
Abstract
The aim of this work was to study the feasibility of using orange tree pruning to obtain lignocellulose nanofibers (LCNFs) and their application in paperboard recycling process. The orange tree pruning was treated with an environmentally friendly process (13% NaOH on dry matter, at liquid/solid ratio of 8, 170 °C and 40 min). The cellulosic pulp obtained was used for the isolation of LCNFs by means of two different pretreatments, 2,2,6,6-tetramethylpiperidine-1-oxyl (TEMPO)-mediated (TO-LCNFs) and mechanical refining (Mec-LCNFs), followed by high-pressure homogenization treatment. The reinforcement effect produced by the LCNF addition on paperboard recycled fiber was compared with other conventional industrial techniques such as chemical addition and mechanical beating. It was shown that TEMPO-mediated oxidation produces a greater delamination in fiber during its nanofibrillation, obtaining smaller width nanofibers with greater specific surface. The LCNF addition, especially TO-LCNFs, presents reinforcement effects comparable to those achieved by mechanical beating for the different mechanical properties, with the advantage of not modifying the fiber physically and increasing the numbers of recycling cycles. The economic analysis of both treatments shows that despite the Mec-LCNF cost is slightly higher, it is presented as an alternative to mechanical beating for use in paperboard recycling process.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The world’s population is constantly growing, and the global food production has to accompany that growth to ensure food supplies. One of the consequences of the increasing production of agri-food products is the large amount of the generated wastes in these processes, which will be increased in the coming years. Therefore, the circular economy, as a way to achieve a sustainable development, should be crucial for the agri-food sector (Hetemäki et al. 2017), through the valorization of these residues. Most of them are derived from vegetable biomass, known as lignocellulosic materials due to their chemical composition. These lignocellulosic residues have been extensively studied for their valorization in order to be applied for various purposes, such as the production of thermoplastic and thermosetting materials (Sarasini and Fiore 2018), biomedical and pharmaceutical applications (Domínguez-Robles et al. 2020), electrically conductive and mechanically resistant carbon structures (Shao et al. 2018), xylanases production (Simair et al. 2018) and lithium batteries (Domínguez-Robles et al. 2017).
The papermaking industry is based on the obtaining and use of the cellulose fraction of lignocellulosic materials, especially wood species, for the production of paper and cardboard. In recent years, the growing adoption of recycling policies in this sector has led to an increase in the use of recycled secondary fibers in the cardboard production. Recycled products have poorer mechanical properties than the starting fibers due to the effect of hornification phenomenon. The drying cycles during the recycling process makes the fibers less conformable, and likewise, the inter-fiber bonds become weaker and present fewer linkages. In addition, there is a reduction in the water retention capacity and an increase in the fiber rigidity producing a significant loss in the final product properties (Jayme 1994; Weise 1998). This loss means that the recycled fibers are not optimal for direct re-use, requiring treatment to correct the loss in the mechanical properties. Several treatments can be used for this purpose, differentiating between the classical treatments applied in industry, such as mechanical beating, addition of virgin fiber or chemicals; or innovative treatments such as enzymatic beating or addition of cellulose nanofibers (Delgado-Aguilar et al. 2015a).
Cellulose nanofibers (CNFs) present unique properties due to their nanometric size, length of several microns, high specific surface area, abundance, low density, biodegradability and high mechanical properties (Dufresne 2013). These CNF properties provide a great potential to be used in several fields including energy production (Du et al. 2017), cosmetics (Ludwicka et al. 2016), environmental remediation (Mahfoudhi and Boufi 2017), biomedical (Moohan et al. 2020) or electronics (Tayeb and Tayeb 2019), among others. CNFs are obtained by delamination of the hierarchical structure of cellulose fibers by strong mechanical treatments that is usually preceded by a chemical, enzymatical or mechanical pretreatment to facilitate the nanofibrillation process and reduce the high energy consumption of the treatments (Saito et al. 2007; Pääkkö et al. 2007; Espinosa et al. 2016).
Several authors have already investigated the use of CNFs as reinforcing agent in papermaking process, improving the final paper properties (Brodin et al. 2014; Delgado-Aguilar et al. 2015a; Espinosa et al. 2016). The mechanical properties showed by paper and cardboard products depend mainly on the number of fiber-fiber links during the drying of the fibrillar network that forms it. During the drying process, the fibers come closer together due to the effect of Laplace pressure arising from the curvature of the liquid bridge meniscus at the fiber boundary. The reinforcing effect produced by the addition of CNFs on the fibrous matrix of paper or cardboard can be explained by two possible mechanism: (1) generating a embedded network between the macrosize fiber that contributes to increasing the load capacity of paper, and (2) acting as a adhesion promoter by bridging adjacent fibers and favoring the fiber-fiber bonding and increasing the bonded area. This approximation between adjacent fibers by the action of CNFs will allow an increase in the number of hydrogen bonds that requires a distance of 0.35 nm to be developed (Boufi et al. 2016). The CNF-fiber interaction not only produces an improvement in the mechanical properties of the obtained paper sheets, it also results in a decrease of its thickness. This is due to the free movement of CNFs in the fibers suspension, which reduces the radius of the meniscus that appears during the drainage process in the cardboard manufacturing, increasing the difference of pressure between the aqueous phase and the adjacent fiber, coming fibers closer and producing their compaction (Espinosa et al. 2016). This fact can also explain the increase and reduction in the density and porosity of the products, respectively.
Most of the CNF studies have been based on the use of wood raw materials (Wang et al. 2017; Rambabu et al. 2016); however, the use of alternative raw materials such as agricultural residues for the production of CNFs has recently aroused a great interest in this field (Tarrés et al. 2017a; Espinosa et al. 2017a; Fillat et al. 2018; Jonoobi et al. 2015). The orange is a food product that is extensively produced and consumed worldwide. The world production of orange in 2018 was slightly over 75 million tons, being Spain one of the main producers, together with Brazil, United States, China, India and Mexico (FAO 2018). In Spain, orange production is mainly focused on the Guadalquivir Valley and in the Mediterranean region, with more than 3 million tons in 2018 (FAO 2018). Since orange trees must be pruned annually, large quantities of lignocellulosic residues are produced, and are generally used for unproductive purposes such as obtaining pellets and agricultural amendments if they are not burned directly on site. Assuming each tree produces around 1 kg of lignocellulosic residues per 0.8 kg of fruit (González et al. 2013), a large amount of waste is generated each year, which must be appropriately treated to facilitate a sustainable development. The valorization of lignocellulosic residues, and therefore of orange tree pruning, responds to the fulfilment of the 12 principles of Green Chemistry (Anastas and Warner 1998) and, especially, with principle 7, Use of renewable raw materials. Furthermore, this valorization must be produced through sustainable treatment in compliance with principle 5, Use of safer solvents and auxiliaries, and 6, Energy efficiency.
The pulping process used in this work (soda treatment) for the valorization of agricultural residues, such as orange tree pruning, complies with the previous principles since it uses mild operation conditions, small amounts of chemicals and energy and an environmentally friendly reagent (13% NaOH, on dry matter, at liquid/solid ratio of 8, 170 °C and 40 min). Moreover, soda treatments have several important advantages in comparison with others pulping processes, such as: (1) it can be applied on a small scale and therefore with modest investments, (2) it can be used with various types of raw materials and is therefore not subjected to no seasonal constraints, (3) it provides good yields, and (4) the pulping reagent can be easily recovered for reuse (Rodríguez et al. 2010; Domínguez-Robles et al. 2016; Espinosa et al. 2017b).
The European Union has stressed the need to boost development in rural areas by favoring employment and raising living standards. This goal can be fulfilled by increasing the competitiveness of agriculture, managing natural resources and climate related actions in a sustainable manner, and facilitating a balanced development of the rural world (EU 2018). The raw material and process used in this study allow the latter to be implemented by small and medium enterprises in rural areas to fulfil the previous objectives. The aim of this work is to study the suitability of orange tree pruning for the production of lignocellulose nanofibers (LCNFs) and their application as reinforcement agent in the paperboard recycling process. Cellulose pulp was obtained from orange tree pruning using a soda pulping process. Then, this pulp was used to obtain LCNFs by two different pretreatments, mechanical refining and TEMPO-mediated oxidation, followed by high-pressure homogenization treatment. The different LCNFs obtained were then applied as reinforcement agent on recycled paperboard fibers in order to compare the effectiveness of this technology in with other technologies, such as mechanical beating and the addition of chemicals, which are both currently applied in the industry.
Materials and methods
Materials
The orange (Citrus sinensis) tree prunings were supplied by the Agricultural and Fishing Research and Training Institute (IFAPA) from Palma del Río (Andalusia, Spain). Leaves were detached from branches, and the latter were grinder to reduce the size of the chips and storage in plastic bags at room temperature until further use. The paperboard recycled fiber suspension was kindly supplied by Smurfit Kappa Container S.L. (Mengibar, Jaén, Spain). The suspension consisted of cellulose fibers from recycled paper and carboard not subjected to any additional treatment, such as mechanical refining, addition of chemicals or use of virgin fiber, which facilitated the accurate assessment of the different treatments.
Cellulose pulp production
Cellulose pulp was obtained by subjecting the raw material to a soda pulping process in a 15 L rotatory reactor heated through an outer. The reaction conditions used in this work, 13% NaOH on dry matter, a liquid/solid ratio of 8, a temperature of 170 °C and time treatment of 40 min were established based in previous works (González et al. 2011, 2013). The cellulose pulp was not subjected to any bleaching process with the aim of reduce the number of required steps, cost, and to retain lignin and hemicellulose to favor the nanofibrillation process (Ferrer et al. 2012; Espinosa et al. 2016, 2017b).
The yield of the pulping process was calculated according to Eq. (1):
where W1 indicates the dry weight of the produced cellulosic pulp and W0 indicates the dry weight of the raw material before the pulping process.
The chemical composition of the raw material before the pulping process and the cellulose pulp obtained were determined using following analytical procedures: moisture (Tappi T-11m-59), α-celluose (Tappi T-9m54), holocellulose (Tappi T-222), lignin (Tappi T-203os61), extractives (Tappi T-204), ash (Tappi T-211) and Kappa Number (T-236cm85).
Mechanical lignocellulose nanofibers (Mec-LCNF) production
The cellulose pulp was subjected to a mechanical pretreatment prior to the high-pressure homogenization treatment. The mechanical pretreatment consisted of refining the cellulose pulp in a PFI mill until reach a Schopper-Riegler degree (ºSR) value of 90 according to ISO 5264-2:2002. Subsequently, a 1.5 wt% pretreated fiber suspension was passed through a GEA Niro Panda Plus 2000 high-pressure homogenizer 4 times at 300 bar, 3 times at 600 bar and 3 times at 900 bar. This sequence was established in previous works (Espinosa et al. 2016, 2017b). Using a low starting pressure avoided clogging and using moderate pressure at the end resulted in energy savings compared to other methods operating at higher pressure levels.
TEMPO-oxidized lignocellulose nanofibers (TO-LCNF) production
TEMPO-mediated oxidation was also used as pretreatment for the production of lignocellulose nanofibers following the procedures and proportions used by Besbes et al. (2011). The reaction was carried out at pH 10 and started with the addition of a specific amount of NaClO solution in order to obtain an oxidative power of 5 mmols of NaClO per g of fiber. Once the addition of NaClO was over, a 0.5 M NaOH solution was added to maintained pH at 10. The TEMPO-mediated oxidation pretreatment finished when the pH remained stable. Then, a 1.5 wt% TEMPO-oxidized fiber suspension was subjected to same high-pressure homogenization process as for Mec-LCNFs.
LCNF characterization
Nanofibrillation yield
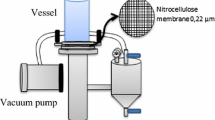
The nanofibrillation yield was determined by centrifuging the LCNF suspension to separate the fibrillated and non-fibrillated fractions following the methodology described by Besbes et al. (2011). For this purpose, a 0.1 wt% LCNF suspension was centrifuged at 10,000 rpm for 12 min, which caused non-fibrillated material to remain in the supernatant, and fully or partially fibrillated material to settle in the bottom of the vessel. The sediment was dried to constant weight at 100 °C and the resulting nanofibrillation yield was calculated from the Eq. (2):
where %Sc represents the solid content of the LCNF suspension.
Carboxyl content
The carboxyl content (CC) of the different LCNFs was determined using conductometric titration (Besbes et al. 2011). In a typical experiment, 15 mg of dried weight LCNF samples were suspended into 15 mL of 0.01 M HCl solution and stirred for 30 min, the suspension was then titrated with 0.01 M NaOH. The CC is determined using the Eq. (3):
where V1 and V2 are two volumes that showed three characteristics regions; the first regions to the excess of HCl, the second corresponds to the volume of NaOH required to neutralize the weak acidic (carboxylic) groups, and the third region corresponds to the NaOH excess; c is the concentration of the NaOH and w is the oven-dry weight of cellulose (g). The results indicate the average mmols of carboxylic groups per gram of LCNFs.
Cationic demand
The cationic demand (CD) was determined by means of a Mütek PCD 05 particle charge detector following the methodology described by Espinosa et al (2016). First of all, 0.04 g dried weight of LCNFs were diluted in 1 L of distilled water and dispersed for 10 min at 3000 rpm in a pulp disintegrator. Then, 10 mL of this suspension were mixed with 25 mL of a 0.01 N solution of polydiallydimethylammonium chloride (polyDADMAC) for 5 min under mechanical stirring. The LCNF-polyDADMAC suspension was then centrifuged for 90 min at 4000 rpm in order to separate LCNFs that have interacted with the cationic polymer, polyDADMAC, and precipitate, from the remaining non-interacting cationic polymer present in the supernatant. Finally, 10 mL of the supernatant were taken and titrated with a 0.01 N solution of polyethylene sulfonate sodium salt (Pes-Na) as anionic polymer. The CD was calculated through the Eq. (4):
where CPoly-D is the cationic polymer concentration (meq/L), CPes-Na is the anionic polymer concentration (meq/L), VPoly-D is the used volume of cationic polymer (L), VPes-Na is the used volume of anionic polymer (L) and finally the sample’s dry weight is represented by w (g).
Specific surface and width
The specific surface area and width of the LCNFs could be determined by a theoretical estimation using the values obtained for cationic demand and carboxyl content (Espinosa et al. 2016). To relate both parameters with the LCNF specific surface area (σLCNF) it is assumed that the LCNF surface interacts with polyDADMAC through two mechanisms, (1) ionic interaction between the carboxyl groups and the cationic polymers, and (2) interactions due to London Van der Waals force, and that both mechanisms occur at the same time and forming a single layer. Based on the specific surface of a polyDADMAC (σDADMAC = 4.87 × 1023 nm2/μeq), it is possible to calculate the LCNF specific surface area from the neat CD using the Eq. (5):
where σLCNF is the specific surface area of 1 g of LCNFs, CD is the cationic demand in μeq g/g, CC is the carboxyl content in μeq g/g and σDADMAC corresponds to the specific surface area of polyDADMAC molecule in nm2/μeq. Once the σLCNF is calculated by Eq. (5), the width is calculated considering the cylindrical geometry of the LCNFs by the Eq. (6):
where dLCNF is the width of the LCNFs and σLCNF is the specific surface area in m2/g.
Degree of polymerization
The degree of polymerization (DP) of cellulose pulp and LCNFs were determined from intrinsic viscosity measurements, according to UNE 57-039-92. The intrinsic viscosity values were related with the DP following the Eqs. (7) and (8) described by Marx-Figini (1987):
where DP is the degree of polymerization and μs the intrinsic viscosity.
Fourier transform infrared spectroscopy (FTIR)
The Fourier Transform Infrared (FTIR) spectra of the different samples were recorded using a Spectrum Two™ instrument (Perkin Elmer, Waltham, MA, USA) by the attenuated total reflectance (ATR) technique. The spectra were recorded from 4000 cm−1 to 450 cm−1 with a resolution of 4 cm−1 collecting a total of 20 scans. LCNF film samples were prepared by heat-drying of LCNF suspension. The spectra were analyzed to study the changes in the chemical structure of the LCNFs produced by different pretreatments.
Crystallinity
X-ray diffraction (XRD) patterns were recorded using a Bruker D8 Discover with a monochromatic source CuKα1. The XRD patterns were obtained over an angular range of 5°–50° at a scan speed of 1.56°/min. The Crystallinity Index (CI) was calculated from the intensity of the peak corresponding at (200) plane of cellulose crystalline (I200, 2θ = 20°) and the intensity minimum (Iam) between the peaks associated to (200) and (110) planes using the Eq. (9) described by Segal et al. (1959):
Paper sheet production and characterization
The main objective of this work was to evaluate the use of the obtained LCNFs to improve the properties of recycled paperboard compensating the hornification effect produced during the recycling process, in comparison with conventional treatments, such as mechanical beating and chemical addition. Regarding mechanical beating, the paperboard recycled fiber was refined in a PFI beater for 1000, 2000 and 3000 rev. For chemical addition, cationic starch (VECTOR SC 20157) was used as reinforcement reagent. The cationic starch was added in the following proportions of 8, 10 and 12 wt% on fiber dry weight. Moreover, the different LCNFs were added in the following proportions of 1.5, 3 and 4.5 wt% on fiber dry weight. For this purpose, a 1.5 wt% LCNF suspension was dispersed with the paperboard recycled fiber in a pulp disintegrator for 60 min at 3000 rpm. To ensure the interaction LCNFs-fibers and to avoid losses of the nanometric size materials during the paper sheet formation process, cationic starch and colloidal silica were added (proportions of 0.5 and 0.8 wt% respectively on fiber dry weight) and the suspension was gentle stirred for 20 min (Delgado-Aguilar et al. 2015a).
A batch of 10 paper sheets was produced and characterized for each proportion of the abovementioned treatments, including the paperboard recycled fiber suspension which was used as the reference. All paper sheets were obtained on an ENJO-F-39.71 former according to Tappi T205ps-95 with a basis weight of 60 g/m2. The paper sheets were conditioned in a weather chamber at 25 °C at 50% relative humidity for 48 h prior to their mechanical testing. Once conditioned, these paper sheets were characterized following the TAPPI standard (Breaking length and Tensile index T-494-om96, Strain fracture T-494, Burst index T-403-om97, and Tear index T-414-om98), using an Instron universal testing machine provided with 1 kN load cell.
Results and discussion
Chemical composition
The study of the chemical composition of lignocellulosic materials is important to evaluate their behaviour in the different valorization processes and the characteristics of the obtained products. The chemical composition of the orange tree pruning biomass and its cellulosic pulp, as well as the chemical composition of other agricultural residues, non-wood and wood biomass described in literature are shown in Table 1.
The orange tree pruning used in this work as raw material presented a lignin content (19.95%) similar to other agricultural residues that ranged from 16.3 to 25.3% except the tomato plant that presented a significantly lower content (8.0%). Among the non-wood biomass samples, the banana pseudo-stem presented a lower content than the others raw materials that ranged from 19.8 to 29.8%. Moreover, wood biomass samples presented similar lignin contents that ranged from 19.9 to 26.2%. Regarding to the hemicellulose content, it was observed that the orange tree pruning presented similar values than the rest of agricultural residues (20.3–30.7%), except for tomato plant and oat straw that presented a significantly lower and higher value, respectively. Among non-wood biomass samples, only Leucaena leucocephala presented a significant higher value compared to the rest (21.8–27.8%). Eucalyptus globulus as wood biomass presented a hemicellulose value (27.7) similar to the orange tree pruning, however Pinus pinaster presented a much lower value (13.7%). In accordance with the α-cellulose content, the orange tree pruning had one of the highest values of all the raw materials presented in the Table 1, except for banana leaves, Pinus pinaster and Eucalyptus globulus.
Previous studies have shown that the presence of hemicellulose and lignin have a direct effect on the effectiveness of the different pretreatment used in CNF production and in their properties. For CNFs obtained by TEMPO-mediated oxidation, the presence of lignin and hemicellulose in pulp produces an excess of NaClO and NaOH consumption during the pretreatment (Chen et al. 2019). For instance, Meng et al. (2014) concluded that the removal of xylans promoted TEMPO-mediated oxidation by improving the chemical accessibility to the inner surfaces of the fibers obtaining higher carboxyl content values after the pretreatment. In addition, as the xylan content decreased the CNF suspension presented a higher light transmittance. Moreover, Pääkkönen et al. (2016) showed that the partial or total removal of xylans from birch kraft pulp produced nanocellulose with a faster immobilization capacity and an improved elasticity at high solids content. Regarding the lignin content, Espinosa et al. (2017b) observed that for cellulosic pulps with similar hemicellulose content, a higher lignin content produced an increase in the amount of NaClO needed to reach the maximum carboxyl content on fiber. The effect of lignin and hemicellulose on the isolation of CNFs by mechanical pretreatment has also been widely studied. Iwamoto et al. (2008) reported that microfibrils coalescence is inhibited by the presence of hemicellulose facilitating the nanofibrillation using grinding treatment. Moreover, Chaker et al. (2013) studied the important role of hemicellulose in the CNF isolation. In this work, authors showed that eucalyptus bleached pulp with hemicellulose contents of 18% and 25% presented a nanofibrillation values of the twice as much as pulp with hemicellulose content of 12%. It was then concluded that high hemicellulose contents affect the extent of microfibrillar aggregation through hydrogen bonding. In addition, Arola et al. (2013) reported that xylans content plays a key role in the fibril stability in aqueous suspension, preventing the microfibrils aggregation during mechanical treatment. With regard to lignin, it has been reported that a high lignin content (> 20%) in fiber reduces the effectiveness of the fiber nanofibrillation (Nair and Yan 2015; Rojo et al. 2015). However, a residual lignin content in fiber could act as an antioxidant agent, preventing the re-bonding of the prior broken covalent bonds (Solala et al. 2020). This result in that for the same energy consumption, the residual presence of lignin allows a greater nanofibrillation of the fibers (Ferrer et al. 2012; Lahtinen et al. 2014; Rojo et al. 2015). However, no observation in the energy consumption was observed related with the lignin content for the same nanofibrillation process (Espinosa et al. 2020). Therefore, the use of unbleached pulps may have certain advantages when producing LCNFs by mechanical pretreatment due to the residual lignin content. Also, the bleaching process may lead to an addition removal of hemicelluloses in fiber (Solala et al. 2020; Espinosa et al. 2019, 2020).
The conditions of the process used in this work were selected with the aim of obtaining cellulose pulps with a residual lignin content while maintaining a large part of the hemicelluloses present in the fiber (González et al. 2011, 2013). Table 1 shows the effect of the pulping process between the chemical composition of the orange tree pruning and the obtained pulp. It can be seen how the non-structural components (ash and extractables) drop slightly after the pulping process. In addition, there was an important decrease (69%) in its lignin content, from 19.95 to 6.15%, however, the decrease in hemicellulose content (36%) was less pronounced than the lignin decrease (from 25.36 to 16.4%). On the other hand, the cellulosic fraction was increased from 48.04% to 77.70%. The pulp also showed a Kappa number of 50.7 and a Degree of polymerization (DP) of 2163. Finally, the pulping process showed a yield of 43.6%, which is within the typical range of semichemical non-wood pulp (Rodríguez et al. 2010; Jiménez et al. 2004; Vargas et al. 2012).
Isolation and characterization of LCNFs
The unbleached pulp obtained from orange tree pruning was used to produce LCNFs by two independent pretreatments: TEMPO-mediated oxidation (TO-LCNFs) and mechanical refining (Mec-LCNFs). The obtained LCNFs were characterized in terms of nanofibrillation yield (η), cationic demand (CD), carboxyl content (CC) and morphology (Table 2).
After the ANOVA statistical analysis, it is determined that for all the parameters significant differences (p < 0.05) were observed between the different pretreatments. It is observed that the nanofibrillation yield (η) is much higher in TO-LCNFs, reaching a value of 56.69%, compared to 21.34% shown by Mec-LCNFs. It is due to the greater efficiency in the fiber delamination due to the electrostatic repulsion produced by the conversion of cellulose C6 primary alcohol into carboxyl groups during the TEMPO-mediated oxidation, compared to the mechanical delamination produced during the mechanical refining. The nanofibrillation yield of the TO-LCNFs obtained was similar or higher to other TO-LCNFs described in the literature. For instance, Espinosa et al. (2017b) reported the production of LCNFs by TEMPO-mediated oxidation from rapidly growing vegetables. In this work authors showed that the maximum values obtained were for 15 mmols of NaClO per g of fiber, reaching nanofibrillation yields in the range 34–47%. The effect of the pulping process on the isolation of TO-LCNFs from wheat straw was also studied by Sánchez et al. (2016). Cellulosic pulps obtained from organosolv and kraft processes showed a lower nanofibrillation yield than the obtained in this work (20–26%). However, the orange tree pruning TO-LCNFs presented a lower value (56.69%) compared to the TO-LCNFs isolated from cereal straw pulps obtained by soda pulping process (84–98%) (Espinosa et al. 2017a). Moreover, this value (56.69%) is lower than those obtained for TO-CNFs from bleached wood pulps that reached values close to 100% (Delgado-Aguilar et al. 2015a). This fact highlights the importance of the chemical composition (especially the lignin content) in the effectiveness of the pretreatment. Regarding the mechanical pretreatment, the value of the nanofibrillation yield obtained in this work is similar to those yields of Mec-LCNFs reported in literature, such as those obtained from banana leaves (15.8%), triticale (19.5–21.3%), barley (13.72%), corn (25.8%), oat (30.07%), Leucaena leucocephala (23.90%) and Chamaecitysus proliferus (13.70%) (Espinosa et al. 2017a, b; Tarrés et al. 2017a, b). However, Mec-LCNFs produced from wheat straw presents a significantly higher value (55.6%) (Espinosa et al. 2017a). Analyzing the chemical composition of wheat straw pulp, it was observed that it presented a lignin content (8–9%) close to that presented by the orange tree pruning pulp, however, the hemicellulose content in fiber was around 25%. This higher hemicellulose content prevented the coalescence of the cellulose microfibers during their nanofibrillation resulting in higher nanofibrillation yields. On the other hand, the production of Mec-CNFs from bleached wood pulp with hemicellulose content of 19.4% and lignin content of 0.4%, presented identical nanofibrillation yields (21%) to those obtained in this work (Delgado-Aguilar et al. 2015a).
CD determines the interaction capacity of the anionic surface of the LCNFs with the surrounding area. Therefore, this parameter is directly related to the specific surface of LCNFs (σLCNF), since the greater specific surface, the greater surface exposed for interaction and greater cationic demand. It was observed that the TO-LCNFs presented a significant higher CD than that shown by the Mec-LCNFs. This is due, on the one hand, to the greater specific surface area they presented, as well as to a greater surface load induced by the introduction of carboxyl groups during the pretreatment. The CC of the TO-LCNFs showed a considerable increase compared to the CC of Mec-LCNFs, where no chemical modification was produced. Moreover, the CC for the TO-LCNFs obtained in this work (134.40 μeq g/g) was similar to those obtained by TO-LCNFs from corn and barley straw (99.71 and 163.3 μeq g/g, respectively). However, the CC was lower than in TO-LCNFs produced from wheat (367.0 μeq g/g) and oat (221.68 μeq g/g) straws (Espinosa et al. 2017a). TO-LCNFs isolated from rapidly growing vegetables also showed a higher CC, reaching values of 300 μeq g/g for oxidation of 5 mmols per g of cellulose up to 500 μeq g/g for oxidation of 15 mmols (Espinosa et al. 2017b). In addition, TO-CNFs from bleached wood pulp showed CC values higher than the TO-LCNFs reported in literature with values from 800 to 1526 μeq g/g depending on the oxidative power of the pretreatment (Isogai et al. 2011; Delgado-Aguilar et al. 2015a). This fact shows the influence of the chemical composition, especially lignin content, on the effectiveness of TEMPO-mediated oxidation.
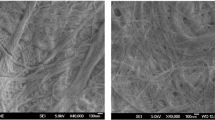
Regarding morphology, it is observed that TEMPO-mediated oxidation results in the isolation of TO-LCNFs with smaller width (20 nm) than Mec-LCNFs (25 nm). These values present a similar range to other LCNFs obtained in literature that present values between 10 and 90 nm (Espinosa et al. 2017a, b; Tarrés et al. 2017a, b). On the other hand, CNFs obtained from bleached wood pulp present values of 15 and 33 nm for TO-CNFs and Mec-CNFs, respectively (Delgado-Aguilar et al. 2015a, b). The smaller width of the TO-LCNFs results in a larger specific surface area of the nanofibers. This is an important parameter when studying their application as reinforcement agent in papermaking slurries, since a larger specific surface allows a greater interaction with the adjacent fibers that form the fiber matrix, producing a greater reinforcement effect (Boufi et al. 2016). In addition, the effect of the different pretreatments on the DP of the fiber was analyzed. The DP indicates the number of monomers of glucose that forms the cellulose chains joined by β-1,4 linkages. Therefore, this parameter is related to the length of the fibers, since the greater the number of monomers forming the cellulose chain, the greater the length of the fiber (Shinoda et al. 2012). With respect to the effect of the different pretreatments on the DP of the original fiber (2163), there is a significant decrease for both LCNFs (TO-LCNFs and Mec-LCNFs). TO-LCNFs shows a decrease of 63% with regard to the original DP value. This shortening is caused by the β-elimination and depolymerization of cellulose amorphous regions into gluconic acid or small fragments derived from cellulose degradation on the one hand, and from the high shear forces produced during the high-pressure homogenization on the other. With respect to Mec-LCNFs, a decrease in the DP of 55% is observed. In this case, the shortening is produced by the high shear forces reached during the different mechanical processes. The decrease in this parameter is not particularly relevant in their application as reinforcement in papermaking slurries, since the capacity of interaction with the adjacent fiber is given by the specific surface of the nanofibers, and not by their length. However, it is of special interest in the use of CNFs as reinforcement in polymeric matrices, where the aspect ratio (length/width relation) is a key parameter.
The chemical structure of the different LCNFs were also analyzed by ATR-FTIR spectroscopy. Figure 1a shows the TO-LCNFs and Mec-LCNFs spectra over the range 4000–450 cm−1. Both samples show the typical spectrum of lignocellulosic materials. The broad peak at 3333 cm−1 is associated with the O-H stretching vibration and the peak at 2910 cm−1 corresponds to the C-H stretching vibration (Dai et al. 2018). The peak at 1610 cm−1 is associated to the asymmetric stretching of the carboxyl groups. It is observed that this peak is narrower and more intense for TO-LCNFs due to the conversion of the C6 primary alcohols of cellulose into carboxyl groups during the TEMPO-mediated oxidation (Jiang and Hsieh 2013). The peak at 1510 cm−1 corresponds to the C = C groups of the aromatic rings of lignin structure (Ibrahim et al. 2013). It can be observed that, although the NaClO used in the catalytic reaction of TEMPO-mediated oxidation is a bleaching agent that can produce the removal of lignin in the fiber, variation in the intensity of this was not observed. Therefore, it can be assumed that, although not very effective as in bleached fiber, the reaction produced by NaClO is selective with respect to TEMPO-oxidation and is not consumed in the bleaching of the fiber. The peak at 1310 cm−1 is associated with the C–H2 wagging vibration of the carboxyl rings of carbohydrates. The peaks at 1161 cm−1, 1025 cm−1 and 891 cm−1 corresponds to the C–O–C, C–C–O and C–C–H stretching vibrations (Sun et al. 2015).

FTIR spectra (a) and X-ray diffraction patterns (b) of the LCNFs
The crystallinity of the lignocellulose nanofibers has been analyzed by X-ray diffractometry (Fig. 1b). Both samples exhibited crystalline peaks at 2θ = 14.7°, 16.1° and 22.5°, corresponding to the superimposition of the crystalline planes (1-–0)/(110), and the plane (200), typical of the crystalline structure of cellulose Iβ (French 2014). The values of the Crystalline Index (CI), calculated from the intensity of the crystalline plane (200) and the intensity of the amorphous region, are 57.89% and 39.57% for TO-LCNFs and Mec-LCNFs, respectively. As expected, the different pretreatments have an unequal effect on the crystallinity. The amorphous regions of cellulose are degraded to a greater extent by TEMPO-mediated oxidation than by mechanical one. Assuming that the high-pressure homogenization process has the same effect on crystallinity for both pretreatments, the lower CI value of TO-LCNFs could be explained by the presence of sodium glucuronosyl, which influences the conversion of some crystalline regions of cellulose to disordered structures during the oxidation reaction (Puangsin et al. 2013). Although the crystallinity of the fibers has an effect on the mechanical properties of the paper sheets, no relationship has been reported on the CNF crystallinity and their reinforcing effect in papermaking slurries.
Addition of LCNFs as a reinforcing agent on recycled paperboard
The need to improve the mechanical properties of recycled products is motivated by the effect of the hornification phenomenon produced by drying during the recycling cycles. The suitability of the addition of LCNFs obtained from orange tree pruning in this reinforcement has been studied in comparison with the effect produced by conventional treatments, such as the addition of chemicals and mechanical beating. The evolution of the mechanical properties (Breaking length, Young’s modulus, Tear index and Burst index) after the application of the different treatments is shown in Fig. 2. In addition, the significance of the increase produced has been studied, by means of ANOVA statistical analysis, for an adequate comparison of the effectiveness of the different treatments (Table S1).

Mechanical properties evolution after different treatments
Generally, it is observed that the application of different treatments results in an improvement of the mechanical properties of the recycled paperboard. For instance, Breaking length increased after the application of the different treatments, observing significant differences between each other (p < 0.05). However, no significant differences were observed between the different intensities used for each treatment (p > 0.05). The maximum increase with respect to the reference value shown by untreated paperboard was 81.5% for the mechanical beating (3000 rpm), 52.3% for the addition of Mec-LCNFs (1.5%), 73% for the addition of TO-LCNFs (1.5%) and 22.4% for the addition of cationic starch (8%). Recycled cellulosic pulps have a lower capacity to be reinforced compared to virgin cellulose pulps which can reach an increase of 100% after the CNF addition. It is due to the fact that the recycled pulps present a high external fibrillation and high fines content that reduce the LCNF-fiber interaction, minimizing the reinforcing effect. Despite this, the reinforcing effect shown by the addition of LCNFs from orange tree pruning is similar or even higher than those reported previously in literature, which ranges in 40–60% (Delgado-Aguilar et al. 2015b; Tarrés et al. 2017a; Espinosa et al. 2018). Regarding to the evolution of Young’s modulus, it is observed that the addition of cationic starch does not produce a significant increase respect to untreated paperboard. For Mec-LCNF addition, only the addition of 1.5% leads to a significant increase (49.5%) in the Young’s modulus. Moreover, mechanical beating and the addition of TO-LCNFs also result in a significant increase in the Young’s modulus, reaching their maximum values in the most severe conditions (3000 rev and 4.5% of TO-LCNFs). The reinforcement effect was 70% and 95.6% for mechanical beating and TO-LCNF addition, respectively. For Tear index no significant differences are observed between the reinforcement produced by the mechanical beating treatment and the addition of both Mec-LCNFs and TO-LCNFs, reaching a range reinforcement of 28–35%. On the other hand, the addition of cationic starch produces significantly less efficacy than the other treatments, reaching a maximum reinforcement of 21%. Regarding the burst index, it is observed that the addition of Mec-LCNFs and cationic starch result in a significant reinforcement compared to the reference values, however, no significant differences are shown when increasing the amount of Mec-LCNFs and cationic starch added during treatment, reaching a reinforcement of 44.9% and 21.5%, respectively. Additionally, mechanical beating treatment and the addition of TO-LCNFs also show significant differences when reaching the maximum degree of the treatments (3000 rev and 4.5% LCNFs) achieving a significantly greater reinforcement than the rest of treatments, 80.4% and 63.6% respectively.
The evolution of fracture strain, also known as elongation at break, is shown in Fig. 3. It is observed that all the treatments produce a significant increase in the fracture strain values compared to the untreated paperboard. However, no significant differences are observed between the different treatments.

Fracture strain evolution after different treatments
The mechanical properties of paper products depend mainly on the amount of bonding between the fibers resulted during formation and drying processes. The effect produced during the drying process, known as Laplace pressure, causes the fibers to come closer together. This approach results in the interaction of the fibers by hydrogen bonds, increasing the cohesion between the fibers in contact. The strength of the fiber, the specific bonded area, the formation process, and the distribution of residual stresses are the factors that affect the strength of the final paper products. Any treatment that affects and improves one of these factors will result in an increase in the mechanical properties (Boufi et al. 2016).
The reinforcing effect produced by mechanical beating is produced by the action of mechanical forces on the morphology and arrangement of the fiber. These changes can be summarized as changes in fibrillation (external and internal), formation of fines and shortening and straightening of the fibers (Gharehkhani et al. 2015). The formation of fines and the fiber fibrillation produce an increase in the specific surface area allowing a greater interaction between the adjacent fibers, and therefore producing a reinforcement effect on the fibers. On the other hand, the addition of LCNFs does not result in physical modification of the fiber. LCNFs act as adhesion promoter by bridging adjacent fibers and increasing the fiber-fiber bonding area, as well as generating a different network embedded between the fiber matrix that contributes to increasing the load capacity of the paper. In the case of cationic starch, its positive charge produces the combination with the fibers with negative charge, promoting the binding of the adjacent fibers (Liu et al. 2015).
The application of reinforcement treatments in the recycling process also has negative effects on some of the parameters of the papermaking production such as the drainage capacity of the slurries. Figure 4 shows the evolution of the drainage capacity of the papermaking slurries by the application of the different treatments. It is observed that the addition of cationic starch has no effect on this parameter. However, mechanical beating and the LCNF addition produce an increase in ºSR values negatively affecting the drainability of the slurries. This increase is linear as the severity of the mechanical beating and the addition of LCNFs increase, reaching values of 47, 44 and 52°SR for mechanical beating treatment (3000 rev), the addition of Mec-LCNFs (4.5%) and TO-LCNFs (4.5%), respectively. This increase is due to the to the greater specific surface area produced by the mechanical reinforcement, and the high surface area of the added LCNFs, resulting in a higher water holding capacity compared to the original cellulosic fibers that increase the viscosity of the slurries. The differences between the evaluated LCNFs are produced by the difference in the surface load. It is observed that TO-LCNFs produce a greater increase in the ºSR due to the greater interaction of the carboxyl groups on the surface of the nanofibers with the surrounding water molecules (Delgado-Aguilar et al. 2015a).

Drainage capacity evolution after different treatments
Industrial application in the paperboard recycling process of LCNFs
The application of LCNFs as a reinforcing agent in the paperboard recycling process has to be analyzed from a technical and economic point of view. In this work, it has been reported the effectiveness of LCNFs addition in the reinforcement of recycled paperboard in comparison with other conventional treatments, such as mechanical refining and the addition of cationic starch. However, the effect on the drainage capacity results in an increase of the suspension retention time during the paper sheet formation, decreasing the industrial production capacity. Previous studies have evaluated the use of polyelectrolytes to improve the drainage capacity without affecting the reinforcing effect achieved by the application of CNFs (Merayo et al. 2017; Tarrés et al. 2018). The use of polyelectrolytes such as PEI, C-PAM, C-PAM-B or CMC-Na can produce an increase in the cost of applying this technology on an industrial scale. However, due to the similarity with the drainage capacity values achieved by the mechanical refining, which is conventionally used in industry, and the low amounts of LCNFs added, it is assumed that this fact would not considerably affect the suitability of LCNF addition as an alternative to the conventional treatments.
The economic study of different pretreatments and treatments has been a topic of special interest in the production of CNFs (Espinosa et al. 2018, 2020). Due to the difference between the mechanical beating and the addition of LCNFs with respect to the addition of cationic starch, the latter will not be considered in the conditions of this assessment as an equally efficient alternative to the other treatments. The cost of the different treatments is mainly due to the energy consumption during the mechanical beating and Mec-LCNF isolation on the one hand, and the consumption of reagents and catalyst in the case of TO-LCNFs on the other. The economic viability was estimated for the minimum conditions used to produce an increase of more than 50% for the Breaking length (1000 rev and 1.5% LCNFs) and the results are shown in Table 3.
For the economic viability of each treatment, a price of 0.08€/kWh has been assumed quantifying the energy consumed during the mechanical refining and the energy consumed during the high-pressure homogenization treatment. It is observed that there are important price differences (€/kg) between the mechanical beating per kg of paperboard and the price per kg of LCNF. Due to the high cost of the catalyst, the production of TO-LCNFs cost 80 times more than the production of Mec-LCNFs. Considering that LCNFs are added in small quantities during the recycling process (1.5–4.5%), the cost per ton of paperboard treated should be studied. In this case, it is observed that mechanical beating is less expensive than the LCNFs addition. For instance, the addition of Mec-LCNFs results in an increase of 14.1€ per ton of treated paperboard, however, the use of TO-LCNFs for this application is not economically viable. Although the economic optimization of TEMPO-mediated oxidation has been reported in literature, this would only represent a reduction of 20% on the total cost (Serra et al. 2017). Despite it is a considerable reduction, it does not reach a competitive cost for its application in the papermaking industry. The use of TO-LCNFs for this application will be an alternative to be assessed when efficient recovery and reuse of the catalyst is possible. Moreover, the use of other treatments such as twin-screw extruders to replace high-pressure homogenization can lead to a large reduction in the energy consumption of the nanofibrillation treatment, making this technology more competitive (Fleur et al. 2017).
From an environmental point of view, it is also necessary to analyze the consumption of raw materials during the different treatments. The use of mechanical beating physically modifies the fiber and generates a large number of fines. This means that the increase in the properties of the paperboard through this treatment is only effective during 3 recycling cycles, since from this point onwards the physical degradation suffered by the fiber does not allow for a similar increase as in the first cycles. In order to recover the original mechanical properties of the paperboard, it is necessary to assist the mechanical beating with the addition of virgin fiber or the use of chemicals. However, in the case of LCNF addition, the reinforcement is not produced by a physical modification of the fiber, but it is a result of an increase in the bonding area between adjacent fibers. This means that recycling cycles can be raised to 10 or more, considerably increasing the lifespan of the products (Delgado-Aguilar et al. 2015b).
Conclusions
Orange tree prunings were used for the production of cellulosic pulp under an environmentally friendly process. Lignocellulose nanofibers (LCNFs) were isolated using two different pretreatments, TEMPO-mediated oxidation (TO-LCNFs) and mechanical refining (Mec-LCNFs), followed by high-pressure homogenization process. Significant differences were observed in the properties of both LCNFs, showing a smaller width and larger specific surface area in those obtained by TEMPO-mediated oxidation. The application of LCNFs as a reinforcing agent on recycled paperboard to compensate for losses in mechanical properties due to the hornification phenomenon, was analyzed and compared with other conventional treatments such as the chemical addition and mechanical beating. Similar results were shown when adding LCNFs compared to mechanical beating, however the addition of cationic starch produced a lower reinforcing effect than the rest of treatments. The mechanical beating and the addition of LCNFs were analyzed in terms of economic viability. It was observed that the use of Mec-LCNFs is more cost-effective than the use of TO-LCNFs for use in the paperboard recycling process, mainly because of the high cost of the catalyst and reagents during TEMPO-mediated oxidation. Compared to mechanical beating, Mec-LCNFs show a slightly higher cost, however they do not produce a physical fiber modification which can extend the recycling cycles from 3 to 10 or more, favoring the sustainability of the papermaking sector.
References
Anastas PT, Warner JC (1998) Green chemistry: theory and practice. Oxford University Press, New York, p 30
Arola S, Malho JN, Laaksonen P, Lille M, Linder MB (2013) The role of hemicellulose in nanofibrillated cellulose networks. Soft Matter 9:1319–1326. https://doi.org/10.1039/C2SM26932E
Besbes I, Alila S, Boufi S (2011) Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibers: effect of the carboxyl content. Carbohydr Polym 84(3):975–983. https://doi.org/10.1016/j.carbpol.2010.12.052
Boufi S, González I, Delgado-Aguilar M, Tarrés Q, Pèlach MA, Mutjé P (2016) Nanofibrillated cellulose as an additive in papermaking process: a review. Carbohydr Polym 154:151–166. https://doi.org/10.1016/j.carbpol.2016.07.117
Brodin FW, Gregersen OW, Syverud K (2014) Cellulose nanofibrils: challenges and possibilities as a paper additive or coating material—a review. Nord Pulp Pap Res J 29(1):156–166. https://doi.org/10.3183/npprj-2014-29-01-p156-166
Chaker A, Alila S, Mutjé P, Vilar MR, Boufi S (2013) Key role of the hemicellulose content and the cell morphology on the nanofibrillation effectiveness of cellulose pulps. Cellulose 20:2863–2875. https://doi.org/10.1007/s10570-013-0036-y
Chen M, Ma Q, Zhu JY, Alonso DM, Runge T (2019) GVL pulping facilitates nanocellulose production from woody biomass. Green Chem 21:5316–5325. https://doi.org/10.1039/C9GC01490J
Dai H, Ou S, Huang Y, Huang H (2018) Utilization of pineapple peel for production of nanocellulose and film application. Cellulose 25:1743–1756. https://doi.org/10.1007/s10570-018-1671-0
Delgado-Aguilar M, González I, Pèlach MA, de la Fuente E, Negro C, Mutjé P (2015a) Improvement of deinked old newspaper/old magazine pulp suspensions by means of nanofibrillated cellulose addition. Cellulose 22(1):789–802. https://doi.org/10.1007/s10570-014-0473-2
Delgado-Aguilar M, Tarrés Q, Pèlach MA, Mutjé P, Fullana-i-Palmer P (2015b) Are cellulose nanofibers a solution for a more circular economy of paper products? Environ Sci Technol 49:12206–12213. https://doi.org/10.1021/acs.est.5b02676
Domínguez-Robles J, Espinosa E, Savy D, Rosal A, Rodríguez A (2016) Biorefinery process combining specel® process and selective lignin precipitation using mineral acids. BioResources 11:7061–7077
Domínguez-Robles J, Sánchez R, Díaz-Carrasco P, Espinosa E, García-Domínguez MT, Rodríguez A (2017) Isolation and characterization of lignins from wheat straw: application as binder in lithium batteries. Int J Biol Macromol 104:909–918. https://doi.org/10.1016/j.ijbiomac.2017.07.015
Domínguez-Robles J, Larrañeta E, Fong ML, Martin NK, Irwin NJ, Mutjé P, Tarrés Q, Delgado-Aguilar M (2020) Lignin/poly(butylene succinate) composites with antioxidant and antibacterial properties for potential biomedical applications. Int J Biol Macromol 145:92–99. https://doi.org/10.1016/j.ijbiomac.2019.12.146
Du X, Zhang Z, Liu W, Deng Y (2017) Nanocellulose-based conductive materials and their emerging applications in energy devices—a review. Nano Energy 35:299–320. https://doi.org/10.1016/j.nanoen.2017.04.001
Dufresne A (2013) Nanocellulose: a new ageless bionanomaterial. Mater Today 16:220–227. https://doi.org/10.1016/j.mattod.2013.06.004
Espinosa E, Tarrés Q, Delgado-Aguilar M, González I, Mutjé P, Rodríguez A (2016) Suitability of wheat straw semichemical pulp for the fabrication of lignocellulosic nanofibres and their application to papermaking slurries. Cellulose 23:837–852. https://doi.org/10.1007/s10570-015-0807-8
Espinosa E, Sánchez R, Otero R, Domínguez-Robles J, Rodríguez A (2017a) A comparative study of the suitability of different cereal straws for lignocellulose nanofibers isolation. Int J Biol Macromol 103:990–999. https://doi.org/10.1016/j.ijbiomac.2017.05.156
Espinosa E, Sánchez R, González Z, Domínguez-Robles J, Ferrari B, Rodríguez A (2017b) Rapidly growing vegetables as new sources for lignocellulose nanofibre isolation: physicochemical, thermal and rheological characterization. Carbohydr Polym 175:27–37. https://doi.org/10.1016/j.carbpol.2017.07.055
Espinosa E, Tarrés Q, Domínguez-Robles J, Delgado-Aguilar M, Mutjé P, Rodríguez A (2018) Recycled fibers for fluting production: the role of lignocellulosic micro/nanofibers of banana leaves. J Clean Prod 172:233–238. https://doi.org/10.1016/j.jclepro.2017.10.174
Espinosa E, Bascón-Villegas I, Rosal A, Pérez-Rodríguez F, Chinga-Carrasco G, Rodríguez A (2019) PVA/(ligno)nanocellulose biocomposite films. Effect of residual lignin content on structural, mechanical, barrier and antioxidant properties. Int J Biol Macromol 141:197–206. https://doi.org/10.1016/j.ijbiomac.2019.08.262
Espinosa E, Rol F, Bras J, Rodríguez A (2020) Use of multi-factorial analysis to determine the quality of cellulose nanofibers: effect of nanofibrillation treatment and residual lignin content. Cellulose. https://doi.org/10.1007/s10570-020-03136-3
European Union (2018) European regional development fund (ERDMF) http://ec.europa.eu/regional_policy/es/policy/themes/rural-development/. Acceded Sept 2019
Ferrer A, Filpponen I, Rodríguez A, Laine J, Rojas OJ (2012) Valorization of residual empty palm fruit bunch fibers (EPFBF) by microfluidization: production of nanofibrillated cellulose and EPFBF nanopaper. Bioresour Technol 125:249–255. https://doi.org/10.1016/j.biortech.2012.08.108
Fillat U, Wicklein B, Martín-Sampedro R, Ibarra D, Ruiz-Hitzky E, Valencia C, Sarrión A, Castro E, Eugenio ME (2018) Assessing cellulose nanofiber production from olive tree pruning residue. Carbohydr Polym 179:252–261. https://doi.org/10.1016/j.carbpol.2017.09.072
Fleur R, Karakashov B, Nechyporchuk O, Terrien M, Meyer V, Dufresne A, Belgacem MN, Bras J (2017) Pilot-scale twin screw extrusion and chemical pretreatment as an energy-efficient method for the production of nanofibrillated cellulose at high solid content. ACS Sustain Chem Eng 5:6524–6531. https://doi.org/10.1021/acssuschemeng.7b00630
Food and Agricultural Organization of the United Nations (2018) FAOSTAT 2018. www.fao.org/faostat/en/#data. Acceded May 2020
French A (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896. https://doi.org/10.1007/s10570-013-0030-4
Gharehkhani S, Sadeghinezhad E, Kazi SN, Yarmand H, Badarudin A, Safei MR, Zubir MNM (2015) Basic effects of pulp refining on fiber properties—a review. Carbohydr Polym 115:785–803. https://doi.org/10.1016/j.carbpol.2014.08.047
González Z, Rosal A, Requejo A, Rodríguez A (2011) Production of pulp and energy using orange tree prunings. Bioresour Technol 102:9330–9334. https://doi.org/10.1016/j.biortech.2011.07.088
González Z, Vargas F, Jiménez L, Rodríguez A (2013) Orange tree prunings as raw material for the cellulose production by Kraft process. Cell Chem Technol 47:603–611
Hetemäki S, Hanewinkel M, Muys B, Ollikainen M, Palahí M, Trasobares A (2017) Leading the way to a European circular bioeconomy strategy. From Science to Policy 5. European Forest Institute
Ibrahim MM, El-Zawawy WK, Juttke Y, Koschella A, Heinze T (2013) Cellulose and microcrystalline cellulose from rice straw and banana plant waste-preparation and characterization. Cellulose 20:2403–2416. https://doi.org/10.1007/s10570-013-9992-5
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85. https://doi.org/10.1039/C0NR00583E
Iwamoto S, Abe K, Yano H (2008) The effect of hemicelluloses on wood pulp nanofibrillation and nanofiber network characteristics. Biomacromolecules 9:1022–1026. https://doi.org/10.1021/bm701157n
Jayme G (1994) Micro-swelling measurement in cellulosic pulp. Wochenbl Papierfabr 6:187–194
Jiang F, Hsieh YL (2013) Chemically and mechanically isolated nanocellulose and their self-assembled structures. Carbohydr Polym 95:32–40. https://doi.org/10.1016/j.carbpol.2013.02.022
Jiménez L, Rodríguez A, Díaz MJ, López F, Ariza J (2004) Organosolv pulping of olive tree trimmings by use of ethylene glycol/soda/water mixtures. Holzforschung 58:122–128. https://doi.org/10.1515/HF.2004.017
Jiménez L, Rodríguez A, Pérez A, Moral A, Serrano L (2008) Alternative raw materials and pulping process using clean technologies. Ind Crop Prod 28:11–16. https://doi.org/10.1016/j.indcrop.2007.12.005
Jonoobi M, Oladi R, Kavoudpour Y, Oksman K, Dufresne A, Hamzeh Y, Davoodi R (2015) Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: a review. Cellulose 22:935–969. https://doi.org/10.1007/s10570-015-0551-0
Kassab Z, Kassem I, Hannache H, Bouhfid R, Qaiss AEK, Achabi ME (2020) Tomato plant residue as new renewable source for cellulose production: extraction of cellulose nanocrystals with different surface functionalities. Cellulose 27:4288–4303. https://doi.org/10.1007/s10570-020-03097-7
Khiari R, Mhenni M, Belgacem M, Mauret E (2010) Chemical composition and pulping of date palm rachis and Posidonia oceanica—a comparison with other wood and non-wood fibre sources. Bioresour Technol 101:775–780. https://doi.org/10.1016/j.biortech.2009.08.079
Lahtinen P, Liukkonen S, Pere J, Sneck A, Kangas H (2014) A comparative study of fibrillated fibers from different mechanical and chemical pulps. BioResources 9:2115–2127
Liu J, Yang R, Yang F (2015) Effect of the starch source on the performance of cationic starches having similar degree of substitution for papermaking using deinked pulp. BioResources 10:922–931
Ludwicka K, Jedrzejczak-Krzepkowska M, Kubiak K, Kolodziejczyk M, Pankiewicz T, Bielecki S (2016) Medical and cosmetic applications of bacterial nanocellulose. In: Gama M et al (eds) Bacterial nanocellulose. Elsevier, Amsterdam, pp 145–165. https://doi.org/10.1016/B978-0-444-63458-0.00009-3
Mahfoudhi N, Boufi S (2017) Nanocellulose as a novel nanostructured adsorbent for environmental remediation: a review. Cellulose 24:1171–1197. https://doi.org/10.1007/s10570-017-1194-0
Marx-Figini M (1987) The acid-catalyzed degradation of cellulose linters in distinct ranges of degree of polymerization. J Appl Polym Sci 33(6):2097–2105. https://doi.org/10.1002/app.1987.070330621
Meng Q, Li H, Fu S, Lucia LA (2014) The non-trivial role of native xylans on the preparation of TEMPO-oxidized cellulose nanofibrils. React Funct Polym 85:142–150. https://doi.org/10.1016/j.reactfunctpolym.2014.07.021
Merayo N, Balea A, de la Fuente E, Blanco A, Negro C (2017) Synergies between cellulose nanofibers and retention additives to improve recycled paper properties and the drainage process. Cellulose 24:2987–3000. https://doi.org/10.1007/s10570-017-1302-1
Moohan J, Stewart SA, Espinosa E, Rosal A, Rodríguez A, Larrañeta E, Donnelly RF, Domínguez-Robles J (2020) Cellulose nanofibers and other biopolymers for biomedical applications. A review. Appl Sci 10:65. https://doi.org/10.3390/app10010065
Nair SS, Yan N (2015) Bark derived submicron-sized and nano-sized cellulose fibers: from industrial waste to high performance materials. Carbohydr Polym 134:258–266. https://doi.org/10.1016/j.carbpol.2015.07.080
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8:1934–1941. https://doi.org/10.1021/bm061215p
Pääkkönen T, Dimic-Misic K, Orelma H, Pönni R, Vuorinen T, Maloney T (2016) Effect of xylan in hardwood pulp on the reaction rate of TEMPO-mediated oxidation and the rheology of the final nanofibrillated cellulose gel. Cellulose 23:277–293. https://doi.org/10.1007/s10570-015-0824-7
Puangsin B, Yanga Q, Saito T, Isogai A (2013) Comparative characterization of TEMPO-oxidized cellulose nanofibril films prepared from non-wood resource. Int J Biol Macromol 59:208–213. https://doi.org/10.1016/j.ijbiomac.2013.04.016
Rambabu N, Panthapulakkal S, Sain M, Dalai AK (2016) Production of nanocellulose fibers from pinecone biomass: evaluation and optimization of chemical and mechanical treatment conditions on mechanical properties of nanocellulose films. Ind Crop Prod 83:746–754. https://doi.org/10.1016/j.indcrop.2015.11.083
Rodríguez A, Sánchez R, Requejo A, Ferrer A (2010) Feasibility of rice straw as a raw material for the production of soda cellulose pulp. J Clean Prod 18:1084–1091. https://doi.org/10.1016/j.jclepro.2010.03.011
Rojo E, Peresin MS, Sampson WW, Hoeger IC, Vartiainen J, Laine J, Rojas OJ (2015) Comprehensive elucidation of the effect of residual lignin on the physical, barrier, mechanical and surface properties of nanocellulose films. Green Chem 17:1853–1866. https://doi.org/10.1039/C4GC02398F
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibres prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8:2485–2491. https://doi.org/10.1021/bm0703970
Sánchez R, Espinosa E, Domínguez-Robles J, Loaiza JM, Rodríguez A (2016) Isolation and characterization of lignocellulose nanofibers from different wheat straw pulps. Int J Biol Macromol 92:1025–1033. https://doi.org/10.1016/j.ijbiomac.2016.08.019
Sarasini E, Fiore V (2018) A systematic literature review on less common natural fibres and their biocomposites. J Clean Prod 195:240–267. https://doi.org/10.1016/j.jclepro.2018.05.197
Segal L, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using X-ray diffractometer. Text Res J 29:786–974
Serra A, González I, Oliver-Ortega H, Tarrés Q, Delgado-Aguilar M, Mutjé P (2017) Reducing the amount of catalyst in TEMPO-Oxidized cellulose nanofibers: effect on properties and cost. Polymers 9:557. https://doi.org/10.3390/polym9110557
Shao Y, Guizani C, Grosseau P, Chaussy D, Beneventi D (2018) Use of lignocellulosic materials and 3D printing for the development of structured monolithic carbon materials. Compos Part B Eng 149:206–215. https://doi.org/10.1016/j.compositesb.2018.05.035
Shinoda R, Saito T, Okita Y, Isogai A (2012) Relationship between length and degree of polymerization of TEMPO-oxidized cellulose nanofibrils. Biomacromolecules 13:842–849. https://doi.org/10.1021/bm2017542
Simair AA, Qureshi AS, Simair SP, Khushk I, Klykov SP, Ali CH, Lu CR (2018) An integrated bioprocess for xylanase production from agriculture waste under open non-sterilized conditions: biofabrication as fermentation tool. J Clean Prod 193:194–205. https://doi.org/10.1016/j.jclepro.2018.05.020
Solala I, Iglesias MC, Peresin MS (2020) On the potential of lignin-containing cellulose nanofibrils (LCNFs): a review on properties and applications. Cellulose 6:1–25. https://doi.org/10.1007/s10570-019-02899-8
Sun X, Wu Q, Ren S, Lei T (2015) Comparison of highly transparent all-cellulose nanopaper prepared using sulfuric acid and TEMPO-mediated oxidation methods. Cellulose 22:1123–1133. https://doi.org/10.1007/s10570-015-0574-6
Tarrés Q, Espinosa E, Domínguez-Robles J, Rodríguez A, Mutjé P, Delgado-Aguilar M (2017a) The suitability of banana leaf residue as raw material for the production of high lignin content micro/nano fibers: from residue to value-added products. Ind Crop Prod 99:27–33. https://doi.org/10.1016/j.indcrop.2017.01.021
Tarrés Q, Ehman NV, Vallejos ME, Area MC, Delgado-Aguilar M, Mutjé P (2017b) Lignocellulosic nanofibers from triticale straw: the influence of hemicelluloses and lignin in their production and properties. Carbohydr Polym 163:20–27. https://doi.org/10.1016/j.carbpol.2017.01.017
Tarrés Q, Oliver-Ortega H, Alcalá M, Merayo N, Balea A, Blanco A, Mutjé P, Delgado-Aguilar M (2018) Combined effect of sodium carboxymethyl cellulose, cellulose nanofibers and drainage aids in recycled paper production process. Carbohydr Polym 183:201–206. https://doi.org/10.1016/j.carbpol.2017.12.027
Tayeb P, Tayeb AH (2019) Nanocellulose applications in sustainable electrochemical and piezoelectric systems: a review. Cabohydr Polym 224:115149. https://doi.org/10.1016/j.carbpol.2019.115149
Vargas F, González Z, Sánchez R, Jiménez L, Rodríguez A (2012) Cellulosic pulps of cereal straws as raw material for the manufacture of ecological packaging. BioResources 7(3):4161–4170
Wang YH, Wei XY, Li JH, Wang F, Wang QH, Zhang YD, Kong LX (2017) Homogeneous isolation of nanocellulose from eucalyptus pulp by high pressure homogenization. Ind Crop Prod 104:237–241. https://doi.org/10.1016/j.indcrop.2017.04.032
Weise U (1998) Hornification: mechanisms and terminology. Pap Puu-pap 80:110–115
Acknowledgments
The authors are grateful to Spain’s DGICyT, MICINN for funding this research within the framework of the Projects CTQ2016-78729-R and supported by the Spanish Ministry of Science and Education through the National Program FPU (Grant Number FPU14/02278), to the staff of the Central Service for Research Support (SCAI) at the University of Córdoba, and also to Smurfit Kappa Container S.L.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Espinosa, E., Arrebola, R.I., Bascón-Villegas, I. et al. Industrial application of orange tree nanocellulose as papermaking reinforcement agent. Cellulose 27, 10781–10797 (2020). https://doi.org/10.1007/s10570-020-03353-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03353-w