
Abstract
The present research explores the dispersion of SiO2 nanoparticles in compressor lubricant, polyolester (POE) oil for performance enhancement of vapour compression refrigeration system (VCRS). The contribution of SiO2 nanoparticles based nanolubricant was examined for eco-friendly hydrocarbon (HC) refrigerant R600a, retrofitted to hydrofluorocarbon (HFC) compressor based VCRS and also in HC compressor, in governing the performance of VCRS. Wear characteristics improved by the nanolubricants were assessed through pin-on-disc wear testing, using the pins extracted from the actual compressor piston used in VCRS. As compared to POE oil, the average specific wear rate (SWR) and coefficient of friction (COF) of nanolubricant were reduced by about 20% and 29%, respectively. Enhanced average viscosity and average thermal conductivity were observed (35–95 °C), with maximum increases of about 13% at 65 °C and 45% at 95 °C, respectively, in comparison to those of POE oil. Field emission scanning electron microscopy (FE-SEM) was utilized to analyze the morphology of SiO2 nanoparticles, while Fourier transform infrared spectroscopy (FTIR) and X-ray diffraction (XRD) analyzed their crystal structure. The Zeta potential tests for the prepared nanolubricant were conducted to ensure its long-term stability. An HC compressor based VCRS shows better performance including average refrigeration effect, average power consumption by compressor, and the average coefficient of performance (COP) of 29%, 7%, and 39%, respectively compared to the base lubricant filled retrofitted system. Hence the findings of the present research provide novel perspectives on the potential benefits of incorporating SiO2 nanoparticles and an HC compressor to improve the VCRS performance.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The vapour compression refrigeration system (VCRS), commonly used in domestic and commercial refrigerators worldwide, consumes around 15% of global energy demand (Nair et al. 2020; Yıldız et al. 2021). The researchers continually tried to develop energy-efficient techniques without changing the existing components of the VCRS (Gupta et al. 2020). The environmental aspect has equal weightage to the energy concern. The VCRS employed conventional, environmentally harmful refrigerants having global warming potential (GWP) and ozone depletion potential (ODP) on the higher side, resulting in global warming and damage to the ozone layer, respectively (D.S Adelekan et al. 2019a). To address these concerns, eco-friendly refrigerants and nano-sized solid particles are adopted (Jatinder et al. 2019; Babarinde et al. 2020). Hydrocarbons (HCs) are considered one of the eco-friendly refrigerants that have low GWP and ODP index (Adelekan et al. 2019a; b). These are considered alternatives to the conventional refrigerants for the VCRS (Fatouh and Abou-Ziyan 2018; Jatinder et al. 2019; Ohunakin et al. 2018), despite their flammability concern (Adelekan et al. 2021; Ohunakin et al. 2018; Harby 2017). In addition, the higher latent heat of HCs offers the advantage of less amount charged compared to halogenated refrigerants (Rasti et al. 2013). The refrigerant R600a was used as one of the effective eco-friendly HC refrigerants, compatible with HFC compressor based VCRS (Babarinde et al. 2019; Cao et al. 2021; Akhavan-Behabadi et al. 2015). The literature shows that HC R600a is more efficient than other HC refrigerants (Jatinder et al. 2019; Ghorbani et al. 2017). In addition, the selection of compressor lubricant has a significant impact on the performance parameters, such as refrigeration effect, power consumption by compressor, and coefficient of performance (COP) of the VCRS (Soliman et al. 2018; Akhavan-Behabadi et al. 2015). The polyolester (POE) oil, one of the compressor lubricants, has good miscibility and is compatible with HC R600a refrigerant (Akhavan-Behabadi et al. 2015), good thermal and chemical stability with system components, and maintains its lubricating properties across a broader temperature range (Chauhan et al. 2019). The experiment results of Soliman et al. (2018) reveal that POE oil-based nanolubricant performed better than mineral oil-based nanolubricant.
The thermal conductivity of fluids can be enhanced by dispersing solid nanoparticles having relatively high thermal conductivity, which further increases their heat transfer capacity (Ibrahim Khan et al. 2019a; Yıldız et al. 2021; Gupta et al. 2015). The concept of dispersing solid particles (milli-meter and micro-meter) in the heat transfer fluid was investigated about a century ago, to improve upon the thermophysical properties of the fluids (Narayanasarma and Kuzhiveli 2019; Kotia et al. 2017; Okonkwo et al. 2020). However, this kind of fluid poses a major issue of stability which leads to the clogging of the system (Gupta et al. 2015). To overcome the challenges, Steve Choi in 1995 dispersed the nanoparticles (size under 100 nm) into the base fluid and termed it a “nanofluid” (Sanukrishna et al. 2019; Sanukrishna and Prakash 2018; Mansourian et al. 2020). A nanofluid, prepared by dispersing various types of nanoparticles in a base fluid, is considered a novel fluid (Devendiran and Amirtham 2016; Ibrahim Khan et al. 2019a). The nano-size of the particles dispersed in the base fluid offers unobstructed flow through all passages of the thermal systems (Sharif et al. 2016; Okonkwo et al. 2020). Literature also witnesses the higher thermal conductivity of the prepared nanofluids than their respective base fluids (Zawawi et al. 2017; Xiaohao Wei et al. 2009). Moreover, the shape and crystal structure of the dispersed nanoparticles significantly impacts the thermophysical and tribological properties of the prepared nanolubricant (Alawi et al. 2018; Xiaohao Wei et al. 2009).
In VCRS, appending distinct nanoparticles through compressor lubricant (known as ‘nanolubricant’) or refrigerant (known as ‘nanorefrigerant’) (Sharif et al. 2018; Nair et al. 2020), are the viable methods of energy-saving and performance enhancement. Mostly, nanolubricant is preferred, as it is more challenging to mix nanoparticles into the refrigerant (Nair et al. 2020). The next challenge in this direction is the stability of the prepared nanolubricant. Nanolubricant stability is vital for maximizing its benefits as an effective heat transfer fluid across various thermal systems (Abdel-Hadi et al. 2016). It is considered a key parameter before considering an effective compressor lubricant for VCRS (Ravinder Kumar et al. 2022). In general, cohesive, Van der Waals forces increase the tendency of particles to agglomerate (Sidik et al. 2014; Hatami and Jing 2020; Okonkwo et al. 2020). This further leads to the instability of the prepared nanolubricant (Mansourian et al. 2020). To address this challenge, magnetic stirring, and bath ultrasonication were employed for specific durations (Yilmaz 2020; Sanukrishna et al. 2018; Narayanasarma and Kuzhiveli 2019). Zeta potential analysis of prepared nanolubricants is a commonly preferred method for stability analysis, often adopted by researchers (Le Ba et al. 2020; Chakraborty and Panigrahi 2020).
The literature also shows the benefits of the use of TiO2 nanoparticles to prepare nanolubricant for VCRS performance enhancement (Adelekan et al. 2019b; Sabareesh et al. 2012; Padmanabhan and Palanisamy 2012; Jatinder et al. 2019; Babarinde et al. 2019). However, its prolonged use may pose a safety concern in a VCRS, due to its high dielectric constant (≈ 80) (Nair et al. 2020). On the other hand, SiO2 nanoparticles having a low value of dielectric constant (≈ 20) (Robertson 2004; Sia et al. 2014) may be used much more safely in VCRS. The low dielectric constant of SiO2 nanoparticles offers one of the advantages of protecting the hermetic-type compressor against premature failure caused by electric shocks (Sia et al. 2014). Furthermore, the SiO2 nanoparticles are non-toxic, chemically stable, safe, and non-reactive with the compressor lubricant and the system components (Narayanasarma and Kuzhiveli 2019). Moreover, the anti-friction, resistance to wear, and the ability to bear high load capacity of SiO2 nanoparticles make the compressor base lubricant more capable of enhancing the performance of VCRS (Goto and Honda 2004; Sia et al. 2014; Patil et al. 2013a). In addition, their good tribological properties in contrast to other frequently employed nanoparticles such as TiO2, Al2O3, ZnO, CuO, and ZrO2 (Rawat et al. 2018), make them a promising candidate for preparing the nanolubricant to enhance the performance of the VCRS. The literature witnesses the enhancement of VCRS performance by dispersing the SiO2 nanoparticles into the compressor lubricant which improves its tribological and thermophysical properties (Kotia et al. 2019; Patil et al. 2013b; Sanukrishna et al. 2019; Narayanasarma and Kuzhiveli 2019).
To critically analyze the contribution of the nanoparticles, in a nanolubricant, in reducing the power consumption in a VCRS, the friction characteristics need to be studied (Kotia et al. 2019; Singh et al. 2020). The coefficient of friction (COF) directly governs frictional work loss, which becomes a major factor for work loss if left unaddressed. There is a dire need to carry-out wear testing and analysis to obtain friction characteristics of the actual compressor material (if possible) with the prepared nanolubricants. Such kind of work is hard to find in the literature for the applications of VCRS. In addition to the selection of appropriate nanoparticles for the preparation of nanolubricants, the selection of compressor also has an equal weightage in addressing the energy-saving and environmental issues of VCRS. Compressors originally designed for HFC-based refrigerants are often retrofitted with HC refrigerants to improve the performance of VCRS (Bi et al. 2011; Sabareesh et al. 2012; Jatinder et al. 2019). However, for prolonged use, the performance of VCRS using an HC compressor needs to be explored while using the nanolubricants to assess whether the ease of retrofitting is justified as compared to the use of an HC compressor. A limited literature is available on the utilization of an HC compressor instead of an HFC compressor in VCRS.
As compared to TiO2, SiO2 nanoparticles seem to be a better alternative from a safety point of view. Further, its properties suitable for its dispersion in POE oil trigger an idea of carrying out research (limited available in the literature) with SiO2 nanoparticles based nanolubricant in VCRS. For a precise analysis of the effect of SiO2 nanoparticles in governing the performance parameters of the VCRS, a wear test using the actual material needs to be conducted. In addition, retrofitting looks to be an attractive option using the eco-friendly refrigerant R600a in existing VCRS. Therefore, there is a dire need to compare the VCRS system with the HC compressor to a retrofitted system, both utilizing the same HC refrigerant (R600a) and SiO2 nanoparticles based nanolubricant. Therefore, the wear analysis of the actual compressor piston material using POE oil and the prepared nanolubricant, along with the use of an HC compressor instead of an HFC compressor in the VCRS test rig, highlights the gap in this research area and the novelty of the current work. Moreover, the analysis of the shape and crystal structure of nanoparticles, tribological and thermophysical properties of each lubricant sample, and stability analysis of the prepared nanolubricant sample need to be explored and correlated with the performance parameters of the VCRS.
In the present research, the morphology and crystal structure of SiO2 nanoparticles were confirmed using field emission scanning electron microscope (FE-SEM), X-ray diffraction (XRD), and Fourier transform infrared (FTIR) spectroscopy. The experiments were performed with POE oil and prepared nanolubricant on an HFC compressor based retrofitted and HC compressor based VCRS test rig to examine their performance parameters. The Zeta potential test was performed to ensure nanolubricant stability. Wear tests using the actual compressor piston material were preferred to find the COF and specific wear rate (SWR). The viscosity and thermal conductivity of each lubricant sample were measured over a temperature range of 35–95 °C.
Experimental procedures
Materials
The dry SiO2 nanoparticles (make: Reinste Nano Ventures Private Limited) having size 55 ± 5 nm, molecular weight 60.08 g.mol−1, and density 2.6 g.cm−3 with 99.99% purity were used to prepare the nanolubricant. The morphologies of SiO2 nanoparticles were analyzed by utilizing FE-SEM (Carl Zeiss, Merlin), while crystal structure was analyzed using FTIR spectroscopy (Tensor 27, Bruker) and XRD diffractometer (PANalytical, Empyrean, Netherlands). The HC refrigerant R600a and the compressor lubricant POE oil were obtained from the nearby local supplier.
Nanolubricant preparation
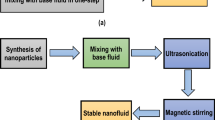
The preparation of stable nanolubricant is not mere a mixing of a solid and liquid (Baojie. Wei et al. 2017). In this research, nanolubricant was formulated by adopting a two-step method (Yang et al. 2020; Kaggwa and Carson 2019; Borode et al. 2019). For preparation of nanolubricant small quantity of dry SiO2 nanoparticles (0.1 gL−1) were dispersed into 250 mL of compressor lubricant (POE oil). A digital readout weighing scale (CX 220, Citizen) having 0.001 g of precision was used to weigh the SiO2 nanoparticles. The magnetic stirrer (Fig. 1) and bath ultrasonicator (Fig. 2) were utilized for 2 and 3 h, respectively (Ravinder Kumar and Singh 2016) to make nanolubricant stable and fit for its use as a compressor lubricant for a long tenure. No surfactant was used to stabilize the nanolubricant due to its potential adverse effects on VCRS performance and properties of the refrigerant used (Ravinder Kumar et al. 2020; Sanukrishna et al. 2019; Akhavan-Behabadi et al. 2015). The POE oil (base lubricant) is assigned as sample K1, while the prepared nanolubricant is designated as sample K2.

Schematic diagram of magnetic stirring of nanolubricant

Schematic diagram of bath ultrasonication of nanolubricant
Nanolubricant stability measurement
The Zeta potential analysis was carried out to analyze the stability of the prepared nanolubricant. A Zetasizer Nano (ZS90, Malvern) was employed for a duration of 10 days, with measurements taken at a 2-day interval.
Thermal conductivity measurement
The KD2 pro thermal analyzer (make: Decagon Devices, USA) was used to measure the thermal conductivity of both compressor lubricant samples, K1 and K2, as schematically shown in Fig. 3. The device was working on the principle of the ‘transient hot-wire method’ and also follows the ASTM D5334 standard (Narayanasarma and Kuzhiveli 2019; S.S. Sanukrishna and Prakash 2018; Hamid et al. 2018; Asadi et al. 2019). During the test, a calibrated single-needle probe (KS-1, 1.3 mm diameter, 60 mm length) was inserted into the top of the sample glass tube. Equilibrium at a constant temperature was achieved in about 15 min. Prior to each test, the probe underwent calibration using standard glycerine (CAS 56-81-5) (Zawawi et al. 2017; Sanukrishna and Prakash 2018; Narayanasarma and Kuzhiveli 2019). A water bath with constant water temperature (measured using a thermometer) was utilized to perform the test in the temperature range of 35–95 ℃. After reaching equilibrium temperature, five measurements were averaged per sample, to establish precise measurements.

Schematic of experiment setup for measurement of thermal conductivity of each sample using KD2 pro thermal analyzer
Viscosity measurement test
The viscosity was measured with the help of a Redwood viscometer. The schematic diagram is shown in Fig. 4. This device operates on the principle of gravitational flow through a capillary tube with standard dimensions under the influence of a descending load (Sabareesh et al. 2012; Ravinder Kumar et al. 2020; Ravinder Kumar and Singh 2016). For temperature consistency across each test sample, a water bath with a submerged electric heater was used. An electric heater, controlled by a thermostat, facilitated precise temperature control throughout the experiment. To ensure uniformity, a stirrer was used in the water bath. Separate thermometers were used to measure the temperatures of both the water bath and the samples (K1 or K2) during each viscosity test. This meticulous temperature monitoring ensured that the testing took place under the desired constant temperatures of 35, 50, 65, 80, and 95 °C. Each reported viscosity value is the result of averaging the five separate measurements at each test temperature for both lubricant samples.

Schematic of viscosity measurement with Redwood viscometer
Pin-on-disc tribometer tester
The pin-on-disc tribometer (TR-20LE-PHM-CHM-550, DUCOM India) works as per ASTM-G-99 standard (Laad and Jatti 2018; Kong et al. 2022; Sabareesh et al. 2012), was employed to determine the COF and SWR. The specifications of the tribometer, used for pin-on-disc wear testing are given in Table 1. To simulate the actual conditions in the compressor, for pin-on-disc wear testing, the pin specimens were extracted from the actual piston material of the compressor used in the VCRS test rig. The schematic of extracting the wear testing pins from the actual piston is shown in Fig. 5 and one end of each pin was machined to give it a hemispherical shape. The chemical composition of the pin material, obtained through FE-SEM/EDS analysis, is shown in Table 2.

a Side view of the compressor piston. b top view of the compressor piston. c actual pins extracted from compressor piston
During pin-on-disc wear testing, the pin was held firmly in the pin-holder in a vertical position to establish contact of the hemispherical end of the pin with the rotating disc at a radial distance of 70 mm. The wear testing was performed at ambient temperature and during each test, the mating surfaces were lubricated with each kind of lubricant sample with the help of an oil dispenser as shown in Fig. 6. Using dead weights, a fixed load of 98 N (FN) was applied through the pin on the horizontal rotating disc (material: EN31 hardened to 60HRc). The testing was done for a sliding distance of 1005 m at a fixed rotating speed of 400 rpm. During the respective wear tests for each kind of lubricant samples K1 and K2, a fixed flow of 0.15 Lh−1 was maintained at the pin-disc interface using an oil dispenser. Due care was taken during each test to ensure the continuous supply of respective lubricant samples (K1 and K2) to the mating surfaces to avoid dry sliding. No external pressure was applied to the oil dispenser, and the lubricant film on the mating surfaces formed naturally due to the gravity-assisted flow of the lubricant. A similar procedure was adopted by Yilmaz (2020), Ingole et al. (2013), and Sabareesh et al. (2012) during wear testing of some other materials.

Schematic diagram of pin–on–disc tribometer (all dimensions in mm)
During each experiment of 8 min, the values of friction force (FF) were recorded at successive intervals of one minute each. The FF was measured automatically using a computer-controlled pin-on-disc tribometer and was displayed on a digital meter. The average COF was calculated from the FF data for each test. To determine SWR, the specimen’s (pin) weight loss was calculated from the weight measurement data before and after each 8-min test. For precise measurements, an accurate digital weighing device having the least count of 0.001 g was used. The SWR was calculated using Eq. 1 (Kumar et al. 2021). After each test, the surface of the disc was cleaned with the help of emery paper and acetone. Each test was repeated five times under identical conditions and the reported results are the average of the five values.
Here Δw: wear weight loss of the pin during an experiment (g), ρ: density of the pin material (gcm−3), FN: applied load (N), and L: sliding distance covered (m).
Vapour compression refrigeration system testing
A VCRS test rig schematic diagram as shown in Fig. 7 was originally designed for R134a refrigerant and was used to perform VCRS experiments. It comprises four main components: a reciprocating HFC or an HC compressor (each having a horsepower of 1/5), an evaporator with a 13 L capacity equipped with cooling coils on its inner cylindrical wall, a forced-air condenser, and a capillary tube as an expansion device. Three different T-type thermocouples and two pressure gauges (bourdon-type) were used for the measurement of temperature and pressure at different locations. One thermocouple was positioned at the suction line of the compressor, a second at the delivery line of the compressor, and a third one to monitor the water temperature in the evaporator cabin. Similarly, pressure gauges were connected at the compressor’s suction and delivery points. An analog static energy meter was employed to measure the compressor power consumption in both tests for each kind of compressor. The energy meter had a counting precision of 3200 impulse kW−1 h−1 (Sabareesh et al. 2012; Ravinder Kumar and Singh 2016; Yilmaz 2020). The compressor was disengaged from the rig after performing an experiment with one type of sample of the compressor lubricant. Subsequently, the compressor lubricant was replaced with the next sample of the compressor lubricant and was connected back to the test rig. Before connecting the compressor to the test rig, the VCRS underwent evacuation to remove moisture and foreign particles. This evacuation process involved running a vacuum pump for about three hours to ensure its effective performance (Sabareesh et al. 2012; Madyira et al. 2022; Gill et al. 2018). The parameters required for determining the compressor power consumption and the refrigeration effect were recorded carefully in each VCRS experiment. Each experiment involved running the VCR test rig for 180 min, with readings taken at a regular interval of five minutes. The water temperature in the evaporator cabin was measured using a thermocouple, with a time interval ‘t’ in between. The power consumption by the compressor was recorded by measuring the time (using a stopwatch) taken by the analog energy meter to register ten pulses. The complete set of readings was also collected in a similar manner by replacing the HFC compressor with the HC compressor.

Schematic diagram of VCRS test rig
Utilizing the standard Eqs. 2, 3, and 4, respectively (Sabareesh et al. 2012; Ravinder Kumar and Singh 2016; Yilmaz 2020), the refrigeration effect, power consumption by compressor, and COP of the VCRS were calculated based on the collected data under ambient temperatures ranging from 29 to 30 °C.
The uncertainty of each measuring instrument was assessed following the methodology detailed by Schultz. and Cole. (1979). In addition, the uncertainty linked to the specific parameter, such as Z, was determined by utilizing Eq. 5 (Ohunakin et al. 2017; Adelekan et al. 2021; Jatinder et al. 2019; Sanukrishna et al. 2019).
Equation 5 defines Z as the specific parameter, UZ as the total uncertainty, \({U}_{{p}_{i}}\) as the uncertainty linked to each independent variable, and n as the total number of variables. The acquired experimental uncertainties are shown in Table 3.
Results and discussion
Nanoparticles analysis (characterizations)
The FE-SEM image shown in Fig. 8 reveals a predominantly spherical shape of SiO2 nanoparticles. Spherical nanoparticles in the base lubricant maintain their shape even at high temperatures and heavy loads, contributing to multiple mechanisms for reducing wear and friction between the rubbing surfaces (Lee et al. 2009; Muzammil S. Khan et al. 2019b). In addition, Xiaohao Wei et al. (2009) and Alawi et al. (2018) observed that nanoparticles with spherical morphology possessed higher thermal conductivity compared to other shapes. The images also show that these particles tend to clump together, forming agglomerations. Figure 9 shows the XRD patterns which confirmed the composition of SiO2 nanoparticles. The XRD analysis also confirmed that particles of SiO2 are in an amorphous state, lacking a crystalline structure (Tkachenko et al. 2020; Le Ba et al. 2020). Figure 10 shows the FTIR spectra related to SiO2 nanoparticles. The broad diffraction peaks observed in FTIR spectra also confirms the amorphous nature of the used SiO2 nanoparticles (Rawat et al. 2018).

FE-SEM images of SiO2 nanoparticles

XRD of SiO2 nanoparticles

FTIR spectrum of SiO2 nanoparticles
Stability analysis
Figure 11 shows the average Zeta potential obtained for the prepared nanolubricant (sample K2) on different days. In general, the Zeta potential exceeding ± 30 mV indicates nanolubricant stability (Wu et al. 2009; Bakhtiari et al. 2021). The findings show that for each day, the nanolubricant average Zeta potential exceeded 30 mV. This indicates that the SiO2 nanoparticles were well distributed and the stability of their dispersion in compressor lubricant was satisfactory. The obtained results also indicate that the average Zeta potential of the lubricant sample K2 exhibited a slight decrease over the pre-decided time period of ten days. Comparable findings were also observed by Baojie. Wei et al. (2017).

Average Zeta potential values of sample K2 for distinct days
Thermal conductivity analysis
The bar graph in Fig. 12 shows that the average thermal conductivity of both lubricant samples decreased with the increase in temperature. The observed decline in average thermal conductivity is commonly ascribed to a reduction in molecular collisions. At higher temperatures, the mean path traversed by the molecules becomes longer, resulting in reduced opportunities for intermolecular interactions and, consequently, lower thermal conductivity (Sharif et al. 2016; Ravinder Kumar et al. 2020). The dispersion of nanoparticles improved the thermal conductivity of sample K1, as for each test temperature, the average thermal conductivity of sample K2 is more than that of sample K1. This could be due to the emergence of a micro-convection effect promoted by the nanoparticles dispersed in the sample K1 (Navdeep Kumar et al. 2023), and the development of layers of base lubricant on the surface of solid nanoparticles (Kotia et al. 2017).

Average thermal conductivity of POE oil and prepared nanolubricant at different temperatures
However, this enhancement follows a discontinuous trend across the temperature range (35–95 °C). At 35 °C, sample K2 exhibits about a 13% increase in average thermal conductivity compared to sample K1. At 50 °C, this enhancement increases to about 19%, indicating the continued positive effect of the nanoparticles on heat conduction. However, at 65 °C, the enhancement decreases to about 12%, compared to sample K1, likely due to the formation of nanoparticle clusters that hinder efficient heat transfer. At 80 °C, the enhancement further reduces to about 6% than sample K1, as the temperature promotes a more significant clustering of nanoparticles. Interestingly, at 95 °C, sample K2 exhibits a substantial about 45% more thermal conductivity than sample K1, likely due to the breakdown of nanoparticle clusters and improved dispersion. The observed enhancement could be attributed to the aggressive motion (known as “Brownian motion”) of the nanoparticles at elevated temperatures (Kotia et al. 2018; Yıldız et al. 2021; Wang et al. 2012; Li et al. 2021). A similar improvement in thermal conductivity for SiO2 nanoparticles dispersed in POE oil was observed by Narayanasarma and Kuzhiveli (2019).
The thermal conductivity was significantly affected by the increase in temperature within the range of 35–95 °C, experiencing a reduction of about 70%. But on comparing the thermal conductivity of sample K1 at 35 °C and that of sample K2 at 95 °C, the reduction in thermal conductivity decreased from 70% to about 58%. Therefore, the effect of an increase in temperature from 35 to 95 °C on thermal conductivity was reduced by about 12% due to the dispersion of SiO2 nanoparticles in POE oil.
Viscosity analysis
The bar graphs (Fig. 13) show that at any of the test temperatures, sample K2 exhibits better average viscosity than sample K1. In general, viscosity decreases as temperature increases (Narayanasarma and Kuzhiveli 2019), and the bar graph follows a similar trend of variation in the viscosity of the respective lubricant sample with the temperature rise. However, as the temperature increases the reduction in average viscosity of each sample does not display a uniform trend.

Average viscosity of POE oil and prepared nanolubricant at different temperatures
At 35 °C, sample K2 shows about a 7% higher average viscosity than sample K1 due to SiO2 nanoparticles dispersed in the base lubricant, slightly affecting its flow at lower temperatures. The nanoparticles may cause slight intermolecular interactions or hinder the movement of lubricant molecules, resulting in a slightly higher viscosity as observed by Kotia et al. (2017). However, at higher temperatures of 65 °C and 80 °C, the average viscosity of the nanolubricant initially increases and then decreases before increasing again at 95 °C. This behavior can be explained by the combined effects of nanoparticle dispersion and temperature. At 65 °C, the increase in average viscosity of sample K2 is approximately 13% higher than that of sample K1. This significant enhancement may be ascribed to more intense movement and interactions between the molecules of the base lubricant and the dispersed nanoparticles at high temperatures. These interactions can cause the formation of temporary nanoparticle clusters or agglomerates, leading to a further increase in viscosity. At 80 °C, the average viscosity of sample K2 decreases slightly compared to temperature 65 °C. This decrease could be due to the increased thermal energy causing the partial breakdown of nanoparticle clusters or agglomerates, resulting in a reduction in viscosity. However, at 95 °C, the average viscosity of sample K2 again increases, showing approximately a 12% enhancement compared to sample K1. The elevated temperature increases thermal energy, outweighing the breakdown of nanoparticle clusters leading to a net increase in viscosity. Therefore, the rise in the viscosity of the nanolubricant may be attributed to the dispersion of nanoparticles (SiO2) in the base lubricant (Sanukrishna et al. 2018; Narayanasarma and Kuzhiveli 2019).
Coefficient of friction and specific wear rate analysis
The pin-on-disc tribometer tester results show that the nanolubricant reduced both FF (measured in N, see Fig. 14) and wear (measured in μm) compared to base lubricant. The results revealed that under controlled test conditions, the calculated average COF value between the mating surfaces with sample K2 was more than 20% lower than that with the sample K1 (Fig. 15). Similarly, the average SWR for the sample K2 was nearly 29% lower as compared to that of the sample K1 (see Fig. 16).

Average FF of POE oil and prepared nanolubricant during pin-on-disc tribometer wear test

Average COF of POE oil and prepared nanolubricant during pin-on-disc tribometer wear test

Average SWR of POE oil and prepared nanolubricant during pin-on-disc tribometer wear test
The mechanisms behind the enhancement of wear and friction reduction characteristics of sample K2 can be categorized into two distinct groups. The first mechanism is attributed to the direct impact of nanoparticles, specifically the rolling effect and formation of tribo-film (Rapoport et al. 2002; Xu et al. 1996; Singh et al. 2020; Sanukrishna et al. 2019). The secondary mechanism includes polishing and mending effects (Tang and Li 2014; Rawat et al. 2018; Sanukrishna et al. 2019). The friction between the mating pair can be reduced by minimizing the contact between the mating surfaces and reducing surface roughness (Yilmaz 2020). The spherical morphology of nanoparticles offers the benefit of the rolling effect which minimizes the sliding contact between the mating surfaces (Ge et al. 2015; Rawat et al. 2018; Patil et al. 2013a). The self-repairing (mending effect) and polishing effect minimize the surface roughness and abrasive wear on the mating surfaces (Sanukrishna et al. 2019; Ge et al. 2015). At higher temperatures, the formation of tribo-film due to nanolubricant provides the additional benefit of protecting the surfaces and reducing friction and wear between them (Sanukrishna et al. 2019). The nanoparticles within the base lubricant also serve as a third body and reduce severe wear (Abdel-Rehim et al. 2021). The discussed mechanisms are shown in the schematic diagram in Fig. 17. The morphology and size of the SiO2 nanoparticles along with the observed reduced SWR, witness the expressed mechanism.

Schematic representation of various mechanisms involved in friction and wear reduction between the mating surfaces
The current research findings show a decrease in the average COF when SiO2 nanoparticles were added to the base lubricant, as observed by Hamisa et al. (2023), Rawat et al. (2018), and Sanukrishna et al. (2019). Moreover, this research revealed better result of average COF (6% more) as compared to that reported by Hamisa et al. (2023), used the same ratio of SiO2 nanoparticles (0.1 gL−1) in POE oil. In addition, SiO2 nanoparticles based lubricant reduced wear between the mating surfaces, as also observed by S. S. Sanukrishna et al. (2019) and Rawat et al. (2018).
Refrigeration effect
The comparison of the average refrigeration effect between the retrofitted and HC compressor based VCRS using HC refrigerant R600a, as determined with lubricant samples K1 and K2, can be clearly seen in a bar graph (Fig. 18). The results show that the average refrigeration effect for each compressor type improved significantly with the utilization of a compressor lubricant containing SiO2 nanoparticles. This improvement might be due to the circulating refrigerant carrying traces of nanolubricants during functioning, reaching the evaporating cabin and other parts of the VCRS, acting as a nanolubricant-refrigerant mixture (Narayanasarma and Kuzhiveli 2019; Sanukrishna et al. 2019). For each compressor, the SiO2 nanoparticles within the sample K1 resulted in about 7% enhancement in the average refrigeration effect. But on comparing the average refrigeration effect of sample K2 in the HC compressor with that of sample K1 in the HFC compressor an improvement of about 29% is observed. In addition, the HC compressor, without using nanoparticles, performed even better as compared to the nanolubricant used in the retrofitted VCRS. The bar graph shows about 12% enhancement of the average refrigeration effect with sample K1 in HC compressor based VCRS compared to sample K2 in HFC compressor based retrofitted VCRS.

Average refrigeration effect of VCRS using different lubricant samples in different compressors
Power consumption
It is observed from the bar graph shown in Fig. 19 that the average power consumption by each compressor reduced when nanolubricant was used instead of the base lubricant. For the retrofitted system, nearly 3% reduction is observed with the use of nanolubricant instead of the base lubricant. However, the results also reveal that the VCRS with nanolubricant and an HC compressor consumed more than 7% less average power compared to that in the retrofitted system filled with the POE oil. Without considering the role of nanoparticles, the use of only an HC compressor instead of retrofitting in an HFC compressor resulted in more than 4% less power consumption.

Average power consumption by VCRS using different compressor lubricant samples in different compressors
Retrofitting offers the convenience of using the same device while switching to an eco-friendly HC refrigerant. However, the observed difference in power consumption suggests that prolonged use may result in an overall economic loss. This is because the cost of replacing the compressor becomes less as compared to the increased energy input during its operation. Furthermore, this higher energy consumption also has a negative impact on the environment. Therefore, switching to an HC compressor designed for eco-friendly HC refrigerants may lead to overall savings in power consumption and a positive environmental impact.
In either compressor, the role of SiO2 nanoparticles dispersed into the POE oil (forming a nanolubricant) can be well understood in reducing power consumption by nearly 3%. The role of nanoparticles is even more significant in reducing the power consumption by 3.38% in the case of the HC compressor. As observed in the FE-SEM micrograph (Fig. 8), the spherical shape of nano-sized SiO2 particles dispersed in POE oil might have played a substantial role in the observed drop-in power consumption. The spherical shape offers a rolling effect and the SiO2 particles behave as nano-ball bearings to reduce the power loss due to reduction in friction between the mating surfaces (Sanukrishna et al. 2019). The nano-sized SiO2 particles also offer mending and polishing effect, by filling the micro-grooves and breaking the surface asperities, respectively (Rawat et al. 2018; Yilmaz 2020). The higher viscosity of the nanolubricant (Fig. 13) further assists in developing a consistent tribo-film on the surfaces of piston-cylinder mating, leading to a substantial reduction in power loss due to friction. About more than 20% reduction in both the average FF and the average COF, as observed in the wear test, clearly evidenced the drop-in power consumption with sample K2 in either of the compressors. In the wear test, about 30% drop in the average SWR for sample K2 as compared to sample K1 also witnessed the proposed mechanisms (Fig. 17), which are also motivated by previous literature (Rawat et al. 2018; Singh et al. 2020). A smaller amount of frictional heat is expected to be produced in the compressor due to less average FF (about 20% less with nanolubricant, Fig. 14). Considering the thermodynamics aspects of the compression a more frictional heat leads to an increased compressor work due to the addition of extra flow work (Moran et al. 2018). The frictional heat increases the volume of the refrigerant vapors and therefore compressor demands more power to handle the increased volume of the refrigerant vapors (Whitman et al. 2012). The increased temperature after compression also affects the refrigeration effect in the next part of the VCRS cycle, as already observed in Fig. 18.
Surprisingly, during this research, VCRS equipped with an HC compressor using sample K1, consumed even less average power than the retrofitted system filled with sample K2. This could be attributed to the better compatibility between the HC-based compressor, the HC R600a refrigerant, and each component of the VCRS. The power reduction, resulting from the use of an HC compressor in the VCRS, as compared to the retrofitted system, was also observed by Rasti et al. (2013).
Coefficient of performance
The average COP of the VCRS obtained using each kind of compressor with each kind of compressor lubricant sample can be compared easily from the bar graph (Fig. 20). As the COP is obtained from the refrigeration effect and power consumption, the trend of the COP is purely in alignment with the results discussed for refrigeration effect and the power consumption. A remarkable increase of about 25% in average COP can be seen with the HC compressor as compared to that with the retrofitted HFC compressor, for the respective lubricant samples used. While considering the effect of the compressor lubricant sample, an increase of about 10% can be discerned with the respective compressor for sample K2 as compared to the lubricant sample K1. The contribution of dispersed nanoparticles in the base lubricant has been discussed thoroughly in the refrigeration effect and power-consumption sections. As this about 7% increase in average refrigeration effect and about 3% decrease in average power consumption has jointly resulted in an about 10% increase in average COP. On the other hand, as already discussed, switching from HFC to HC compressor has resulted into a bigger change in power consumption and refrigeration effect combine resulted into about 25% hike in average COP. On comparing the performance of sample K1 with the HFC compressor with that of sample K2 with the HC compressor, about 39% hike in average COP is already visible in the bar graph (Fig. 20).

Average COP of the VCRS using different lubricant samples in different compressors
When comparing the performance of sample K1 with the HFC compressor to that of sample K2 with the HC compressor, a significant 39% increase in the average COP is already evident in the bar graph (Fig. 20). The present research with HC compressor shows better results of average COP than Ohunakin et al. (2018). The authors also used SiO2 nanoparticles with HC refrigerant in the retrofitted VCRS.
Conclusions
In this research, the role of SiO2 nanoparticles in compressor lubricant POE oil used in a retrofitted and an HC compressor based VCRS are investigated. Using eco-friendly HC R600a refrigerant, the performance characteristics including power consumption by compressor, refrigeration effect, and COP were compared for the base lubricant and the prepared nanolubricant used in the VCRS compressor. The present research leads to the following conclusions:
-
The dispersion of nanoparticles into POE oil improved its thermophysical and tribological characteristics, such as thermal conductivity and viscosity, even at higher temperatures. The use of nanolubricant resulted in lower weight loss in pin-on-disc wear testing with the pin made from actual compressor material and indicated the benefits obtained through the improved tribological and thermophysical properties. As compared to POE oil, the use of SiO2 nanoparticles based nanolubricant as the compressor lubricant, resulted in about 7% higher power savings, when used in either of the retrofitted VCRS and also that using HC-based compressor.
-
The power saving and the overall enhancement in the performance of each type of VCRS can be attributed to multiple mechanisms, including the polishing, rolling, and mending effects, and the development of tribo-film between the mating surfaces, enabled by nano-sized SiO2 nanoparticles.
-
The nanolubricant-filled HC compressor based VCRS exhibited better performance than the nanolubricant-filled retrofitted VCRS. It indicated better compatibility of nanolubricant with the used HC refrigerant R600a and the HC-based compressor.
-
Comparatively lower temperatures achieved after compression due to reduced friction offered by nanolubricant in either of the compressors, also resulted in a higher refrigeration effect in the evaporator. Both contributors, higher refrigeration effect along with reduced power consumption, resulted in a higher COP.
The better performance of an HC compressor based VCRS compared to a retrofitted VCRS using HC refrigerant R600a shows that the flexibility of retrofitting for the long run is not economically viable. The power consumption associated with retrofitting may exceed the cost of replacing the compressor. Therefore, it is recommended to switch from HFC to an HC compressor using HC refrigerant R600a to improve the performance of the VCRS.
Abbreviations
- COF:
-
Coefficient of friction
- COP:
-
Coefficient of performance
- EDS:
-
Energy dispersive spectroscopy
- FE-SEM:
-
Field emission scanning electron microscope
- FF:
-
Friction force
- FTIR:
-
Fourier transform infrared
- GWP:
-
Global warming potential
- HC:
-
Hydrocarbon
- HFC:
-
Hydrofluorocarbon
- nm:
-
Nanometer
- ODP:
-
Ozone depletion potential
- POE:
-
Polyolester
- rpm:
-
Revolutions per minute
- SiO2 :
-
Silicon dioxide
- SWR:
-
Specific wear rate
- VCRS:
-
Vapour compression refrigeration system
- XRD:
-
X-ray diffraction
- C p :
-
Specific heat capacity of water [kJkg−1 K−1]
- K :
-
Energy meter constant [Impulse kW−1 h−1]
- n :
-
Number of pulses taken by the energy meter
- m :
-
Mass of water [kg]
- t :
-
Time period over which the pulses are counted [sec.]
- ΔT :
-
Temperature difference [K]
- ɸ :
-
Diameter
- °C:
-
Degree Celsius
- gL− 1 :
-
Grams per litre
- Lh− 1 :
-
Litre per hour
- kPa:
-
Kilopascal
- W:
-
Watt
- 1:
-
Compressor inlet
- 2:
-
Compressor outlet
References
Abdel-Hadi EA, Taher SH, Abdelrahman HE, Ahmed HM, Mustafa SA (2016) Experimental investigation of flow-boiling heat transfer using nano-refigerant. J Eng Appl Sci 63:335–353
Abdel-Rehim AA, Akl S, Elsoudy S (2021) Investigation of the tribological behavior of mineral lubricant using copper oxide nano additives. Lubricants 9(2):16. https://doi.org/10.3390/lubricants9020016
Adelekan DS, Ohunakin OS, Gill J, Atiba OE, Okokpujie IP, Atayero AA (2019a) Experimental investigation of vapour compression system with 15nm TiO2-R600a nano-refrigerant as the working fluid. Procedia Manuf 35:1222–1227
Adelekan DS, Ohunakin OS, Gill J, Atiba OE, Okokpujie IP, Atayero AA (2019b) Performance of a domestic refrigerator infused with safe charge of R600a refrigerant and various concentrations of TiO2 nanolubricant. Procedia Manuf 35:1158–1164
Adelekan DS, Ohunakin OS, Oladeinde MH, Jatinder G, Atiba OE, Nkiko MO et al (2021) Performance of a domestic refrigerator in varying ambient temperatures, concentrations of TiO2 nanolubricants and R600a refrigerant charges. Heliyon 7(2):e06156. https://doi.org/10.1016/j.heliyon.2021.e06156
Akhavan-Behabadi MA, Sadoughi MK, Darzi M, Fakoor-Pakdaman M (2015) Experimental study on heat transfer characteristics of R600a/POE/CuO nano-refrigerant flow condensation. Exp Thermal Fluid Sci 66:46–52. https://doi.org/10.1016/j.expthermflusci.2015.02.027
Alawi OA, Sidik NAC, Xian HW, Kean TH, Kazi SN (2018) Thermal conductivity and viscosity models of metallic oxides nanofluids. Int J Heat Mass Transf 116:1314–1325. https://doi.org/10.1016/j.ijheatmasstransfer.2017.09.133
Asadi A, Alarifi IM, Ali V, Nguyen HM (2019) An experimental investigation on the effects of ultrasonication time on stability and thermal conductivity of MWCNT-water nanofluid: finding the optimum ultrasonication time. Ultrason Sonochem 58:104639. https://doi.org/10.1016/j.ultsonch.2019.104639
Babarinde TO, Akinlabi SA, Madyira DM (2019) Experimental investigation of R600a/TiO2/mineral oil as a drop-in replacement for R134a/POE oil in a household refrigeration system. Int J Ambient Energy. https://doi.org/10.1080/01430750.2019.1653983
Babarinde TO, Akinlabib SA, Madyiraa DM, Ekundayod FM (2020) Enhancing the energy efficiency of vapour compression refrigerator system using R600a with graphene nanolubricant. Energy Rep 6:1–10. https://doi.org/10.1016/j.egyr.2019.11.031
Bakhtiari R, Kamkari B, Afrand M, Abdollahi A (2021) Preparation of stable TiO2-graphene/water hybrid nanofluids and development of a new correlation for thermal conductivity. Powder Technol 385:466–477. https://doi.org/10.1016/j.powtec.2021.03.010
Bi S, Guo K, Liu Z, Wu J (2011) Performance of a domestic refrigerator using TiO2-R600a nano-refrigerant as working fluid. Energy Convers Manag 52(1):733–737. https://doi.org/10.1016/j.enconman.2010.07.052
Borode AO, Ahmed NA, Olubambi PA (2019) A review of heat transfer application of carbon-based nanofluid in heat exchangers. Nano-Struct Nano-Objects 20:1–20. https://doi.org/10.1016/j.nanoso.2019.100394
Cao X, Wang X, Song Q, Wang D, Li Y (2021) Experimental investigation on the heat transfer and pressure drop characteristics of R600a in a minichannel condenser with different inclined angles. Appl Therm Eng. https://doi.org/10.1016/j.applthermaleng.2021.117227
Chakraborty S, Panigrahi PK (2020) Stability of nanofluid: a review. Appl Therm Eng 174:126. https://doi.org/10.1016/j.applthermaleng.2020.115259
Chauhan SS, Kumar R, Rajput SPS (2019) Performance investigation of ice plant working with R134a and different concentrations of POE/TiO2 nanolubricant using experimental method. J Braz Soc Mech Sci Eng 41(4):1–10. https://doi.org/10.1007/s40430-019-1657-3
Devendiran DK, Amirtham VA (2016) A review on preparation, characterization, properties and applications of nanofluids. Renew Sustain Energy Rev 60:21–40. https://doi.org/10.1016/j.rser.2016.01.055
Fatouh M, Abou-Ziyan H (2018) Energy and exergy analysis of a household refrigerator using a ternary hydrocarbon mixture in tropical environment: effects of refrigerant charge and capillary length. Appl Therm Eng 145:14–26. https://doi.org/10.1016/j.applthermaleng.2018.09.008
Ge X, Xia Y, Cao Z (2015) Tribological properties and insulation effect of nanometer TiO2 and nanometer SiO2 as additives in grease. Tribol Int 92:454–461. https://doi.org/10.1016/j.triboint.2015.07.031
Ghorbani B, Akhavan-Behabadi MA, Ebrahimi S, Vijayaraghavan K (2017) Experimental investigation of condensation heat transfer of R600a/POE/CuO nano-refrigerant in flattened tubes. Int Commun Heat Mass Transf 88:236–244. https://doi.org/10.1016/j.icheatmasstransfer.2017.09.011
Gill J, Singh J, Ohunakin OS, Adelekan DS (2018) Artificial neural network approach for irreversibility performance analysis of domestic refrigerator by utilizing LPG with TiO2–lubricant as replacement of R134a. Int J Refrig 89:159–176. https://doi.org/10.1016/j.ijrefrig.2018.02.025
Goto M, Honda F (2004) Film-thickness effect of Ag lubricant layer in the nano-region. Wear 256(11–12):1062–1071. https://doi.org/10.1016/s0043-1648(03)00530-1
Gupta M, Kumar R, Arora N, Kumar S, Dilbagi N (2015) Forced convective heat transfer of MWCNT/water nanofluid under constant heat flux: an experimental investigation. Arab J Sci Eng 41(2):599–609. https://doi.org/10.1007/s13369-015-1699-5
Gupta M, Singh V, Kumar S, Dilbaghi N (2020) Experimental analysis of heat transfer behavior of silver, MWCNT and hybrid (silver+MWCNT) nanofluids in a laminar tubular flow. J Therm Anal Calorim 142(4):1545–1559. https://doi.org/10.1007/s10973-020-09453-w
Hamid KA, Azmi WH, Nabil MF, Mamat R, Sharma KV (2018) Experimental investigation of thermal conductivity and dynamic viscosity on nanoparticle mixture ratios of TiO2-SiO2 nanofluids. Int J Heat Mass Transf 116:1143–1152. https://doi.org/10.1016/j.ijheatmasstransfer.2017.09.087
Hamisa AH, Azmi WH, Ismail MF, Rahim RA, Ali HM (2023) Tribology performance of polyol-ester based TiO2, SiO2, and their hybrid nanolubricants. Lubricants 11(1):18. https://doi.org/10.3390/lubricants11010018
Harby K (2017) Hydrocarbons and their mixtures as alternatives to environmental unfriendly halogenated refrigerants: an updated overview. Renew Sustain Energy Rev 73:1247–1264. https://doi.org/10.1016/j.rser.2017.02.039
Hatami M, Jing D (2020) Introduction to nanofluids. nanofluids. Elsevier, pp 1–50. https://doi.org/10.1016/b978-0-08-102933-6.00001-9
Ingole S, Charanpahari A, Kakade A, Umare SS, Bhatt DV, Menghani J (2013) Tribological behavior of nano TiO2 as an additive in base oil. Wear 301(1–2):776–785. https://doi.org/10.1016/j.wear.2013.01.037
Jatinder G, Ohunakin OS, Adelekan DS, Atiba OE, Daniel AB, Singh J et al (2019) Performance of a domestic refrigerator using selected hydrocarbon working fluids and TiO2–MO nanolubricant. Appl Therm Eng. https://doi.org/10.1016/j.applthermaleng.2019.114004
Kaggwa A, Carson JK (2019) Developments and future insights of using nanofluids for heat transfer enhancements in thermal systems: a review of recent literature. Int Nano Lett 9(4):277–288. https://doi.org/10.1007/s40089-019-00281-x
Khan I, Saeed K, Khan I (2019a) Nanoparticles: properties, applications and toxicities. Arab J Chem 12(7):908–931. https://doi.org/10.1016/j.arabjc.2017.05.011
Khan MS, Sisodia MS, Gupta S, Feroskhan M, Kannan S, Krishnasamy K (2019b) Measurement of tribological properties of Cu and Ag blended coconut oil nanofluids for metal cutting. Eng Sci Technol, Int J 22(6):1187–1192. https://doi.org/10.1016/j.jestch.2019.04.005
Kong L, Zhang L, Bao Y, Liu D, Liu S, Zang Z (2022) Effect of surface roughness and particle size on lubrication mechanisms of SiO2 nanoparticles. Adv Mater Sci Eng 2022:1–11. https://doi.org/10.1155/2022/7051650
Kotia A, Borkakoti S, Deval P, Ghosh SK (2017) Review of interfacial layer’s effect on thermal conductivity in nanofluid. Heat Mass Transf 53(6):2199–2209. https://doi.org/10.1007/s00231-016-1963-6
Kotia A, Rajkhowa P, Rao GS, Ghosh SK (2018) Thermophysical and tribological properties of nanolubricants: a review. Heat Mass Transf 54(11):3493–3508. https://doi.org/10.1007/s00231-018-2351-1
Kotia A, Ghosh GK, Srivastava I, Deval P, Ghosh SK (2019) Mechanism for improvement of friction/wear by using Al2O3 and SiO2/Gear oil nanolubricants. J Alloy Compd 782:592–599. https://doi.org/10.1016/j.jallcom.2018.12.215
Kumar R, Singh J (2016) Effect of ZnO nanoparticles in R290/R600a (50/50) based vapour compression refrigeration system added via lubricant oil on compressor suction and discharge characteristics. Heat Mass Transf 53(5):1579–1587. https://doi.org/10.1007/s00231-016-1921-3
Kumar A, Kumar P, Singh B (2021) Optimizing the effect of wear test parameters on the specific wear rate of AZ91D magnesium alloy. Mater Today Proc 44:4885–4890. https://doi.org/10.1016/j.matpr.2020.11.709
Kumar R, Singh DK, Chander S (2020) An experimental approach to study thermal and tribology behavior of LPG refrigerant and MO lubricant appended with ZnO nanoparticles in domestic refrigeration cycle. Heat Mass Transf 56(7):2303–2311. https://doi.org/10.1007/s00231-020-02860-7
Kumar R, Singh DK, Chander S (2022) A critical review on the effect of nanorefrigerant and nanolubricant on the performance of heat transfer cycles. Heat Mass Transf 58(9):1507–1531. https://doi.org/10.1007/s00231-022-03194-2
Kumar N, Kumar P, Goyal K (2023) A novel approach of using TiO2 and SiO2 nanoparticles and hydrocarbon refrigerant R600a in retrofitted vapour compression refrigeration system for environment protection and system performance enhancement. Appl Nanosci. https://doi.org/10.1007/s13204-023-02897-0
Laad M, Jatti VKS (2018) Titanium oxide nanoparticles as additives in engine oil. J King Saud Univ: Eng Sci 30(2):116–122. https://doi.org/10.1016/j.jksues.2016.01.008
Le Ba T, Várady ZI, Lukács IE, Molnár J, Balczár IA, Wongwises S et al (2020) Experimental investigation of rheological properties and thermal conductivity of SiO2–P25 TiO2 hybrid nanofluids. J Therm Anal Calorim 146(1):493–507. https://doi.org/10.1007/s10973-020-10022-4
Lee C-G, Hwang Y-J, Choi Y-M, Lee J-K, Choi C, Oh M (2009) A study on the tribological characteristics of graphite nano lubricants. Int J Precis Eng Manuf 10:85–90. https://doi.org/10.1007/s12541-009-0013-4
Li J, Zhang X, Xu B, Yuan M (2021) Nanofluid research and applications: a review. Int Commun Heat Mass Transf. https://doi.org/10.1016/j.icheatmasstransfer.2021.105543
Madyira DM, Babarinde TO, Mashinini PM (2022) Performance improvement of R600a with graphene nanolubricant in a domestic refrigerator as a potential substitute for R134a. Fuel Communications 10:1–8. https://doi.org/10.1016/j.jfueco.2021.100034
Mansourian R, Mousavi SM, Michaelides EE (2020) Improving the thermo-physical and rheological properties of crude oil (CO) by the synthesized CuO/SiO2/CaP nanocomposite for drag reduction through horizontal pipelines. Appl Nanosci 11(2):347–362. https://doi.org/10.1007/s13204-020-01597-3
Moran MJ, Spapiro HN, Boettner DD, Bailey MB (2018) Fundamentals of engineering thermodynamics. Wiley
Nair V, Parekh AD, Tailor PR (2020) Experimental investigation of a vapour compression refrigeration system using R134a/nano-oil mixture. Int J Refrig 112:21–36. https://doi.org/10.1016/j.ijrefrig.2019.12.009
Narayanasarma S, Kuzhiveli BT (2019) Evaluation of the properties of POE/SiO2 nanolubricant for an energy-efficient refrigeration system–an experimental assessment. Powder Technol 356:1029–1044. https://doi.org/10.1016/j.powtec.2019.09.024
Ohunakin OS, Adelekan DS, Babarinde TO, Leramo RO, Abam FI, Diarra CD (2017) Experimental investigation of TiO2-, SiO2- and Al2O3-lubricants for a domestic refrigerator system using LPG as working fluid. Appl Therm Eng 127:1469–1477. https://doi.org/10.1016/j.applthermaleng.2017.08.153
Ohunakin OS, Adelekan DS, Gill J, Atayero AA, Atiba OE, Okokpujie IP et al (2018) Performance of a hydrocarbon driven domestic refrigerator based on varying concentration of SiO2 nano-lubricant. Int J Refrig 94:59–70. https://doi.org/10.1016/j.ijrefrig.2018.07.022
Okonkwo EC, Wole-Osho I, Almanassra IW, Abdullatif YM, Al-Ansari T (2020) An updated review of nanofluids in various heat transfer devices. J Therm Anal Calorim 145(6):2817–2872. https://doi.org/10.1007/s10973-020-09760-2
Padmanabhan VMV, Palanisamy S (2012) The use of TiO2 nanoparticles to reduce refrigerator ir-reversibility. Energy Convers Manag 59:122–132. https://doi.org/10.1016/j.enconman.2012.03.002
Patil H, Chavan D, Pise AT (2013a) Tribological properties of SiO2 nanoparticles added in SN-500 base oil. Int J Eng Res Technol (IJERT) 2(5):763–768
Rapoport L, Leshchinsky V, Lvovsky M, Nepomnyashchy O, Volovik Y, Tenne R (2002) Mechanism of friction of fullerenes. Ind Lubr Tribol 54(4):171–176. https://doi.org/10.1108/00368790210431727
Rasti M, Aghamiri S, Hatamipour M-S (2013) Energy efficiency enhancement of a domestic refrigerator using R436A and R600a as alternative refrigerants to R134a. Int J Therm Sci 74:86–94. https://doi.org/10.1016/j.ijthermalsci.2013.07.009
Rawat SS, Harsha AP, Deepak AP (2018) Tribological performance of paraffin grease with silica nanoparticles as an additive. Appl Nanosci 9(3):305–315. https://doi.org/10.1007/s13204-018-0911-9
Robertson J (2004) High dielectric constant oxides. The Eur Phys J Appl Phys 28(3):265–291. https://doi.org/10.1051/epjap:2004206
Sabareesh RK, Gobinath N, Sajith V, Das S, Sobhan CB (2012) Application of TiO2 nanoparticles as a lubricant-additive for vapor compression refrigeration systems -an experimental investigation. Int J Refrig 35:1989–1996. https://doi.org/10.1016/j.ijrefrig.2012.07.002
Sanukrishna SS, Prakash MJ (2018) Experimental studies on thermal and rheological behaviour of TiO2-PAG nanolubricant for refrigeration system. Int J Refrig 86:356–372. https://doi.org/10.1016/j.ijrefrig.2017.11.014
Sanukrishna SS, Vishnu S, Krishnakumar TS, Jose Prakash M (2018) Effect of oxide nanoparticles on the thermal, rheological and tribological behaviours of refrigerant compressor oil: an experimental investigation. Int J Refrig 90:32–45. https://doi.org/10.1016/j.ijrefrig.2018.04.006
Sanukrishna SS, Shafi M, Murukan M, Jose Prakash M (2019) Effect of SiO2 nanoparticles on the heat transfer characteristics of refrigerant and tribological behaviour of lubricant. Powder Technol 356:39–49. https://doi.org/10.1016/j.powtec.2019.07.083
Schultz R, Cole R (1979) 'Uncertainty analysis in boiling nucleation.' In: AICHE symposium series. pp 32–39
Sharif MZ, Azmi WH, Redhwan AAM, Mamat R (2016) Investigation of thermal conductivity and viscosity of Al2O3/PAG nanolubricant for application in automotive air conditioning system. Int J Refrig 70:93–102. https://doi.org/10.1016/j.ijrefrig.2016.06.025
Sharif MZ, Azmia WH, Mamata R, Shaifuld AIM (2018) Mechanism for improvement in refrigeration system performance by using nanorefrigerants and nanolubricants: a review. Int Commun Heat Mass Transf. https://doi.org/10.1016/j.icheatmasstransfer.2018.02.012
Sia SY, Bassyony EZ, Sarhan AAD (2014) Development of SiO2 nanolubrication system to be used in sliding bearings. Int J Adv Manuf Technol 71(5–8):1277–1284. https://doi.org/10.1007/s00170-013-5566-9
Sidik NAC, Mohammed HA, Alawi OA, Samion S (2014) A review on preparation methods and challenges of nanofluids. Int Commun Heat Mass Transf 54:115–125. https://doi.org/10.1016/j.icheatmasstransfer.2014.03.002
Singh A, Chauhan P, Mamatha TG (2020) A review on tribological performance of lubricants with nanoparticles additives. Mater Today: Proc 25:586–591. https://doi.org/10.1016/j.matpr.2019.07.245
Soliman AMA, Abdel Rahman AK, Ookawara S (2018) Enhancement of vapor compression cycle performance using nanofluids. J Therm Anal Calorim 135(2):1507–1520. https://doi.org/10.1007/s10973-018-7623-y
Tang Z, Li S (2014) A review of recent developments of friction modifiers for liquid lubricants (2007–present). Curr Opin Solid State Mater Sci 18(3):119–139. https://doi.org/10.1016/j.cossms.2014.02.002
Tkachenko T, Yevdokymenko V, Kamenskyh D, Sheludko Y, Povazhnyi V, Kashkovskyi V (2020) Physico-chemical properties of biogenic SiO2 nanoparticles obtained from agriculture residue. Appl Nanosci 10(12):4617–4623. https://doi.org/10.1007/s13204-020-01383-1
Wang JJ, Zheng RT, Gao JW, Chen G (2012) Heat conduction mechanisms in nanofluids and suspensions. Nano Today 7(2):124–136. https://doi.org/10.1016/j.nantod.2012.02.007
Wei X, Zhu H, Kong T, Wang L (2009) Synthesis and thermal conductivity of Cu2O nanofluids. Int J Heat Mass Transf 52(19–20):4371–4374. https://doi.org/10.1016/j.ijheatmasstransfer.2009.03.073
Wei B, Zou C, Li X (2017) Experimental investigation on stability and thermal conductivity of diathermic oil based TiO2 nanofluids. Int J Heat Mass Transf 104:537–543. https://doi.org/10.1016/j.ijheatmasstransfer.2016.08.078
Whitman B, Johnson B, Tomczyk J, Silberstein E (2012) Refrigeration and air conditioning technology. Cengage Learning
Wu S, Zhu D, Li X, Li H, Lei J (2009) Thermal energy storage behavior of Al2O3–H2O nanofluids. Thermochim Acta 483(1–2):73–77. https://doi.org/10.1016/j.tca.2008.11.006
Xu T, Zhao J, Xu K (1996) The ball-bearing effect of diamond nanoparticles as an oil additive. J Phys D Appl Phys 29:2932–2937. https://doi.org/10.1088/0022-3727/29/11/029
Yang L, Ji W, Mao M, Huang J-N (2020) An updated review on the properties, fabrication and application of hybrid-nanofluids along with their environmental effects. J Clean Prod. https://doi.org/10.1016/j.jclepro.2020.120408
Yıldız G, Ağbulut Ü, Gürel AE (2021) A review of stability, thermophysical properties and impact of using nanofluids on the performance of refrigeration systems. Int J Refrig 129:342–364. https://doi.org/10.1016/j.ijrefrig.2021.05.016
Yilmaz AC (2020) Performance evaluation of a refrigeration system using nanolubricant. Appl Nanosci 10(5):1667–1678. https://doi.org/10.1007/s13204-020-01258-5
Zawawi NNM, Azmi WH, Redhwan AAM, Sharif MZ, Sharma KV (2017) Thermo-physical properties of Al2O3-SiO2/PAG composite nanolubricant for refrigeration system. Int J Refrig 80:1–10. https://doi.org/10.1016/j.ijrefrig.2017.04.024
Funding
The authors have no relevant financial or non-financial interests to disclose.
Author information
Authors and Affiliations
Contributions
All the authors have contributed equally to this research work.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kumar, N., Kumar, P. & Goyal, K. Environmental protection and performance enhancement of hydrocarbon compressor based vapour compression refrigeration system using dry powder SiO2 nanoparticles: an experimental analysis. Appl Nanosci (2024). https://doi.org/10.1007/s13204-024-03066-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13204-024-03066-7