
Abstract
Infrared-vacuum dehydration characteristics of pumpkin (Cucurbita moschata) were evaluated in a combined dryer system. The effects of drying parameters, infrared radiation power (204–272 W), system pressure (5–15 kPa), slice thickness (5 and 7 mm) and time (0–220 min) on the drying kinetics and characteristics of pumpkin slices were investigated. The vacuum pressure, lamp power and slice had significant effect on the drying kinetics and various qualities of the dried pumpkin. Moisture ratios were fitted to 10 different mathematical equations using nonlinear regression analysis. The quadratic equation satisfactorily described the drying behavior of pumpkin slices with the highest r value and the lowest SE values. The effective moisture diffusivity increased with power and ranged between 0.71 and 2.86 × 10−9 m2/s. With increasing in infrared radiation power from 204 to 272 W, β–carotene content of dried pumpkins decreased from 30.04 to 24.55 mg/100 g. The rise in infrared power has a negative effect on the color changes (ΔE). The optimum condition was determined as power, 238W, pressure, 5 kPa and slice thickness, 5mm. These conditions resulted into dried pumpkin slices with maximum B-carotene retention.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The nutritional value of pumpkin fruits is high. In the fresh mass of the fruit, total carotene content, a major contributory factor in the high nutritional value of pumpkins, ranges from 2 to 10 mg/100 g, vitamins C and E account for 9–10 mg/100 g and 1.03–1.06 mg/100 g, respectively (Nawirska et al. 2009; Terazawa et al. 2001). Pumpkin fruit is also a valuable source of other vitamins, e.g., B6, K, thiamine, and riboflavin, as well as minerals, e.g., potassium, phosphorus, magnesium, iron and selenium. Pumpkin flesh is a delicious and fully appreciated additive in a diversity of products for children and adults. Pumpkin fruits are processed to obtain juice, pomace, pickles and dried products (Nawirska et al. 2009).
Moisture, protein, fat, fiber and carbohydrate percentage of the pumpkin powder were around 6.01, 3.73, 1.32, 2.91 and 78.73 %, respectively. β-carotene content and carbohydrate content of the powder was around 7.30 mg/100gm and78.7 %, respectively. The water activity of the powder was 0.24 ± 0.02 which was relatively low and also safe from growth of microorganisms. Ash percentage was high and it was about 7.24 % (Das and Banerjee 2015).
One of the oldest methods for food preservation is drying, which consists of removing water from the product in order to provide microbiological safety (Horuz and Maskan 2015; Mitra et al. 2012; Saengrayap et al. 2015), and the most popular drying method includes convection. In this method the drying agent supplies heat to the material and removes moisture from the material at the same time. The method itself is a low-cost one, but has the disadvantage of entailing a time-consuming process. During contact with oxygen that is present in the air, the product becomes exposed to high temperature for a long time, and such exposure reduces the content of some valuable components which readily undergo oxidation at elevated temperature. Another drawback of the convective method is the concomitant substantial shrinkage (Lozano et al. 1983).
Application of infrared heating to food drying is of special interest because of the progress in radiator construction. The radiators efficiency is between 80 and 90 %, the emitted radiation is in the narrow wavelength range and they are miniaturized (Sakai and Hanzawa 1994; Sandu 1986). This method is used for heating and cooking soybeans, cereal grains, cocoa beans and nuts, ready-to-eat products, braising meat and frying (Mihindukulasuriya and Jayasuriya 2015; Salehi et al. 2016a, b). Drying of seaweed, vegetables, fish flakes and pasta is also done in tunnel infrared dryers. Infrared drying found also application in food analysis to measure water content in food products (Nowak and Lewicki 2004). Hence, drying of thin layers seems to be more efficient at far-infrared radiation (FIR, 25–100 μm), while drying of thicker bodies should give better results at near-infrared radiation (Nowak and Lewicki 2004).
In the vacuum method the contact between the material being dried and oxygen is limited. Owing to the reduced pressure, effective drying can be achieved at low temperature (Nawirska et al. 2009).
For drying under vacuum (or vacuum drying), moisture within the product being dried evaporates at lower temperatures (lower than 100 °C) giving better product quality, especially in the cases of foods or agricultural products, which are heat-sensitive in nature. When the advantages of the two dying methods are combined, energy efficiency of the drying process is enhanced and degradation of dried product quality is also reduced (Nimmol 2010). In recent years, infrared-vacuum drying has been investigated as a potential method for obtaining high quality dried food products, including fruits, vegetables and grains. The low temperature and fast mass transfer conferred by vacuum combined with rapid energy transfer by infrared heating generates very rapid, low temperature drying and thus it has the potential to improve energy efficiency and product quality (Giri and Prasad 2007; McLoughlin et al. 2003). In the case of rehydration ability it was reported that Infrared-vacuum dried carrot had lower rehydration ability when dried at a condition of shorter drying duration, e.g., at a lower drying pressure or at a higher controlled surface temperature. This is due to the fact that at these conditions dense or rigid layers formed on the sample surface; these layers prevented adsorption of water during rehydration (Nimmol 2010).
Pumpkin slices are generally dried using the convective method (Sojak 1999), in some instances with osmotic drying as a prior step (Garcia et al. 2007), which is also applied as a pretreatment stage to vacuum drying (Arévalo-Pinedo and Murr 2007). The literature also contains references to the drying of pumpkin slices by the microwave method (Alibas 2007), but no reports are available on vacuum-infrared dehydrated pumpkin slices. Therefore, the aim of the present work was to investigate infrared-vacuum drying characteristics of pumpkin slices in respect to drying kinetics, moisture diffusivity, β-carotene content and color changes of the dried products.
Materials and methods
Sample preparation
Slices of pumpkin flesh (5 and 7 mm thick), 20 mm in diameter, were prepared with the aid of a cutter and a steel-made cutting tool, which was cylindrical in shape and pointed on one of the sides (12 slices for each run of drying) .
Infrared -vacuum drying
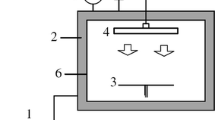
The pumpkin slices (12 slices) were dried in an infrared -vacuum dryer (Infrared radiation lamp (NIR), Philips, Germany; Vacuum oven VO, Memmert Universal, Schwabach, Germany) (Fig. 1). The slices were taken out from the drying machine, weighted and then put into the machine again till the end of the drying process. The effect of infrared radiation power (at three levels 204, 238 and 272 W), system pressure (at three levels 5, 10 and 15 kPa), slice thickness (5 and 7 mm) and time (0, 10, 20 … 210, 220 min) on the drying kinetics and characteristics of pumpkins slices were investigated. Then the dried samples were stored in an air-tight packet until further analysis.

Schematic diagram of the infrared-vacuum dryer: (1) vacuum pump; (2) insulator; (3) sample tray; (4) infrared lamp; (5) pressure gauge; (6) drying chamber; (7) vacuum break-up valve
Weight loss of samples was recorded using a digital balance (Digital balance, LutronGM-300p, Taiwan), with a sensitivity of ±0.01 g. The initial moisture content of the samples was obtained according to the AOAC method no. 934.06 (AOAC 1995). Experiments were carried out in triplicate and an arithmetic average was used for data processing. Average moisture content of fresh pumpkin was found to be 93.1 % ± 0.6 (wet basis).
Drying kinetics
The experimental moisture content data were nondimensionlized using the equation:
Where MR is the dimensionless moisture ratio, Mt, M0 and Me are moisture content at a given time, initial moisture content and equilibrium moisture content (kg water/kg dry matter), respectively. (Mt–Me)/(M0–Me) was simplified to Mt/M0 as the relative humidity of drying air continuously fluctuated during drying experiments (Ceylan et al. 2007; Doymaz 2011).
Selected thin-layer drying equations, detailed in Table 1, were fitted to the drying curves (MR versus time) (Akpinar and Bicer 2005; Doymaz 2011). Curve Expert software (version 1.34) was used to estimate the coefficients of these equations. The two criteria used to evaluate the adjustment of the experimental data were r (correlation coefficient) and SE (standard error) (Salehi et al. 2015). A good fitting between the experimental data and the correlations is obtained when there is a combination of a high r value and low values of SE (Salehi et al. 2014).
Calculation of moisture diffusivity
In most studies carried out on drying, diffusion is generally accepted to be the main mechanism during the transport of moisture to the surface to be evaporated (Doymaz 2011). Fick’s second law of diffusion has been widely used to describe the drying process during the falling rate period for most food materials (Sacilik 2007). The solution of diffusion equation, considering negligible external resistance, in terms of average moisture content, negligible shrinkage, constant diffusion coefficients and temperature, is presented for slab geometry (Doymaz 2011):
Where MR is the moisture ratio (dimensionless); t is the drying time (s), Deff is the effective diffusivity (m2/s); and L is the half slab thickness of the slices (m). For long drying periods, Eq. (2) can be further simplified to:
The effective diffusivity was calculated through Eq. (3) by using the method of slopes (Doymaz 2011). The effective diffusivities are typically determined by plotting experimental drying data in terms of lnMR versus time (as given in Eq. 3). From Eq. 3, a plot of lnMR versus time gives a straight line with a slope (K) of:
β – Carotene content
One gram of dried sample was taken, crushed in 10–15 ml of acetone with the help of a pestle and a mortar and few crystals of anhydrous sodium sulphate were added. The supernatant was decanted into a beaker. The process was repeated twice and combined supernatant was transferred to a separating funnel, then 10–15 ml of petroleum ether was added and mixed thoroughly. Two layers separated out on standing. The lower layer was discarded and the upper layer was collected in 100 ml volumetric flask. The volume was made to 100 ml with petroleum ether and optical density was recorded at 452 nm using petroleum ether as blank (Bhat and Bhat 2013). All experiments were conducted on three replications and the data was presented as a mean of each experiment. The β-carotene content was calculated using the following formula (Bhat and Bhat 2013):
Color measurement
In order to investigate the effect of drying methods on color changes of dried pumpkin, a computer vision system was used. Sample illumination was achieved with HP Scanner (Hp Scanjet G3110). Since the computer vision system perceived color as RGB signals, which is device-dependent, the taken images were converted into L*a*b* units to ensure color reproducibility. In the L*a*b* space, the color perception is uniform, and therefore, the difference between two colors corresponds approximately to the color difference perceived by the human eye. L* (lightness/darkness that ranges from 0 to 100), a*(redness/greenness that ranges from−120 to 120) and b* (yellowness/blueness that ranges from−120 to 120) were measured (Salehi and Kashaninejad 2015).
The calculation of color changes (ΔE) for total color difference was made with the following equation (Salehi and Kashaninejad 2014):
In this study, the image analysis of dried pumpkins was performed using Image J software version 1.42e, USA.
Statistical analysis
All measurements were conducted on three replications and a completely randomized design was used for statistical analysis (SAS software 9.1.3, SAS institute, Inc., Cary, NC, USA, and Minitab, V. 16, Minitab Inc, Launcher). Data were subjected to a factorial analysis of variance at the 0.05 level of significance. The data was presented as a mean of each experiment.
Results and discussion
Drying time
Generally, solid materials absorb infrared radiation in a thin surface layer (Lampinen et al. 1991). During drying, radiation properties of the material change with decrease in water content. As a consequence, material reflectivity increases and its absorptivity decrease.
The effects of infrared power, vacuum pressure and slice thickness on the moisture content of pumpkin are shown in Figs. 2, 3 and 4 respectively. As expected, moisture content was decreased by increasing the power because of increased temperature and heat transfer gradient between air and samples. Drying times of pumpkin slice were 180, 140 and 120 min at 204, 238 and 273 W, respectively (5 kPa and 7 mm). The results showed that the infrared power, vacuum pressure, thickness, power × pressure, power × thickness and pressure × thickness of slice have a significant effect on the drying time (Table 2).

Variations of pumpkin slices moisture content (MC) with drying time as a function of different infrared powers (10 kPa and 7 mm)

Variations of pumpkin slices moisture content (MC) with drying time as a function of different system pressures (273 W and 5 mm)

Variations of moisture content with drying time of different pumpkin slices thickness (238 W and 5 kPa)
Vacuum drying is a unit operation in chemical and engineering processes, in which moist material is dried under sub-atmospheric pressures. The lower pressure allow drying temperature to be reduced and higher quality to be obtained than with classical air conventional process at atmospheric pressure (Arévalo-Pinedo and Murr 2007). The drying time reduced from 120 to 80 min when the vacuum pressure was decreased from 15 to 5 kPa (273 W and 5 mm) (Fig. 3). The effects of infrared radiation power, vacuum pressure and slice thickness on the drying rates are shown in Figs 5, 6 and 7, respectively. Drying rate decreases continuously with time and decreasing moisture content. This result shows that dominant physical mechanism governing moisture movement in infrared drying of pumpkin is diffusion. The average drying rate values between 204 and 272 W infrared power were determined as 0.11 and 0.17 (g water/g dry solid. min), respectively. The experimental results are consistent with the literature reports for other vegetables (Toğrul 2006).

Drying rates of pumpkin slices versus drying time at different infrared power (at 5 kPa system pressure and 5 mm thickness)

Drying rates of pumpkin slices versus drying time at different system pressure (at 238 W power and 5 mm thickness)

Drying rates of pumpkin slices versus drying time at different slice thickness (at 204 W and at 5 kPa)
As the drying time decreased from 140 to 80 min pumpkin slice thickness was reduced from 7 to 5 mm (238 W and 5 kPa) (Fig. 4).
Fitting of the drying curves
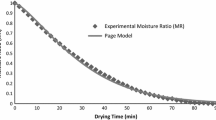
Among all drying equations considered; the quadratic equation obtained the highest r values and the lowest SE values. Estimated parameters and statistical data obtained for this equation are shown in Table 3. In all the cases, the r values for the equations were greater than 0.996, indicating a good fit. Figure 8 compares the experimental and the predicted moisture ratios with the quadratic equation for dried pumpkin slices at 204 W and 10 kPa for slice thickness of 7 mm. It can be seen that there was a very good agreement between the experimental and predicted moisture ratio values.

Comparison of experimental and predicted moisture ratios (MR) at 204 W, 10 kPa and 7 mm thickness
Moisture diffusivity
The effective diffusivities are determined by plotting experimental drying data in terms of lnMR versus time. The Deff values lied within the range of 10−11 to 10−9 m2/s for food materials (Rizvi 1986). The values of Deff obtained by using Eq. (4) and estimated values are shown in Table 4. The effective diffusivity values of pumpkin slices ranged from 0.71 and 2.86 × 10−9 m2/s. Effective diffusivity values increased significantly with increasing infrared radiation power because of the rapid movement of water at high temperatures (Doymaz 2011). The drying rate and diffusion coefficient increased with increasing in infrared radiation power. The values of Deff are comparable with the reported values of 0.85 to 1.75 × 10−10 m2/s for hull-less seed pumpkin at 40–60 °C (Sacilik 2007). These values are consistent with the present estimated Deff values for pumpkin slices.
Infrared-vacuum dryer system was developed and tested by (Mongpraneet et al. 2002) using welsh onion as a test material. The results showed that the rate of moisture reduction of the sample decreased with an increase in the power input to the far infrared radiator. This is expected as higher power input implied higher radiation intensity. However, when a very low level of the power input (40 W) was applied the required final moisture content of onion could not be achieved.
β – Carotene content
The infrared power, vacuum pressure and slice thickness of pumpkin had a significant effect on the β–carotene content. The β–carotene content in dried pumpkin slices at different conditions is shown in Table 5. With increase in infrared radiation power from 204 to 272 W, β–carotene content of dried pumpkins was decreased from 30.04 to 24.55 mg/100 g. In addition, with increase in system pressure, β–carotene content was decreased. The decrease in β-carotene might be due to oxidation. Carotenes are very sensitive to oxidation which results in loss of color (Potter 1996).
Color measurement
The bright orange color indicates that the pumpkin is high in β-carotene, an important caratenoid precursor of vitamin A in the human body (Weinstein et al. 2004). The fresh pumpkin exhibited a light yellow color, with L*, a* and b* of 69.2, 29.2 and 72.9, respectively. The results of color measurements of dried pumpkin slices at different conditions are presented in Table 6. The infrared radiation power exerted a significant effect on the colour of pumpkin slices. With increasing infrared radiation power from 204 to 272 W, the ΔE values increased from 12.58 to 22.81. As shown in Table 6, the L* values varied from 61.52 to 79.13 under different drying conditions.
Guiné and Barroca (2012) reported that the lightest dried pumpkin was obtained by freeze drying. The results showed a decrease of L* and an increase of a* and b* with increase in system power. Therdthai and Zhou (2009) reported that high temperature during drying of mint leaves could lead to increased ΔE values.
Swasdisevi et al. (2007) examined the drying behavior of Cavendish banana slices undergoing combined far infrared and vacuum drying. The results showed that the vacuum pressure, temperature and thickness had significant effects on the drying kinetics and various qualities of the dried banana viz. color, hardness and shrinkage. It was reported that lightness decreased with increasing surface temperature, while yellowness increased with increasing surface temperature due to browning reaction occurring during drying process. Combined FIR-vacuum drying shows good potential of producing a fat-free shuck-like product from banana. In addition, the optimum condition for infrared-vacuum drting is at temperature of 50 °C, pressure of 5 kPa and thickness of 2 mm.
Conclusions
The effects of power, vacuum level and slice thickness on the drying behavior and quality of pumpkin were examined. The result showed that the power, vacuum level and thickness of pumpkin slices had significant effects on the drying kinetics and various qualities attributes of pumpkin. The quadratic equation satisfactorily described the drying behavior of pumpkin slices. With increase in infrared radiation power and system pressure, β–carotene content of dried pumpkins was decreased. With increase in infrared radiation power from 204 to 272 W, the ΔE was increased from 12.58 to 22.81. The optimum condition for combined infrared-vacuum drying of pumpkin slices was 238 W (power), 5 kPa (pressure) and 5 mm (thickness) These conditions resulted into dried pumpkin slices with higher, high β–carotene content.
Abbreviations
- a :
-
Empirical coefficient
- D eff :
-
Effective diffusivity (m2/s)
- D 0 :
-
Pre-exponential factor (m2/s)
- L :
-
Half slab thickness of the slices (mm)
- K :
-
Slope
- k :
-
Drying rate constants in equations (1/s)
- MR :
-
Dimensionless moisture ratio
- M t :
-
Moisture content (kg water/kg dry matter)
- Me :
-
Equilibrium moisture content (kg water/kg dry matter)
- M 0 :
-
Initial moisture content (kg water/kg dry matter)
- N :
-
Number of observations
- n :
-
Number of constants
- r :
-
Correlation coefficient
- SE :
-
Standard error
- t :
-
Drying time (min)
- ΔE :
-
Color changes
References
Akpinar EK, Bicer Y (2005) Modelling of the drying of eggplants in thin‐layers. Int J Food Sci Technol 40(3):273–281
Alibas I (2007) Microwave, air and combined microwave–air-drying parameters of pumpkin slices. LWT–Food Sci Technol 40(8):1445–1451
AOAC (1995) Official methods of analysis, 16th edn. Association of Official Analytical Chemists, Washington DC
Arévalo-Pinedo A, Murr FEX (2007) Influence of pre-treatments on the drying kinetics during vacuum drying of carrot and pumpkin. J Food Eng 80(1):152–156
Bhat MA, Bhat A (2013) Study on physico-chemical characteristics of pumpkin blended cake. J Food Process Technol 4(9):4–9
Ceylan I, Aktaş M, Doğan H (2007) Mathematical modeling of drying characteristics of tropical fruits. Appl Therm Eng 27(11):1931–1936
Das S, Banerjee S (2015) Production of pumpkin powder and its utilization in bakery products development: a review. Int J Res Eng Technol 4(5):478–481
Doymaz I (2011) Drying of eggplant slices in thin layers at different air temperatures. J Food Process Preserv 35(2):280–289
Garcia CC, Mauro MA, Kimura M (2007) Kinetics of osmotic dehydration and air-drying of pumpkins (Cucurbita moschata). J Food Eng 82(3):284–291
Giri S, Prasad S (2007) Drying kinetics and rehydration characteristics of microwave-vacuum and convective hot-air dried mushrooms. J Food Eng 78(2):512–521
Guiné RP, Barroca MJ (2012) Effect of drying treatments on texture and color of vegetables (pumpkin and green pepper). Food Bioprod Process 90(1):58–63
Horuz E, Maskan M (2015) Hot air and microwave drying of pomegranate (Punica granatum L.) arils. J Food Sci Technol 52(1):285–293
Lampinen MJ, Ojala KT, Koski E (1991) Modeling and measurements of infrared dryers for coated paper. Dry Technol 9(4):973–1017
Lozano J, Rotstein E, Urbicain M (1983) Shrinkage, porosity and bulk density of foodstuffs at changing moisture contents. J Food Sci 48(5):1497–1502
McLoughlin C, McMinn W, Magee T (2003) Microwave-vacuum drying of pharmaceutical powders. Dry Technol 21(9):1719–1733
Mihindukulasuriya SD, Jayasuriya HP (2015) Drying of chilli in a combined infrared and hot air rotary dryer. J Food Sci Technol 52(8):4895–4904
Mitra J, Shrivastava S, Rao P (2012) Onion dehydration: a review. J Food Sci Technol 49(3):267–277
Mongpraneet S, Abe T, Tsurusaki T (2002) Far infrared–vacuum and–convection drying of welsh onion. Trans ASAE 45(5):1529
Nawirska A, Figiel A, Kucharska AZ, Sokół-Łętowska A, Biesiada A (2009) Drying kinetics and quality parameters of pumpkin slices dehydrated using different methods. J Food Eng 94(1):14–20
Nimmol C (2010) Vacuum far-infrared drying of foods and agricultural materials. J King Mongkut’s Univ Technol North Bangkok 20:37–44
Nowak D, Lewicki PP (2004) Infrared drying of apple slices. Innov Food Sci Emerg 5(3):353–360
Potter N (1996) JH l-lotchkiss Food Science. CBS Publishers and Distributors, New Delhi. lndia
Rizvi SS (1986) Thermodynamic properties of foods in dehydration. Engineering properties of foods 133–214
Sacilik K (2007) Effect of drying methods on thin-layer drying characteristics of hull-less seed pumpkin (Cucurbita pepo L.). J Food Eng 79(1):23–30
Saengrayap R, Tansakul A, Mittal GS (2015) Effect of far-infrared radiation assisted microwave-vacuum drying on drying characteristics and quality of red chilli. J Food Sci Technol 52(5):2610–2621
Sakai N, Hanzawa T (1994) Applications and advances in far-infrared heating in Japan. Trends Food Sci Technol 5(11):357–362
Salehi F, Kashaninejad M (2014) Effect of different drying methods on rheological and textural properties of balangu seed Gum. Dry Technol 32(6):720–727
Salehi F, Kashaninejad M (2015) Effect of drying methods on rheological and textural properties, and color changes of wild sage seed gum. J Food Sci Technol 52(11):7361–7368
Salehi F, Kashaninejad M, Behshad V (2014) Effect of sugars and salts on rheological properties of Balangu seed (Lallemantia royleana) gum. Int J Biol Macromol 67:16–21
Salehi F, Kashaninejad M, Tadayyon A, Arabameri F (2015) Modeling of extraction process of crude polysaccharides from Basil seeds (Ocimum basilicum l.) as affected by process variables. J Food Sci Technol 52(8):5220–5227
Salehi F, Kashaninejad M, Akbari E, Sobhani SM, Asadi F (2016a) Potential of sponge cake making using infrared–Hot Air dried carrot. J Texture Stud 47(1):34–39
Salehi F, Kashaninejad M, Asadi F, Najafi A (2016b) Improvement of quality attributes of sponge cake using infrared dried button mushroom. J Food Sci Technol. 1–6. doi: 10.1007/s13197-015-2165-9.
Sandu C (1986) Infrared radiative drying in food engineering: a process analysis. Biotechnol Progr 2(3):109–119
Sojak M (1999) Modelling of the kinetics of pumpkin dehydration. Inz Rolnicza 2(8):87–94
Swasdisevi T, Devahastin S, Ngamchum R, Soponronnarit S (2007) Optimization of a drying process using infrared-vacuum drying of Cavendish banana slices. Optimization 29(3):810
Terazawa Y, Ito K, Masuda R, Yoshida K (2001) Changes in carbohydrate composition in pumpkins (Cucurbita maxima)(kabocha) during fruit growth. J Jpn Soc Hortic Sci 70(5):656–658
Therdthai N, Zhou W (2009) Characterization of microwave vacuum drying and hot air drying of mint leaves (Mentha cordifolia Opiz ex Fresen). J Food Eng 91(3):482–489
Toğrul H (2006) Suitable drying model for infrared drying of carrot. J Food Eng 77(3):610–619
Weinstein SJ, Vogt TM, Gerrior SA (2004) Healthy eating index scores are associated with blood nutrient concentrations in the third national health and nutrition examination survey. J Am Diet Assoc 104(4):576–584
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ghaboos, S.H.H., Ardabili, S.M.S., Kashaninejad, M. et al. Combined infrared-vacuum drying of pumpkin slices. J Food Sci Technol 53, 2380–2388 (2016). https://doi.org/10.1007/s13197-016-2212-1
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-016-2212-1