fume by cement mass and showed that additions of silica fume significantly improve the mortar’s durability. Mehta [26] also investigated the chemical resistance of concrete. The results reveal that concrete having 15% of silica fume by cement mass was more resistant to chemicals than other samples of concrete with 0% replacement of cement.
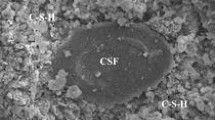
The improvement of these properties of cement paste by using silica fume is explained by its physical and chemical mechanism. The process shows how the fine silica fume and cement particles give the calcium hydroxide crystal a place to start growing. This process is also called the filler-packing effect [27]. It causes greater cohesiveness among the ingredients, resulting in densely distributed mixture particles, and mitigates the bleeding effect. The chemical process in cement paste occurs in the presence of silica fume due to the pozzolanic reaction, which can be explained as the higher pozzolanic activity of silica fume content which reacts with the calcium hydroxide to form calcium silicate hydrate (C–S–H) bond. This C–S–H bond provides strength, durability [28], and impermeability to cement mortar and concrete. The study identifies silica fume as a chemical used in cement paste because of its high pozzolanic activity and capacity to block micropores [29].
Ahmad et al. [14] investigated the performance of natural pozzolan-based cement concrete with 5% silica fume. They examined the drying shrinkage, compressive strength, water infiltration depth, carbonation depth, corrosion of the reinforcement, and strength loss caused by exposure to salt and sulfate. They discovered that incorporating silica fume into natural pozzolan-based concrete caused significant improvement in the durability without increasing shrinkage.
Nowadays research focuses on alternatives to cement that are less harmful to the environment. Alkali-activated mortar consisting of fly ash and the combination of fly ash and silica fume as binding agents was used by Sothornchaiwit et al. [11]. They investigated the effects of acid and sulfate on compression strength and durability. Compressive strength is found to be significantly impacted by both the addition of silica fume and the curing temperature. Nagrockien et al. [30] investigated the impact of silica fume addition on alkali-silica reactivity in concrete containing reactive aggregates. The tests showed that concrete made with 10% silica fume is more resistant to alkali–silica reaction and more durable.
Research was also conducted [31] to determine the effect of silica fume and waste rubber on the fire resistance of slag-based geopolymer mortars to reduce threats to the environment and ensure that these materials are recycled. Mahmood and Kockal [32] used the waste PVC fibre-reinforced mortars having micro-silica and silica fume to produce concrete or mortar as a sustainable construction materials. The compressive strength ratio measured in wet states, also called saturated surface dry states, to the dry states is a conventional characteristic to express the water resistance of cement paste. According to previous research, silica fume can increase compressive strength while decreasing porosity and water absorption capacity in mortar samples observed by combining different mixing methods. However, more research on adding silica fume in terms of strength-gaining characteristics and water-resistance attributes is required.
This study aims to extrapolate the effect of silica fume on the cement material based on strength-gaining characteristics and water-resistance attributes from the experimental results obtained in the laboratory. The silica fume is applied in amounts of 10%, 20%, and 25% as a partial cement replacement for the production of mortar. In each case, two water-cement ratios (w/c) of 0.4 and 0.5 are used to investigate the water-resistance properties. The resistance of a property to water is measured by the compressive strength ratio between the saturated surface dry (SSD) state and the oven-dry state. The compressive strength ratios in SSD and the oven-dry condition are assessed after 3, 7, 28, 45, and 90 days of water curing.
2 Materials and Method
3 Materials
Ordinary Portland cement (OPC) ASTM Type-I is used for the experiments in this research. Silica fume is added with OPC in three proportions to investigate its effect on water resistance. According to ASTM C144, the fine aggregate passing through a 4.75 mm sieve is utilized in the mortar mixture. The silica fume acts as a micro-filler in the concrete, increasing density and workability and as additional material for cementation by reacting with calcium hydroxide and enriching the bond between particles, resulting in enhanced strength due to its pozzolanic properties. The physical and chemical properties of the cement and silica fume are presented in Tables 1 and 2, respectively.
4 Mix Proportion and Specimen Preparation
Type-I cement was used in mixing proportions, as shown in Table 3, to determine the compressive strength of cement mortars in saturated surface dry (SSD) and oven-dry conditions. Silica fume was used at 0%, 10%, 20%, and 25% partial cement replacement, and the water-to-cement ratio for each mix remains constant at 0.4 (by weight) and 0.5 (by weight) to increase compressive strength. The water-to-cement ratio is determined based on the trial mixture to ensure that the mortar has acceptable workability [14, 33, 34]. The mortar mixtures were then cast into steel molds with 50 × 50 × 50 mm dimensions. The mortar was mixed for two minutes before it was put into the molds in two layers. Each of the two layers was compacted ten times with a 16-mm-diameter bar. For each mortar mixture, 30 cubes were prepared for the compressive strength tests. The specimens were de-molded after 24-h of casting and cured in water at room temperature at 20 ± 3 °C for 3, 7, 28, 45, and 90 days [35]. Subsequently, the specimens were dried in an oven for 24-h period before breaking the samples [36, 37].
5 Experimental Method
The compressive strength and water absorption tests were performed according to ASTM C109 and ASTM C642-06, respectively. In each step, three cubes were tested for compressive strength in their SSD state, and three cubes were tested in the oven-dry state. The average of the three specimens was taken, and outliers were discarded. Before the compressive strength test, the cubes were weighed in both the SSD and oven-dry states to estimate the water absorption. The water absorption test was performed by placing cube samples in an oven at 100–110 °C for 24 h and weighing them (W1). The samples were then submerged in water for 48 h, after which their surfaces were dried and weighed again (W2). The calculation of water absorption was done as follows:
6 Results and Discussion
6.1 Effect of Silica Fume Addition on the Compressive Strength
The compressive strength of SSD and oven-dry state for the control sample and cement silica fume (CSF) sample for w/c of 0.4 and 0.5 are investigated in this section to observe the effect of silica fume in the replacement of cement. The results of the experimental tests at 3 days are shown in Fig. 1. As seen in the figure, adding silica fume reduced the compressive strength compared to the control samples aged 3-day. For dry-state samples, the compressive strength is slightly decreasing as the percentage of silica fume increases. The compressive strength is reduced by an average of 3.65%, 9.38%, and 11.55% compared to the control sample when silica fume is replaced by 10%, 20%, and 25%, respectively. The inclusion of silica fume caused the decrease in early-age compression strength of cement mortar.

Compressive strength of mortar for different state and w/c ratio at 3 days
On the other hand, the SSD state sample experienced a significant reduce in compressive strength with respect to the sample without silica fume. The compressive strength was decreases by 32%, 46%, and 50% when 10%, 20%, and 25% silica fume is replaced. It is worth noting that in this early stage of the hydration process, the water-to-cement ratio appears to have minimal effect on the compressive strength, as indicated in the figure by the minimal to no difference in the compressive strength between the two different w/c ratios at any given replacement level of silica fume. However, the curing time has a noteworthy impact on the compressive strength value at any additional level of silica fume, as shown in the figure. For example, the dry state sample with a water-to-cement ratio of 0.4 is 120% higher than the SSD state sample with the same water-to-cement ratio and 20% silica fume instead of cement.
The compressive strength after 7 days of casting is shown in Fig. 2 for the evaluated specimens. The compressive strength for dry-state samples at the age 7-day follows a similar pattern to the 3-day compressive strength curve, where the change in compressive strength is negligible. However, the compressive strength for the SSD state samples with 10% silica fume is reduced by 18% compared to the control sample, after which the replacement level of silica fume is no significant effect on the compressive strength.

Compressive strength of mortar for different state and w/c ratio at 7 days
The results of the compressive strength test for 28 days are shown in Fig. 3. As the figure indicates, the optimal replacement level of silica fume for SSD state samples is 20% for both w/c ratios. Also, reducing the w/c ratio is more effective on samples with higher replacement levels. For instance, the compressive strength for the SSD state sample with a w/c of 0.4 is 11% higher than that with a w/c of 0.5 at a 20% replacement level. However, the optimal replacement level for the dry-state samples varied based on the w/c ratio. The maximum compressive strength for the sample with a w/c ratio of 0.5 is obtained with a replacement level of only 10%, while the maximum strength for the sample with a w/c of 0.4 is obtained at a replacement level of 20%. Unlike the 3-day and 7-day compressive strength values, which are considered early stages of the hydration process, the 28-day compressive strength values are more variable with a variation of the w/c ratio. This could be due to the completion of most of the hydration process and the dense microstructure of the mix due to the addition of silica fume.

Compressive strength of mortar for different state and w/c ratio at 28 days
Figures 4 and 5 represent the compressive strength test samples for 45-day and 90-day, respectively. As shown in the figures, the compressive strength increases as the silica fume replacement level increases regardless of the w/c ratio until a replacement level of 20%, after which the compressive strength value decreases. At the 90-day test, the results show that the SSD sample with a w/c of 0.5 has a maximum increase of 15% compared to the control mix, while it is 20% for the SSD sample with a w/c ratio of 0.4. For the dry state samples with w/c of 0.4 and 0.5, the compressive strength is 11% and 9% higher than the control sample, respectively, at the same 20% replacement level. Therefore, it could be concluded from the above discussion that the optimal level of silica fume replacement is 20% by weight of cement and that the optimal type of drying is SSD combined with the lower w/c ratio of 0.4.

Compressive strength of mortar for different state and w/c ratio at 45 days

Compressive strength of mortar for different state and w/c ratio at 90 days
The rate of compressive strength gains for different mixes in a saturated surface dry state is shown in Table 4. The maximum rate of strength is gained in the first 3–7 days, while minimum strength takes 7–45 days to reach. Particularly, the strength gains M44 mix sample showed the highest variation from 3 to 7 days, whereas the strength gains M41 control sample showed the lowest variation from 7 to 45 days. Strength gain variation is highest for the w/c ratio 0.4 in SSD condition. Table 5 presents the rate of compressive strength gain for different mixes in an oven-dry state. In comparison to SSD, the oven-dry state has a higher gain in compressive strength. However, the variation of strength gain in oven-dry conditions is lower than in SSD conditions for all differences (i.e., 3–7 days, 7–28 days, etc.).
The increments percentage of compressive strength for different mixes in SSD conditions are shown in Fig. 6. The rate of compressive strength growth is very significant for all mixtures during the first 10 days. Nonetheless, the increment rate is high when silica fume is used in various percentages until 30 days. The increment rate for the control sample is lower for both w/c ratios. The additional bond created by the silica fume particles as a result of the pozzolanic reaction and the cement particles obtains stronger when the curing period is extended. Figure 7 depicts the increments in the percentage of compressive strength for different mixes in oven-dry conditions. During the first 10 days, the rate of strength gaining is very significant for all mixtures. However, the increment rate is high when silica fume is used in various percentages for 30 days. The rate increment for the control sample is decreased for both w/c ratios. According to the findings, silica fume increased the compressive strength of mortar. Despite having much more surface area than cement particles, silica fume has poor workability.

The increments percentage of compressive strength for different mixes in a saturated surface dry state

The percentage of compressive strength increment for different mixes in oven dry state
7 Effect of Silica Fume Addition on Water Absorption
This section discusses the impact of silica fume on water absorption as a replacement for cement in mortar. Figure 8 shows the water absorption results for samples with a water-to-cement ratio of 0.4. As shown in the figure, water absorption at 3 days’ mortar age increases as more silica fume is added in all mixes. It could be attributed to the demand for water in the early stages of the hydration process combined with the increased surface area of the microstructure of the paste due to silica fume addition. At 3 days’ age of mortar, water is absorbed approximately 17% for 0% replacement of silica fume. The amount of water absorption by the control sample is decreased as the mortar age increases. Nevertheless, the water absorption is reduced when using silica fume in all mixtures at all mortar ages except 3 days sample. The optimal silica fume mixture is 20% with a w/c ratio of 0.40, which reduces water absorption in all ages of mortar.

Water absorption on the CSF mortar at the different ages for w/c of 0.4
The results of water absorption for samples with a water-to-cement ratio of 0.5 are shown in Fig. 9. The water absorption for the control sample at 3 days is 20%. As shown in the figure, increasing mortar age reduces water absorption for the sample of 0% replacement of silica fume; for example, 17.2%, 9.96%, and 9.88% of water are absorbed after 7, 28, 45, and 90 days. When 20% silica fume is used in replacement of cement, water absorption is decreased for mortar of all ages. In contrast, increasing the percentage of silica fume decreases the water absorption in all ages except 3 days sample. The water absorption is increased as the silica fume increases by 20% and 25% for the sample period of 3 days.

Water absorption on the CSF mortar at the different age for w/c of 0.5
The graphical demonstration between the SSD to dry state strength ratio and water absorption is plotted to compare the results of all samples for a w/c ratio of 0.4 in Fig. 10. The extended curing effect demonstrates that samples containing silica fume significantly impact their compressive strength value. For instance, the 10%, 20%, and 25% silica fume samples showed higher compressive strength than the control sample. As a result of higher compressive strength, the SSD-to-dry strength ratio is higher. For example, the 20% silica fume-containing sample with a w/c ratio of 0.4 provided the highest SSD-to-dry strength ratio, 0.96, and the lowest water absorption, 6.62%, for 90 days after casting.

SSD to dry state strength ratio and water absorption of mortar for w/c of 0.4
The results of all samples with a w/c ratio of 0.5 in terms of SSD to dry state ratio and water absorption are compared in Fig. 11. It also follows the similar trends of Fig. 10, the highest SSD-to-dry strength ratio and low water absorption for the samples containing silica fume. For example, the 10%, 20%, and 25% silica fume-containing samples provided the SSD-to-dry strength ratio of 0.91, 0.94, and 0.92 for 90 days after casting. The water absorption is 7.46%, 7.06%, and 7.54% for 90 days period sample having silica fume 10%, 20%, and 25%, respectively. Hence, it can be concluded that silica fume enhances the compressive strength and SSD-to-dry strength ratio because of the high pozzolanic activity and additional calcium silicate hydrate (C–S–H) bond formed between cement and silica fume particles.

SSD to dry state strength ratio and water absorption of mortar for w/c of 0.5
8 Conclusion
The effects of silica fume on the strength-gaining and water-resistance properties of mortar mixes were examined in this study. Other variables were also examined in this study, including curing time, water-to-cement ratio, and drying condition. Silica fume was used to replace cement at 0%, 10%, 20%, and 25% replacement levels in two water-to-cement ratios of 0.4 and 0.5. The compressive strength and water resistance of the mixes were assessed after 3, 7, 28, 45, and 90 days of curing. The results of this research concluded the following points:
-
Addition of silica fume caused reduction of the compressive strength at early stages of the hydration process (Age 3 days and 7 days)
-
The effect of water-to-cement ratio on the compressive strength appears to be minimal at early stages of the hydration process which is evident by the minimal to no difference in the compressive strength between the two different w/c ratios at any given replacement level of silica fume. however, the curing time has a noteworthy impact on the compressive strength at early hydration stages
-
The results of this study indicate that the optimal replacement level of silica fume for SSD state is 20% for both w/c ratios. Also, reducing the w/c ratio is more effective on samples with higher replacement levels of silica fume
-
The optimal replacement level for the dry-state samples varied based on the w/c ratio
-
Based on the results of the 90-days test, the long-term optimal level of silica fume replacement is 20% by weight of cement and the optimal type of drying is SSD combined with the lower w/c ratio of 0.4.
-
Water absorption at three days’ mortar age increases as more silica fume is added in all mixes, which is attributed to the demand for water in this stage of the hydration process combined with the increased surface area of the microstructure of the paste due to silica fume addition
-
As the hydration continues, water absorption is reduced with the increase in silica fume replacement levels. The optimal silica fume mixture is 20% replacement level with a w/c ratio of 0.40
-
Silica fume enhances the compressive strength and water absorption resistance due to its high pozzolanic activity and additional calcium silicate hydrate (C–S–H) bond formed between cement and silica fume particles
-
Therefore, silica fume has the potential to partially replace cement in the manufacture of sustainable building materials. It also improves concrete performance, including compressive strength and water absorption, and can be produced with technical, financial, and environmental benefits.
References
Dvorkin, L.; Dvorkin, O.; Garnitsky, Y.; Ribakov, Y.: Adhesive and cohesive properties of glue cement mortars with addition of organic–mineral modifiers. Mater. Des. 53, 588–595 (2014)
Gil, L.; Bernat-Masó, E.; Cañavate, F.J.: Changes in properties of cement and lime mortars when incorporating fibers from end-of-life tires. Fibers 4(1), 7 (2016)
Jebli, M.; Jamin, F.; Malachanne, E.; Garcia-Diaz, E.; El Youssoufi, M. S.P: Experimental characterization of mechanical properties of the cement pasteaggregate interface in concrete. In: EPJ Web of Conferences, EDP Sciences, p. 12014 (2017)
Gagg, C.R.: Cement and concrete as an engineering material: An historic appraisal and case study analysis. Eng. Fail. Anal. 40, 114–140 (2014)
Takamori, T.; Shafer, M.W.; Frase, K.G.: Non-hydraulic processing of cements. Cem. Concr. Res. 18(3), 479–484 (1988)
Ashraf, W.; Olek, J.; Jain, J.: Microscopic features of non-hydraulic calcium silicate cement paste and mortar. Cem. Concr. Res. 100, 361–372 (2017)
Roddy, C.W.: Cement compositions and methods utilizing nano-hydraulic cement, Google Patents (2016)
Song, H.-W.; Pack, S.-W.; Nam, S.-H.; Jang, J.-C.; Saraswathy, V.: Estimation of the permeability of silica fume cement concrete. Constr. Build. Mater. 24(3), 315–321 (2010)
Jung, C.T.; Siang, T.C.; Kwong, T.H.; Boon, K.: Compressive strength and water absorption of mortar incorporating silica fume. Int. J. Civil Eng. 6(8), 39–43 (2019)
Hasan, M.S.: Abrasion on concrete surfaces caused by hydraulic loading with water-borne sands. Concordia University, Montreal (2015)
Sothornchaiwit, K.; Dokduea, W.; Tangchirapat, W.; Keawsawasvong, S.; Thongchom, C.; Jaturapitakkul, C.: Influences of silica fume on compressive strength and chemical resistances of high calcium fly ash-based alkali-activated mortar. Sustainability 14(5), 2652 (2022)
Qin, C.; Zhao, J.; Wang, Y.; Zou, Y.; Al Sairafia, F.A.; Jiang, C.: A Comparative study of metakaolin and silica fume on the properties and microstructure of ultrafine dredged sand mortars. Adv. Mater. Sci. Eng. 2023, 6176098 (2023)
Othman, N.L.; Jaafar, M.; Harun, W.M.W.; Ibrahim, F.: A case study on moisture problems and building defects. Proc. Soc. Behav. Sci. 170, 27–36 (2015)
Ahmad, S.; Baghabra Al-Amoudi, O.S.; Khan, S.M.S.; Maslehuddin, M.: Effect of silica fume inclusion on the strength, shrinkage and durability characteristics of natural pozzolan-based cement concrete. Case Stud. Constr. Mater. 17, e01255 (2022)
Williams, M.; Ortega, J.M.; Sánchez, I.; Cabeza, M.; Climent, M.Á.: Non-destructive study of the microstructural effects of sodium and magnesium sulphate attack on mortars containing silica fume using impedance spectroscopy. Appl. Sci. 7(7), 648 (2017)
Juenger, M.C.; Siddique, R.: Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 78, 71–80 (2015)
Qureshi, M.; Barbhuiya, S.: Effects of Silica fume on the strength and durability properties of concrete. In: 1st international conference on civil engineering for sustainable development—opportunities and challenges, India, pp. 117–120 (2016)
Bozkurt, N.; Yazicioglu, S.: Strength and capillary water absorption of lightweight concrete under different curing conditions. Indian J. Eng. Mater. Sci. 17(2), 145–151 (2010)
Panesar, D.K.: 3—Supplementary cementing materials. In: Mindess, S. (Ed.) Developments in the formulation and reinforcement of concrete, 2nd edn., pp. 55–85. Woodhead Publishing, Sawston (2019)
Mehta, P.; Gjørv, O.: Properties of portland cement concrete containing fly ash and condensed silica-fume. Cem. Concr. Res. 12(5), 587–595 (1982)
Serhat Baspinar, M.; Demir, I.; Kahraman, E.; Gorhan, G.: Utilization potential of fly ash together with silica fume in autoclaved aerated concrete production. KSCE J. Civil Eng. 18(1), 47–52 (2014)
Hooton, R.D.: Permeability and pore structure of cement pastes containing fly ash, slag, and silica fume, blended cements. ASTM International, West Conshohocken (1986)
Sellevold, E.J.; Nilsen, T.: Condensed silica fume in concrete: a world review (1987)
Azar, J.P.; Najarchi, M.; Sanaati, B.; Najafizadeh, M.M.; Mirhosseini, S.M.: The experimental assessment of the effect of paper waste ash and silica fume on improvement of concrete behavior. KSCE J. Civ. Eng. 23(10), 4503–4515 (2019)
Feldman, R.; Cheng-Yi, H.: Resistance of mortars containing silica fume to attack by a solution containing chlorides. Cem. Concr. Res. 15(3), 411–420 (1985)
Mehta, P.: Studies on chemical resistance of low water/cement ratio concretes. Cem. Concr. Res. 15(6), 969–978 (1985)
Sounthararajan, V.; Srinivasan, K.; Sivakumar, A.: Micro filler effects of silica-fume on the setting and hardened properties of concrete. Res. J. Appl. Sci. Eng. Technol. 6(14), 2649–2654 (2013)
Li, B.; Li, H.; Siahkouhi, M.; Jing, G.: Study on coupling of glass powder and steel fiber as silica fume replacement in ultra-high performance concrete: concrete sleeper admixture case study. KSCE J. Civ. Eng. 24(5), 1545–1556 (2020)
Kovler, K.: Enhancing water resistance of cement and gypsum-cement materials. J. Mater. Civ. Eng. 13(5), 349–355 (2001)
Nagrockienė, D.; Rutkauskas, A.; Pundienė, I.; Girnienė, I.: The effect of silica fume addition on the resistance of concrete to alkali silica reaction. In: iop conference series: materials science and engineering 660(1) 012031 (2019)
Sağır, M.A.; Karakoç, M.B.; Özcan, A.; Ekinci, E.; Yolcu, A.: Effect of silica fume and waste rubber on the performance of slag-based geopolymer mortars under high temperatures. Struct. Concr. (2023). https://doi.org/10.1002/suco.202300057
Mahmood, R.A.; Kockal, N.U.: Effects of silica fume and micro silica on the properties of mortars containing waste PVC plastic fibers. Microplastics 1(4), 587–609 (2022)
Srivastava, V.; Kumar, R.; Agarwal, V.; Mehta, P.: Effect of silica fume on workability and compressive strength of OPC concrete. J. Environ. Nanotechnol. 3(2), 32–35 (2014)
Reddy, C.V.; Ramadasu, T.: Effect of silica fume on the compressive strength of cement-silica fume mortars. Int. J. Curr. Eng. Sci. Res 4(7), 13–21 (2017)
Fladr, J.; Broukalova, I.: Influence of curing temperature on the mechanical properties of high-performance concrete. In: IOP conference series: materials science and engineering 583 012011 (2019)
Uddin, M.A.; Jameel, M.; Sobuz, H.R.; Hasan, N.M.S.; Islam, M.S.; Amanat, K.M.: The effect of curing time on compressive strength of composite cement concrete. Appl. Mech. Mater. 204–208, 4105–4109 (2012)
Uddin, M.A.; Jameel, M.; Sobuz, H.R.; Islam, M.S.; Hasan, N.M.S.: Experimental study on strength gaining characteristics of concrete using Portland composite cement. KSCE J. Civ. Eng. 17(4), 789–796 (2013)
Acknowledgements
This work is funded by the Deanship of Scientific Research at Jouf University, Kingdom of Saudi Arabia, under Grant No (DSR-2021-02-03105).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Uddin, M. ., Bashir, M.T., Khan, A.M. et al. Effect of Silica Fume on Compressive Strength and Water Absorption of the Portland Cement–Silica Fume Blended Mortar. Arab J Sci Eng 49, 4803–4811 (2024). https://doi.org/10.1007/s13369-023-08204-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-023-08204-x